Утверждено и
введено в действие
Постановлением
Госстандарта СССР
от 2 ноября 1987 г.
N 4113
ИЗМЕНЕНИЕ N 2 ГОСТ 23855-79
"СЛИТКИ ЦИЛИНДРИЧЕСКИЕ ИЗ АЛЮМИНИЕВОГО СПЛАВА
АД31.
ТЕХНИЧЕСКИЕ УСЛОВИЯ"
Дата введения
1 июля 1989 года
На обложке и первой
странице под обозначением стандарта заменить обозначение: "СТ СЭВ 831-77" на "СТ СЭВ 831-86".
Вводная часть.
Заменить ссылку: "СТ СЭВ 831-77" на "СТ
СЭВ 831-86".
Пункт 1.6. Заменить
значение и слова: +/- 40 мм на +80 мм; "диаметром до 150 мм включ. +5 мм; диаметром свыше 150 до 200 мм +6 мм" на "диаметром до 200 мм включ. +5 мм".
Пункты 2.4, 2.8
изложить в новой редакции: "2.4. Поверхность слитков должна быть чистой,
без надрывов, трещин, шлаковых и окисных включений, а также продуктов коррозии.
На поверхности слитков не допускаются дефекты поверхности (наплывы, ликваты, вырубки и следы зачистки, раковины, неслитины, забоины), превышающие по глубине или высоте:
для слитков с
нормальными требованиями к поверхности
2 мм - при диаметре
до 300 мм включ.;
3 мм - при диаметре
более 300 мм;
для слитков с
повышенными требованиями к поверхности
1,5 мм - при
диаметре до 300 мм включ.;
2 мм - при диаметре
более 300 мм с 01.07.1989.
В слитках,
изготовленных без резки на части, допускаются дефекты поверхности и внутренней
структуры донной части на расстоянии до 200 мм и литниковой части на расстоянии
100 мм от торцов.
2.8. Кривизна по
длине слитка не должна быть более 5 мм на 1 м длины.
По требованию
потребителя кривизна слитка не должна быть более 3 мм на 1 м длины".
Пункты 2.11, 2.12.
Заменить слова: "Перпендикулярность плоскости реза продольной оси" на "Косина реза".
Пункт 2.13. Подпункт а дополнить абзацем: "По требованию
потребителя содержание водорода не должно быть более 0,25 см3/100 г
металла".
Пункт 3.2 изложить
в новой редакции: "3.2. Контролю качества поверхности подвергают каждый
слиток.
Контролю размеров,
кривизны и косины реза подвергают 10% слитков от партии, но не менее двух
слитков".
Пункт 4.1. Заменить
ссылки: "ГОСТ 12697.0-77 - ГОСТ 12697.12-77" на "ГОСТ 12697.1-77
- ГОСТ 12697.12-77";
третий абзац.
Исключить слова: "На предприятии-изготовителе".
Пункты 4.3, 4.5
изложить в новой редакции: "4.3. Длина слитка измеряется рулеткой по ГОСТ
7502-80 или линейкой по ГОСТ 427-75 от литниковой части до пережима от
уплотнительной прокладки в донной части по длине образующей линии.
Диаметр слитка
измеряется со стороны литниковой части слитка в двух взаимно перпендикулярных
направлениях штангенциркулем по ГОСТ 166-80 или линейкой по ГОСТ 427-75. Каждое
из измерений должно соответствовать табл. 1.
Кривизну
слитка (![]() )
определяют с помощью стальной проволоки диаметром не менее 0,2 мм по ГОСТ
2771-81, прикладываемой вдоль оси слитка на всю его длину от литниковой части
на расстоянии 100 мм от торца до донной части на расстоянии 200 мм от торца, и
измерением максимального отклонения от плоскости (
)
определяют с помощью стальной проволоки диаметром не менее 0,2 мм по ГОСТ
2771-81, прикладываемой вдоль оси слитка на всю его длину от литниковой части
на расстоянии 100 мм от торца до донной части на расстоянии 200 мм от торца, и
измерением максимального отклонения от плоскости (![]() ) в
миллиметрах линейкой по ГОСТ 427-75 или штангенглубиномером
по ГОСТ 162-80. Кривизна слитка
определяется делением полученного значения
) в
миллиметрах линейкой по ГОСТ 427-75 или штангенглубиномером
по ГОСТ 162-80. Кривизна слитка
определяется делением полученного значения ![]() на длину слитка.
на длину слитка.
Косина реза (![]() ) определяется
наибольшим расстоянием от плоскости торца слитка до вертикальной плоскости,
проходящей через крайнюю точку торца (чертеж).
) определяется
наибольшим расстоянием от плоскости торца слитка до вертикальной плоскости,
проходящей через крайнюю точку торца (чертеж).
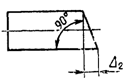
Косина реза (![]() ) измеряется
металлическим угольником по ГОСТ 3749-77, лежащим одной стороной на плоскости
расположения слитка, и измерительной линейкой по ГОСТ 427-75. Измерение косины
реза проводят на двух торцовых плоскостях.
) измеряется
металлическим угольником по ГОСТ 3749-77, лежащим одной стороной на плоскости
расположения слитка, и измерительной линейкой по ГОСТ 427-75. Измерение косины
реза проводят на двух торцовых плоскостях.
Для проверки
глубины и высоты дефектов поверхности слитков должен применяться глубиномер
индикаторный по ГОСТ 7661-67 или штангенглубиномер по
ГОСТ 162-80.
Допускается
применение других измерительных приборов, обеспечивающих соответствующую
точность.
4.5. Контроль
качества слитков по внутренним дефектам производят на макрошлифах темплетов.
Для контроля
качества слитков от каждого отобранного слитка отрезают поперечный темплет толщиной 20 - 30 мм. Для необрезанных слитков темплеты отрезают от донной части на расстоянии 250 - 300
мм от торца.
Для приготовления
макрошлифов темплеты подвергают торцовке со стороны,
прилегающей к слитку. Шероховатость обработанной поверхности Rz должна быть не менее 20 мкм.
Травление
макрошлифов проводят 10 - 20%-ным раствором
гидроокиси натрия в течение 10 - 20 мин при комнатной температуре не ниже 15
°С. После травления поверхность промывают водой и осветляют 25 - 50%-ным раствором азотной кислоты до удаления темного налета с последующей
промывкой в воде. Осмотр макрошлифа проводят без применения увеличительных
средств.
Допускается
контролировать слитки ультразвуковым методом по методике, согласованной
изготовителем с потребителем.
При разногласиях в
оценке качества слитков по внутренним дефектам контроль проводят на макрошлифах
темплетов".
Пункт 5.3. Второй
абзац после слов "по ГОСТ 13843-78" дополнить словами "или
другой нормативно-технической документации";
дополнить абзацами:
"Подготовка грузов к транспортированию морским транспортом проводится в
соответствии с ГОСТ 26653-85.
По согласованию
изготовителя с потребителем допускается пакетирование слитков массой более 500
кг и увеличение массы пакета до 10 т".
Пункт 5.4 дополнить
абзацем: "При транспортировании слитков прямым железнодорожным сообщением повагонными отправками транспортная маркировка наносится на
четырех грузовых местах. На остальных грузовых местах несмываемой краской
указывается масса груза".
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2024