Утвержден и введен в
действие
Постановлением Государственного
комитета СССР по
стандартам
от 17 декабря 1982
г. N 4801
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ ХОЛОДНОДЕФОРМИРОВАННЫЕ ИЗ АЛЮМИНИЯ
И АЛЮМИНИЕВЫХ СПЛАВОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Aluminium and aluminium alloy cold-rolled tubes.
Specifications
ГОСТ 18475-82
Е
Группа В64
ОКП 18 1150
Срок действия
с 1 января 1984
года
до 1 января 1994
года
ИНФОРМАЦИОННЫЕ
ДАННЫЕ
1. Исполнители:
В.В. Гринер, В.С. Курбатов, П.П. Адамов.
2. Утвержден и
введен в действие Постановлением Государственного комитета СССР по стандартам
от 17.12.82 N 4801.
3. Взамен ГОСТ
18475-73.
4. Ссылочные
нормативно-технические документы
─────────────────────────────────────────────────────┬────────────
Обозначение НТД, на который дана
ссылка │Номер пункта
─────────────────────────────────────────────────────┼────────────
ГОСТ
9.510-93
│ 6.1; 6.2
ГОСТ
427-75
│ 5.5
ГОСТ
3221-85
│ 5.1
ГОСТ
4784-97
│ 3.1
ГОСТ
6507-90
│ 5.5
ГОСТ
7502-98
│ 5.5
ГОСТ
7727-81 │ 5.1
ГОСТ
10006-80
│ 5.4
ГОСТ
11069-2001
│ 3.1
ГОСТ
11739.1-90, ГОСТ 11739.2-90
│ 5.1
ГОСТ
11739.3-99
│ 5.1
ГОСТ
11739.4-90, ГОСТ 11739.5-90
│ 5.1
ГОСТ
11739.6-99, ГОСТ 11739.7-99
│ 5.1
ГОСТ
11739.8-90 - ГОСТ 11739.10-90
│ 5.1
ГОСТ
11739.11-98 - ГОСТ 11739.15-99
│ 5.1
ГОСТ
11739.16-90 - ГОСТ 11739.19-90
│ 5.1
ГОСТ
11739.20-99
│ 5.1
ГОСТ
11739.21-90, ГОСТ 11739.22-90
│ 5.1
ГОСТ
11739.23-99, ГОСТ 11739.24-98
│ 5.1
ГОСТ
12697.1-77 - ГОСТ 12697.12-77
│ 5.1
ГОСТ
14192-96
│ 6.2.1
ГОСТ
24047-80
│ 5.3
ГОСТ
24231-80
│ 5.2
ГОСТ
25086-87
│ 5.1
5. Срок действия
продлен до 01.01.94 Постановлением Госстандарта СССР от 22.06.88 N 2106.
6. Переиздание
(март 1989 г.) с Изменением N 1, утвержденным в июне 1988 г. (ИУС 10-88).
Настоящий стандарт
распространяется на холоднодеформированные трубы из алюминия и алюминиевых
сплавов, предназначенные для нужд народного хозяйства и экспорта.
1.
КЛАССИФИКАЦИЯ
1.1. Трубы
подразделяют:
по форме сечения:
круглые - КР;
квадратные - КВ;
прямоугольные - ПР;
фасонные - ФС;
по состоянию
материала:
отожженные - М;
нагартованные - Н;
закаленные и
естественно состаренные - Т;
закаленные и
искусственно состаренные - Т1;
нагартованные после
закалки и естественно состаренные - ТН;
нагартованные после
закалки и искусственно состаренные - Т1Н.
Квадратные и прямоугольные
трубы изготовляют отожженные и нагартованные из сплавов марок АМг1, АВ, Д1, а закаленные и естественно состаренные из сплавов
марок АВ и Д1.
2.
СОРТАМЕНТ
2.1. Размеры и
теоретическая масса круглых труб должны соответствовать указанным
в табл. 1.
─────────────┬──────────────────────────────────────────────────────────────────────────────────────────
Средний <*> │ Теоретическая масса 1 м труб, кг,
при средней <*> толщине стенки, мм
наружный
├────────┬─────────┬────────┬────────┬────────┬────────┬────────┬────────┬────────┬────────
диаметр, мм
│ -0,05│ -0,08│ -0,10│ -0,14│ -0,18│ -0,20│ -0,25│ -0,25│ -0,28│ -0,40
│0,5 │0,75 │1,0 │1,5 │2,0 │2,5 │3,0 │3,5 │4,0 │5,0
───────┬─────┼────────┴─────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────
Номин.│Пред.│ Допускаемая
разностенность, мм, не более
│откл.├────────┬─────────┬────────┬────────┬────────┬────────┬────────┬────────┬────────┬────────
│ │ 0,10 │
0,16 │ 0,20 │ 0,28 │ 0,36 │ 0,40 │ 0,50 │ 0,50 │ 0,56 │ 0,80
───────┼─────┼────────┼─────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────
6
│-0,15│ 0,023 │
0,034 │ 0,043 │ 0,058
│ 0,070 │ -
│ - │
- │ -
│ -
7
<**> │ │ 0,027 │ 0,040 │ 0,051 │ 0,071
│ 0,087 │ -
│ - │
- │ -
│ -
8
│ │ 0,032 │ 0,046
│ 0,060 │ 0,084
│ 0,104 │ -
│ - │
- │ -
│ -
9
<**> │ │ 0,036 │ 0,053 │ 0,068 │ 0,097
│ 0,121 │ -
│ - │
- │ -
│ -
10
│ │ 0,040 │ 0,059 │ 0,077 │ 0,110
│ 0,138 │ 0,163 │
- │ - │
- │ -
11
<**>│ │ 0,045 │ 0,065 │ 0,085 │ 0,122
│ 0,155 │ 0,185 │
- │ -
│ - │
-
12
│ │ 0,049 │ 0,072 │ 0,094 │ 0,135
│ 0,172 │ 0,206 │ 0,235
│ - │
- │ -
13
│ │ 0,053 │ 0,078 │ 0,102 │ 0,148
│ 0,189 │ 0,228 │ 0,260
│ - │
- │ -
14
│ │ 0,057 │ 0,084 │ 0,111 │ 0,161
│ 0,207 │ 0,249 │ 0,286
│ - │
- │ -
15
│ │ 0,062 │ 0,091 │ 0,119 │ 0,174
│ 0,224 │ 0,271 │ 0,312
│ - │
- │ -
16
│ │ 0,066 │ 0,097 │ 0,128 │ 0,186
│ 0,241 │ 0,292 │ 0,338
│ 0,381 │ -
│ -
17
│ │ 0,070 │ 0,103 │ 0,136 │ 0,199
│ 0,258 │ 0,313 │ 0,363
│ 0,412 │ -
│ -
18
│ │ 0,074 │ 0,110 │ 0,145 │ 0,212
│ 0,275 │ 0,335 │ 0,389
│ 0,442 │ -
│ -
19
│ │ 0,079 │ 0,116 │ 0,153 │ 0,225
│ 0,292 │ 0,356 │ 0,415
│ 0,472 │ -
│ -
20
│ │ 0,083 │ 0,123 │ 0,162 │ 0,238
│ 0,309 │ 0,378 │ 0,440
│ 0,502 │ 0,557 │
-
───────┼─────┼────────┼─────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────
22
│-0,20│ 0,091 │
0,135 │ 0,179 │ 0,263
│ 0,343 │ 0,421 │ 0,492
│ 0,562 │ 0,627 │ 0,739
23
│ │ 0,096 │ 0,142 │ 0,187 │ 0,276
│ 0,360 │ 0,442 │ 0,518
│ 0,593 │ 0,661 │ 0,782
24
│ │ 0,100 │ 0,148 │ 0,196 │ 0,289
│ 0,377 │ 0,464 │ 0,543
│ 0,623 │ 0,696 │ 0,825
25
│ │ 0,104 │ 0,154 │ 0,204 │ 0,302
│ 0,395 │ 0,485 │ 0,569
│ 0,653 │ 0,730 │ 0,868
26
│ │ 0,109 │ 0,161 │ 0,213 │ 0,314
│ 0,411 │ 0,507 │ 0,595
│ 0,683 │ 0,765 │ 0,911
27
│ │ -
│ 0,167 │ 0,221 │ 0,327
│ 0,429 │ 0,528 │ 0,621
│ 0,714 │ 0,799 │ 0,954
28
│ │ -
│ 0,173 │ 0,230 │ 0,340
│ 0,446 │ 0,550 │ 0,646
│ 0,744 │ 0,834 │ 0,996
30
│ │ -
│ 0,186 │ 0,247 │ 0,366
│ 0,480 │ 0,593 │ 0,698
│ 0,804 │ 0,903 │ 1,082
───────┼─────┼────────┼─────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────
32
│-0,25│ - │ 0,199 │ 0,264 │ 0,391
│ 0,514 │ 0,636 │ 0,749
│ 0,865 │ 0,972 │ 1,168
33
<**>│ │ -
│ 0,205 │ 0,272 │ 0,404
│ 0,531 │ 0,657 │ 0,775
│ 0,895 │ 1,007 │ 1,211
34
│ │ -
│ 0,211 │ 0,281 │ 0,417
│ 0,548 │ 0,679 │ 0,801
│ 0,923 │ 1,041 │ 1,254
35
│ │ -
│ 0,218 │ 0,289 │ 0,430
│ 0,565 │ 0,700 │ 0,826
│ 0,955 │ 1,076 │ 1,297
36
│ │ -
│ 0,224 │ 0,298 │ 0,442
│ 0,583 │ 0,722 │ 0,852
│ 0,985 │ 1,110 │ 1,340
37
<**>│ │ -
│ 0,231 │ 0,306 │ 0,455
│ 0,600 │ 0,743 │ 0,878
│ 1,015 │ 1,145 │ 1,383
38
│ │ -
│ 0,237 │ 0,315 │ 0,468
│ 0,617 │ 0,765 │ 0,904
│ 1,046 │ 1,179 │ 1,426
40
│ │ -
│ 0,250 │ 0,332 │ 0,494
│ 0,651 │ 0,807 │ 0,955
│ 1,106 │ 1,248 │ 1,512
42
│ │ -
│ 0,262 │ 0,349 │ 0,519
│ 0,685 │ 0,850 │ 1,007
│ 1,166 │ 1,317 │ 1,598
43
<**>│ │ -
│ 0,269 │ 0,357 │ 0,532
│ 0,702 │ 0,872 │ 1,032
│ 1,197 │ 1,352 │ 1,641
45
│ │ -
│ 0,281 │ 0,374 │ 0,557
│ 0,736 │ 0,915 │ 1,084
│ 1,257 │ 1,421 │ 1,727
48
│ │ -
│ 0,300 │ 0,400 │ 0,596
│ 0,788 │ 0,979 │ 1,161
│ 1,348 │ 1,525 │ 1,856
50
│ │ -
│ 0,313 │ 0,417 │ 0,621
│ 0,822 │ 1,022 │ 1,212
│ 1,408 │ 1,594 │ 1,942
───────┼─────┼────────┼─────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────
52
│-0,30│ - │ 0,326 │ 0,434 │ 0,647
│ 0,856 │ 1,065 │ 1,264
│ 1,469 │ 1,663 │ 2,027
53
│ │ -
│ 0,332 │ 0,442 │ 0,660
│ 0,873 │ 1,087 │ 1,290
│ 1,499 │ 1,697 │ 2,070
55
│ │ -
│ 0,345 │ 0,459 │ 0,685
│ 0,907 │ 1,130 │ 1,341
│ 1,559 │ 1,766 │ 2,156
58
│ │ -
│ 0,364 │ 0,485 │ 0,724
│ 0,959 │ 1,194 │ 1,418
│ 1,650 │ 1,870 │ 2,285
60
│ │ -
│ 0,377 │ 0,502 │ 0,749
│ 0,993 │ 1,237 │ 1,470
│ 1,710 │ 1,939 │ 2,371
───────┼─────┼────────┼─────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────
62
│-0,35│ - │ 0,389 │ 0,519 │ 0,775
│ 1,027 │ 1,280 │ 1,521
│ 1,771 │ 2,008 │ 2,457
63
│ │ -
│ 0,396 │ 0,527 │ 0,788
│ 1,044 │ 1,301 │ 1,547
│ 1,801 │ 2,043 │ 2,500
65
│ │ - │ -
│ - │ 0,813 │ 1,078
│ 1,344 │ 1,598 │ 1,861
│ 2,112 │ 2,586
66
│ │ -
│ - │
- │ 0,826 │ 1,095
│ 1,366 │ 1,624 │ 1,891
│ 2,146 │ 2,629
68
│ │ -
│ - │
- │ 0,852 │ 1,130
│ 1,409 │ 1,675 │ 1,952
│ 2,215 │ 2,715
70
│ │ -
│ - │
- │ 0,877 │ 1,164
│ 1,452 │ 1,727 │ 2,012
│ 2,285 │ 2,801
75
│ │ -
│ - │
- │ 0,941 │ 1,249
│ 1,559 │ 1,856 │ 2,163
│ 2,457 │ 3,015
80
│ │ - │
- │ -
│ - │ 1,335 │ 1,666
│ 1,984 │ 2,314 │ 2,630
│ 3,230
───────┼─────┼────────┼─────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────
85
│-0,50│ - │
- │ -
│ - │ 1,420 │ 1,774 │ 2,113
│ 2,465 │ 2,803 │ 3,445
90
│ │ -
│ - │
- │ -
│ 1,506 │ 1,881 │ 2,241
│ 2,616 │ 2,975 │ 3,660
95
│ │ -
│ - │
- │ -
│ 1,591 │ 1,989 │ 2,370
│ 2,767 │ 3,148 │ 3,874
100
│ │ -
│ - │
- │ -
│ 1,677 │ 2,096 │ 2,499
│ 2,918 │ 3,321 │ 4,089
105
│ │ -
│ - │
- │ -
│ 1,762 │ 2,204 │ 2,627
│ 3,069 │ 3,494 │ 4,304
110
│ │ -
│ - │
- │ -
│ 1,847 │ 2,311 │ 2,756
│ 3,220 │ 3,666 │ 4,519
115
│ │ -
│ - │
- │ -
│ 1,933 │ 2,418 │ 2,885
│ 3,371 │ 3,839 │ 4,734
120
│ │ -
│ - │
- │ -
│ 2,018 │ 2,526 │ 3,013
│ 3,522 │ 4,012 │ 4,948
───────┼─────┼────────┼─────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────
130
│-1,50│ - │
- │ -
│ - │
- │ -
│ 3,271 │ 3,824 │ 4,357
│ 5,378
140
│ │ -
│ - │
- │ -
│ - │
- │ 3,528 │ 4,126
│ 4,703 │ 5,807
150
│ │ -
│ - │
- │ -
│ - │
- │ 3,785 │ 4,428
│ 5,048 │ 6,237
--------------------------------
<*>
См. справочное Приложение.
<**>
В новых разработках не применять.
Трубы из
сплава марки 1955 изготовляют с наружным диаметром не более 40 мм и с толщиной
стенки не менее 1,0 мм, а в состояниях нагартованные после закалки и
естественно состаренные и нагартованные после закалки и искусственно
состаренные с толщиной стенки не менее 1,5 мм и с наружным диаметром не менее
12 мм.
2.2. Размеры и
теоретическая масса квадратных труб должны соответствовать указанным
на черт. 1 и в табл. 2.
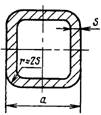
Черт. 1
───────────────┬──────────────────────────────────────────────────────────────
Сторона
│ Теоретическая масса 1 м
труб, кг, при средней толщине
квадрата
a, мм │
стенки, мм
├────────┬────────┬────────┬────────┬────────┬────────┬────────
│ -0,10│ -0,14│ -0,18│ -0,20│ -0,25│ -0,28│ -0,40
│1,0 │1,5 │2,0 │2,5
│3,0 │4,0 │5,0
──────┬────────┼────────┴────────┴────────┴────────┴────────┴────────┴────────
Номин.│ Пред. │ Допускаемая
разностенность, мм, не более
│
откл.
├────────┬────────┬────────┬────────┬────────┬────────┬────────
│ │
0,20 │ 0,28
│ 0,36 │
0,40 │ 0,50
│ 0,56 │
0,80
──────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────
10
│+/- 0,50│ 0,091
│ 0,125 │ -
│ - │
- │ -
│ -
12
│ │ 0,113 │ 0,157
│ - │
- │ -
│ - │
-
14
│ │ 0,135 │ 0,190
│ 0,236 │ - │ -
│ - │
-
16
│ │ 0,156 │ 0,222
│ 0,280 │ -
│ - │
- │ -
18
│ │ 0,178 │ 0,255
│ 0,323 │ 0,384 │
- │ -
│ -
22
│ │ -
│ 0,320 │ 0,411 │ 0,494
│ 0,566 │ -
│ -
25
│ │ -
│ 0,369 │ 0,476 │ 0,576
│ 0,664 │ -
│ -
28
│ │ -
│ 0,418 │ 0,541 │ 0,658
│ 0,763 │ 0,959 │
-
40
│ │ -
│ - │ 0,802 │ 0,986
│ 1,156 │ 1,481 │
-
48
│ │ -
│ - │
- │ 1,205 │ 1,418
│ 1,833 │ -
──────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────
60
│+/- 0,60│ - │
- │ -
│ - │
- │ 2,361 │ 2,851
2.3. Размеры и
теоретическая масса прямоугольных труб должны соответствовать указанным на черт. 2 и в табл. 3.

Черт. 2
───────────────────────────────┬─────────────────────────────────────────────────────────────
Стороны прямоугольника, мм │
Теоретическая масса 1 м труб, кг, при средней <*> толщине
│ стенки, мм
───────────────┬───────────────┼────────┬────────┬────────┬────────┬────────┬────────┬───────
a
│ b │
-0,10│ -0,14│ -0,18│ -0,20│ -0,25│ -0,28│ -0,4
──────┬────────┼──────┬────────┤1,0 │1,5 │2,0 │2,5 │3,0 │4,0 │5,0
Номин.│ Пред. │Номин.│ Пред.
├────────┴────────┴────────┴────────┴────────┴────────┴───────
│
откл. │ │
откл. │
Допускаемая разностенность, мм, не более
│ │ │
├────────┬────────┬────────┬────────┬────────┬────────┬───────
│ │ │ │ 0,20 │ 0,28 │ 0,36 │ 0,40 │ 0,50 │ 0,56 │ 0,80
──────┼────────┼──────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼───────
14
│+/- 0,50│ 10 │+/- 0,50│ 0,113 │ 0,157
│ 0,193 │ -
│ - │
- │ -
16
│+/- 0,50│ 12 │+/- 0,50│ 0,135 │ 0,190
│ 0,236 │ -
│ - │
- │ -
18
│+/- 0,50│ 10 │+/- 0,50│ 0,135 │ 0,190
│ 0,236 │ -
│ - │
- │ -
18
│+/- 0,50│ 14 │+/- 0,50│ 0,156 │ 0,222
│ 0,280 │ 0,330 │
- │ -
│ -
20
│+/- 0,50│ 12 │+/- 0,50│ -
│ 0,222 │ 0,280 │ 0,330
│ - │
- │ -
28
│+/- 0,50│ 22 │+/- 0,50│ -
│ 0,369 │ 0,476 │ 0,576
│ 0,664 │ -
│ -
32
│+/- 0,50│ 18 │+/- 0,50│ -
│ 0,369 │ 0,476 │ 0,576
│ 0,664 │ 0,821 │
-
36
│+/- 0,50│ 20 │+/- 0,50│ -
│ 0,418 │ 0,541 │ 0,658
│ 0,763 │ 0,953 │
-
38
│+/- 0,50│ 18 │+/- 0,50│ -
│ 0,418 │ 0,541 │ 0,658
│ 0,763 │ 0,953 │
-
40
│+/- 0,50│ 25 │+/- 0,50│ -
│ 0,491 │ 0,639 │ 0,781
│ 0,910 │ 1,151 │
-
45
│+/- 0,50│ 30 │+/- 0,50│ -
│ - │
- │ 0,918 │ 1,074
│ 1,371 │ -
50
│+/- 0,50│ 30 │+/- 0,50│ -
│ - │
- │ 0,986 │ 1,156
│ 1,481 │ 1,757
55
│+/- 0,50│ 40 │+/- 0,50│ -
│ - │
- │ 1,192 │ 1,402
│ 1,811 │ 2,167
60
│+/- 0,60│ 40 │+/- 0,50│ -
│ - │
- │ 1,260 │ 1,484
│ 1,921 │ 2,304
2.4. Размеры и
форма фасонных труб должны соответствовать чертежам, согласованным между
изготовителем и потребителем.
2.5. Допускается по
согласованию изготовителя с потребителем изготовление труб с промежуточными
размерами по наружному диаметру, сторонам и толщине стенки, не указанными в
табл. 1 - 3. Предельные отклонения по этим размерам принимаются как для
ближайшего меньшего размера.
2.6. Трубы
изготовляют длиной от 1 до 6 м.
Трубы диаметром от
140 до 150 мм изготовляют длиной не более 4 м.
2.6.1. Трубы
изготовляют в отрезках немерной, мерной или кратной мерной длины в пределах
размеров, указанных в п. 2.6.
Трубы мерной или
кратной мерной длины изготовляют с интервалом в 500 мм.
2.6.2. Трубы из
алюминия марок А5, АД0 и АД1 и алюминиевых сплавов
марок АМц, АМцС, АМг0,7, АМг1, АД31, 1955 диаметром до 16 мм включительно с
толщиной стенки не менее 1 мм (для сплава марки 1955 - с толщиной стенки не
менее 1,5 мм) допускается изготовлять в бухтах немерной длины.
(Измененная
редакция, Изм. N 1).
2.7. Предельные
отклонения длины труб мерной или кратной мерной длины не должны превышать +15
мм.
2.8. Трубы кратной
мерной длины должны изготовлять с учетом припуска на каждый рез 5 мм.
2.9. Овальность
труб не должна превышать предельных отклонений, указанных в табл. 4.
Таблица 4
──────────────────┬───────────────────────────────────────────────
Отношение
толщины │ Допустимая овальность
стенки
к наружному│
диаметру │
──────────────────┼───────────────────────────────────────────────
До 1:30
│ 2-кратное предельное отклонение среднего
│наружного диаметра
Св.
1:30 до 1:50 │ 3-кратное
предельное отклонение среднего
│наружного диаметра
"
1:50 │ 6-кратное
предельное отклонение среднего
│наружного диаметра
2.10. Поперечный
прогиб сторон квадратных и прямоугольных труб не должен превышать:
0,5 мм - при
стороне до 50 мм;
0,75 мм - при
стороне св. 50 мм.
2.11. Плавное
скручивание квадратных и прямоугольных труб не должно превышать 1° на 1 м
длины.
2.12. Трубы должны
быть прямыми. Отклонение от прямолинейности на 1 м длины не должно превышать 1
мм.
Общее отклонение от
прямолинейности (стрела прогиба) не должно превышать произведения допускаемого
отклонения от прямолинейности на 1 м трубы на ее длину в метрах.
Для отожженных труб
диаметром или стороной до 30 мм включительно допускается отклонение от
прямолинейности на 1 м, устраняемое путем приложения усилия не более 50 Н (5
кгс) на трубу, установленную на плоской плите.
Для отожженных труб
из сплавов марок Д1 и 1955 диаметром или стороной
свыше 30 мм отклонение от прямолинейности на 1 м не должно превышать 3 мм.
2.13. Теоретическая
масса 1 м трубы вычислена по среднему наружному диаметру и средней толщине
стенки.
При определении
теоретической массы 1 м труб за исходную величину принята плотность
алюминиевого сплава марки В95, равная 2,85 г/см3. Для вычисления теоретической
массы других алюминиевых сплавов следует пользоваться переводными
коэффициентами, указанными в справочном Приложении.
Примеры условных
обозначений
Труба из алюминия
марки АД1, в нагартованном состоянии, круглая, с
наружным диаметром 40 мм, толщиной стенки 3 мм, немерной длины:
Труба АД1.Н.КР. 40 x 3 ГОСТ 18475-82
Труба из
алюминиевого сплава марки 1955, в нагартованном после закалки и естественно
состаренном состоянии, круглая диаметром 40 мм, толщиной стенки 3 мм, длиной,
кратной (КД) 2000 мм:
Труба 1955.ТН.КР 40 x 3 x 2000 КД ГОСТ 18475-82
То же, в
нагартованном после закалки и искусственно состаренном состоянии, немерной
длины:
Труба 1955.Т1Н.КР 40 x 3 ГОСТ 18475-82
Труба из
алюминиевого сплава марки Д1 в отожженном состоянии,
квадратная, со стороной 40 мм, толщиной стенки 3 мм, длиной 3000 мм:
Труба Д1.М.КВ 40 x 40 x 3 x 3000 ГОСТ 18475-82
Труба из
алюминиевого сплава марки Д1, в закаленном и
естественно состаренном состоянии, прямоугольная, со сторонами 40 и 25 мм,
толщиной стенки 3 мм, длиной, кратной (КД) 2000 мм:
Труба Д1.Т.ПР 40 x 25 x 3 x 2000 КД ГОСТ 18475-82
Труба из
алюминиевого сплава марки Д1, в отожженном состоянии,
фасонная (номер), с наружным диаметром 40 мм, толщиной стенки 3 мм, немерной
длины:
Труба Д1.М.ФС 40 x 3 ГОСТ 18475-82
Труба из
алюминиевого сплава марки АД31, в нагартованном состоянии, диаметром 16 мм,
толщиной стенки 3 мм, в бухте (БТ):
Труба АД31.Н 16 x 3
x БТ ГОСТ 18475-82
(Измененная
редакция, Изм. N 1).
3.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Трубы
изготовляют в соответствии с требованиями настоящего стандарта по
технологическому регламенту, утвержденному в установленном порядке.
Трубы изготовляют
методом прессования с иглой или через комбинированную матрицу с последующей
холодной деформацией из алюминия марки А5 химическим составом по ГОСТ
11069-2001, из алюминия марок АД, АД1 и алюминиевых
сплавов марок АМц, АМцС, АМг1, АД31, АВ, Д1 с химическим составом по ГОСТ
4784-97 и алюминиевых сплавов марок АМг0,7 и 1955 по нормативно-технической
документации.
По согласованию
изготовителя с потребителем допускается изготовлять трубы из алюминия марок А8
и А85 по ГОСТ 11069-2001.
(Измененная
редакция, Изм. N 1).
3.2. Механические
свойства труб при растяжении должны соответствовать табл. 5.
Таблица 5
────────┬─────────────┬───────────────┬──────────────┬────────────┬─────────┬────────
Марка
│ Состояние │Толщина стенки,│ Диаметр
│Временное │ Предел │Относи-
сплава │
материала │ мм
│(сторона), мм │сопротивле-
│текучести│тельное
│ │ │ │ние сигма , │сигма
,│удлине-
│ │ │ │ в
│ 0,2 │ние
│ │ │ │МПа │ МПа │дельта,
│ │ │ │(кгс/мм2) │(кгс/мм2)│%, А
│ │ │ │ │ │ 10
│ │ │ ├────────────┴─────────┴────────
│ │ │ │ не менее
────────┼─────────────┼───────────────┼──────────────┼────────────┬─────────┬────────
А8,
А85,│Отожженное
│Всех толщин
│Всех размеров │ 60
(6) │ -
│ 20
А5,
АД0
├─────────────┼───────────────┤
├────────────┼─────────┼────────
│Нагартованное│До
2,0 включ. │ │
80 (8) │ -
│ 4
│
├───────────────┤
├────────────┼─────────┼────────
│ │Св. 2,0 до 5,0 │ │ 80 (8)
│ - │
5
│ │включ. │ │ │ │
────────┼─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
АД1
│Отожженное
│Всех толщин
│Всех размеров │ 60 -
110 │ -
│ 20
│ │ │ │ (6 - 11)
│ │
├─────────────┼───────────────┤
├────────────┼─────────┼────────
│Нагартованное│До
2,0 включ. │ │ 110 (11)
│ - │
4
│
├───────────────┤
├────────────┼─────────┼────────
│ │Св. 2,0 до 0,5 │ │ 100 (10)
│ - │
5
│ │включ. │ │ │ │
────────┼─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
АМц,
│Отожженное
│Всех толщин
│Всех размеров │ 90 -
135 │ -
│ 15
│ │ │ │ (9 - 14)
│ │
АМцС
├─────────────┤ │
├────────────┼─────────┼────────
│Нагартованное│ │ │ 135 (14)
│ - │
-
────────┼─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
АМг0,7 │Отожженное │Всех толщин │Всех размеров │ Не более
│ - │
12
│ │ │ │ 155 (16)
│ │
├─────────────┤ │
├────────────┼─────────┼────────
│Нагартованное│ │ │ 155 (16)
│ - │
-
────────┼─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
АМг1
│Отожженное
│Всех толщин
│Всех размеров │ 120
- 175 │ - │
10
│ │ │ │ (12 - 18) │ │
├─────────────┤
│
├────────────┼─────────┼────────
│Нагартованное│ │ │ 165 (17)
│ - │
-
────────┼─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
АД31
│Отожженное
│Всех толщин
│Всех размеров │ Не
более │ -
│ 12
│ │ │ │ 155 (16)
│ │
├─────────────┤ │
├────────────┼─────────┼────────
│Нагартованное│ │ │ 155 (16)
│ - │
-
├─────────────┤ │
├────────────┼─────────┼────────
│Нагартованное│ │ │ 265 (27)
│245 (25) │ 4
│после закалки│ │ │ │ │
│и естественно│ │ │ │ │
│состаренное │ │ │ │ │
├─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
│Нагартованное│Всех
толщин │Всех размеров
│ 315 (32) │275 (28) │ 8
│после закалки│ │ │ │ │
│и искусствен-│ │ │ │ │
│но состарен- │ │ │ │ │
│ное │ │ │ │ │
├─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
│Закаленное и
│Всех толщин │Всех
размеров │ 174 (18) │
- │ 13
│естественно │ │ │ │ │
│состаренное │ │ │ │ │
├─────────────┤ │
├────────────┼─────────┼────────
│Закаленное и │ │ │ 245 (25)
│ - │
7
│искусственно │ │ │ │ │
│состаренное │
│ │ │ │
────────┼─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
АВ
│Отожженное
│Всех толщин
│Всех размеров │ Не
более │ -
│ 17
│ │ │ │ 145 (15)
│ │
├─────────────┤ │
├────────────┼─────────┼────────
│Закаленное и │ │ │ 205 (21)
│ - │
14
│естественно │ │ │ │ │
│состаренное │ │ │ │ │
├─────────────┤ │
├────────────┼─────────┼────────
│Закаленное и │ │ │ 305 (31)
│225 (23) │ 8
│искусственно │ │ │ │ │
│состаренное │ │ │ │ │
├─────────────┤ │
├────────────┼─────────┼────────
│Нагартованное│ │ │ 145 (15)
│ - │
-
────────┼─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
Д1
│Отожженное
│Всех толщин
│Всех размеров │ Не
более │ -
│ 10
│ │ │ │ 245 (25)
│ │
├─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
│Закаленное и
│До 1,0 включ. │До 22
включ. │ 375 (38)
│195 (20) │ 13
│естественно
├───────────────┤
├────────────┼─────────┼────────
│состаренное │Св. 1,0 до 0,5 │ │ 375 (38)
│195 (20) │ 14
│ │включ. │ │ │ │
│ ├───────────────┼──────────────┼────────────┼─────────┼────────
│ │До 1,0 включ. │Св. 22 до │
390 (40) │225 (23)
│ 12
│
├───────────────┤50
включ.
├────────────┼─────────┼────────
│ │Св. 1,0 до 5,0 │ │ 390 (40)
│225 (23) │ 13
│ │включ. │ │ │ │
│
├───────────────┼──────────────┼────────────┼─────────┼────────
│ │Всех толщин │Св. 50 │
390 (40) │ 225(23)
│ 11
├─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
│Нагартованное│Всех
толщин │Всех размеров
│ 245 (25) │
- │ -
────────┼─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
1955
│Отожженное
│Всех толщин
│Всех размеров │ Не
более │ -
│ 10
│ │ │ │ 245 (25)
│ │
├─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
│Закаленное и
│От 1,0 до 5,0 │До 40
включ. │ 335 (34)
│195 (20) │ 10
│естественно │включ. │ │ │ │
│состаренное
├───────────────┤ ├────────────┼─────────┼────────
│в течение │Св. 1,5 до 5,0 │ │ 355 (36)
│195 (20) │ 10
│30 - 35 сут │включ. │ │ │ │
├─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
│Закаленное и
│От 1,0 до 1,5 │До 40
включ. │ 235 (24)
│175 (18) │ 10
│естественно │включ. │ │ │ │
│состаренное
├───────────────┤
├────────────┼─────────┼────────
│в течение 2 -│Св. 1,5 до
5,0 │ │ 255 (26)
│175 (18) │ 10
│4 сут │включ. │ │ │ │
├─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
│Нагартованное│От
1,5 до 5,0 │От 12 до 40 │
355 (36) │225 (23) │ 6
│после закалки│включ. │включ. │ │ │
│и естественно│ │ │ │ │
│состаренное │ │ │ │ │
│в течение │ │ │ │ │
│30 - 35 сут │ │ │ │ │
├─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
│Нагартованное│От
1,5 до 5,0 │От 12 до 40 │
265 (27) │175 (18) │ 6
│после закалки│включ. │включ. │ │ │
│и естественно│ │ │ │ │
│состаренное │ │ │ │ │
│в течение 2 -│ │ │ │ │
│4 сут │ │ │ │ │
├─────────────┼───────────────┼──────────────┼────────────┼─────────┼────────
│Нагартованное│От
1,5 до 5,0 │От 12 до 40 │
375 (38) │255 (26) │ 10
│после закалки│включ. │включ. │ │ │
│и искусствен-│ │ │ │ │
│но состарен- │ │ │ │ │
│ное │ │ │ │ │
Примечание.
Квадратные и прямоугольные трубы из сплава марки Д1
всех размеров должны иметь временное сопротивление не менее 390 МПа (40
кгс/мм2); предел текучести не менее 225 МПа (23 кгс/мм2); относительное
удлинение не менее 12%.
(Измененная
редакция, Изм. N 1).
3.3. Трубы должны
быть ровно обрезаны. Косина реза не должна превышать одной третьей предельного
отклонения на длину трубы.
Квадратные и
прямоугольные трубы всех размеров и круглые трубы диаметром до 32 мм
изготовляют без зачистки заусенцев.
Для остальных размеров
труб зачистка заусенцев производится по требованию потребителя.
3.4. Наружная и
внутренняя поверхность труб не должна иметь трещин, расслоений, неметаллических
включений, пятен коррозионного происхождения.
На поверхности труб
допускаются:
плены,
забоины, пузыри, царапины, следы технологической смазки, следы зачистки
дефектов, следы протяжки, если глубина их залегания не выводит толщину стенки
трубы за пределы ее допустимого минимального значения; отпечатки в виде вмятин,
а также кольцевые и спиральные следы отделки, если они не выводят трубу за
предельные отклонения по диаметру и толщине стенки; продольные риски для труб с толщиной стенки до 2 мм в количестве не
более двух на 10 мм периметра глубиной не более 0,04 мм, с толщиной стенки
более 2 мм - глубиной не более 0,05 мм;
цвета побежалости,
темные и светлые пятна и шероховатость от протяжки.
(Измененная
редакция, Изм. N 1).
3.5. На трубах не
допускается крупнокристаллическая структура (величина зерна).
3.6. Макроструктура
труб из сплавов марок Д1 и 1955, изготовленных
прессованием через комбинированную матрицу, не должна иметь расслоений.
3.7. Микроструктура
труб, прошедших закалку, не должна иметь следов пережога.
4. ПРАВИЛА
ПРИЕМКИ
4.1. Трубы
принимают партиями. Партия должна состоять из труб одной марки алюминия или
алюминиевого сплава, одного состояния материала, одной садки термической
обработки, одного размера и оформлена одним документом о качестве, содержащим:
товарный знак или
наименование и товарный знак предприятия-изготовителя;
наименование
потребителя;
марку алюминия или
алюминиевого сплава;
состояние
материала;
размеры труб;
номер партии;
массу нетто партии;
результаты
испытаний (для механических свойств указать только максимальные и минимальные
значения);
дату отгрузки;
обозначение
настоящего стандарта.
Допускаются в
партии термообработанные трубы, взятые из нескольких садок.
4.2. Для
определения химического состава - легирующих компонентов и основных примесей -
отбирают две трубы или одну бухту от партии. Прочие примеси не определяют.
Допускается
изготовителю определять химический состав алюминия или алюминиевого сплава на
каждой плавке.
4.3. Для проверки
механических свойств труб отбирают две трубы или одну
бухту от партии.
Механические
свойства отожженных труб из алюминия марок А8, А85, А5, АД0,
АД1 и алюминиевых сплавов марок АМц, АМцС и АД31 изготовитель не контролирует.
(Измененная
редакция, Изм. N 1).
4.3.1. При наличии
в партии нескольких садок изготовитель проводит проверку механических свойств
не менее чем на двух трубах от каждой садки.
4.4. Проверке
геометрических размеров подвергают каждую трубу и каждую бухту.
На
предприятии-изготовителе допускается выборочный контроль, но не менее чем на
пяти трубах от партии.
4.5. Проверке
качества наружной поверхности подвергают каждую трубу и каждую бухту.
4.6. Проверку
качества внутренней поверхности труб, изготовляемых в отрезках, внутренним
диаметром (стороной) свыше 20 мм проводят на каждой трубе.
Проверку качества
внутренней поверхности труб, изготовляемых в отрезках, внутренним диаметром
(стороной) 20 мм и менее проводят не менее чем на пяти трубах от партии.
Проверку качества
внутренней поверхности труб, изготовляемых в бухтах, проводят на двух бухтах от
партии.
4.7. Макроструктуру
труб с толщиной стенки свыше 1,5 мм из сплавов марок Д1
и 1955, изготовленных прессованием через комбинированную матрицу, испытывают на
50% труб от партии, но не менее чем на одной трубе.
4.8. По требованию
потребителя контроль на выявление крупнокристаллической структуры (величины
зерна) проводят на образцах, подвергающихся испытанию на растяжение.
Трубы,
изготовленные в нагартованном, нагартованном после закалки и (естественно или
искусственно) состаренном состоянии, закаленном и (естественно или
искусственно) состаренном состоянии, контролю на выявление
крупнокристаллической структуры не подвергаются.
4.9. При контроле
на пережог микроструктуры труб, подвергаемых закалке, изготовитель отбирает
одну трубу от каждой садки.
4.10. При получении
неудовлетворительных результатов испытаний хотя бы по одному из показателей по
нему проводят повторное испытание на удвоенной выборке, взятой от той же
партии. Результаты повторных испытаний распространяются на всю партию.
Допускается
проводить поштучный контроль труб.
5. МЕТОДЫ
ИСПЫТАНИЙ
5.1.
Определение химического состава алюминия проводят химическим методом по ГОСТ
25086-87, ГОСТ 12687.1-77 - ГОСТ 12697.12-77 или спектральным методом по ГОСТ
3221-85; алюминиевых сплавов - химическим методом по ГОСТ
25086-87, ГОСТ 11739.1-90, ГОСТ 11739.2-90, ГОСТ 11739.3-99, ГОСТ 11739.4-90,
ГОСТ 11739.5-90, ГОСТ 11739.6-99, ГОСТ 11739.7-99, ГОСТ 11739.8-90 - ГОСТ
11739.10-90, ГОСТ 11739.11-98 - ГОСТ 11739.15-99, ГОСТ 11739.16-90 - ГОСТ
11739.19-90, ГОСТ 11739.20-99, ГОСТ 11739.21-90, ГОСТ 11739.22-90, ГОСТ
11739.23-99, ГОСТ 11739.24-98 или спектральным методом по ГОСТ 7727-81.
(Измененная
редакция, Изм. N 1).
5.2. Отбор
и подготовку проб для определения химического состава труб проводят по ГОСТ
24231-80.
5.3. Отбор
образцов для механических испытаний проводят по ГОСТ 24047-80.
5.4.
Испытание на растяжение проводят по ГОСТ 10006-80.
Для проверки
механических свойств от каждой проверяемой трубы в продольном направлении
вырезают один образец.
Проверку
механических свойств труб марки 1955 в закаленном и
естественно состаренном состоянии, а также в нагартованном после закалки и
естественно состаренном состоянии изготовитель проводит через 2 - 4 сут
естественного старения, а потребитель - после 30 - 35 сут естественного
старения.
5.5.
Измерение труб по диаметру или стороне на расстоянии не менее 75 мм от конца
труб и толщине стенки проводят микрометром по ГОСТ 6507-90 или другим
инструментом, обеспечивающим необходимую точность измерения.
Проверку длины труб
проводят рулеткой по ГОСТ 7502-98 или металлической линейкой по ГОСТ 427-75.
5.6. Отклонение от
прямолинейности труб проверяют, помещая трубу на контрольную плиту; при
определении общего отклонения от прямолинейности проверяемую трубу придерживают
в заданном положении и с помощью щупов измеряют максимальное расстояние между
плитой и трубой.
При определении
отклонения от прямолинейности на 1 м к проверяемой трубе прикладывают жесткую
стальную линейку длиной 1 м и с помощью щупов измеряют максимальное расстояние
между линейкой и трубой.
5.7. Осмотр
поверхности труб проводят без применения увеличительных приборов.
Осмотр внутренней
поверхности труб в отрезках внутренним диаметром свыше 20 мм проводят на
освещенном экране.
Осмотр внутренней
поверхности труб в отрезках внутренним диаметром 20 мм и менее, а также труб в
бухтах всех диаметров проводят на образцах длиной не менее 100 мм, вырезанных в
продольном направлении.
Осмотр наружной
поверхности труб, изготовляемых в бухтах, проводят по наружным виткам.
5.8. Макроструктуру
труб с толщиной стенки свыше 1,5 мм из сплавов марок Д1
и 1955, изготовленных прессованием через комбинированную матрицу, проверяют на
поперечном макротемплете по методике предприятия-изготовителя.
5.9. Наличие
крупнокристаллической структуры в трубах определяют по шероховатости
поверхности образцов после испытания на растяжение. Допускаемая шероховатость
устанавливается эталоном, разработанным изготовителем и согласованным с
потребителем.
5.10.
Микроструктуру труб проверяют на одном образце, вырезанном из одной трубы по
методике предприятия-изготовителя.
При наличии
пережога повторный контроль микроструктуры не допускается.
6.
МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Трубы,
изготовляемые в отрезках, круглые, квадратные и прямоугольные вяжутся в пучки
по ГОСТ 9.510-93, к которым крепится ярлык с указанием: марки алюминия или
алюминиевого сплава, состояния материала, размеров, номера партии и клейма
отдела технического контроля предприятия-изготовителя.
Трубы,
изготовляемые в бухтах, связывают не менее чем в трех местах мягкой алюминиевой
проволокой. К бухтам крепится ярлык с указанием марки алюминия или алюминиевого
сплава, состояния материала, размеров, номера партии и клейма отдела
технического контроля предприятия-изготовителя.
6.2.
Временная противокоррозионная защита, упаковка, транспортирование и хранение -
по ГОСТ 9.510-93.
6.1, 6.2. (Измененная редакция, Изм. N 1).
6.2.1.
Транспортная маркировка грузовых мест - по ГОСТ 14192-96 с нанесением
дополнительных данных: наименования продукции, марки сплава, состояния
материала, размера труб, номера партии.
6.2.2. Маркировку
труб, предназначенных для экспорта, проводят в соответствии с заказом-нарядом
внешнеторгового объединения.
6.2.1, 6.2.2. (Введены дополнительно, Изм. N 1).
Справочное
1. Переводные
коэффициенты для вычисления теоретической массы 1 м труб из алюминия и
алюминиевых сплавов.
Для алюминия всех марок - 0,950
Для сплава марки АМц - 0,958
"
" " АМцС
- 0,958
"
" "
АД31 - 0,950
"
" " АМг0,7 - 0,947
"
" " АМг1 - 0,947
"
" " АД31
- 0,950
"
" " АВ
- 0,947
"
" " Д1 - 0,982
"
" " 1955
- 0,972.
2. Средний диаметр ![]() - это среднеарифметическое значение между
максимальным диаметром
- это среднеарифметическое значение между
максимальным диаметром ![]() и минимальным диаметром
и минимальным диаметром ![]() , измеренными в одной и той же плоскости, перпендикулярной к
оси трубы
, измеренными в одной и той же плоскости, перпендикулярной к
оси трубы
![]() .
.
Рассчитанное
значение ![]() должно быть в пределах допускаемых отклонений.
должно быть в пределах допускаемых отклонений.
3. Средняя толщина
стенок ![]() - это среднеарифметическое значение между
наибольшей толщиной стенок
- это среднеарифметическое значение между
наибольшей толщиной стенок ![]() и наименьшей толщиной стенок
и наименьшей толщиной стенок ![]() , измеренными в одной и той же плоскости, перпендикулярной к
оси трубы
, измеренными в одной и той же плоскости, перпендикулярной к
оси трубы
![]() .
.
Рассчитанное
значение ![]() должно быть в пределах установленных
отклонений.
должно быть в пределах установленных
отклонений.
4. Обозначение
среднего диаметра и средней толщины стенки в табл. 1 совпадает с номинальными
размерами.
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2024