Введен в действие
Приказом Ростехрегулирования
от 19 июня 2008 г.
N 122-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ РЕЗЬБОВЫЕ И ФЛАНЦЕВЫЕ
НА PN (![]() ) до
63 МПа (до
) до
63 МПа (до ![]() 630 кгс/см2)
630 кгс/см2)
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Threaded and flange pipe
connections
for PN to 63 MPa (to 630 kgf/cm2).
General specifications
ГОСТ 15763-2005
Группа Г18
МКС 23.040.60;
ОКП 41 9300
Предисловие
Цели, основные
принципы и основной порядок проведения работ по межгосударственной
стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система
стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная
система стандартизации. Стандарты межгосударственные, правила и рекомендации по
межгосударственной стандартизации. Порядок разработки, принятия, применения,
обновления и отмены".
Сведения о
стандарте
1. Разработан
Некоммерческим партнерством "Сертификационный центр НАСТХОЛ" (НП
"СЦ НАСТХОЛ"), Техническим Комитетом ТК 155 "Соединения
трубопроводов общемашиностроительного применения".
2. Внесен Федеральным агентством по техническому регулированию
и метрологии Российской Федерации.
3. Принят
Межгосударственным советом по стандартизации, метрологии и сертификации по
переписке (Протокол N 21 от 21 сентября 2005 г.).
За принятие
проголосовали:
┌────────────────────┬────────────────────┬───────────────────────────────┐
│Краткое
наименование│ Код страны по │
Сокращенное наименование
│
│ страны по │МК (ИСО 3166) 004-97│ национального органа │
│МК
(ИСО 3166) 004-97│
│ по
стандартизации │
├────────────────────┼────────────────────┼───────────────────────────────┤
│Азербайджан │ AZ │Азстандарт │
│Армения │ AM │Министерство торговли │
│ │ │и экономического
развития │
│ │ │Республики
Армения │
│Беларусь │ BY │Госстандарт Республики
Беларусь│
│Грузия │ GE │Грузстандарт │
│Казахстан │ KZ │Госстандарт │
│ │ │Республики
Казахстан │
│Кыргызстан │ KG │Национальный институт │
│ │ │стандартов и
метрологии │
│ │ │Кыргызской
Республики │
│Молдова │ MD │Молдова-Стандарт │
│Российская
Федерация│ RU │Федеральное агентство по │
│ │ │техническому
регулированию │
│ │ │и метрологии │
│Таджикистан │ TJ │Таджикстандарт │
│Туркменистан │ TM │Главгосслужба │
│ │ │"Туркменстандартлары" │
│Узбекистан │ UZ │Агентство "Узстандарт"
│
└────────────────────┴────────────────────┴───────────────────────────────┘
4. Стандарт
разработан с учетом основных нормативных положений международного стандарта ИСО
19879 "Соединения трубопроводов общего применения для гидравлических и
пневматических систем - Методы испытаний соединений для гидравлических и
пневматических систем" (пункты 4.1 - 4.4, разделы 5 - 10 в части методов
стендовых испытаний соединений).
5. Приказом
Федерального агентства по техническому регулированию и метрологии от 19 июня
2008 г. N 122-ст межгосударственный стандарт ГОСТ 15763-2005 введен в действие
в качестве национального стандарта Российской Федерации с 1 января 2009 г.
6. Взамен ГОСТ
15763-91.
Информация о
введении в действие (прекращении действия) настоящего стандарта публикуется в
указателе "Национальные стандарты".
Информация об
изменениях к настоящему стандарту публикуется в указателе "Национальные
стандарты", а текст этих изменений - в информационных указателях
"Национальные стандарты". В случае пересмотра или отмены настоящего
стандарта соответствующая информация будет опубликована в информационном
указателе "Национальные стандарты".
1. Область
применения
Настоящий стандарт
распространяется на металлические резьбовые и фланцевые с приварным ниппелем
соединения трубопроводов общемашиностроительного применения для гидравлических
и пневматических систем и детали данных соединений трубопроводов, работающие в условиях
неагрессивных сред при температуре окружающей и рабочей среды от минус 50 °C до
плюс 120 °C и номинальном (условном) давлении до 63 МПа (до ![]() 630 кгс/см2).
630 кгс/см2).
Стандарт не
распространяется на фланцевые соединения по ГОСТ 9399, ГОСТ 12815 - ГОСТ 12822,
ГОСТ 22512.
Обязательные
требования к качеству соединений, обеспечивающие их взаимозаменяемость,
техническую совместимость и безопасность для жизни, здоровья и имущества
населения, охраны окружающей среды, изложены в 4.1, 5.2.1, 5.2.5 - 5.2.8,
5.2.15 - 5.2.16, 5.2.19 - 5.2.21, 5.2.23, 5.2.26.2 - 5.2.26.4, 5.2.29 - 5.2.34,
5.3.1, 5.4.3, 6.1 - 6.5, 7.1 - 7.4, 7.5.1.2, 7.5.1.4, 7.5.1.5, 7.5.1.7 -
7.5.1.9, 7.5.2 - 7.5.4, 7.5.5.1, 7.5.6 и разделе 9.
Стандарт может быть
использован для целей сертификации.
2.
Нормативные ссылки
в настоящем
стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.601-2006.
Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.301-86.
Единая система защиты от коррозии и старения. Покрытия металлические и
неметаллические неорганические. Общие требования
ГОСТ 9.302-88.
Единая система защиты от коррозии и старения. Покрытия металлические и
неметаллические неорганические. Методы контроля
ГОСТ 9.303-84.
Единая система защиты от коррозии и старения. Покрытия металлические и
неметаллические неорганические. Общие требования к выбору
ГОСТ 9.308-85.
Единая система защиты от коррозии и старения. Покрытия металлические и
неметаллические неорганические. Методы ускоренных коррозионных испытаний
ГОСТ 356-80.
Арматура и детали трубопроводов. Давления условные пробные и рабочие. Ряды
ГОСТ 380-2005.
Сталь углеродистая обыкновенного качества. Марки
ГОСТ 617-90. Трубы
медные. Технические условия
ГОСТ 859-2001.
Медь. Марки
ГОСТ 1050-88.
Прокат сортовой, калиброванный, со специальной отделкой поверхности из
углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1414-75.
Прокат из конструкционной стали высокой обрабатываемости резанием. Технические
условия
ГОСТ 1759.4-87 (ИСО
898-1-78). Болты, винты и шпильки. Механические свойства и методы испытаний
<*>
--------------------------------
<*> На
территории Российской Федерации действует ГОСТ Р
52627-2006 (ИСО 898-1:1999) "Болты, винты и шпильки. Механические свойства
и методы испытаний".
ГОСТ 2622-75. Трубы
манометрические из бронзы марки БрОФ4-0,25 и латуни марки Л63. Технические
условия
ГОСТ 2789-73.
Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543-71.
Прокат из легированной конструкционной стали. Технические условия
ГОСТ 4784-97.
Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5632-72. Стали
высоколегированные и сплавы коррозионно-стойкие,
жаростойкие и жаропрочные. Марки
ГОСТ 6111-52.
Резьба коническая дюймовая с углом профиля 60°
ГОСТ 6357-81.
Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 6424-73. Зев
(отверстие), конец ключа и размер "под ключ"
ГОСТ 7505-89.
Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 8734-75. Трубы
стальные бесшовные холоднодеформированные, Сортамент
ГОСТ 9378-93.
Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9399-81.
Фланцы стальные резьбовые на ![]() 20 - 100 МПа (200 - 1000 кгс/см2). Технические условия
20 - 100 МПа (200 - 1000 кгс/см2). Технические условия
ГОСТ 9567-75. Трубы
стальные прецизионные. Сортамент
ГОСТ 9833-73.
Кольца резиновые уплотнительные круглого сечения для гидравлических и
пневматических устройств. Конструкция и размеры
ГОСТ 9941-81. Трубы
бесшовные холодно- и теплодеформированные
из коррозионно-стойкой стали. Технические условия
ГОСТ 10549-80.
Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 10702-78.
Прокат из качественной конструкционной углеродистой и легированной стали для
холодного выдавливания и высадки. Технические условия
ГОСТ 12815-80.
Фланцы арматуры, соединительных частей и трубопроводов на ![]() от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Типы. Присоединительные размеры и размеры уплотнительных
поверхностей
от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Типы. Присоединительные размеры и размеры уплотнительных
поверхностей
ГОСТ 12816-80.
Фланцы арматуры, соединительных частей и трубопроводов на ![]() от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Общие технические требования
от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Общие технические требования
ГОСТ 12817-80.
Фланцы литые из серого чугуна на ![]() от 0,1 до 1,6 МПа (от 1 до 16 кгс/см2). Конструкция и размеры
от 0,1 до 1,6 МПа (от 1 до 16 кгс/см2). Конструкция и размеры
ГОСТ 12818-80.
Фланцы литые из ковкого чугуна на ![]() от 1,6 до 4,0 МПа (от 16 до 40 кгс/см2). Конструкция и размеры
от 1,6 до 4,0 МПа (от 16 до 40 кгс/см2). Конструкция и размеры
ГОСТ 12819-80.
Фланцы литые стальные на ![]() от 1,6 до 20,0 МПа (от 16 до 200 кгс/см2). Конструкция и размеры
от 1,6 до 20,0 МПа (от 16 до 200 кгс/см2). Конструкция и размеры
ГОСТ 12820-80.
Фланцы стальные плоские приварные на ![]() от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры
от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры
ГОСТ 12821-80.
Фланцы стальные приварные встык на ![]() от 0,1 до 20 МПа (от 1 до 200 кгс/см2). Конструкция и размеры
от 0,1 до 20 МПа (от 1 до 200 кгс/см2). Конструкция и размеры
ГОСТ 12822-80.
Фланцы стальные свободные на приварном кольце на ![]() от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры
от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры
ГОСТ 14192-96.
Маркировка грузов
ГОСТ 15527-2004.
Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 16093-2004.
Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с
зазором
ГОСТ 18160-72.
Изделия крепежные. Упаковка. Маркировка. Транспортирование и хранение
ГОСТ 18242-72.
Статистический приемочный контроль по альтернативному признаку. Планы контроля
<**>
--------------------------------
<**> На
территории Российской Федерации действует ГОСТ Р ИСО
2859-1-2007 "Статические методы. Процедуры выборочного контроля по
альтернативному признаку. Часть 1. Планы выборочного контроля последовательных
партий на основе приемлемого уровня качества".
ГОСТ 18321-73.
Статистический контроль качества. Методы случайного отбора выборок штучной
продукции
ГОСТ 18475-82.
Трубы холоднодеформированные из алюминия и алюминиевых сплавов. Технические
условия
ГОСТ 18829-73.
Кольца резиновые уплотнительные круглого сечения для гидравлических и
пневматических систем. Технические условия
ГОСТ 20403-75.
Резина. Метод определения твердости в международных единицах (от 30 до 100
IRHD)
ГОСТ 20799-88.
Масла индустриальные. Технические условия
ГОСТ 21971-76.
Соединения трубопроводов резьбовые. Проходы условные (размеры номинальные).
Ряды
ГОСТ 21972-76.
Соединения трубопроводов резьбовые. Номинальные (условные) давления. Ряды
ГОСТ 21973-76.
Соединения трубопроводов резьбовые. Присоединительные
резьбы. Ряды
ГОСТ 21974-76.
Соединения трубопроводов резьбовые. Наружные диаметры труб и внутренние
диаметры рукавов. Ряды
ГОСТ 22512-77.
Фланцы с шипом или пазом стальные на ![]() до 6,4 МПа (64 кгс/см2)
и
до 6,4 МПа (64 кгс/см2)
и ![]() до 300 мм. Присоединительные размеры
до 300 мм. Присоединительные размеры
ГОСТ 22525-77.
Соединения трубопроводов резьбовые. Концы корпусных деталей под накидные гайки.
Конструкция
ГОСТ 22526-77.
Соединения трубопроводов резьбовые. Концы корпусных деталей ввертные
и гнезда под них. Конструкция
ГОСТ 23353-78.
Соединения трубопроводов резьбовые. Гайки накидные. Конструкция
ГОСТ 23354-78.
Соединения трубопроводов резьбовые. Кольца врезающиеся. Конструкция
ГОСТ 23355-78.
Соединения трубопроводов резьбовые. Ниппели шаровые. Конструкция
ГОСТ 23358-87.
Соединения трубопроводов резьбовые. Прокладки уплотнительные. Конструкция
ГОСТ 23677-79.
Твердомеры для металлов. Общие технические требования
ГОСТ 24072-80.
Соединения трубопроводов с врезающимся кольцом проходные. Конструкция
ГОСТ 24073-80.
Соединения трубопроводов с врезающимся кольцом переходные. Конструкция
ГОСТ 24074-80.
Соединения трубопроводов с врезающимся кольцом ввертные.
Конструкция
ГОСТ 24075-80.
Соединения трубопроводов с врезающимся кольцом угловые проходные. Конструкция
ГОСТ 24078-80.
Соединения трубопроводов с врезающимся кольцом угловые проходные с концом под
врезающееся кольцо. Конструкция
ГОСТ 24079-80.
Соединения трубопроводов с врезающимся кольцом тройниковые проходные.
Конструкция
ГОСТ 24080-80.
Соединения трубопроводов с врезающимся кольцом тройниковые переходные.
Конструкция
ГОСТ 24086-80.
Соединения трубопроводов с врезающимся кольцом тройниковые проходные с концом
под врезающееся кольцо. Конструкция
ГОСТ 24087-80.
Соединения трубопроводов с врезающимся кольцом крестовые проходные. Конструкция
ГОСТ 24090-80.
Соединения трубопроводов с врезающимся кольцом переборочные. Конструкция
ГОСТ 24091-80.
Соединения трубопроводов с врезающимся кольцом и заглушкой. Конструкция
ГОСТ 24485-80. Соединения
трубопроводов с шаровым ниппелем проходные. Конструкция
ГОСТ 24486-80.
Соединения трубопроводов с шаровым ниппелем переходные. Конструкция
ГОСТ 24487-80.
Соединения трубопроводов с шаровым ниппелем проходные приварные. Конструкция
ГОСТ 24488-80.
Соединения трубопроводов с шаровым ниппелем ввертные.
Конструкция
ГОСТ 24489-80.
Соединения трубопроводов с шаровым ниппелем угловые проходные. Конструкция
ГОСТ 24492-80.
Соединения трубопроводов с шаровым ниппелем тройниковые проходные. Конструкция
ГОСТ 24493-80.
Соединения трубопроводов с шаровым ниппелем тройниковые переходные. Конструкция
ГОСТ 24499-80.
Соединения трубопроводов с шаровым ниппелем крестовые проходные. Конструкция
ГОСТ 24502-80.
Соединения трубопроводов с шаровым ниппелем переборочные. Конструкция
ГОСТ 24503-80.
Соединения трубопроводов с шаровым ниппелем и заглушкой. Конструкция
ГОСТ 24705-2004.
Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 25065-90.
Соединения трубопроводов резьбовые. Концы корпусных деталей ввертные
с уплотнением резиновыми кольцами круглого сечения и гнезда под них.
Конструкция
ГОСТ 25229-82.
Основные нормы взаимозаменяемости. Резьба метрическая коническая
ГОСТ 28016-89.
Соединения трубопроводов резьбовые. Ниппели конические приварные. Конструкция
ГОСТ 28549.5-90
(ИСО 6743-4-82). Смазочные материалы, индустриальные масла и родственные
продукты. (Класс L). Классификация. Группа H (гидравлические системы)
ГОСТ 28918-91.
Соединения трубопроводов резьбовые. Кольца зажимные и упорные. Конструкция
ГОСТ 28941.1-91.
Соединения трубопроводов с развальцовкой трубы проходные. Конструкция
ГОСТ 28941.2-91.
Соединения трубопроводов с развальцовкой трубы переходные. Конструкция
ГОСТ 26941.3-91.
Соединения трубопроводов с развальцовкой трубы переходные с внутренним конусом.
Конструкция
ГОСТ 28941.4-91.
Соединения трубопроводов с развальцовкой трубы ввертные
проходные. Конструкция
ГОСТ 28941.5-91.
Соединения трубопроводов с развальцовкой трубы ввертные
с внутренним конусом. Конструкция
ГОСТ 28941.6-91.
Соединения трубопроводов с развальцовкой трубы переборочные. Конструкция
ГОСТ 28941.7-91.
Соединения трубопроводов с развальцовкой трубы угловые проходные. Конструкция
ГОСТ 28941.8-91.
Соединения трубопроводов с развальцовкой трубы угловые ввертные.
Конструкция
ГОСТ 28941.9-91.
Соединения трубопроводов с развальцовкой трубы тройниковые проходные.
Конструкция
ГОСТ 28941.10-91.
Соединения трубопроводов с развальцовкой трубы тройниковые ввертные
проходные. Конструкция
ГОСТ 28941.11-91.
Соединения трубопроводов с развальцовкой трубы крестовые проходные. Конструкция
ГОСТ 28941.12-91.
Соединения трубопроводов с развальцовкой трубы. Концы труб развальцованные.
Конструкция
ГОСТ 28941.13-91.
Соединения трубопроводов с развальцовкой трубы. Штуцера проходные. Конструкция
ГОСТ 28941.14-91.
Соединения трубопроводов с развальцовкой трубы. Штуцера переходные. Конструкция
ГОСТ 28941.15-91.
Соединения трубопроводов с развальцовкой трубы. Штуцера переходные с внутренним
конусом. Конструкция
ГОСТ 28941.16-91. Соединения
трубопроводов с развальцовкой трубы. Штуцера ввертные.
Конструкция
ГОСТ 28941.17-91.
Соединения трубопроводов с развальцовкой трубы. Штуцера ввертные
с внутренним конусом. Конструкция
ГОСТ 28941.18-91.
Соединения трубопроводов с развальцовкой трубы. Штуцера переборочные.
Конструкция
ГОСТ 28941.19-91.
Соединения трубопроводов с развальцовкой трубы. Угольники проходные.
Конструкция
ГОСТ 28941.20-91.
Соединения трубопроводов с развальцовкой трубы. Угольники ввертные.
Конструкция
ГОСТ 28941.21-91.
Соединения трубопроводов с развальцовкой трубы. Тройники проходные. Конструкция
ГОСТ 28941.22-91.
Соединения трубопроводов с развальцовкой трубы. Тройники ввертные
проходные. Конструкция
ГОСТ 28941.23-91.
Соединения трубопроводов с развальцовкой трубы. Крестовины проходные.
Конструкция
ГОСТ 28941.24-91.
Соединения трубопроводов с развальцовкой трубы. Крышки глухие. Конструкция
ГОСТ 28941.25-91.
Соединения трубопроводов с развальцовкой трубы. Пробки глухие. Конструкция
ГОСТ 28941.26-91.
Соединения трубопроводов с развальцовкой трубы. Гайки накидные. Конструкция
ГОСТ 28941.27-91.
Соединения трубопроводов с развальцовкой трубы. Ниппели. Конструкция
ГОСТ 28941.28-91.
Соединения трубопроводов с развальцовкой трубы. Кольца уплотнительные.
Конструкция.
Примечание. При
пользовании настоящим стандартом целесообразно проверить действие ссылочных
стандартов по указателю "Национальные стандарты", составленному по
состоянию на 1 января текущего года, и по соответствующим информационным
указателям, опубликованным в текущем году. Если ссылочный стандарт заменен
(изменен), то при пользовании настоящим стандартом следует руководствоваться
заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены,
то положение, в котором дана ссылка на него, применяется в части, не
затрагивающей эту ссылку.
3. Термины
и определения
В настоящем
стандарте применены следующие термины с соответствующими определениями:
Соединения
трубопроводов: конструкционный узел, предназначенный для соединения различных
частей трубопроводов между собой или присоединения их к оборудованию и
обеспечивающий гидравлическую или пневматическую связь между ними.
Резьбовые
соединения трубопроводов: соединения трубопроводов, в которых герметичность
обеспечивается за счет упругой или упругопластической деформации контактирующих
поверхностей сопрягаемых деталей соединений под действием усилия, передаваемой
резьбой при затяжке.
Соединения трубопроводов
общемашиностроительного применения: соединения различных частей трубопроводов,
механизмов, агрегатов, приборов и т.д., к которым не предъявляются специальные
требования.
Фланцевые
соединения с приварным ниппелем: соединения трубопроводов, предназначенные для
соединения различных частей трубопроводов между собой или присоединения их к
оборудованию посредством фланцев и приварных ниппелей.
Детали
соединений трубопроводов: корпусные детали (штуцера, угольники, тройники,
крестовины, заглушки, пробки), соединительные детали (накидные и установочные
гайки, контргайки, болты, фланцы) и уплотнительные детали (врезающееся кольцо,
зажимное кольцо, приварные и паяные ниппели, прокладки и т.п.), обеспечивающие
в сборе соединение трубопроводов.
Канал: внутренний
проход соединения трубопроводов или корпусных деталей, по которому
транспортируется рабочая среда.
Присоединительные
концы корпусных деталей: концы корпусных деталей под накидные гайки для
присоединения трубопроводов (ГОСТ 22525).
Присоединительная
резьба: резьба присоединительных и ввертных концов
корпусных деталей и болтов для фланцев.
Ввертные концы корпусных деталей: резьбовые концы корпусных деталей,
предназначенных для присоединения трубопроводов к оборудованию (ГОСТ 22526,
ГОСТ 25065).
Момент затяжки M:
момент, который необходимо приложить для достижения герметичности при
окончательной сборке соединения.
Температура рабочей
среды: температура транспортируемого по трубопроводу вещества, измеренная в
заданной точке.
Температура
окружающей среды: температура среды, при которой эксплуатируется соединение.
Номинальное
(условное) давление ![]() : по
ГОСТ 21972.
: по
ГОСТ 21972.
Условный проход
(номинальный размер) ![]() : по
ГОСТ 21971.
: по
ГОСТ 21971.
Наружный диаметр
присоединяемой трубы ![]() : по
ГОСТ 21974.
: по
ГОСТ 21974.
Примечание.
Термины, не вошедшие в настоящий стандарт, - по ИСО 5598 [1].
4. Типы и
условные обозначения
4.1. Все
резьбовые соединения трубопроводов подразделяют по сериям и типам.
Серии резьбовых
соединений трубопроводов формируются по значениям номинального (условного)
давления ![]() и ряду наружных диаметров труб
и ряду наружных диаметров труб ![]() :
:
LL - легкая;
L - средняя;
S - тяжелая.
Примечание. Для
ранее разработанных конструкций резьбовые соединения трубопроводов допускается
подразделять по группам 1, 2, 3 вместо серий LL, L и S соответственно.
Значения ![]() и
и ![]() для каждой серии резьбовых соединений
трубопроводов в зависимости от типа приведены в Приложении А. Рабочие давления
- по ГОСТ 356.
для каждой серии резьбовых соединений
трубопроводов в зависимости от типа приведены в Приложении А. Рабочие давления
- по ГОСТ 356.
Типы резьбовых
соединений трубопроводов определяются конструкцией присоединительного конца
корпусной детали и видом уплотнительной детали.
Схемы типов
резьбовых соединений трубопроводов и рекомендации по их монтажу приведены в
Приложении Б.
Значения ![]() для ввертных концов
корпусных деталей и гнезд под них в зависимости от вида резьб
и уплотнительной детали выбирают по ГОСТ 22526 и ГОСТ 25065.
для ввертных концов
корпусных деталей и гнезд под них в зависимости от вида резьб
и уплотнительной детали выбирают по ГОСТ 22526 и ГОСТ 25065.
Примечание. В новых
конструкциях гидравлических и пневматических систем рекомендуется использовать ввертные концы корпусных деталей и гнезда под них по ГОСТ
25065.
Значения ![]() для фланцевых соединений с приварным ниппелем
устанавливают в нормативных документах на конструкцию.
для фланцевых соединений с приварным ниппелем
устанавливают в нормативных документах на конструкцию.
4.2. Условное
обозначение соединений трубопроводов и деталей - в соответствии со стандартами
на конструкцию.
В условное
обозначение деталей соединений по согласованию между изготовителем и
потребителем допускается вводить обозначение марки материала и вида защитного
покрытия.
5. Общие
технические требования
5.1.
Конструктивные требования
5.1.1. Соединения
трубопроводов и детали соединений следует изготавливать в соответствии с
требованиями настоящего стандарта и по стандартам на конструкцию и размеры или
по рабочим чертежам, утвержденным в установленном порядке.
5.2.
Характеристики (свойства)
5.2.1.
Механические свойства материала (временное сопротивление разрыву ![]() ,
предел текучести
,
предел текучести ![]() и относительное удлинение
и относительное удлинение ![]() ) для
изготовления деталей соединений должны быть не менее значений, указанных в таблице
1.
) для
изготовления деталей соединений должны быть не менее значений, указанных в таблице
1.
Таблица 1
Механические
свойства материала
для изготовления
деталей соединений
┌───────────────────────────────────────────┬─────────┬─────────┬─────────┐
│ Наименование деталей │ R , МПа │ R , МПа
│ A , % │
│ │ m
│ e │
5 │
├───────────────────────────────────────────┼─────────┼─────────┼─────────┤
│
Корпусные детали
│ 420 │
240 │ 15
│
│
Фланцы: │ │ │ │
│
для DN (D ) <= 12; │ 220
│ - │
3 │
│ у │ │ │ │
│
для DN (D ) > 12 │ 420
│ - │
3 │
│ у │ │ │ │
├───────────────────────────────────────────┼─────────┼─────────┼─────────┤
│
Соединительные детали:
│ │ │ │
│
накидные гайки, контргайки, установочные
│ 380 │
220 │ 8
│
│гайки,
полые болты
│ │ │ │
├───────────────────────────────────────────┼─────────┼─────────┼─────────┤
│
Уплотнительные детали: │ │ │ │
│
врезающиеся кольца
│ 420 │
240 │ 10
│
│
приварные и паяные ниппели
│ 420 │
240 │ 20
│
│
ниппели под развальцовку трубы
│ 270 │
- │ 8
│
│
уплотнительные кольца под развальцовку
│ 310 │
190 │ 8
│
│трубы
│ │ │ │
│
упорные кольца
│ 700 │
420 │ 7
│
│
зажимные кольца: │ │ │ │
│
- для медных труб
│ 300 │
- │ 31
│
│
- для стальных труб
│ 340 │
- │ 31
│
│
приварные ниппели для фланцевых │ 220
│ - │
20 │
│соединений │ │ │ │
├───────────────────────────────────────────┴─────────┴─────────┴─────────┤
│ Примечания.
1. Рекомендуемые марки
материала и сортамент
труб│
│приведены в Приложении В.
│
│ 2. Максимальные рабочие давления для труб
из стали, меди,
латуни│
│и алюминиевых
сплавов в зависимости
от их размеров
приведены│
│в
Приложении Г. │
└─────────────────────────────────────────────────────────────────────────┘
Механические
свойства материала болтов для фланцевых соединений с приварным ниппелем должны
быть не ниже класса 8.8 ГОСТ 1759.4.
5.2.2. Марку
материала для изготовления корпусных, соединительных и уплотнительных деталей
(кроме резиновых и других эластомерных материалов)
следует выбирать в зависимости от условий эксплуатации, исходя из следующих
факторов воздействия:
- механическому (5.2.1,
5.2.3, 5.2.5 и 5.2.6);
- теплофизическому (одинаковый коэффициент линейного
расширения);
- коррозионному (для углеродистых, коррозионно-активных и
коррозионно-стойких сталей). При этом необходимо исключить контакт деталей из
алюминиевых сплавов с деталями из сталей и медных сплавов, а деталей из
углеродистых сталей с деталями из нержавеющих сталей и медными сплавами.
5.2.3.
Детали соединений, предназначенные для использования при температуре рабочей и
окружающей среды ниже минус 40 °C, следует изготавливать из стали и сплавов (в
том числе цветных), имеющих ударную вязкость при указанной температуре не ниже
0,25 МДж/м2 (2,5 кгс x м/см2) на образцах с
концентратором вида KCV.
5.2.4.
Размеры резиновых колец круглого сечения следует выбирать по ГОСТ 9833. Кольца
круглого сечения, используемые в соединениях, должны быть изготовлены из марок
резины, выбранных по ГОСТ 18829 в зависимости от условий эксплуатации, давления
и температуры рабочей среды. Твердость резины при этом должна быть равна (90 ![]() 5) международных единиц IRHD, определенных по
ГОСТ 20403.
5) международных единиц IRHD, определенных по
ГОСТ 20403.
Примечание. В
международной стандартизации используются кольца из резины на основе
нитрильного каучука (NBR) твердостью (90 ![]() 5) IRHD по ИСО 48 [2] класса точности не ниже
N по ИСО 3601-3 [3].
5) IRHD по ИСО 48 [2] класса точности не ниже
N по ИСО 3601-3 [3].
5.2.5.
Твердость корпусных деталей должна быть 35 - 40 HRC.
5.2.6.
Твердость врезающихся колец - по ГОСТ 23354.
5.2.7.
Обработанные поверхности деталей должны быть чистыми и не должны иметь забоин,
заусенцев, следов расслоения, раковин, окалин, трещин и признаков коррозии.
Внутренние кромки
врезающихся колец не должны иметь притупления и выкрашивания.
Исправление дефектов заваркой или подчеканкой, а также эпоксидными или иными
композициями не допускается.
5.2.8.
Значения параметра Ra по ГОСТ 2789 шероховатости
обработанных поверхностей деталей соединений, за исключением отдельно
оговоренных случаев в стандартах на конструкцию, должны быть не более:
2,5 мкм - для
контактных поверхностей: резьб, корпусных,
соединительных и уплотнительных деталей;
6,3 мкм - для
прочих поверхностей.
5.2.9. Корпусные и
соединительные детали с шестигранником размером ![]() 12 мм следует изготавливать из прутков или
поковок, размером
12 мм следует изготавливать из прутков или
поковок, размером ![]() > 12 мм - из поковок.
> 12 мм - из поковок.
По согласованию
между изготовителем и заказчиком допускается изготовление деталей всех размеров
из прутков.
5.2.10. Состояние
необработанных поверхностей деталей, изготавливаемых из шестигранных прутков,
должно соответствовать требованиям стандартов на прутки.
5.2.11.
Требования к стальным штампованным поковкам для изготовления деталей соединений
трубопроводов - по ГОСТ 7505. При этом уклоны не должны превышать 7°. Смещение
в плоскости разъема штампа - по классу Т4.
5.2.12. Сужение
соосных каналов угольников, тройников и крестовин в местах пересечения по
отношению к номинальному значению должно быть не более 5%.
5.2.13. При
механической обработке соосных каналов прямых штуцеров и тройников с
противоположных концов смещение осей соосных каналов в точке пересечения должна
быть не более 0,4 мм. Площадь поперечного сечения в месте стыка должна быть не
меньше площади наименьшего канала.
5.2.14.
Предельные отклонения углов по осевым линиям угольников, тройников и крестовин
должны быть не более:
![]() 2°30'
- для соединений с
2°30'
- для соединений с ![]() 10 мм;
10 мм;
![]() 1°30'
- для соединений с
1°30'
- для соединений с ![]() > 10 мм.
> 10 мм.
5.2.15.
Острые кромки (углы) деталей, за исключением оговоренных в стандартах на
конструкцию деталей соединений, должны быть скруглены радиусом не более 0,15
мм.
5.2.16.
Внешние поверхности и резьбы деталей соединений, изготовленных из углеродистой
стали, должны иметь защитное покрытие. Вид покрытия следует выбирать в
зависимости от условий эксплуатации по ГОСТ 9.303. Требования к поверхности
металла и покрытиям - по ГОСТ 9.301.
Кадмиевые покрытия
применять не допускается.
На участках
поверхностей корпусных и уплотнительных деталей не допускается нанесение
покрытий, препятствующих в дальнейшем сварке или пайке.
5.2.17. Ряды
присоединительных резьб для резьбовых соединений
трубопроводов - по ГОСТ 21973.
5.2.18. Для ранее
разработанных гидравлических и пневматических систем допускается изготавливать
резьбовые соединения трубопроводов с дюймовой конической резьбой по ГОСТ 6111.
5.2.19.
Резьба метрическая - по ГОСТ 24705. Резьба метрическая коническая - по ГОСТ
25229. Поля допусков на резьбу по ГОСТ 16093: для
внутренних резьб - 6H, для наружных - 6g.
5.2.20.
Резьба трубная цилиндрическая - по ГОСТ 6357. Допуски на резьбу - по классу А.
5.2.21.
Резьба деталей соединений должна быть чистой, без заусенцев и рваных или смятых
ниток и следов коррозии.
5.2.22.
Сбеги, недорезы, проточки и фаски резьб,
не оговоренные в стандартах на конструкцию деталей соединений, - по ГОСТ 10549.
5.2.23.
Фаски резьб присоединительных концов корпусных
деталей соединений с углом конуса 24° и накидных гаек под них должны быть: 0,6;
1,0; 1,6 мм при шаге резьбы соответственно 1,0; 1,5; 2,0 мм. Угол фаски 45°.
5.2.24. По
согласованию между изготовителем и заказчиком детали соединений допускается
изготавливать с контровочными отверстиями.
5.2.25.
Предельные отклонения размеров обрабатываемых поверхностей - по стандартам на
конструкцию. При отсутствии таких указаний предельные отклонения должны
соответствовать:
h14 - для валов;
H14 - для
отверстий;
![]() -
прочих.
-
прочих.
5.2.26.1. Размеры
"под ключ" устанавливают в стандартах на конструкцию соединительных,
корпусных деталей и соединений трубопроводов.
5.2.26.2.
Предельные отклонения на размеры "под ключ" - по классу нормальной
точности ГОСТ 6424 (ИСО 4759-1 [4], класс C).
5.2.26.3.
Минимальная высота грани должна составлять 0,43 номинального размера "под
ключ".
5.2.26.4.
Угол среза шестигранника, если нет дополнительных указаний в стандартах на
конструкцию деталей соединений, должен быть от 10° до 30° по отношению к
диаметру, равному размеру "под ключ", с допуском минус 0,4 мм.
5.2.26.5.
Угольники, тройники и крестовины следует изготавливать с платиками
"под ключ".
Допускается по
согласованию между изготовителем и потребителем изготовление угольников,
тройников и крестовин в виде пересекающихся шестигранников или цилиндров взамен
платиков "под ключ".
5.2.27. Ряд
условных проходов (номинальных размеров) - по ГОСТ 21971.
5.2.28. Ряд
номинальных (условных) давлений - по ГОСТ 21972.
5.2.29.
Соединения трубопроводов должны быть герметичными относительно внешней среды.
Критерии и методы контроля - в соответствии с 7.5.3.
5.2.30.
Резьбовые соединения трубопроводов должны быть герметичными относительно
внешней среды при многократной (не менее шести) сборке и разборке. Критерии и
методы контроля - в соответствии с 7.5.2.
5.2.31.
Соединения трубопроводов должны быть прочными. Критерии и методы контроля - в
соответствии с 7.5.4.
5.2.32.
Соединения трубопроводов должны быть стойкими к воздействию пульсации
внутреннего давления. Критерии и методы контроля - в соответствии с 7.5.5.
5.2.33.
Соединения трубопроводов должны быть стойкими к воздействию вибрации. Критерии
и методы контроля - в соответствии с 7.5.5.
5.2.34.
Соединения трубопроводов в зависимости от условий эксплуатации должны быть
стойкими к воздействию вакуума. Критерии и методы контроля - в соответствии с
7.5.6.
5.3.
Маркировка
5.3.1.
Каждое резьбовое соединение трубопроводов должно иметь маркировку, содержащую:
наименование
предприятия-изготовителя или торговую марку;
наружный диаметр
трубы без указания размерности (мм);
номер серии
(группы) или номинальное (условное) давление.
Маркировка
фланцевых соединений с приварным ниппелем должна содержать условный проход
(номинальный размер) соединения и номинальное (условное) давление.
5.3.2.
Маркировку резьбовых соединений трубопроводов следует наносить на торцовой или
цилиндрической поверхности накидной гайки любым способом, обеспечивающим ее
четкость и сохранность. Маркировку фланцевых соединений с приварным ниппелем
следует наносить на торцовой поверхности фланцев или на цилиндрической
поверхности ниппелей.
Глубина маркировки
при этом не должна выводить размеры деталей за пределы допускаемых отклонений.
По согласованию
между изготовителем и заказчиком допускается маркировку соединений
трубопроводов наносить на ярлыке.
5.3.3. Транспортная
маркировка - по ГОСТ 14192.
5.4. Комплектность
и упаковка
5.4.1. Упаковка
соединений трубопроводов и деталей соединений - по ГОСТ 18160.
5.4.2. В комплект
поставки входят:
- соединения
трубопроводов в сборе в соответствии со стандартом (ТУ, КД) на конкретный тип
соединения, в количестве, указанном в контракте (договоре) на поставку. Труба в
комплект поставки не входит;
- уплотнительные
прокладки (резиновые, эластомерные и др.) для
конкретного типа соединения, если это предусмотрено контрактом (договором) на
поставку;
- эксплуатационный
документ (паспорт или руководство по эксплуатации) - по ГОСТ 2.601.
5.4.3.
Эксплуатационный документ должен содержать следующую информацию для
потребителя:
- наименование и
условное обозначение соединения трубопроводов;
- наименование и
юридический адрес изготовителя;
- марки материалов
деталей;
- рекомендуемые
марки материалов соединяемых труб;
- наружный диаметр
и толщину стенки соединяемой трубы;
- сведения о
рабочих средах;
- номинальное
(условное) давление;
- температуру
рабочей и окружающей среды;
- рекомендации по
сборке соединений трубопроводов с указанием значений момента затяжки или угла
поворота ключа;
- рекомендации по
использованию инструмента для сборки соединения трубопроводов;
- свидетельство о
приемке;
- гарантию
изготовителя;
- информацию о
сертификации.
6. Правила
приемки
6.1. Для
проверки соответствия соединений трубопроводов требованиям настоящего стандарта
предприятие-изготовитель должно осуществлять приемосдаточные, периодические,
типовые и сертификационные испытания.
Объем
приемосдаточных и периодических испытаний указан в таблице 2.
Таблица 2
Объем
приемосдаточных и периодических испытаний
соединений
трубопроводов
|
Наименование контролируемых |
Виды испытаний |
|
|
Приемо- |
Периодические |
|
|
Внешний вид и присоединительные |
+
|
+ |
|
Остальные размеры (5.2.11 - 5.2.14; |
+
|
+ |
|
Маркировка (5.3.1) |
+
|
+ |
|
Твердость корпусных деталей (5.2.5) |
+
|
+ |
|
Твердость врезающегося кольца |
+
|
+ |
|
Качество покрытия (5.2.16) |
+
|
+ |
|
Герметичность соединений |
-
|
+ |
|
Герметичность соединений трубо- |
-
|
+ |
|
Прочность корпусных деталей и |
-
|
+ |
|
Стойкость соединений трубопроводов |
-
|
+ |
|
Стойкость соединений трубопроводов |
-
|
По требованию потребителя |
|
Стойкость соединений трубопроводов |
-
|
По требованию потребителя |
|
Примечание. Знак "+" означает,
что испытание проводят,
знак "-" |
||
6.2. Периодические
испытания следует проводить не реже одного раза в три года.
6.2.1.
Периодическим испытаниям следует подвергать образцы соединений трубопроводов,
отобранные от партии соединений, прошедших приемосдаточные испытания, в
количестве штук, не менее:
2 - на стойкость к
воздействию вакуума;
3 - на
герметичность и прочность соединений трубопроводов;
6 - на соответствие
остальным требованиям, установленным в таблице 2.
Примечание.
Фланцевые соединения с ![]() 51 и резьбовые соединения трубопроводов с
51 и резьбовые соединения трубопроводов с ![]() 50 мм могут подвергаться испытаниям на
соответствие стойкости к воздействию пульсации давления и вибрации по 3 образца
при условии подтверждения конструкции расчетами.
50 мм могут подвергаться испытаниям на
соответствие стойкости к воздействию пульсации давления и вибрации по 3 образца
при условии подтверждения конструкции расчетами.
6.2.2. Партия должна
состоять из соединений трубопроводов одного типа, одной серии (группы) или
одного значения ![]() ,
одного наружного диаметра трубы
,
одного наружного диаметра трубы ![]() или условного прохода (номинального размера)
или условного прохода (номинального размера) ![]() и деталей, изготовленных из одной марки
материала и по одной технологии и предъявляемых к приемке по одному документу.
и деталей, изготовленных из одной марки
материала и по одной технологии и предъявляемых к приемке по одному документу.
6.3. При получении
неудовлетворительных результатов любого испытания на соответствие требованиям,
установленным в таблице 2 хотя бы по одному образцу, следует провести повторные
испытания удвоенного количества образцов.
Результаты
повторных испытаний являются окончательными и распространяются на всю партию.
6.4.
Приемосдаточным испытаниям подвергается каждое соединение трубопроводов на
соответствие требованиям 5.2.7, 5.2.21 и 5.3.1.
Для подтверждения
соответствия соединений трубопроводов требованиям 5.2.5, 5.2.6, 5.2.8, 5.2.11 -
5.2.16, 5.2.19, 5.2.20, 5.2.22, 5.2.23, 5.2.25, 5.2.26 настоящего стандарта при
проведении приемосдаточных испытаний следует использовать статистический приемочный
контроль по ГОСТ 18242.
Для этого от каждой
партии соединений трубопроводов методом случайной выборки осуществляется отбор
образцов в соответствии с ГОСТ 18321.
Условия контроля
при этом должны быть:
- уровень контроля
- 1 общий;
- план контроля -
одноступенчатый;
- основной вид
контроля - нормальный;
- приемочный
уровень дефектности AQL - не более 1,5%.
При контроле
качества покрытия допускается AQL - не более 4%.
Условия перехода на
усиленный или ослабленный контроль - по ГОСТ 18242.
6.5.
Соответствие материалов требованиям 5.2.1, 5.2.3 и 5.2.4 должно подтверждаться
сертификатами предприятия-поставщика или протоколами испытаний по методике,
предусмотренной соответствующими стандартами.
6.6. Объем типовых
испытаний устанавливается изготовителем в зависимости от вносимых изменений в
конструкторскую или технологическую документацию.
6.7. Объем
сертификационных испытаний - в соответствии с требованиями выбранной
национальной Системы сертификации.
7. Методы
контроля
7.1.
Внешний вид изделий (5.2.7, 5.2.21 и 5.3.1) следует проверять визуальным
контролем при нормальном освещении без применения увеличительных приборов.
7.2. Контроль
размеров деталей, соединений, формы и расположения поверхностей (5.2.8, 5.2.11
- 5.2.15, 5.2.19 - 5.2.23, 5.2.25, 5.2.26, 5.3.2) следует проводить
контрольно-измерительными инструментами и приборами, обеспечивающими заданную
точность.
Контроль
шероховатости поверхностей (5.2.8) допускается проводить сравнением с
образцами-эталонами по ГОСТ 9378.
7.3. Контроль
покрытия (5.2.16) - по ГОСТ 9.302.
Допускается
контроль защитного покрытия проводить методом ускоренных коррозионных испытаний
при воздействии нейтрального соляного тумана в соответствии с ГОСТ 9.308 (ИСО
9227 [5]). При этом испытуемые образцы должны выдерживать 72 ч в соляном
тумане. Появление следов коррозии на какой-либо поверхности является дефектом.
7.4.
Контроль твердости корпусных деталей и врезающихся колец (5.2.5 и 5.2.6) - по
ГОСТ 23677.
7.5. Стендовые
испытания соединений трубопроводов (5.2.29 - 5.2.34)
7.5.1. Общие
требования
7.5.1.1. Соединения
трубопроводов следует испытывать на стендах с использованием
контрольно-измерительных приборов, обеспечивающих регламентированные настоящим
стандартом условия испытаний.
7.5.1.2.
Предельные отклонения от номинальных значений измеряемых параметров при
проведении испытаний не должны превышать:
![]() 1,5% -
для давления;
1,5% -
для давления;
![]() 5 с - для времени;
5 с - для времени;
![]() 2 °C -
для температуры.
2 °C -
для температуры.
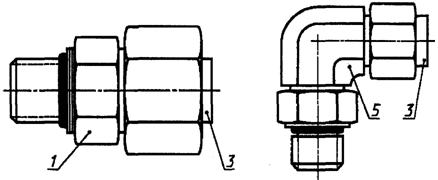
7.5.1.3 Для проведения испытаний давлением различные по форме
соединения трубопроводов (прямые, угловые и т.п.), обладающие одинаковыми
техническими характеристиками (серия (группа), размером наружного диаметра
трубы, резьбой, механическими свойствами металла деталей), могут быть
объединены в один блок.
Примеры сборки
испытуемого блока приведены на рисунке 1.
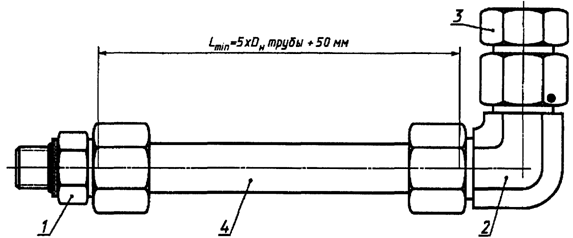
Испытуемый блок с
трубой
Испытуемый блок
соединений трубопроводов
с ввертным концом без трубы
1 - ввертное прямое соединение; 2 - угловое соединение;
3 - заглушка или
пробка; 4 - труба; 5 - угловое соединение
с ввертным концом, регулируемым по направлению

Альтернативный
испытуемый блок без трубы
Рисунок 1,
лист 1. Примеры сборки испытуемых блоков
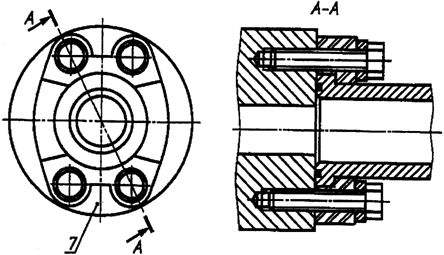
Испытуемый блок
фланцевых соединений с приварным ниппелем
3 - заглушка или
пробка; 4 - труба; 5 - угловое соединение
с ввертным концом, регулируемым по направлению;
6 - угловое
соединение с концом под врезающееся кольцо;
7 - фланцевое
соединение с приварным ниппелем
Рисунок 1, лист 2
Свободный конец
испытуемого блока должен быть закрыт пробкой или заглушкой, прочность и
плотность которых отвечает требованиям условий испытаний.
При
проведении испытаний на стендах с приемным коллектором с несколькими
отверстиями расстояние между центровыми осями отверстий должно быть не менее 1,5 диаметра отверстия. Расстояние
между центровой осью отверстия и краем коллектора должно быть не менее одного
диаметра отверстия.
7.5.1.4.
При проведении стендовых испытаний следует принять все необходимые меры
обеспечения безопасности:
- перед проведением
испытаний должно быть обеспечено вытеснение воздуха из внутренних полостей
испытуемых образцов соединений;
- визуальный
контроль в процессе выдержки соединений трубопроводов под давлением должен
проводиться только при наличии средств защиты, предусмотренных технологической
документацией изготовителя;
- стендовые
испытания должны проводиться персоналом, обученным по установленной процедуре.
7.5.1.5.
Испытания соединений трубопроводов следует проводить до нанесения покрытия.
Перед проведением
испытаний резьбы и контактные поверхности сопрягаемых деталей соединений
трубопроводов из углеродистой стали должны быть смазаны индустриальным маслом
по ГОСТ 20799 с кинематической вязкостью при температуре 40 °C, не более 32 мм2/с, категория L-HG 32 по ГОСТ 28549.5. Подготовка
поверхностей деталей соединений трубопроводов из других материалов - по
рекомендации изготовителя.
7.5.1.6. Для проведения испытаний, за исключением испытания на герметичность
резьбовых соединений трубопроводов при многократной сборке и разборке, накидные
гайки и ввертные концы должны быть затянуты
установленными изготовителем необходимым минимальным моментом затяжки или углом
поворота гайки после первоначальной затяжки от руки.
Резьбовые
соединения с ввертным концом, регулируемым по
направлению, рекомендуется затягивать моментом затяжки после того, как ввертной конец будет вывернут на один полный оборот после
его затягивания от руки.
Рекомендуемые
значения моментов затяжки накидных гаек, ввертных
концов корпусных деталей и болтов для фланцевых соединений с приварным ниппелем
приведены в Приложении Б.
7.5.1.7.
При испытаниях температура окружающей и рабочей (испытательной) среды, если
отсутствуют специальные указания, должна быть 15 °C - 80 °C.
7.5.1.8.
Дополнительные требования должны быть установлены (при необходимости) в
технологической документации изготовителя.
7.5.1.9.
Результаты испытаний и условия их проведения следует оформлять протоколом.
7.5.1.10.
Рекомендуемая форма протокола приведена в Приложении Д.
7.5.2.
Испытания герметичности резьбовых соединений трубопроводов при многократной (не
менее шести) их сборке и разборке (5.2.30).
Контроль
герметичности резьбовых соединений трубопроводов при многократной сборке и
разборке проводится при шестикратной сборке и разборке соединения. Перед каждой
повторной сборкой соединения трубу следует повернуть по часовой стрелке на 60°.
При первой сборке соединения гайки должны быть затянуты рекомендуемыми
моментами затяжки согласно Приложению Б, при каждой
последующей сборке гайки должны быть затянуты максимальными моментами затяжки,
рекомендуемыми изготовителем. Каждое соединение после первой и шестой сборок
должно быть испытано на герметичность в соответствии с 7.5.3.
При визуальном
контроле не допускается видимая утечка в процессе любого испытания, повреждение
уплотняющих деталей и смятие граней шестигранника гайки.
Соединения,
выдержавшие данные испытания, могут быть использованы для других видов
испытаний.
7.5.3.
Испытания соединений трубопроводов на герметичность (5.2.29)
Испытания
соединений трубопроводов на герметичность проводятся пузырьковым методом
(воздухом или азотом) и гидростатическим методом (водой или индустриальным
маслом).
7.5.3.1.
Пузырьковый метод
Герметичность
соединений трубопроводов проверяют внутренним статическим давлением воздуха или
азота, равным 0,15 ![]() для конкретного типа соединения [значения
для конкретного типа соединения [значения ![]() приведены в Приложении А],
но не свыше 6,3 МПа (
приведены в Приложении А],
но не свыше 6,3 МПа (![]() 63
кгс/см2), помещая испытуемые образцы в ванну с водой, при этом давление должно
повышаться плавно.
63
кгс/см2), помещая испытуемые образцы в ванну с водой, при этом давление должно
повышаться плавно.
Время выдержки
соединения при заданном давлении в течение времени, указанного в
технологической документации изготовителя, но не менее 3 мин.
При этом видимая
утечка в виде пузырьков не допускается.
Соединения,
выдержавшие данные испытания, могут быть использованы для других видов
испытаний.
Примечание.
Допускается по согласованию между изготовителем и потребителем герметичность
соединений трубопроводов проверять гелием. Вид рабочей (испытательной) среды
следует указывать в протоколе.
7.5.3.2.
Гидростатический метод
Герметичность
соединений трубопроводов проверяют внутренним статическим давлением, равным ![]() для конкретного типа соединения [значения
для конкретного типа соединения [значения ![]() приведены в Приложении А],
воды или индустриального масла по ГОСТ 20799 с кинематической вязкостью при
температуре 40 °C не более 32 мм2/с, категория L-HG 32 по ГОСТ 28549.5. При
этом скорость увеличения давления не должна превышать
приведены в Приложении А],
воды или индустриального масла по ГОСТ 20799 с кинематической вязкостью при
температуре 40 °C не более 32 мм2/с, категория L-HG 32 по ГОСТ 28549.5. При
этом скорость увеличения давления не должна превышать ![]() в секунду.
в секунду.
При испытании
средой с кинематической вязкостью, равной от 1 до 8 мм2/с
при температуре рабочей (испытательной) среды, соединения трубопроводов должны
быть выдержаны при установившемся давлении в течение 1 мин; с кинематической
вязкостью свыше 8 мм2/с - в течение 5 мин.
Соединения
трубопроводов считать герметичными, если при визуальном контроле не обнаружено
утечки в виде капель и потения.
Соединения
трубопроводов, выдержавшие данные испытания, могут быть использованы для
испытания на прочность.
7.5.4.
Испытания соединений трубопроводов на прочность (5.2.31)
Прочность
соединений трубопроводов проверяют внутренним статическим давлением, равным ![]() для конкретного типа соединения (значения
для конкретного типа соединения (значения ![]() приведены в Приложении А), воды или
индустриального масла по ГОСТ 20799 с кинематической вязкостью при температуре
40 °C не более 32 мм2/с, категория L-HG 32 по ГОСТ
28549.5.
приведены в Приложении А), воды или
индустриального масла по ГОСТ 20799 с кинематической вязкостью при температуре
40 °C не более 32 мм2/с, категория L-HG 32 по ГОСТ
28549.5.
Давление должно
повышаться с постоянной скоростью, не превышающей ![]() в секунду, до достижения заданного значения.
в секунду, до достижения заданного значения.
Соединения
трубопроводов считать прочными, если при визуальном контроле при достижении
давления заданного значения не обнаружено утечки в виде капель и потения,
механических разрушений и остаточных деформаций деталей соединения.
Соединения,
выдержавшие данные испытания, не следует использовать для других видов
испытаний.
7.5.5.
Испытания соединений трубопроводов на стойкость к воздействию пульсации
давления и вибрации (5.2.32 и 5.2.33)
7.5.5.1.
Стойкость соединений трубопроводов к воздействию пульсации давления и вибрации
следует проверять методом одновременного воздействия на соединение
пульсирующего давления и вибрации внешней нагрузкой, приведенных ниже.
Пульсирующее
давление, равное ![]() для конкретного типа соединения (значения
для конкретного типа соединения (значения ![]() приведены в Приложении А), в течение не менее
приведены в Приложении А), в течение не менее ![]() циклов обеспечивается водой или индустриальным
маслом по ГОСТ 20799 с кинематической вязкостью при температуре 40 °C, равной
от 32 до 46 мм2/с, категория L-HG (32 - 46) по ГОСТ
28549.5.
циклов обеспечивается водой или индустриальным
маслом по ГОСТ 20799 с кинематической вязкостью при температуре 40 °C, равной
от 32 до 46 мм2/с, категория L-HG (32 - 46) по ГОСТ
28549.5.
Средний показатель
цикла должен быть постоянным в пределах частоты от 0,5 до 1,25 Гц и
соответствовать диаграмме цикла, указанной на рисунке 2, соответствующей ИСО
6605 [6]. Номинальную скорость увеличения давления R, МПа/с,
следует вычислять по формуле
R = f(10P - 5), (1)
где f - частота, Гц;
P - номинальная
амплитуда импульса давления, МПа.
Допуск на
номинальную скорость увеличения давления должен быть не более 10% номинального
значения.
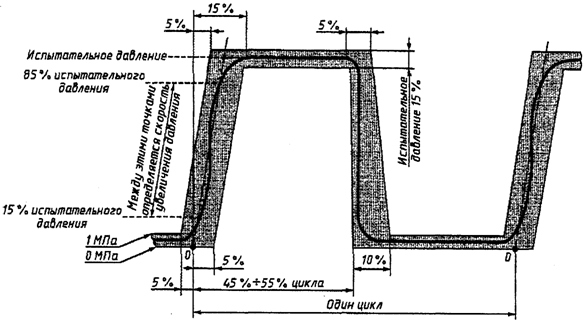
Рисунок 2.
Диаграмма цикла пульсации давления
Одновременно
испытуемые соединения трубопроводов подвергают вибрационным внешним нагрузкам
изгибом в одной плоскости или круговым изгибом при частоте вибрации 10 - 20 Гц
с базой испытаний не менее ![]() циклов. Напряжение на конце трубы при изгибе
должно быть приравнено 0,25 предела текучести материала трубы.
циклов. Напряжение на конце трубы при изгибе
должно быть приравнено 0,25 предела текучести материала трубы.
Примечание. При
использовании трубы, предел текучести материала которой будет равен 235 МПа и
выше, следует принимать во внимание ее динамические характеристики для
определения величины допускаемого напряжения.
Частоту пульсации
давления и вибрации следует выбирать таким образом, чтобы испытания
заканчивались одновременно.
Соединения
трубопроводов считать выдержавшими данные испытания, если при визуальном
контроле не обнаружено утечки и механических разрушений деталей соединения.
Повреждение трубы
не является критерием отказа.
Длина трубы L
должна быть равна:
250 мм - для трубы
с ![]() до 20 мм включительно;
до 20 мм включительно;
![]() - для
трубы с
- для
трубы с ![]() свыше 20 мм до 50 мм включительно;
свыше 20 мм до 50 мм включительно;
более 400 мм или ![]() - для трубы с
- для трубы с ![]() свыше 50 мм.
свыше 50 мм.
Труба должна быть
установлена таким образом, чтобы самая тонкая часть ее стенки располагалась в
плоскости нагрузки.
Толщину стенки
трубы следует выбирать из условия, чтобы сумма всех нагрузок не превышала
максимально допускаемого напряжения.
Толщина стенки
трубы в зависимости от марки материала и максимального рабочего давления
приведена в Приложении Г.
Типовая установка
для проведения испытаний на стойкость соединений трубопроводов к одновременному
воздействию пульсации давления и вибрации приведена на рисунке 3.
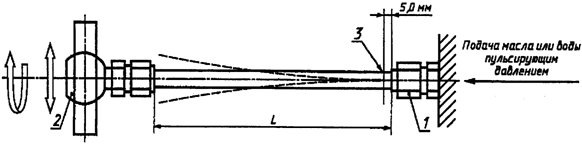
1 - испытуемый
образец; 2 - движущийся конец;
3 - место установки
тензодатчика
Рисунок 3.
Схема типовой установки для проведения
испытаний на
стойкость соединений трубопроводов
к воздействию
пульсации давления и вибрации
Соединения,
выдержавшие данные испытания, не должны использоваться для других видов
испытаний.
7.5.5.2. По
согласованию между потребителем и изготовителем допускается стойкость
соединений трубопроводов к воздействию пульсации давления и вибрации проверять
раздельно.
Условия проведения
испытания на стойкость соединений трубопроводов к воздействию пульсации
давления - в соответствии с 7.5.5.1. Количество импульсных циклов при этом
должно быть не менее ![]() циклов.
циклов.
Стойкость
соединений трубопроводов к воздействию вибрации следует проверять внешней
нагрузкой, прикладываемой на противоположный конец трубы при частоте вибрации
от 10 до 50 Гц с базой испытаний не менее ![]() циклов с начальным напряжением в месте
установки тензодатчика при изгибе, равным 0,25 от
предела текучести материала трубы.
циклов с начальным напряжением в месте
установки тензодатчика при изгибе, равным 0,25 от
предела текучести материала трубы.
Воду или
индустриальное масло по ГОСТ 20799 с кинематической вязкостью при температуре
40 °C, равной от 32 до 46 мм2/с, категория L-HG (32 -
46) по ГОСТ 28549.5 подают в соединение под статическим давлением, равным
значению ![]() .
.
При этом до
достижения ![]() циклов при визуальном контроле не должно быть
обнаружено утечки и механических разрушений деталей соединения.
циклов при визуальном контроле не должно быть
обнаружено утечки и механических разрушений деталей соединения.
Повреждение трубы
не является критерием отказа.
Типовая установка
для проведения испытаний на стойкость соединений трубопроводов к воздействию
вибрации приведена на рисунке 3.
Рекомендуемая
толщина стенки трубы приведена в Приложении Г.
Соединения,
выдержавшие данные испытания, не следует использовать для других видов
испытаний.
По согласованию
между потребителем и изготовителем данные испытания, при необходимости, могут
быть проведены при температуре окружающей или рабочей среды от
минус 50 °C до плюс 120 °C.
7.5.6.
Испытания соединений трубопроводов на стойкость к воздействию вакуума
Испытуемое соединение
трубопроводов подсоединяют к манометру и запорному клапану и подключают к
источнику вакуума. Запорный клапан при этом должен быть расположен ближе к
источнику вакуума. Создают вакуум до 6,5 кПа (0,065 кгс/см2)
абсолютного давления и закрывают запорный клапан.
Соединения
трубопроводов должны быть выдержаны под воздействием заданного абсолютного
давления, равного 6,5 кПа (0,065 кгс/см2), в течение
не менее 5 мин.
При этом утечка не
допускается.
Повышение давления
по показанию манометра более чем на 3 кПа (0,03 кгс/см2)
является признаком утечки.
В качестве рабочей
(испытательной) среды следует использовать воздух.
Соединения,
выдержавшие данные испытания, могут быть использованы для других видов испытаний.
8.
Транспортирование и хранение
Условия
транспортирования и хранения соединений трубопроводов - по ГОСТ 18160.
9.1. Изготовитель
должен гарантировать соответствие поставляемых заказчику соединений трубопроводов
требованиям настоящего стандарта при соблюдении условий транспортирования,
хранения, монтажа и эксплуатации.
9.2. Гарантийный
срок эксплуатации - 18 мес
со дня ввода в эксплуатацию.
Приложение А
(обязательное)
ЗНАЧЕНИЯ
НОМИНАЛЬНЫХ (УСЛОВНЫХ) ДАВЛЕНИЙ
ПО СЕРИЯМ (ГРУППАМ)
В ЗАВИСИМОСТИ ОТ ТИПА
РЕЗЬБОВЫХ
СОЕДИНЕНИЙ ТРУБОПРОВОДОВ
А.1. Значения
номинальных (условных) давлений по сериям (группам) для резьбовых соединений
трубопроводов в зависимости от типа приведены в таблице А.1.
Таблица А.1
Значения
номинальных (условных) давлений,![]()
┌────────┬───────┬──────┬─────────────────────────────────────────────────┐
│
Серия │DN (D )│D
, мм│ Номинальное (условное) давление, МПа (кгс/см2), │
│(группа)│ у │ н │
для резьбового соединения трубопроводов типов │
│ │ │
├───────────────────┬────────┬─────────┬──────────┤
│ │ │ │с врезающимся коль-│на пайке│с
раз- │с зажимным│
│ │ │
│цом; с приварными │
│вальцов- │и упорным │
│ │ │ │шаровым и коничес- │ │кой трубы│ кольцами
│
│ │ │ │ким ниппелями │ │ │ │
├────────┼───────┼──────┼───────────────────┼────────┼─────────┼──────────┤
│
LL (1) │ 2,5 │
4 │ 10 (100) │ 4 (40) │ -
│ - │
│
├───────┼──────┤ │ │ │ │
│ │
3,0 │ 5
│
│ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │
4,0 │ 6
│
│ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │
6,0 │ 8
│
│ │ │ │
├────────┼───────┼──────┼───────────────────┼────────┼─────────┼──────────┤
│
L (2) │ 4,0
│ 6 │
25 (250) │16
(160)│25 (250) │ 32 (320) │
│
├───────┼──────┤ │ │ │ │
│ │
6,0 │ 8
│
│ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │
8,0 │ 10
│
│ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │ 10,0 │
12 │ │ │ │ │
│
├───────┼──────┤ │
├─────────┼──────────┤
│ │ 12,0 │
15 │ │ │16 (160) │ -
│
│
├───────┼──────┤ │ │
├──────────┤
│ │ 12,0 │ (16) │ │ │ │ 25 (250) │
│
├───────┼──────┼───────────────────┤ │ │ │
│ │ 15,0 │
18 │ 16 (160) │ │ │ │
│
├───────┼──────┤ │ │
├──────────┤
│ │ 20,0 │
22 │ │ │ │ -
│
│ ├───────┼──────┼───────────────────┤ │ │ │
│ │ 25,0 │
28 │ 10 (100) │ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │ 32,0 │ (34) │ │ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │ 32,0 │
35 │ │ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │ 40,0 │
42 │ │ │ │ │
├────────┼───────┼──────┼───────────────────┼────────┼─────────┼──────────┤
│
S (3) │ 3,0
│ 6 │
63 (630) │ -
│ - │
- │
│
├───────┼──────┤ │ │ │ │
│ │
4,0 │ 8
│
│ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │
5,0 │ 10
│ │ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │
6,0 │ 12
│
│ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │
8,0 │ 14
│
│ │ │ │
│
├───────┼──────┼───────────────────┤ │ │ │
│ │ 10,0 │
16 │ 40 (400) │ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │ 12,0 │
20 │ │ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │ 15,0 │
25 │ │ │ │ │
│
├───────┼──────┼───────────────────┤ │ │ │
│ │ 20,0 │
30 │ 25 (250) │ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │ 25,0 │
38 │ │ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │ 32,0 │
45 │ │ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │ 40,0 │
57 │ │ │ │ │
│
├───────┼──────┤ │ │ │ │
│ │ 50,0 │
76 │ │ │ │ │
├────────┴───────┴──────┴───────────────────┴────────┴─────────┴──────────┤
│ Примечания. 1. Наружные диаметры труб D
, приведенные в
скобках,│
│ н
│
│непредпочтительны.
│
│ 2. Наружные
диаметры труб D 45, 57,
76 мм применимы только
для│
│ н │
│соединений
трубопроводов с шаровым ниппелем. │
└─────────────────────────────────────────────────────────────────────────┘
А.2. Номинальные
(условные) давления, приведенные в таблице А.1, применимы для соединений
трубопроводов, корпусные, соединительные и уплотнительные детали (кроме
прокладок) которых изготовлены из углеродистой стали для использования при
температуре окружающей или рабочей среды от минус 40
°C до плюс 120 °C.
Условия применения
соединений трубопроводов, корпусные, соединительные и уплотнительные детали
(кроме прокладок) которых изготовлены из коррозионно-стойких
сталей или медных сплавов - по данным изготовителя.
Примечание.
Диапазон температуры для использования соединений трубопроводов с эластомерными уплотнительными деталями ограничен
допускаемыми температурами для уплотнительной детали и типом рабочей среды и
определяется изготовителем.
Приложение Б
(рекомендуемое)
СХЕМЫ ТИПОВ
СОЕДИНЕНИЙ ТРУБОПРОВОДОВ
И РЕКОМЕНДАЦИИ ПО
ИХ МОНТАЖУ
Б.1. Общие
требования
Б.1.1. Соединения
трубопроводов перед сборкой очистить от консерванта, грязи и т.п. Следует
убедиться в отсутствии вмятин, раковин и других явных дефектов.
Б.1.2. Перед
сборкой смазать резьбы и другие трущиеся поверхности соединений.
Вид смазочного
материала выбирают в зависимости от условий эксплуатации соединений.
При эксплуатации
соединений трубопроводов в условиях, исключающих применение смазочного
материала, соблюдение этого требования является необязательным.
Б.2. Монтаж
резьбовых соединений трубопроводов с ввертным концом
корпусных деталей с уплотнением плоской прокладкой
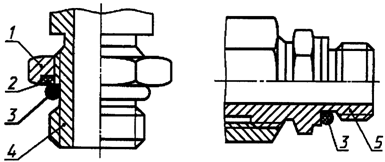
Б.2.1. При монтаже
резьбовых соединений трубопроводов с ввертным концом
по ГОСТ 22526 с плоской медной прокладкой прокладки применяют в отожженном
состоянии.
Б.2.2. Монтаж
резьбовых соединений трубопроводов с ввертным концом
корпусных деталей по ГОСТ 22526 с плоской медной прокладкой в соответствии с
рисунком Б.1 рекомендуется проводить с моментами затяжки, приведенными в
таблице Б.1.

1 - ввертной конец корпусной детали, исполнение 1
по ГОСТ 22526; 2 -
уплотнительная прокладка по ГОСТ 23358
Рисунок Б.1
Таблица Б.1
Рекомендуемые
значения момента затяжки
Размеры в миллиметрах
┌───────────────────────────────┬────────────────────────────────┐
│ D │ M, Н x м │
├───────────────────────────────┼────────────────────────────────┤
│ 8 x 1 │ 25 │
├───────────────────────────────┼────────────────────────────────┤
│ 10 x 1 │ 35 │
├───────────────────────────────┼────────────────────────────────┤
│ 12 x 1,5 │ 50 │
├───────────────────────────────┼────────────────────────────────┤
│ 14 x 1,5 │ 70 │
├───────────────────────────────┼────────────────────────────────┤
│ 16 x 1,5 │ 90 │
├───────────────────────────────┼────────────────────────────────┤
│ 18 x 1,5 │ 150 │
├───────────────────────────────┼────────────────────────────────┤
│ 20 x 1,5 │ 180 │
├───────────────────────────────┼────────────────────────────────┤
│ 22 x 1,5 │ 220 │
├───────────────────────────────┼────────────────────────────────┤
│ 27 x 2 │ 330 │
├───────────────────────────────┼────────────────────────────────┤
│ 33 x 2 │ 470 │
├───────────────────────────────┼────────────────────────────────┤
│ 42 x 2 │ 650 │
├───────────────────────────────┼────────────────────────────────┤
│ 48 x 2 │ 760 │
└───────────────────────────────┴────────────────────────────────┘
Б.2.3. Монтаж
резьбовых соединений трубопроводов с ввертным концом
корпусных деталей с уплотнением резиновым кольцом круглого сечения в
соответствии с рисунком Б.2 рекомендуется проводить моментами затяжки по ГОСТ
25065.
1 - установочная
гайка по ГОСТ 25065; 2 - защитная шайба
по ГОСТ 25065; 3 -
резиновое уплотнительное кольцо
по ГОСТ 9833, ГОСТ
18829; 4 - ввертной конец корпусной
детали,
регулируемой по направлению по ГОСТ 25065;
5 - ввертной прямой конец корпусной детали по ГОСТ 25065
Рисунок Б.2
Б.3. Монтаж
резьбовых соединений трубопроводов с врезающимся кольцом (ГОСТ 24072 - ГОСТ
24091)
Б.3.1 Монтаж
резьбовых соединений трубопроводов с врезающимся кольцом следует проводить в соответствии
с рисунком Б.3.

1 -
присоединительный конец корпусной детали исполнения 1
по ГОСТ 22525; 2 -
накидная гайка по ГОСТ 23353;
3 - врезающееся
кольцо по ГОСТ 23354; 4 - труба
Рисунок Б.3
Б.3.2. Торцы труб
должны быть обрезаны перпендикулярно к оси.
Б.3.3. Накидную
гайку и врезающееся кольцо надевают на трубу последовательно так, чтобы
врезающаяся кромка была обращена к торцу трубы.
Б.3.4. При первой
сборке трубу следует вставить в корпус штуцера до упора и затянуть накидную
гайку сначала "от руки", а затем ключом на угол не менее 450° (![]() оборота). Это особенно важно при сборке стальных труб со стенкой толщиной не
менее 1 мм и наружным диаметром не менее 15 мм, т.к. врезающееся кольцо должно
достаточно глубоко
оборота). Это особенно важно при сборке стальных труб со стенкой толщиной не
менее 1 мм и наружным диаметром не менее 15 мм, т.к. врезающееся кольцо должно
достаточно глубоко ![]() в трубу и образовать закромку.
Затем соединение следует разобрать, проверить закромку
и собрать вновь, сделав, когда кольцо сядет на место, от 1/6 до 1/3 оборота,
чтобы закончить сборку.
в трубу и образовать закромку.
Затем соединение следует разобрать, проверить закромку
и собрать вновь, сделав, когда кольцо сядет на место, от 1/6 до 1/3 оборота,
чтобы закончить сборку.
Б.3.5. Перед первой
сборкой соединения допускается предварительное врезание кольца в трубу
производить на специальном приспособлении, схема которого представлена на
рисунке Б.4.
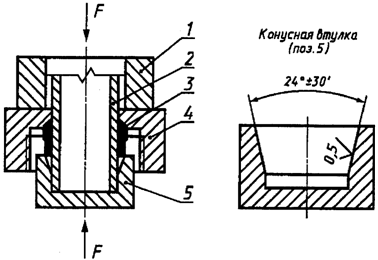
1 - пуансон; 2 -
труба; 3 - врезающееся кольцо
по ГОСТ 23354; 4 -
накидная гайка по ГОСТ 23353;
5 - конусная втулка
Рисунок Б.4
Б.3.6.
Рекомендуемые значения осевой силы F, необходимые для врезания кольца в трубу,
приведены в таблице Б.2.
Таблица Б.2
Рекомендуемые
значения осевой силы F
┌───────────────────────────────┬────────────────────────────────┐
│ D , мм │ F, кН │
│ н │ │
├───────────────────────────────┼────────────────────────────────┤
│ 6 │ 8 - 13 │
├───────────────────────────────┼────────────────────────────────┤
│ 8 │ 12 - 17 │
├───────────────────────────────┼────────────────────────────────┤
│ 10 │ 16 - 21 │
├───────────────────────────────┼────────────────────────────────┤
│ 12 │ 20 - 25 │
├───────────────────────────────┼────────────────────────────────┤
│ 14 │ 28 - 33 │
├───────────────────────────────┼────────────────────────────────┤
│ 15 │ 30 - 35 │
├───────────────────────────────┼────────────────────────────────┤
│ 16 │ 32 - 37 │
├───────────────────────────────┼────────────────────────────────┤
│ 18 │ 42 - 47 │
├───────────────────────────────┼────────────────────────────────┤
│ 20; 22 │ 48 - 53 │
├───────────────────────────────┼────────────────────────────────┤
│ 25 │ 66 - 74 │
├───────────────────────────────┼────────────────────────────────┤
│ 28 │ 55 - 65 │
├───────────────────────────────┼────────────────────────────────┤
│ 30 │ 70 - 80 │
├───────────────────────────────┼────────────────────────────────┤
│ 35 │ 75 - 90 │
├───────────────────────────────┼────────────────────────────────┤
│ 38 │ 90 - 105 │
├───────────────────────────────┼────────────────────────────────┤
│ 42 │ 105 - 120 │
└───────────────────────────────┴────────────────────────────────┘
Б.3.7. Вторую и
последующие сборки соединения рекомендуется проводить с моментами затяжки,
приведенными в таблице Б.3.
Таблица Б.3
Рекомендуемые
значения момента затяжки M
┌───────────────────────────────┬────────────────────────────────┐
│ D , мм │ M, Н x м │
│ н │ │
├───────────────────────────────┼────────────────────────────────┤
│ 6 │ 9 │
├───────────────────────────────┼────────────────────────────────┤
│ 8 │ 13 │
├───────────────────────────────┼────────────────────────────────┤
│ 10 │ 19 │
├───────────────────────────────┼────────────────────────────────┤
│ 12 │ 26 │
├───────────────────────────────┼────────────────────────────────┤
│ 14 │ 32 │
├───────────────────────────────┼────────────────────────────────┤
│ 15 │ 34 │
├───────────────────────────────┼────────────────────────────────┤
│ 16 │ 39 │
├───────────────────────────────┼────────────────────────────────┤
│ 18 │ 48 │
├───────────────────────────────┼────────────────────────────────┤
│ 20 │ 54 │
├───────────────────────────────┼────────────────────────────────┤
│ 22 │ 63 │
├───────────────────────────────┼────────────────────────────────┤
│ 25 │ 74 │
├───────────────────────────────┼────────────────────────────────┤
│ 28 │ 88 │
├───────────────────────────────┼────────────────────────────────┤
│ 30 │ 96 │
├───────────────────────────────┼────────────────────────────────┤
│ 35 │ 122 │
├───────────────────────────────┼────────────────────────────────┤
│ 38 │ 136 │
├───────────────────────────────┼────────────────────────────────┤
│ 42 │ 155 │
└───────────────────────────────┴────────────────────────────────┘
Б.3.8. При сборке
соединения с тонкостенными трубами рекомендуется применять оправку, которая
вставляется внутрь трубы и препятствует ее смятию в месте врезания кольца.
Б.4. Монтаж
резьбовых соединений трубопроводов с шаровым ниппелем (ГОСТ 24485 - ГОСТ 24503)
Б.4.1. Монтаж
резьбовых соединений трубопроводов с шаровым ниппелем в соответствии с рисунком
Б.5 рекомендуется проводить с моментами затяжки, приведенными в таблице Б.3.

1 -
присоединительный конец корпусной детали исполнения 1
по ГОСТ 22525; 2 -
накидная гайка по ГОСТ 23353;
3 - шаровой ниппель
по ГОСТ 23355
Рисунок Б.5
Б.5. Монтаж
резьбовых соединений трубопроводов с зажимным и упорным кольцами (ГОСТ 28918)
Б.5.1. Монтаж резьбовых соединений трубопроводов с зажимным и упорным
кольцами следует проводить в соответствии с рисунком Б.6.
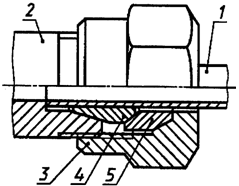
1 - труба; 2 -
присоединительный конец корпусной детали
исполнения 1 по
ГОСТ 22525; 3 - накидная гайка
по ГОСТ 23353; 4 -
зажимное кольцо по ГОСТ 28918;
5 - упорное кольцо
по ГОСТ 28918
Рисунок Б.6
Б.5.2. Концы труб
должны быть обрезаны перпендикулярно к оси.
Б.5.3. Трубу
вставляют в корпусную деталь до упора и закручивают накидную гайку от руки,
прикладывая небольшую осевую силу поджатия трубы в направлении к корпусной
детали.
Б.5.4. Затянуть
накидную гайку динамометрическим ключом с рекомендуемыми моментами затяжки,
приведенными в таблице Б.4.
Таблица Б.4
Рекомендуемые
значения момента затяжки
┌───────────────────────────────┬────────────────────────────────┐
│ D , мм │ M, Н x м │
│ н │ │
├───────────────────────────────┼────────────────────────────────┤
│ 6 │ 60 +/- 5 │
├───────────────────────────────┼────────────────────────────────┤
│ 8 │ 80 +/- 10 │
├───────────────────────────────┼────────────────────────────────┤
│ 10 │ 135 +/- 20 │
├───────────────────────────────┼────────────────────────────────┤
│ 12 │ 185 +/- 20 │
├───────────────────────────────┼────────────────────────────────┤
│ 15; 16 │ 260 +/- 20 │
├───────────────────────────────┼────────────────────────────────┤
│ 18 │ 350 +/- 20 │
├───────────────────────────────┼────────────────────────────────┤
│ 22 │ 470 +/- 20 │
└───────────────────────────────┴────────────────────────────────┘
Б.6. Монтаж
резьбовых соединений трубопроводов с развальцовкой трубы (ГОСТ 28941.1 - ГОСТ
28941.28)
Монтаж резьбовых
соединений трубопроводов с развальцовкой трубы следует проводить в соответствии
с рисунком Б.7.
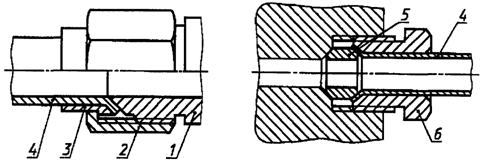
1 -
присоединительный конец корпусной детали
под развальцовку
трубы по ГОСТ 22525;
2 - накидная гайка
для соединения с развальцовкой трубы
по ГОСТ 28941.26; 3
- ниппель по ГОСТ 28941.27;
4 - труба; 5 -
уплотнительное кольцо по ГОСТ 28941.28;
6 - ввертной штуцер с внутренним конусом по ГОСТ 28941.17
Рисунок Б.7
Б.7. Монтаж
резьбовых соединений трубопроводов с коническим приварным ниппелем (ГОСТ 28016)
Б.7.1. Монтаж
резьбовых соединений трубопроводов с коническим приварным ниппелем следует
проводить в соответствии с рисунком Б.8.
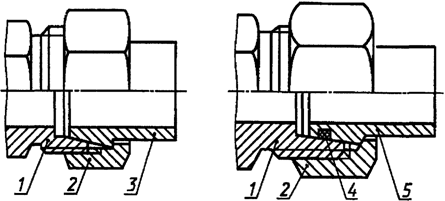
1 -
присоединительный конец корпусной детали исполнения 1
по ГОСТ 22525; 2 -
накидная гайка по ГОСТ 23353;
3 - конический приварной
ниппель без уплотнения
резиновым кольцом
по ГОСТ 28016;
4 - резиновое
кольцо по ГОСТ 9833, ГОСТ 18829;
5 - конический
приварной ниппель с уплотнением
резиновым кольцом
по ГОСТ 28016
Рисунок Б.8
Б.8. Монтаж
фланцевых соединений с приварным ниппелем следует проводить в соответствии с
рисунком Б.9.

1 - ниппель; 2 -
два разъемных полуфланца; 3 - болт;
4 - пружинная
шайба; 5 - резиновое кольцо;
6 - корпус (гнездо)
Рисунок Б.9
Приложение В
(рекомендуемое)
МАРКИ
МАТЕРИАЛА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
РЕЗЬБОВЫХ
СОЕДИНЕНИЙ ТРУБОПРОВОДОВ
И СОРТАМЕНТ
ПРИМЕНЯЕМЫХ ТРУБ
В.1. Рекомендуемые
марки материала для изготовления деталей соединений трубопроводов различных
типов и сортамента применяемых труб приведены в таблице В.1.
Таблица В.1
Марки материала и
сортамент труб
┌─────────────────────────┬───────────┬────────────┬──────────────────────┐
│ Наименование деталей │
Марка │Обозначение │ Сортамент труб, │
│ │ материала
│нормативного│
обозначение │
│ │ │ документа │нормативного документа│
├─────────────────────────┼───────────┼────────────┼──────────────────────┤
│
Шаровые и конические
│35 │ ГОСТ
1050 │ - │
│ниппели │08Х18Н10Т │ ГОСТ 5632 │ │
├─────────────────────────┼───────────┼────────────┤ │
│
Ниппели и уплотнительные│35
│ ГОСТ 1050 │ │
│кольца
для соединений │А30 │ ГОСТ 1414 │ │
│с
развальцовкой трубы │10кп │ ГОСТ 10702 │ │
├─────────────────────────┼───────────┼────────────┤ │
│
Уплотнительные прокладки│М3
│ ГОСТ 859 │ │
├─────────────────────────┼───────────┼────────────┤ │
│
Упорные кольца │45 │ ГОСТ 1050 │ │
├─────────────────────────┼───────────┼────────────┤ │
│
Зажимные кольца │10 │ ГОСТ 1050 │ │
│ │Ст3 │ ГОСТ 380 │ │
│ │Л63 │ ГОСТ 15527 │ │
├─────────────────────────┼───────────┼────────────┤ │
│
Врезающиеся кольца │40Х;
12ХН3А│ ГОСТ 4543 │ │
│ │А40;
АС35Г2│ ГОСТ 1414 │ │
├─────────────────────────┼───────────┼────────────┤ │
│
Гайки и контргайки │45;
35 │ ГОСТ 1050 │ │
│ │А30 │ ГОСТ 1414 │ │
│ │10кп │ ГОСТ 10702 │ │
├─────────────────────────┼───────────┼────────────┤ │
│
Корпусные детали │45;
35 │ ГОСТ 1050 │ │
│ │А30 │ ГОСТ 1414 │ │
├─────────────────────────┼───────────┼────────────┼──────────────────────┤
│
Трубы для соединений │20 │ ГОСТ 1050 │ Холоднодеформируемые
│
│с
врезающимся кольцом │ │ │трубы повышенной │
│ │ │ │точности по ГОСТ 9567
│
├─────────────────────────┼───────────┼────────────┼──────────────────────┤
│
Трубы для соединений │20 │ ГОСТ 1050 │ Холоднодеформируемые
│
│с
приварными ниппелями │ │ │трубы по ГОСТ 8734 │
│
├───────────┼────────────┼──────────────────────┤
│ │08Х18Н10Т │ ГОСТ 5632 │ Холодно- и тепло- │
│ │12Х18Н10Т │ │деформируемые трубы │
│ │ │ │по ГОСТ 9941 │
├─────────────────────────┼───────────┼────────────┼──────────────────────┤
│
Трубы для соединений │20 │ ГОСТ 1050 │ Холоднодеформируемые
│
│с
зажимными кольцами │ │ │трубы по ГОСТ 8734 │
│
├───────────┼────────────┼──────────────────────┤
│ │М3 │ ГОСТ 859 │ Медные трубы │
│ │ │ │по ГОСТ 617 │
│
├───────────┼────────────┼──────────────────────┤
│ │Л63 │ ГОСТ 15527 │ Латунные трубы │
│ │ │ │по ГОСТ 2622 │
├─────────────────────────┼───────────┼────────────┼──────────────────────┤
│
Трубы под развальцовку │10;
20 │ ГОСТ 1050 │ Холоднодеформируемые
│
│ │ │ │трубы по ГОСТ 8734 │
│
├───────────┼────────────┼──────────────────────┤
│ │М1, М2, М3 │ ГОСТ 859
│ Медные трубы
│
│ │ │ │по ГОСТ 617 │
│
├───────────┼────────────┼──────────────────────┤
│ │АМг2М, АМг1│ ГОСТ 4784
│ Холоднодеформируемые │
│ │ │ │трубы из алюминия │
│ │ │ │по ГОСТ 18475 │
│
├───────────┼────────────┼──────────────────────┤
│ │Л63 │ ГОСТ 15527 │ Латунные
трубы │
│ │ │ │по ГОСТ 2622 │
├─────────────────────────┴───────────┴────────────┴──────────────────────┤
│ Примечания.
1. При применении
труб для резьбовых
соединений с│
│врезающимся
кольцом по другим стандартам
наибольший наружный диаметр│
│трубы
должен быть не более наименьшего внутреннего
диаметра врезающегося│
│кольца.
│
│ 2. При применении других марок материала
для изготовления деталей│
│соединений
трубопроводов их механические свойства
должны быть не
ниже│
│значений,
указанных в таблице 1.
│
└─────────────────────────────────────────────────────────────────────────┘
Приложение
Г
(справочное)
МАКСИМАЛЬНЫЕ
РАБОЧИЕ ДАВЛЕНИЯ ДЛЯ ТРУБ
Г.1. Максимальные
рабочие давления для труб из стали приведены в таблице Г.1, для труб из меди,
латуни и алюминиевых сплавов приведены в таблице Г.2.
Таблица Г.1
Максимальные
рабочие давления для труб из стали
┌────────┬─────────┬───────┬──────────────────────────────────┬───────────┐
│Наружный│Внутрен- │Толщина│Максимальное
рабочее давление, МПа│ Линейная
│
│диаметр
│ний
│стенки │(кгс/см2), для труб из
стали марок│ плотность │
│ трубы, │диаметр │трубы,
├──────────┬──────────┬────────────┤труб
(масса│
│ мм
│трубы, мм│ мм │ 10
│ 20 │ 12Х18Н10Т │1 пог. м),
│
│ │ │ │ │ │ │ кг/м │
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│ 4,00
│ 3,00 │ 0,50
│25,2 (252)│29,4 (294)│ 37,8 (378) │ 0,043
│
│ 4,00
│ 2,40 │ 0,80
│42,4 (424)│49,4 (494)│ 63,5 (635) │ 0,063
│
│ 4,00
│ 2,00 │ 1,00
│54,0 (540)│63,0 (630)│ 81,0 (810) │ 0,074
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│ 5,00
│ 3,40 │ 0,80
│33,1 (331)│38,6 (386)│ 49,6 (496) │ 0,083
│
│ 5,00
│ 3,00 │ 1,00
│42,4 (424)│49,4 (494)│ 63,5 (635) │ 0,099
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│ 6,00
│ 4,40 │ 0,80
│27,1 (271)│31,6 (316)│ 40,6 (406) │ 0,103
│
│ 6,00
│ 4,00 │ 1,00
│34,6 (346)│40,4 (404)│ 51,9 (519) │ 0,123
│
│ 6,00
│ 3,00 │ 1,50
│54,0 (540)│63,0 (630)│ 81,0 (810) │ 0,166
│
│ 6,00
│ 2,00 │ 2,00
│72,0 (720)│84,0 (840)│108,0 (1080)│ 0,197
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│ 8,00
│ 6,00 │ 1,00
│25,2 (252)│29,4 (294)│ 37,8 (378) │ 0,173
│
│ 8,00
│ 5,00 │ 1,50
│39,4 (394)│46,0 (460)│ 59,2 (592) │ 0,240
│
│ 8,00
│ 4,00 │ 2,00
│54,0 (540)│63,0 (630)│ 81,0 (810) │ 0,296
│
│ 8,00
│ 3,00 │ 2,50
│67,8 (678)│79,1 (791)│101,7 (1017)│ 0,339
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
10,00 │ 8,00
│ 1,00 │19,8
(198)│23,0 (230)│ 29,6 (296) │ 0,222
│
│
10,00 │ 7,00
│ 1,50 │30,8
(308)│35,9 (359)│ 46,2 (462) │ 0,314
│
│
10,00 │ 6,00
│ 2,00 │42,4
(424)│49,4 (494)│ 63,5 (635) │ 0,394
│
│
10,00 │ 5,00
│ 2,50 │54,0
(540)│63,0 (630)│ 81,0 (810) │ 0,462
│
│
10,00 │ 4,00
│ 3,00 │65,2
(652)│76,0 (760)│ 97,8 (978) │ 0,518
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
12,00 │ 10,00
│ 1,00 │16,2
(162)│18,9 (189)│ 24,3 (243) │ 0,271
│
│
12,00 │ 9,00
│ 1,50 │25,2
(252)│29,4 (294)│ 37,8 (378) │ 0,388
│
│
12,00 │ 8,00
│ 2,00 │34,6
(346)│40,4 (404)│ 51,9 (519) │ 0,493
│
│
12,00 │ 7,00
│ 2,50 │44,3
(443)│51,7 (517)│ 66,5 (665) │ 0,585
│
│
12,00 │ 6,00
│ 3,00 │54,0
(540)│63,0 (630)│ 81,0 (810) │ 0,666
│
│
12,00 │ 5,00
│ 3,50 │63,4
(634)│73,9 (739)│ 95,1 (951) │ 0,733
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
14,00 │ 12,00
│ 1,00 │13,8
(138)│16,1 (161)│ 20,6 (206) │ 0,320
│
│
14,00 │ 11,00
│ 1,50 │21,3
(213)│24,8 (248)│ 31,9 (319) │ 0,462
│
│
14,00 │ 10,00
│ 2,00 │29,2
(292)│34,1 (341)│ 43,8 (438) │ 0,592
│
│
14,00 │ 9,00
│ 2,50 │37,4
(374)│43,6 (436)│ 56,0 (560) │ 0,709
│
│
14,00 │ 8,00
│ 3,00 │45,7
(457)│53,3 (533)│ 68,5 (685) │ 0,813
│
│
14,00 │ 7,00
│ 3,50 │54,0
(540)│63,0 (630)│ 81,0 (810) │ 0,906
│
│
14,00 │ 6,00
│ 4,00 │62,1
(621)│72,4 (724)│ 93,1 (931) │ 0,986
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
15,00 │ 13,00
│ 1,00 │12,8
(128)│14,9 (149)│ 19,2 (192) │ 0,345
│
│
15,00 │ 12,00
│ 1,50 │19,8
(198)│23,0 (230)│ 29,6 (296) │ 0,499
│
│
15,00 │ 11,00
│ 2,00 │27,1
(271)│31,6 (316)│ 40,6 (406) │ 0,641
│
│
15,00 │ 10,00
│ 2,50 │34,6
(346)│40,4 (404)│ 51,9 (519) │ 0,770
│
│
15,00 │ 9,00
│ 3,00 │42,4
(424)│49,4 (494)│ 63,5 (635) │ 0,887
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
16,00 │ 14,00
│ 1,00 │11,9
(119)│13,9 (139)│ 17,9 (179) │ 0,370
│
│
16,00 │ 13,00
│ 1,50 │18,4
(184)│21,5 (215)│ 27,6 (276) │ 0,536
│
│
16,00 │ 12,00
│ 2,00 │25,2
(252)│29,4 (294)│ 37,8 (378) │ 0,690
│
│
16,00 │ 11,00
│ 2,50 │32,2
(322)│37,6 (376)│ 48,3 (483) │ 0,832
│
│
16,00 │ 10,00
│ 3,00 │39,4
(394)│46,0 (460)│ 59,2 (592) │ 0,961
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
18,00 │ 16,00
│ 1,00 │10,6
(106)│12,3 (123)│ 15,8 (158) │ 0,419
│
│
18,00 │ 15,00
│ 1,50 │16,2
(162)│18,9 (189)│ 24,3 (243) │ 0,610
│
│
18,00 │ 14,00
│ 2,00 │22,2
(222)│25,8 (258)│ 33,2 (332) │ 0,789
│
│
18,00 │ 13,00
│ 2,50 │28,3 (283)│33,0
(330)│ 42,4 (424) │
0,955 │
│
18,00 │ 12,00
│ 3,00 │34,6
(346)│40,4 (404)│ 51,9 (519) │ 1,109
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
20,00 │ 17,00
│ 1,50 │14,5
(145)│16,9 (169)│ 21,7 (217) │ 0,681
│
│
20,00 │ 16,00
│ 2,00 │19,8
(198)│23,0 (230)│ 29,6 (296) │ 0,887
│
│
20,00 │ 25,00
│ 2,50 │25,2
(252)│29,4 (294)│ 37,8 (378) │ 1,078
│
│
20,00 │ 14,00
│ 3,00 │30,8
(308)│35,9 (359)│ 46,2 (462) │ 1,257
│
│
20,00 │ 13,00
│ 3,50 │36,5
(365)│42,6 (462)│ 54,8 (548) │ 1,423
│
│
20,00 │ 12,00
│ 4,00 │42,4
(424)│49,4 (494)│ 63,5 (635) │ 1,578
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
22,00 │ 20,00
│ 1,00 │ 8,6 (86)
│10,0 (100)│ 12,8 (128) │
0,518 │
│
22,00 │ 19,00
│ 1,50 │13,1
(131)│15,3 (153)│ 19,7 (197) │ 0,758
│
│
22,00 │ 18,00
│ 2,00 │17,8
(178)│20,8 (208)│ 26,7 (267) │ 0,986
│
│
22,00 │ 17,00
│ 2,50 │22,7
(227)│26,5 (265)│ 34,1 (341) │ 1,202
│
│
22,00 │ 16,00
│ 3,00 │27,7
(277)│32,4 (324)│ 41,6 (416) │ 1,405
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
25,00 │ 19,00
│ 2,00 │17,0
(170)│19,8 (198)│ 25,5 (255) │ 1,627
│
│
25,00 │ 20,00
│ 2,50 │19,8
(198)│23,0 (230)│ 29,6 (296) │ 1,387
│
│
25,00 │ 19,00
│ 3,00 │24,1
(241)│28,1 (281)│ 36,1 (361) │ 1,627
│
│
25,00 │ 18,00
│ 4,00 │31,7
(317)│37,0 (370)│ 47,5 (475) │ 1,855
│
│
25,00 │ 17,00
│ 4,50 │36,1
(361)│42,1 (421)│ 54,1 (541) │ 2,071
│
│
25,00 │ 16,00
│ 5,00 │40,6
(406)│47,3 (473)│ 60,8 (608) │ 2,274
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
28,00 │ 25,00
│ 1,50 │10,2
(102)│11,8 (118)│ 15,2 (152) │ 0,980
│
│
28,00 │ 24,00
│ 2,00 │13,8
(138)│16,1 (161)│ 20,6 (206) │ 1,282
│
│
28,00 │ 23,00
│ 2,50 │17,5
(175)│20,4 (204)│ 26,2 (262) │ 1,571
│
│
28,00 │ 22,00
│ 3,00 │21,3
(213)│24,8 (248)│ 31,9 (319) │ 1,849
│
│
28,00 │ 20,00
│ 4,00 │29,2 (292)│34,1
(341)│ 43,8 (438) │
2,366 │
│
28,00 │ 18,00
│ 6,00 │37,4
(374)│43,6 (436)│ 56,0 (560) │ 2,835
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
30,00 │ 26,00
│ 2,00 │12,8
(128)│14,9 (149)│ 19,2 (192) │ 1,380
│
│
30,00 │ 25,00
│ 2,50 │16,2
(162)│18,9 (189)│ 24,3 (243) │ 1,695
│
│
30,00 │ 24,00
│ 3,00 │19,8
(198)│23,0 (230)│ 29,6 (296) │ 1,997
│
│
30,00 │ 22,00
│ 4,00 │27,1
(271)│31,6 (316)│ 40,6 (406) │ 2,563
│
│
30,00 │ 20,00
│ 5,00 │34,6
(346)│40,4 (404)│ 51,9 (519) │ 3,081
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
35,00 │ 31,00
│ 2,00 │10,9
(109)│12,7 (127)│ 16,3 (163) │ 1,627
│
│
35,00 │ 30,00
│ 2,50 │13,8
(138)│16,1 (161)│ 20,6 (206) │ 2,003
│
│
35,00 │ 29,00
│ 3,00 │16,7
(167)│19,5 (195)│ 25,1 (251) │ 2,366
│
│
35,00 │ 27,00
│ 4,00 │22,8
(228)│26,7 (267)│ 34,3 (343) │ 3,056
│
│
35,00 │ 25,00
│ 5,00 │29,2
(292)│34,1 (341)│ 43,8 (438) │ 3,697
│
│
35,00 │ 23,00
│ 6,00 │35,7
(357)│41,7 (417)│ 53,6 (536) │ 4,280
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
38,00 │ 33,00
│ 2,50 │12,6
(126)│14,7 (147)│ 18,9 (189) │ 1,188
│
│
38,00 │ 32,00
│ 3,00 │15,3
(153)│17,9 (179)│ 23,0 (230) │ 2,588
│
│
38,00 │ 30,00
│ 4,00 │20,9
(209)│24,4 (244)│ 31,3 (313) │ 3,352
│
│
38,00 │ 28,00
│ 5,00 │26,7
(267)│31,1 (311)│ 40,0 (400) │ 4,067
│
│
38,00 │ 26,00
│ 6,00 │32,6
(326)│38,0 (380)│ 48,9 (489) │ 4,733
│
│
38,00 │ 24,00
│ 7,00 │38,7
(387)│45,1 (451)│ 58,0 (580) │ 5,349
│
├────────┼─────────┼───────┼──────────┼──────────┼────────────┼───────────┤
│
42,00 │ 38,00
│ 2,00 │ 9,0 (90)
│10,5 (105)│ 13,5 (135) │
1,972 │
│
42,00 │ 36,00
│ 3,00 │13,8
(138)│16,1 (161)│ 20,6 (206) │ 2,884
│
│
42,00 │ 34,00
│ 4,00 │18,7
(187)│21,9 (219)│ 28,1 (281) │ 3,747
│
│
42,00 │ 32,00
│ 5,00 │23,9
(239)│27,9 (279)│ 35,8 (358) │ 4,560
│
│
42,00 │ 30,00
│ 6,00 │29,2
(292)│34,1 (341)│ 43,8 (438) │ 5,324
│
├────────┴─────────┴───────┴──────────┴──────────┴────────────┴───────────┤
│ Примечания. 1. Временное сопротивление
разрыву R , Н/мм2 (кгс/мм2),│
│
m │
│равно:
│
│ 353 - 343 (~= 35,3 - 34,3) - для стали
марки 10; │
│ 412 (~= 41,2) - для стали марки 20; │
│ 529 (~= 52,9) - для стали марки
12Х18Н10Т.
│
│ 2. Запас прочности равен 4.
│
└─────────────────────────────────────────────────────────────────────────┘
Таблица Г.2
Максимальные
рабочие давления для труб
из меди, латуни и
алюминиевых сплавов
┌────────┬───────┬───────┬────────────────────────────────┬─────────────────┐
│Наружный│Внут-
│Толщина│ Максимальное рабочее давление, │ Линейная
│
│диаметр
│ренний │стенки │ МПа (кгс/см2), для
труб из │ плотность труб │
│
трубы, │диаметр│трубы, │ меди,
латуни и алюминия марок │(масса 1 пог. м),│
│ мм │трубы, │ мм
│
│ кг/м │
│ │мм │
├──────────┬──────────┬──────────┼─────┬─────┬─────┤
│ │ │ │ М1 │
Л63 │ АМг1
│ М1 │ Л63
│АМг1 │
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│ 4,00
│ 3,00 │ 0,50 │16,8 (168)│21,0 (210)│ 8,4
(84) │0,019│0,017│0,015│
│ 4,00
│ 2,40 │ 0,80 │28,2 (282)│35,3 (353)│14,1
(141)│0,072│0,068│0,022│
│ 4,00
│ 2,00 │ 1,00 │36,0 (360)│45,0 (450)│18,0
(180)│0,084│0,080│0,025│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│ 5,00
│ 4,00 │ 0,50 │13,2 (132)│16,5 (165)│ 6,6
(66) │0,063│0,060│0,019│
│ 5,00
│ 3,40 │ 0,80 │22,1 (221)│27,6 (276)│11,0
(110)│0,094│0,090│0,028│
│ 5,00
│ 3,00 │ 1,00 │28,2 (282)│35,3 (353)│14,1
(141)│0,112│0,107│0,031│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│ 6,00
│ 3,00 │ 0,50 │10,8 (108)│13,5 (135)│ 5,4
(54) │0,077│0,073│0,023│
│ 6,00
│ 4,40 │ 0,80 │18,0 (180)│22,5 (225)│ 9,0
(90) │0,116│0,111│0,035│
│ 6,00
│ 4,00 │ 1,00 │23,1 (231)│28,8 (288)│11,5
(115)│0,140│0,133│0,042│
│ 6,00
│ 3,00 │ 1,50 │36,0 (360)│45,0 (450)│18,0
(180)│0,189│0,180│0,057│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│ 8,00
│ 7,00 │ 0,50 │ 8,0 (80) │10,0 (100)│ 4,0
(40) │0,105│0,100│0,032│
│ 8,00
│ 6,40 │ 0,80 │13,2 (132)│16,5 (165)│ 6,6
(66) │0,181│0,154│0,049│
│ 8,00
│ 6,00 │ 1,00 │16,8 (168)│21,0 (210)│ 8,4
(84) │0,196│0,187│0,059│
│ 8,00
│ 4,00 │ 2,00 │36,0 (360)│45,0 (450)│18,0
(180)│0,335│0,320│0,1
│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
10,00 │ 9,00 │ 0,50 │ 6,3 (63) │ 7,9 (79) │ 3,1
(31) │0,133│0,127│0,010│
│
10,00 │ 8,60 │ 0,80 │10,1 (101)│12,7 (127)│ 5,1
(51) │0,182│0,174│0,055│
│
10,00 │ 8,00 │ 1,00 │13,2 (132)│16,5 (165)│ 6,6
(66) │0,252│0,240│0,076│
│
10,00 │ 7,00 │ 1,50 │20,5 (205)│25,7 (257)│10,3
(103)│0,356│0,340│0,108│
│
10,00 │ 6,00 │ 2,00 │28,2 (282)│35,3 (353)│14,1
(141)│0,447│0,427│0,136│
│
10,00 │ 5,00 │ 2,50 │36,0 (360)│45,0 (450)│18,0
(180)│0,524│0,500│0,159│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
12,00 │ 11,00 │ 0,50 │ 5,2 (52) │ 6,5 (65) │ 2,6
(26) │0,161│0,153│0,049│
│
12,00 │ 10,60 │ 0,80 │ 8,4 (84) │10,5 (105)│ 4,2
(42) │0,221│0,211│0,067│
│
12,00 │ 10,00 │ 1,00 │10,8 (108)│13,5 (135)│ 5,4
(54) │0,307│0,294│0,093│
│
12,00 │ 9,00 │ 1,50 │16,8 (168)│21,0 (210)│ 8,4
(84) │0,440│0,420│0,133│
│
12,00 │ 8,00 │ 2,00 │23,1 (231)│28,8 (288)│11,5
(115)│0,559│0,534│0,169│
│
12,00 │ 7,00 │ 2,50 │29,5 (295)│36,9 (369)│14,8
(148)│0,664│0,634│0,201│
│
12,00 │ 6,00 │ 3,00 │36,0 (360)│45,0 (450)│18,0
(180)│0,755│0,721│0,229│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
14,00 │ 13,00 │ 0,50 │ 4,4 (44) │ 5,5 (55) │ 2,2
(22) │0,189│0,180│0,057│
│
14,00 │ 12,40 │ 0,80 │ 7,2 (72) │ 9,1 (91) │ 3,6
(36) │0,295│0,282│0,089│
│
14,00 │ 12,00 │ 1,00 │ 9,2 (92) │11,5 (115)│ 4,6
(46) │0,363│0,347│0,110│
│
14,00 │ 10,00 │ 2,00 │19,5 (195)│24,3 (243)│ 9,7
(97) │0,671│0,641│0,203│
│
14,00 │ 9,00 │ 2,50 │24,9 (249)│31,1 (311)│12,5
(125)│0,803│0,767│0,244│
│
14,00 │ 8,00 │ 3,00 │30,5 (305)│38,1 (381)│15,2
(152)│0,922│0,881│0,280│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
15,00 │ 14,00 │ 0,50 │ 4,1 (41) │ 5,2 (52) │ 2,1
(21) │0,203│0,194│0,061│
│
15,00 │ 13,40 │ 0,80 │ 6,7 (67) │ 8,4 (84) │ 3,4
(34) │0,317│0,303│0,096│
│
15,00 │ 13,00 │ 1,00 │ 8,5 (85) │10,7 (107)│ 4,3
(43) │0,391│0,374│0,119│
│
15,00 │ 12,00 │ 1,50 │13,2 (132)│16,5 (165)│ 6,6
(66) │0,566│0,540│0,172│
│
15,00 │ 11,00 │ 2,00 │18,0 (180)│22,5 (225)│ 9,0
(90) │0,727│0,694│0,220│
│
15,00 │ 10,00 │ 2,50 │23,1 (231)│28,8 (288)│11,5
(115)│0,873│0,834│0,265│
│
15,00 │ 9,00 │ 3,00 │28,2 (282)│35,3 (353)│14,1
(141)│1,006│0,961│0,305│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
16,00 │ 15,00 │ 0,50 │ 3,9 (39) │ 4,8 (48) │ 1,9
(19) │0,217│0,207│0,066│
│
16,00 │ 14,40 │ 0,80 │ 6,3 (63) │ 7,9 (79) │ 3,1
(31) │0,340│0,325│0,103│
│
16,00 │ 14,00 │ 1,00 │ 8,0 (60) │10,0 (100)│ 4,0
(40) │0,419│0,400│0,127│
│
16,00 │ 13,00 │ 1,50 │12,3 (123)│15,4 (154)│ 6,1
(61) │0,608│0,581│0,184│
│
16,00 │ 12,00 │ 2,00 │16,8 (168)│21,0 (210)│ 8,4
(84) │0,782│0,747│0,237│
│
16,00 │ 10,00 │ 3,00 │26,3 (263)│32,9 (329)│13,1
(131)│1,090│1,041│0,331│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
18,00 │ 17,00 │ 0,50 │ 3,4 (34) │ 4,3 (43) │ 1,7
(17) │0,245│0,234│0,074│
│
18,00 │ 16,40 │ 0,80 │ 5,6 (56) │ 7,0 (70) │ 2,8
(28) │0,385│0,367│0,117│
│
18,00 │ 16,00 │ 1,00 │ 7,0 (70) │ 8,8 (88) │ 3,5
(35) │0,475│0,454│0,144│
│
18,00 │ 15,00 │ 1,50 │10,8 (108)│13,5 (135)│ 5,4
(54) │0,692│0,661│0,210│
│
18,00 │ 14,00 │ 2,00 │14,8 (148)│18,5 (185)│ 7,4
(74) │0,891│0,851│0,271│
│
18,00 │ 13,00 │ 2,50 │18,9 (189)│23,6 (236)│ 9,4
(94) │1,083│1,034│0,328│
│
18,00 │ 12,00 │ 3,00 │23,1 (231)│28,8 (288)│11,5
(115)│1,258│1,201│0,381│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
20,00 │ 18,00 │ 1,00 │ 6,3 (63) │ 7,9 (79) │ 3,1
(31) │0,531│0,507│0,161│
│
20,00 │ 17,00 │ 1,50 │ 9,7 (97) │12,1 (121)│ 4,8
(48) │0,776│0,741│0,235│
│
20,00 │ 16,00 │ 2,00 │13,2 (132)│16,5 (165)│ 6,6
(66) │1,008│0,961│0,305│
│
20,00 │ 15,00 │ 2,50 │16,8 (168)│21,0 (210)│ 8,4
(84) │1,223│1,168│0,371│
│
20,00 │ 14,00 │ 3,00 │20,5 (205)│25,7 (257)│10,3
(103)│1,425│1,361│0,432│
│
20,00 │ 12,00 │ 4,00 │28,2 (282)│35,3 (353)│14,1
(141)│1,789│1,708│0,542│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
22,00 │ 20,00 │ 1,00 │ 5,7 (57) │ 7,1 (71) │ 2,9
(29) │0,587│0,560│0,178│
│
22,00 │ 19,00 │ 1,50 │ 8,7 (87) │10,9 (109)│ 4,4
(44) │0,859│0,821│0,261│
│
22,00 │ 18,00 │ 2,00 │11,9 (119)│14,9 (149)│ 5,9
(59) │1,118│1,068│0,339│
│
22,00 │ 17,00 │ 2,50 │15,1 (151)│18,9 (189)│ 7,6
(76) │1,362│1,301│0,413│
│
22,00 │ 16,00 │ 3,00 │18,5 (185)│23,1 (231)│ 9,2
(92) │1,593│1,521│0,483│
│
22,00 │ 14,00 │ 4,00 │25,4 (254)│31,8 (318)│12,7
(127)│2,012│1,922│0,610│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
25,00 │ 23,00 │ 1,00 │ 5,0 (50) │ 6,2 (62) │ 2,5
(25) │0,671│0,641│0,203│
│
25,00 │ 22,00 │ 1,50 │ 7,6 (76) │ 9,5 (95) │ 3,8
(38) │0,985│0,911│0,299│
│
25,00 │ 21,00 │ 2,00 │10,4 (104)│12,9 (129)│ 5,2
(52) │1,286│1,228│0,390│
│
25,00 │ 20,00 │ 2,50 │13,2 (132)│16,5 (165)│ 6,6
(66) │1,572│1,501│0,477│
│
25,00 │ 19,00 │ 3,00 │16,1 (161)│20,1 (201)│ 8,0
(80) │1,814│1,762│0,559│
│
25,00 │ 17,00 │ 4,00 │22,1 (221)│27,6 (276)│11,0
(110)│2,347│2,242│0,712│
│
25,00 │ 15,00 │ 6,00 │28,2 (282)│35,3 (353)│14,1
(141)│2,795│2,669│0,847│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
28,00 │ 26,00 │ 1,00 │ 4,4 (44) │ 5,5 (55) │ 2,2
(22) │0,755│0,721│0,229│
│
28,00 │ 25,00 │ 1,50 │ 6,8 (68) │ 8,5 (85) │ 3,4
(34) │1,111│1,061│0,337│
│
28,00 │ 24,00 │ 2,00 │ 9,2 (92) │11,5 (115)│ 4,6
(46) │1,453│1,388│0,441│
│
28,00 │ 23,00 │ 2,50 │11,7 (117)│14,6 (146)│ 5,8
(58) │1,782│1,701│0,540│
│
28,00 │ 22,00 │ 3,00 │14,2 (142)│17,7 (177)│ 7,1
(71) │2,096│2,002│0,636│
│
28,00 │ 20,00 │ 4,00 │19,5 (195)│24,3 (243)│ 9,7
(97) │2,683│2,562│0,814│
│
28,00 │ 18,00 │ 5,00 │24,9 (249)│31,1 (311)│12,5
(125)│3,214│3,069│0,975│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
30,00 │ 28,00 │ 1,00 │ 4,1 (41) │ 5,2 (52) │ 2,1
(21) │0,810│0,774│0,246│
│
30,00 │ 27,00 │ 1,50 │ 6,3 (63) │ 7,9 (79) │ 3,1
(31) │1,195│1,141│0,362│
│
30,00 │ 26,00 │ 2,00 │ 8,5 (85) │10,7 (107)│ 4,3
(43) │1,565│1,495│0,475│
│
30,00 │ 25,00 │ 2,50 │10,8 (108)│13,5 (135)│ 5,4
(54) │1,921│1,835│0,583│
│
30,00 │ 24,00 │ 3,00 │13,2 (132)│16,5 (165)│ 6,6
(66) │2,264│2,162│0,686│
│
30,00 │ 22,00 │ 4,00 │18,0 (180)│22,5 (225)│ 9,0
(90) │2,906│2,776│0,881│
│
30,00 │ 20,00 │ 5,00 │23,1 (231)│28,8 (288)│11,5
(115)│3,493│3,336│1,059│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
35,00 │ 33,00 │ 1,00 │ 3,5 (35) │ 4,4 (44) │ 1,8
(18) │0,950│0,907│0,288│
│
35,00 │ 32,00 │ 1,50 │ 5,4 (54) │ 6,7 (67) │ 2,7
(27) │1,404│1,341│0,426│
│
35,00 │ 31,00 │ 2,00 │ 7,2 (72) │ 9,1 (91) │ 3,6
(36) │1,844│1,762│0,559│
│
35,00 │ 30,00 │ 2,50 │ 9,2 (92) │11,5 (115)│ 4,6
(46) │2,271│2,169│0,689│
│
35,00 │ 29,00 │ 3,00 │11,2 (112)│13,9 (139)│ 5,6
(56) │2,683│2,562│0,814│
│
35,00 │ 27,00 │ 4,00 │15,2 (152)│19,0 (190)│ 7,6
(76) │3,465│3,310│1,051│
│
35,00 │ 25,00 │ 5,00 │19,5 (195)│24,3 (243)│ 9,7
(97) │4,192│4,004│1,271│
│
35,00 │ 23,00 │ 6,00 │23,8 (238)│29,8 (298)│11,9
(119)│4,863│4,644│1,475│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
38,00 │ 36,00 │ 1,00 │ 3,2 (32) │ 4,1 (41) │ 1,6
(16) │1,034│0,988│0,314│
│
38,00 │ 35,00 │ 1,50 │ 4,9 (49) │ 6,2 (62) │ 2,5
(25) │1,530│1,461│0,464│
│
38,00 │ 34,00 │ 2,00 │ 6,6 (66) │ 8,3 (83) │ 3,3
(33) │2,012│1,922│0,610│
│
38,00 │ 33,00 │ 2,50 │ 8,4 (84) │10,5 (105)│ 4,2
(42) │2,480│2,369│0,752│
│
38,00 │ 32,00 │ 3,00 │10,2 (102)│12,8 (128)│ 5,1
(51) │2,934│2,802│0,890│
│
38,00 │ 30,00 │ 4,00 │13,9 (139)│17,4 (174)│ 7,0
(70) │3,801│3,630│1,153│
│
38,00 │ 28,00 │ 5,00 │17,8 (178)│22,2 (222)│ 8,9
(89) │4,611│4,404│1,398│
│
38,00 │ 26,00 │ 6,00 │21,7 (217)│27,2 (272)│10,9
(109)│5,366│5,124│1,627│
├────────┼───────┼───────┼──────────┼──────────┼──────────┼─────┼─────┼─────┤
│
42,00 │ 40,00 │ 1,00 │ 2,9 (29) │ 3,7 (37) │ 1,5
(15) │1,146│1,094│0,347│
│
42,00 │ 39,00 │ 1,50 │ 4,4 (44) │ 5,7 (57) │ 2,2
(22) │1,698│1,621│0,515│
│
42,00 │ 38,00 │ 2,00 │ 6,0 (60) │ 7,5 (75) │ 3,0
(30) │2,236│2,135│0,678│
│
42,00 │ 37,00 │ 2,50 │11,3 (113)│13,2 (132)│17,0
(170)│2,760│2,636│0,837│
│
42,00 │ 36,00 │ 3,00 │13,8 (138)│16,1 (161)│20,6
(206)│3,270│3,123│0,992│
│
42,00 │ 34,00 │ 4,00 │18,7 (187)│21,9 (219)│28,1
(281)│4,248│4,057│1,288│
│
42,00 │ 32,00 │ 5,00 │23,9 (239)│27,9 (279)│35,8
(358)│5,170│4,938│1,831│
├────────┴───────┴───────┴──────────┴──────────┴──────────┴─────┴─────┴─────┤
│ Примечания. 1. Временное сопротивление
разрыву R , Н/мм2 (кгс/мм2), │
│
m │
│равно:
│
│ 240 (~= 24) - для меди марки М1; │
│ 300 (~= 30) - для латуни марки Л63; │
│ 120 (~= 12) - для алюминиевого сплава марки
АМг1. │
│ 2. Запас прочности равен 4.
│
└───────────────────────────────────────────────────────────────────────────┘
Приложение Д
(рекомендуемое)
ПРОТОКОЛА ПО
ОФОРМЛЕНИЮ РЕЗУЛЬТАТОВ
СТЕНДОВЫХ ИСПЫТАНИЙ
ДАВЛЕНИЕМ
Д.1. Результаты
стендовых испытаний соединений трубопроводов давлением следует оформлять по
таблицам Д.1 - Д.7.
Таблица Д.1
Характеристики
испытуемых соединений
|
ГОСТ
(ТУ) |
|
|
|
Изготовитель |
|
|
|
Типоразмер
соединения |
|
|
|
Тип
ввертного конца |
|
|
|
Тип
уплотнения ввертного конца |
|
|
|
Материал |
|
|
|
Испытательная
среда |
|
|
|
Испытательное
оборудование |
|
|
Таблица Д.2
Результаты
испытаний при многократной (не менее шести)
сборке и разборке
соединений
|
Номер
|
Момент
|
Испытательное давление, |
Повторные |
Утечка,
тип |
|
|
заданное |
фактическое |
||||
|
1
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
3
|
|
|
|
|
|
|
4
|
|
|
|
|
|
|
5
|
|
|
|
|
|
|
6
|
|
|
|
|
|
Таблица Д.3
Результаты
испытаний на герметичность
|
Номер
|
Момент
|
Испытательное
давление, |
Время
выдержки |
Утечка,
тип |
|
|
заданное |
фактическое
|
||||
|
1
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
3
|
|
|
|
|
|
Таблица Д.4
Результаты
испытаний на прочность
|
Номер
|
Момент
|
Испытательное
давление, |
Давление
|
Утечка,
тип |
|
|
заданное |
фактическое
|
||||
|
1
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
3
|
|
|
|
|
|
Таблица Д.5
Результаты
испытаний на стойкость соединений
к воздействию
пульсации внутреннего давления
|
Номер |
Момент |
Испытательное |
Количество
|
Частота |
Количество
|
Утечка,
|
||
|
задан- |
факти- |
задан- |
факти- |
|||||
|
1 |
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
Таблица Д.6
Результаты
испытаний стойкости соединений
к воздействию
вибрации
|
Номер |
Момент |
Напря- |
Испытательное |
Частота |
Количество
|
Коли- |
Утечка, |
||
|
задан- |
факти- |
задан- |
факти- |
||||||
|
1 |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
Таблица Д.7
Результаты
испытаний стойкости соединений
к воздействию
вакуума
|
Номер
|
Момент
|
Абсолютное
давление при |
Время
выдержки |
Показание |
|
|
заданное |
фактическое |
||||
|
1
|
|
|
|
|
|
|
2
|
|
|
|
|
|
Заключение: Образцы соответствуют/не соответствуют требованиям ГОСТ
(ТУ, ОСТ и т.д.).
____________________________ __________________ _____________________
Ф.И.О. ответственного лица Личная подпись Расшифровка подписи
Дата
БИБЛИОГРАФИЯ
[1] ИСО
5598:1985 <*>. Гидроприводы объемные и пневмоприводы
и их устройства. Словарь
[2] ИСО
48:1994 <*>. Резина вулканизированная или термопластическая. Определение
твердости (твердость между 10 IRHD и 100 IRHD)
[3] ИСО
3601-3:1987 <*>. Гидроприводы объемные и пневмоприводы.
Уплотнительные устройства. Кольца круглого сечения. Часть 3. Приемочные
критерии качества
[4] ИСО
4759-1:1978 <*>. Допуски на крепежные изделия. Часть 1. Болты, винты и гайки
классов A, B и C диаметром от 1,6 до 150 мм (включительно)
[5] ИСО
9227-1990 <*>. Испытания на коррозию в искусственной атмосфере. Испытания
в солевом тумане
[6] ИСО
6605-2002 <*>. Гидроприводы объемные. Рукава и рукава армированные.
Методы испытаний.
--------------------------------
<*>
Перевод во ФГУП "СТАНДАРТИНФОРМ".
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2024