Утвержден и введен в
действие
Постановлением
Госстандарта СССР
от 19 марта 1990 г.
N 456
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ
ДЛЯ ФУТЕРОВКИ ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧЕЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Refractory products
for electric-arc
steel-melting furnace lining.
Specifications
ГОСТ 28468-90
Группа И25
ОКП 15 7400, 15
7200,
15 7100, 15 6800
Срок действия
с 1 января 1992
года
до 1 января 2002
года
ИНФОРМАЦИОННЫЕ
ДАННЫЕ
1. Разработан и
внесен Министерством металлургии СССР.
Разработчики: А.Ф. Маурин, канд. техн.
наук; М.И. Диесперова, канд. техн. наук; В.И. Сизов, канд. техн. наук; М.П. Басьянс, канд. техн. наук; Г.А.
Мосеева.
2. Утвержден и
введен в действие Постановлением Государственного комитета СССР по управлению
качеством продукции и стандартам от 19.03.1990 N 456.
3. Впервые.
4. Ссылочные
нормативно-технические документы
──────────────────────────────────────────────────┬───────────────
Обозначение НТД, на который дана
ссылка │ Номер пункта
──────────────────────────────────────────────────┼───────────────
ГОСТ
427-75
│3.1
ГОСТ
2409-80
│3.4
ГОСТ
2642.0-86
│3.2
ГОСТ
2642.2-86 │3.2
ГОСТ
2642.3-86
│3.2
ГОСТ
2642.4-86
│3.2
ГОСТ
2642.5-86
│3.2
ГОСТ
2642.7-86
│3.2
ГОСТ
2642.8-86 │3.2
ГОСТ
2642.9-86
│3.2
ГОСТ
4070-83
│3.5
ГОСТ
4071-80
│3.3
ГОСТ
5402-81
│3.7
ГОСТ
7875-83
│3.6
ГОСТ
8179-85
│3.2
ГОСТ
10198-78
│1.5
ГОСТ
10905-86
│3.8
ГОСТ
14192-77 │1.4.2
ГОСТ
15136-78
│3.9
ГОСТ
21140-88
│1.5.1
ГОСТ
24597-81
│1.5.1
ГОСТ
24717-81
│1.4.1, 1.5
ГОСТ
25706-83
│3.10
ГОСТ
25714-83
│3.3, 3.4
Настоящий стандарт
распространяется на огнеупорные изделия, предназначенные для футеровки дуговых
сталеплавильных печей.
1.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Изделия должны
изготовляться в соответствии с требованиями настоящего стандарта по
техническому регламенту, утвержденному в установленном порядке.
1.2. Основные
параметры и размеры
1.2.1. В
зависимости от физико-химических показателей и назначения изделия подразделяют
на марки, приведенные в табл. 1.
Таблица 1
────────┬───────────────────────────────────────────┬──────────────────────
Марка
│
Наименование │ Назначение
────────┼───────────────────────────────────────────┼──────────────────────
МКД-80 │ Муллитокорундовые изделия с массовой
долей│ Для сводов
│окиси алюминия не менее 80% для дуговых │
│сталеплавильных печей │
ППД-93 │ Периклазовые
изделия из плавленого
│ Для шлакового пояса
│периклаза
с массовой долей окиси магния
│всех печей и стен
│не менее 93% для дуговых
сталеплавильных │высокомощных
печей
│печей │с водоохлаждаемыми
│
│элементами
ПД-92 │ Периклазовые
изделия из обогащенного
│ Для откосов в местах
│магнезита с массовой долей окиси
магния │контакта с металлом
│не менее 92% для дуговых сталеплавильных
│и шлаком
│печей │
ПД-89 │ Периклазовые
изделия
│ Для подин и откосов
│с массовой долей окиси магния не
менее 89% │
│для дуговых сталеплавильных печей │
ПХД-72 │ Периклазохромитовые
изделия
│ Для сводов и стен
│из обогащенного магнезита │крупнотоннажных печей
│с массовой долей окиси магния не
менее 72% │
│для дуговых сталеплавильных
печей │
ПХД-67 │ Периклазохромитовые
изделия
│ Для сводов и стен
│с массовой долей окиси магния не
менее 67% │
│для дуговых сталеплавильных
печей │
ХПТД-55
│ Хромитопериклазовые изделия (специального │ Для сводов и стен
│зернового состава) термостойкие
│
│с массовой долей окиси магния не
менее 55% │
│для дуговых сталеплавильных
печей │
ПУБД-73
│ Периклазоуглеродистые изделия │ Для
шлакового пояса
│из обогащенного магнезита безобжиговые
│и стен высокомощных
│с массовой долей окиси магния не
менее 73% │печей с водоохлажда-
│для дуговых сталеплавильных
печей │емыми
элементами
ПУПБД-72│
Периклазоуглеродистые изделия │ Для особо
│из плавленого периклаза безобжиговые │ответственных
│с массовой долей окиси магния не
менее 72% │участков футеровки
│для дуговых сталеплавильных
печей │и высокоагрессивных
│
│условий эксплуатации
ПУБД-70
│ Периклазоуглеродистые изделия безобжиговые│ Для шлакового
пояса
│с массовой долей окиси магния не
менее 70% │
│для дуговых сталеплавильных
печей │
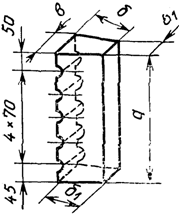
1.2.2. Форма и
размеры изделий должны соответствовать приведенным на
черт. 1 - 9 и в табл. 2 - 10.
КИРПИЧ ПРЯМОЙ
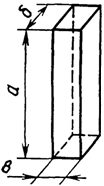
Черт. 1
─────────────────┬───────────────┬───────────────┬────────────────
Номер изделия │
а │ б
│ в
├───────────────┴───────────────┴────────────────
│ мм
─────────────────┼───────────────┬───────────────┬────────────────
1
│ 230 │ 115
│ 75
2
│ 300 │ 150
│ 75
3
│ 380
│ 150 │ 75
4
│ 460 │ 150
│ 75
КЛИН ТОРЦОВЫЙ
ДВУСТОРОННИЙ
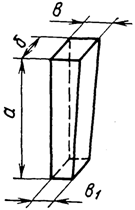
Таблица 3
─────────────────┬───────────┬───────────┬───────────┬────────────
Номер изделия │
а │ б
│ │ в
│ │ │ │ 1
├───────────┴───────────┴───────────┴────────────
│ мм
─────────────────┼───────────┬───────────┬───────────┬────────────
5
│ 230 │
115 │ 75
│ 55
6
│ 230 │
115 │ 75
│ 65
7
│ 300 │
150 │ 75
│ 68
8
│ 300 │
150 │ 85
│ 68
9
│ 380 │
150 │ 75
│ 65
10
│ 386 │
154 │ 85
│ 75
11
│ 460 │
150 │ 79
│ 68
КЛИН РЕБРОВЫЙ
ДВУСТОРОННИЙ
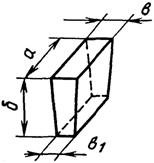
Таблица 4
─────────────────┬───────────┬───────────┬───────────┬────────────
Номер изделия │
а │ б
│ │ в
│ │ │ │ 1
├───────────┴───────────┴───────────┴────────────
│ мм
─────────────────┼───────────┬───────────┬───────────┬────────────
12
│ 230 │
115 │ 75
│ 65
13
│ 300
│ 150 │
75 │ 55
КЛИН ПЕРЕХОДНОЙ
(РАДИАЛЬНЫЙ) ДВУСТОРОННИЙ
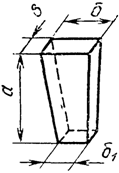
Таблица 5
─────────────────┬───────────┬───────────┬───────────┬────────────
Номер изделия
│ а │
б │ б │
в
│ │ │ 1
│
├───────────┴───────────┴───────────┴────────────
│ мм
─────────────────┼───────────┬───────────┬───────────┬────────────
14
│ 230 │
115 │ 70
│ 75
15
│ 230 │
115 │ 93
│ 75
16
│ 380 │
150 │ 99
│ 75
17
│ 380 │
150 │ 140
│ 75
18 │
450 │ 150
│ 125 │
75
19
│ 460 │
150 │ 140
│ 75
КЛИН РАДИАЛЬНЫЙ
ОДНОСТОРОННИЙ
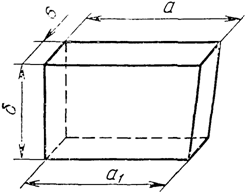
Таблица 6
─────────────────┬───────────┬───────────┬───────────┬────────────
Номер изделия
│ а │
а
│ б │
в
│ │ 1
│ │
├───────────┴───────────┴───────────┴────────────
│ мм
─────────────────┼───────────┬───────────┬───────────┬────────────
20
│ 230 │
225 │ 115
│ 75
КЛИН ПИРАМИДАЛЬНЫЙ
ДВУСТОРОННИЙ
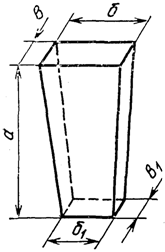
Таблица 7
─────────────────┬─────────┬─────────┬────────┬─────────┬─────────
Номер изделия
│ а │
б │ б │
в │ в
│ │ │ 1 │ │ 1
├─────────┴─────────┴────────┴─────────┴─────────
│ мм
─────────────────┼─────────┬─────────┬────────┬─────────┬─────────
21
│ 230 │
115 │ 93
│ 75 │
65
22 │
300 │ 125
│ 120 │
78 │ 75
КЛИН
ТРАПЕЦЕИДАЛЬНЫЙ ДВУСТОРОННИЙ
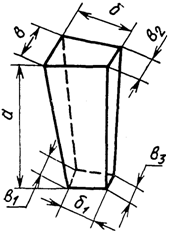
Таблица 8
──────────────┬───────┬──────┬──────┬──────┬───────┬──────┬───────
Номер изделия│ а
│ б │
б
│ в │
в │ в
│ в
│ │ │
1 │ │
1 │ 2
│ 3
├───────┴──────┴──────┴──────┴───────┴──────┴───────
│ мм
──────────────┼───────┬──────┬──────┬──────┬───────┬──────┬───────
23
│ 300 │ 125
│ 120 │ 85
│ 82 │
71 │ 68
24
│ 300 │ 150
│ 142 │ 75
│ 71 │
67 │ 64
25
│ 380 │ 150
│ 140 │ 84
│ 79 │
76 │ 72
26
│ 460 │ 150
│ 140 │ 84
│ 79 │
73 │ 69
Клин
трапецеидальный двусторонний
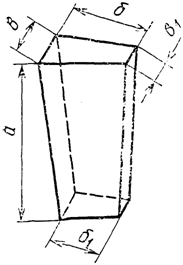
Таблица 9
─────────────────┬─────────┬─────────┬────────┬─────────┬─────────
Номер изделия
│ а │
б │ б │
в │ в
│ │ │ 1 │ │ 1
├─────────┴─────────┴────────┴─────────┴─────────
│ мм
─────────────────┼─────────┬─────────┬────────┬─────────┬─────────
27
│ 300 │
150 │ 142
│ 75 │
67
28
│ 380 │
150 │ 140
│ 84 │
56
29
│ 460 │
150 │ 140
│ 84 │
57
─────────────────┬─────────┬─────────┬────────┬─────────┬─────────
Номер изделия
│ а │
б │ б │
в │ в
│ │ │ 1 │
│ 1
├─────────┴─────────┴────────┴─────────┴─────────
│ мм
─────────────────┼─────────┬─────────┬────────┬─────────┬─────────
30
│ 375 │
150 │ 140
│ 102 │
71
1.2.3. Расчетные объем и масса изделий приведены в Приложении.
1.2.4. Допускается
изготовление изделий других форм и размеров по чертежам, согласованным
изготовителем и потребителем в установленном порядке.
1.2.5. Рабочей
поверхностью изделий N 5 - 30 считается поверхность по торцовой грани ![]() (черт. 2),
(черт. 2), ![]() (черт. 3), бв (черт.
4, 6),
(черт. 3), бв (черт.
4, 6), ![]() (черт. 5),
(черт. 5), ![]() (черт. 7),
(черт. 7), ![]() (черт. 8),
(черт. 8), ![]() (черт. 9).
(черт. 9).
Рабочая поверхность
изделий, изготовляемых по чертежам, согласованным изготовителем с потребителем,
должна быть указана на чертежах.
1.2.6. Предельные
отклонения по размерам изделий должны соответствовать нормам, приведенным в
табл. 11, 12.
Таблица 11
───────────────────┬───────────────────────────────────────────────────────
Размеры │ Предельные отклонения по маркам, мм
├───────────────────────────┬───────────────────────────
│ МКД-80, ППД-93, │
ПХД-72, ПХД-67, ХПТД-55
│ ПД-92, ПД-89 │
├─────────────┬─────────────┼─────────────┬─────────────
│1-я подгруппа│2-я
подгруппа│1-я подгруппа│2-я подгруппа
───────────────────┼─────────────┼─────────────┼─────────────┼─────────────
Длина: │ │ │ │
до 230 мм включ. │
+/- 2 │ +/- 3
│ +/- 3 │
+/- 4
св. 230 │ +/- 3
│ +/- 4 │
+/- 4 │ +/- 5
до
300 мм включ.
│ │ │ │
св. 300 │ +/- 4
│ +/- 5 │
+/- 5 │ +/- 6
до
380 мм включ.
│ │ │ │
св. 380 │ -
│ - │
+/- 6 │ +/- 8
Ширина │ +/- 2
│ +/- 3 │
+/- 3 │ +/- 4
Толщина │ +/- 1
│ +/- 2 │
+/- 2 │ +/- 3
───────────────────────┬───────────────────────────────────────────────────
Размеры │ Предельные отклонения, мм,
│ для изделий марок: ПУБД-73, ПУПБД-72,
ПУБД-70
───────────────────────┼───────────────────────────────────────────────────
Длина: │
до 300 мм включ. │ +/- 3
св. 300 до 380 включ.
│ +/- 5
Ширина │ +/- 2
Толщина │ +/- 2
1.3. Характеристики
1.3.1. Изделия по
физико-химическим показателям должны соответствовать требованиям, приведенным в
табл. 13.
Таблица 13
──────────────────┬────────────────────────────────────────────────────────────────────────
Наименование │ Нормы для марки
показателя
├──────┬──────┬─────┬─────┬──────┬──────┬───────┬───────┬────────┬───────
│МКД-80│ППД-93│ПД-92│ПД-89│ПХД-72│ПХД-57│ХПТД-55│ПУБД-73│ПУПБД-72│ПУБД-70
──────────────────┼──────┼──────┼─────┼─────┼──────┼──────┼───────┼───────┼────────┼───────
Массовая доля,
%:│ │ │ │
│ │ │ │ │ │
Al O , не менее │
80 │ -
│ - │
- │ -
│ - │
- │ -
│ - │
-
2 3 │ │ │ │
│ │ │ │ │ │
│ │ │ │
│ │ │ │ │
│
MgO, не менее │
- │ 93
│ 92 │ 89 │
72 │ 67
│ 55 │
73 │
72 │ 70
CaO, не более │
- │ 2,5 │ 3,0 │ 4,0 │ -
│ - │
- │ -
│ - │
-
SiO , не более │
- │ 1,7 │ 2,5 │ 2,5 │ Не
│ Не │
- │ -
│ - │
-
2 │ │ │ │
│норм. │норм.
│ │ │ │
│ │ │ │
│ │ │ │ │
│
Cr O │ -
│ - │
- │ -
│7 - 15│7 - 15│16 - 22│ -
│ - │
-
2 3 │ │ │ │
│ │ │ │ │ │
│ │ │ │
│ │ │ │ │
│
Fe O , не более │ 0,8
│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
2 3 │ │ │ │
│ │ │
│ │ │
│ │ │ │
│ │ │ │ │
│
Изменение массы │
- │ -
│ - │
- │ -
│ - │
- │7 - 18 │10 - 25
│7 - 18
при
прокаливании, │ │ │ │
│ │ │ │ │ │
% │ │ │ │
│ │ │ │ │
│
Предел прочности │ 40
│ 45 │ 60
│ 45 │ 40
│ 33 │
25 │ 16
│ 25 │
10
при
сжатии, Н/мм2,│ │ │ │
│ │
│ │ │ │
не
менее │ │ │ │
│ │ │ │ │
│
Пористость откры-│ 23
│ 18 │ 18
│ 24 │ 16
│ 20 │
20 │ 12
│ 8 │
20
тая,
%, не более │ │ │ │
│ │ │ │ │ │
Температура нача-│
1620 │ 1600 │1570 │1520 │ 1570 │ 1550 │
1540 │ -
│ - │
-
ла
размягчения, │ │ │ │
│ │ │ │ │
│
°C,
не ниже │ │ │ │
│ │ │ │ │ │
Термическая стой-│ 12
│ - │
- │ -
│ 5 │
5 │ 7
│ - │
- │ -
кость
при 1300 °C │ │ │ │
│ │ │ │ │ │
(охлаждение водя- │ │ │ │
│ │ │ │ │ │
ное),
теплосмен, │ │ │ │
│ │ │ │ │
│
не
менее │ │ │ │
│ │ │ │ │
│
Дополнительная │ 0,3
│ - │ 0,5 │ 0,6 │ 0,5 │ 0,6
│ - │
- │ -
│ -
линейная
усадка │ │ │ │
│ │ │ │ │
│
при
1650 °C, %, │ │ │ │
│ │ │ │ │
│
не
более │ │ │
│ │ │ │ │ │ │
Примечание. Норма
по показателю массовая доля ![]() для изделий марок ПХД-72, ПХД-67 вводится с
01.01.1993.
для изделий марок ПХД-72, ПХД-67 вводится с
01.01.1993.
Определение
обязательно для накопления данных.
1.3.2. Изделия по
показателям внешнего вида должны соответствовать требованиям, приведенным в
табл. 14.
Таблица 14
мм
───────────────────────────┬──────────────────────────────────────
Наименование показателя │ Норма
├───────────────────┬──────────────────
│ 1-я подгруппа │
2-я подгруппа
───────────────────────────┼───────────────────┼──────────────────
Кривизна,
не более: │ │
для изделий размером │ │
до 230 мм включ. │ 1 │ 2
св. 230 до 380 мм включ. │
2 │ 3
св. 380 │ 3 │ 4
Отбитость углов, не более: │ │
для изделий размером │ │
до 230 мм включ. │ 5 │ 8
св. 230 до 380 мм включ. │
6 │ 8
св. 380 мм │ 10 │ 12
Отбитость ребер, не более: │ │
для изделий размером │ │
до 230 мм включ. │ 3 │ 5
св. 230 до 380 мм включ. │
4 │ 5
св. 380 мм │ 5
│ 8
Примечание. Нормы
для показателей внешнего вида приведены без учета определения рабочей
поверхности и относятся только к одной из поверхностей.
1.3.3. Изделия по
всей поверхности излома должны иметь однородное строение, без трещин и пустот.
1.4. Маркировка
1.4.1.
Маркировка изделий - по ГОСТ 24717 со следующим дополнением: допускается
нанесение знака "Д" краской на поверхность изделия или на пакет.
1.4.2.
Транспортная маркировка грузов - по ГОСТ 14192.
Упаковка изделий в
соответствии с черт. 1 по ГОСТ 24717, в ящики типа I-1, I-2 по ГОСТ 10198.
Габаритные размеры пакета - по ГОСТ 24597, размеры ящиков по ГОСТ 21140.
2. ПРИЕМКА
2.1. Правила
приемки по ГОСТ 8179 и ОСТ 14-8-216 - со следующими дополнениями.
Изделия принимают
партиями.
Партия должна
состоять из изделий одной марки, сопровождаться одним документом о качестве,
содержащим:
товарный знак или
наименование предприятия-изготовителя и его товарный знак;
условное
обозначение марки;
номер партии;
массу нетто партии;
дату изготовления
партии;
результаты
определения химического состава изделий;
штамп технического
контроля.
Масса партии должна
быть не более 230 т.
Для проверки
соответствия качества изделий требованиям настоящего стандарта
предприятие-изготовитель и потребитель проводит: приемосдаточные испытания по
показателям: внешнему виду и размерам, строению в изломе, пределу прочности при
сжатии, открытой пористости, температуре начала размягчения, термической
стойкости, дополнительной усадке.
Объем выборки
изделий по плану контроля номер 2 или 5, а для нормальных изделий - по плану
контроля 2 или 4.
Периодические
испытания по химическому составу, изменению массы при прокаливании на каждой
второй партии.
3. МЕТОДЫ
КОНТРОЛЯ
3.1.
Размеры изделий проверяют металлической линейкой по ГОСТ 427 с ценой деления
шкалы 1 мм или соответствующими шаблонами, обеспечивающими заданную точность
измерения.
3.2.
Массовые доли ![]() , MgO, CaO,
, MgO, CaO, ![]() ,
, ![]() ,
, ![]() , а
также изменение массы при прокаливании определяют по ГОСТ 2642.0, ГОСТ 2642.2,
ГОСТ 2642.3, ГОСТ 2642.4, ГОСТ 2642.5, ГОСТ 2642.7, ГОСТ 2642.8, ГОСТ 2642.9.
Допускается применение других методов анализа, обеспечивающих требуемую
точность.
, а
также изменение массы при прокаливании определяют по ГОСТ 2642.0, ГОСТ 2642.2,
ГОСТ 2642.3, ГОСТ 2642.4, ГОСТ 2642.5, ГОСТ 2642.7, ГОСТ 2642.8, ГОСТ 2642.9.
Допускается применение других методов анализа, обеспечивающих требуемую
точность.
3.3. Предел
прочности при сжатии определяют по ГОСТ 4071 или по ГОСТ 25714, при определении
по ГОСТ 25714 испытания проводят на удвоенном количестве образцов.
3.4.
Пористость открытую определяют по ГОСТ 2409 или по ГОСТ 25714, при определении
по ГОСТ 25714 испытания проводят на удвоенном количестве образцов.
3.5.
Температуру начала размягчения определяют по ГОСТ 4070.
3.6.
Термическую стойкость определяют по ГОСТ 7875.
3.7. Дополнительную
линейную усадку определяют по ГОСТ 5402.
3.8.
Кривизну определяют на поверочной плите по ГОСТ 10905 или аттестованной
металлической плите при помощи щупа шириной 10 мм и толщиной, превышающей на
0,1 мм установленную норму кривизны.
3.9.
Глубину отбитости углов и ребер определяют по ГОСТ
15136.
3.10.
Ширину трещин определяют при помощи измерительной лупы по ГОСТ 25706.
3.11. Для получения
поверхности излома изделие раскалывают на две части. Строение изделий в изломе
определяют визуально.
4.
ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и
хранение изделий - по ГОСТ 24717.
Приложение
Справочное
РАСЧЕТНЫЕ ОБЪЕМ И МАССА
ИЗДЕЛИЙ
Таблица 15
────────┬────────┬─────────────────────────────────────────────────────────
Номер
│ Объем, │
Масса, кг, для изделий марки
изделия
│ см3
├─────────┬─────────┬────────┬─────────┬─────────┬────────
│ │ ПХД-72 │ ПХД-67 │ ПД-92, │ ХПТД-55
│ПУБД-73, │МКД-80,
│ │ │ │ ППД-93 │ │ПУБД-70, │ ПД-89
│ │ │ │ │ │ПУПБД-72 │
────────┼────────┼─────────┼─────────┼────────┼─────────┼─────────┼────────
1
│ 1984 │
6,2 │ 6,0
│ 6,0 │
5,9 │ 5,5
│ 5,4
2
│ 3375 │
10,5 │ 10,3
│ 10,1 │
10,1 │ 9,3
│ 9,1
3
│ 4275 │
13,3 │ 13,0
│ 12,8 │
12,4 │ 11,8
│ 11,5
4
│ 5175 │
16,2 │ 15,7
│ 15,5 │
15,0 │ 14,2
│ 14,0
5
│ 1713 │
5,3 │
5,2 │ 5,1
│ 5,1 │
4,7 │ 4,6
6
│ 1850 │
5,8 │ 5,6
│ 5,6 │
5,5 │ 5,1
│ 5,0
7
│ 3218 │
10,0 │ 9,8
│ 9,7 │
9,6 │ 8,9
│ 8,7
8
│ 3437 │
10,7 │ 10,5
│ 10,3 │
10,3 │ 9,5
│ 9,3
9
│ 3939 │
12,5 │ 12,1
│ 12,0 │
11,9 │ 11,0
│ 10,8
10
│ 4754 │
14,8 │ 14,5
│ 14,3 │
14,2 │ 13,1
│ 12,8
11
│ 5070 │
15,8 │ 15,4
│ 15,2 │
15,2 │ 13,9
│ 13,7
12
│ 1844 │
5,8 │ 5,6
│ 5,5 │
5,5 │ 5,1
│ 5,0
13
│ 2990 │
9,3 │ 9,1
│ 9,0 │
8,9 │ 8,2
│ 8,1
14
│ 1565 │
4,9 │ 4,8
│ 4,7 │
4,7 │ 4,3
│ 4,2
15
│ 1786 │
5,6 │ 5,4
│ 5,4 │ 5,3
│ 4,9 │
4,8
16
│ 3516 │
11,0 │ 10,7
│ 10,6 │
10,5 │ 9,7
│ 9,5
17
│ 4133 │
12,9 │ 12,6
│ 12,4 │
12,4 │ 11,4
│ 11,2
18
│ 4737 │
14,8 │ 14,4
│ 14,2 │
14,2 │ 13,0
│ 12,8
19 │ 5001
│ 15,6 │
15,2 │ 15,0
│ 15,0 │
13,8 │ 13,5
20
│ 1962 │
6,1 │ 6,0
│ 5,9 │
5,9 │ 5,4
│ 5,3
21
│ 1678 │
5,2 │ 5,1
│ 5,0 │
5,0 │ 4,6
│ 4,5
22
│ 2812 │
8,8 │ 8,6
│ 8,4 │
8,4 │ 7,7
│ 7,6
23
│ 2812 │
8,8 │ 8,6
│ 8,4 │
8,4 │ 7,7
│ 7,6
24
│ 3034 │
9,5 │ 9,2
│ 9,1 │
9,1 │ 8,3
│ 8,2
25
│ 4287 │
13,4 │ 13,0
│ 12,9 │
12,8 │ 11,8
│ 11,6
26
│ 5088 │
15,9 │ 15,5
│ 15,3 │
15,2 │ 14,0
│ 13,7
27
│ 3109 │
9,7 │ 9,5
│ 9,3 │
9,3 │ 8,6
│ 8,4
28
│ 3856 │
12,0 │ 11,7
│ 11,6 │
11,6 │ 10,6
│ 10,4
29
│ 4701 │
14,7 │ 14,3 │
14,1 │ 14,1
│ 12,9 │
12,7
30
│ 4357 │
13,6 │ 13,3
│ 13,1 │
13,0 │ 12,0
│ 11,8
Примечание. При
расчете массы изделий средняя кажущаяся плотность в г/см3
принята равной:
3,12 - для марки
ПХД-72;
3,04 - для марки
ПХД-67;
3,00 - для марок
ПД-92, ППД-93;
2,99 - для марки
ХПТД-55;
2,75 - для марок
ПУБД-73, ПУБД-70, ПУПБД-72;
2,7 - МКД-80,
ПД-89.
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2024