Утвержден и введен в
действие
Постановлением
Госстандарта СССР
от 26 апреля 1991
г. N 591
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТАЛЛОПРОДУКЦИЯ
МЕТОДЫ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ФОРМЫ
Metal products. Methods of
measuring form variations
ГОСТ 26877-91
Группа В09
ОКП 0901
Дата введения
1 июля 1992 года
ИНФОРМАЦИОННЫЕ
ДАННЫЕ
1. Разработан и
внесен Министерством металлургии СССР.
Разработчики: С.И. Рудюк, канд. техн.
наук; Ю.В. Филонов, канд. техн. наук; В.Ф. Коваленко,
канд. техн. наук; В.А. Ена, канд. техн.
наук; Г.П. Мастепанова (руководитель работы); В.А. Гудыря.
2. Утвержден и
введен в действие Постановлением Государственного комитета СССР по управлению
качеством продукции и стандартам от 26.04.1991 N 591.
3. Взамен ГОСТ
26877-86.
4. Ссылочные
нормативно-технические документы
───────────────────────────────────────────┬──────────────────────
Обозначение НТД, на который дана ссылка │
Номер приложения
───────────────────────────────────────────┼──────────────────────
ГОСТ
8.051-81
│ 3
ГОСТ
162-90
│ 2
ГОСТ
164-90
│ 2
ГОСТ
166-89
│ 2
ГОСТ
427-75
│ 2
ГОСТ
577-68
│ 2
ГОСТ
2879-88 │ 4
ГОСТ
3749-77
│ 2
ГОСТ
5378-88
│ 2
ГОСТ
6507-90
│ 2
ГОСТ
7502-80
│ 2
ГОСТ
8026-75
│ 2
ГОСТ
10965-86
│ 2
ГОСТ
11358-89
│ 2
ТУ
2-034-225-87
│ 2
Настоящий стандарт
устанавливает методы измерения отклонений, формы блюмов, слябов, листов, ленты,
полосы, рулона, прутков, труб, профилей горячекатаных и гнутых, катанки и
проволоки из черных и цветных металлов и сплавов.
Термины и пояснения
отклонений формы металлопродукции приведены в Приложении 1.
1. СРЕДСТВА
ИЗМЕРЕНИЯ
Для измерения
отклонений формы применяют стандартизированные ручные средства измерения,
приведенные в Приложении 2, а также нестандартизованные
автоматические, приведенные в Приложении 3.
Допускается
применять другие средства измерения, прошедшие госиспытания
или метрологическую аттестацию в органах государственных или ведомственных
служб и удовлетворяющие по точности требованиям настоящего стандарта.
2.
ПОДГОТОВКА К ИЗМЕРЕНИЮ
2.1. Для измерения
отклонения формы металлопродукцию укладывают на плоскую поверхность, например
поверочную плиту или стеллаж.
2.2.
Металлопродукция на плоскости должна лежать свободно без воздействия каких-либо
внешних сил, например, нажима, натяжения, кручения, если в стандартах на
конкретный вид проката не установлены другие требования.
3.
ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
3.1. Отклонения от
плоскостности и прямолинейности измеряют на всей длине металлопродукции или на
длине 1000 мм, если в стандартах на конкретный вид проката не установлены
другие требования.
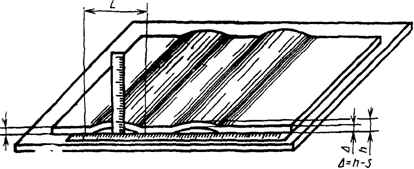
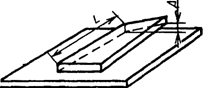
3.2. Волнистость, коробоватость и прогиб определяют по наибольшему значению ![]() между плоской поверхностью и нижней
поверхностью металлопродукции или между верхней поверхностью и прилегающей
плоскостью или прямой, параллельной плоской поверхности.
между плоской поверхностью и нижней
поверхностью металлопродукции или между верхней поверхностью и прилегающей
плоскостью или прямой, параллельной плоской поверхности.
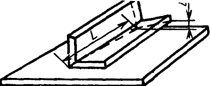
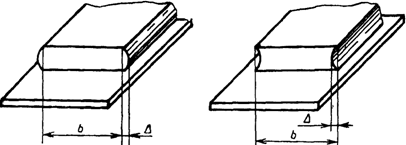
Измерения проводят
одним из способов:
1) с помощью приложенной к торцу металлопродукции в вертикальном
положении измерительной линейки, штангенглубиномера
или щупа (черт. 1 и 2);
2) с помощью прилегающей к верхней поверхности жесткой стальной
линейки и измерительной линейки, расположенной вертикально (черт. 3);
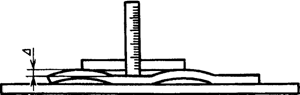
Черт. 3
3) с помощью прилегающей к верхней поверхности натянутой стальной
струны и измерительной линейки, расположенной вертикально (черт. 4);
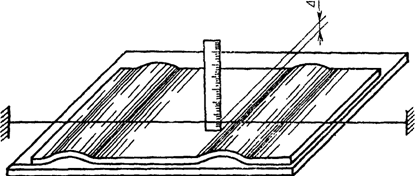
Черт. 4
4) индикатором,
укрепленным на кронштейне и перемещающимся параллельно плоскости расположения
металлопродукции.
Волнистость, коробоватость и прогиб выражаются в миллиметрах или
процентах на нормируемую длину.
Длина волны
выражается в миллиметрах.
При необходимости
определяют длину волны (L) измерением расстояния между точками прилегания
поверхности к металлопродукции с помощью измерительной стальной линейки (черт.
1).
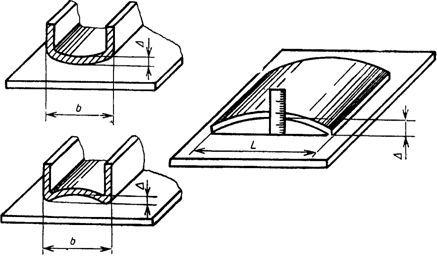
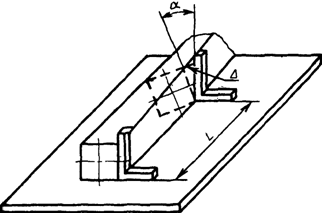
3.3. Скручивание
измеряют в любой плоскости на нормируемом расстоянии L от базового поперечного
сечения.
Металлопродукцию
укладывают так, чтобы одна из ее сторон в базовом поперечном сечении
соприкасалась с плоской поверхностью.
1) измеряют
значение отставания ![]() поперечного сечения от плоской поверхности с
помощью измерительной линейки или щупа (черт. 5 и 6);
поперечного сечения от плоской поверхности с
помощью измерительной линейки или щупа (черт. 5 и 6);
Черт. 5
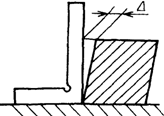
2) измеряют
значение отставания ![]() поперечного сечения металлопродукции от
прилегающей плоскости с помощью угольника, лежащего одной стороной на плоской
поверхности, и измерительной линейки или щупом (черт. 7).
поперечного сечения металлопродукции от
прилегающей плоскости с помощью угольника, лежащего одной стороной на плоской
поверхности, и измерительной линейки или щупом (черт. 7).
Черт. 7
Угол скручивания ![]() поперечного сечения металлопродукции
относительно базового поперечного сечения может быть измерен также угломером.
поперечного сечения металлопродукции
относительно базового поперечного сечения может быть измерен также угломером.
Скручивание
выражается в миллиметрах или градусах на нормируемую длину.
3.4. Разнотолщинность определяется как разность наибольшего ![]() и наименьшего
и наименьшего ![]() значения толщины металлопродукции или ее
элементов на заданном расстоянии от кромок (черт. 8 и 9).
значения толщины металлопродукции или ее
элементов на заданном расстоянии от кромок (черт. 8 и 9).
![]()
Черт. 8
Измерения проводят
микрометром, штангенциркулем, толщиномером и стенкомером и выражают в миллиметрах.
3.5. Выпуклость и
вогнутость определяется наибольшим расстоянием между поверхностью металлопродукции
и прилегающей горизонтальной или вертикальной плоскостью в любом поперечном
сечении по длине изделия (черт. 10).
Черт. 10
Выпуклость и
вогнутость измеряют с помощью угольника и измерительной линейки или щупом и выражают
в миллиметрах.
3.6. Кривизна
(серповидность) определяется наибольшим расстоянием между поверхностью
металлопродукции и приложенной линейкой или натянутой струной (черт. 11).

Черт. 11
Кривизну и
серповидность измеряют линейкой или щупом и выражают в миллиметрах на
нормируемую длину.
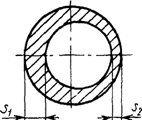
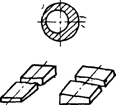
3.7. Овальность
определяется как половина разности наибольшего ![]() и наименьшего
и наименьшего ![]() диаметров в одном поперечном сечении (черт.
12).
диаметров в одном поперечном сечении (черт.
12).

Черт. 12
Измерения проводят
микрометром или штангенциркулем и выражают в миллиметрах.
3.8. Отклонение от
угла определяется разностью реального угла ![]() и заданного
и заданного ![]() (черт. 13 и 14).
(черт. 13 и 14).

![]()
Черт. 13
Отклонение от угла
измеряют угломером или измерительной линейкой и выражают в миллиметрах или
градусах.
3.9. Косина реза
определяется наибольшим расстоянием от плоскости торца металлопродукции до
плоскости, перпендикулярной продольным плоскостям металлопродукции и проходящей
через крайнюю точку кромки торца или углом ![]() между ними (черт. 15).
между ними (черт. 15).

Черт. 15
Допускается косину
реза плоской металлопродукции (листов, полос и слябов) определять как разность
диагоналей при условии, что металлопродукция с одного торца имеет прямой угол
(черт. 16).

Черт. 16
Косину реза
измеряют измерительной линейкой и угольником или угломером и выражают в
миллиметрах или градусах.
3.10. Отклонение от
симметричности определяется разностью расстояний противоположных крайних точек,
лежащих на поверхности металлопродукции, от оси симметрии (черт. 17).

![]()
Черт. 17
Отклонение от
симметричности измеряют измерительной линейкой с помощью угольника.
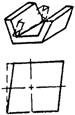
3.11. Притупление
углов измеряют как расстояние от вершины угла, образуемого линиями пересечения
смежных граней, до границ притупления.
Методика контроля
притупления углов квадрата и шестигранника приведена в Приложении 4.
3.12. Телескопичность контролируют с помощью измерительной
линейки по схеме, представленной на черт. 18.
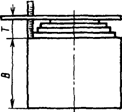
B - ширина полосы;
T - телескопичность
Черт. 18
Приложение
1
Обязательное
ТЕРМИНЫ И
ПОЯСНЕНИЯ ОТКЛОНЕНИЙ ФОРМЫ МЕТАЛЛОПРОДУКЦИИ
Таблица 1
─────────────────┬─────────────────────────────────┬──────────────
Термин
│ Пояснение │ Чертеж
─────────────────┴─────────────────────────────────┴──────────────
Отклонения от плоскостности
1. Выпуклость Отклонение от плоскостности,
при котором
удаление точек
поверхности поперечного
сечения
металлопродукции от прилегающей
горизонтальной или
вертикальной
плоскости уменьшается от
краев
к середине

2. Вогнутость Отклонение от плоскостности,
при котором
удаление точек
поверхности поперечного
сечения
металлопродукции от прилегающей
горизонтальной или
вертикальной
плоскости увеличивается от
краев
к середине
3. Волнистость Отклонение от плоскостности,
при котором
поверхность
металлопродукции или ее отдельные
части имеют вид чередующихся
выпуклостей и вогнутостей, не
предусмотренных
формой проката
![]()
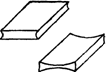
4. Коробоватость Разновидность волнистости
в виде местной выпуклости
или вогнутости
![]()
5. Скручивание Отклонение формы, характеризу-
ющееся
поворотом поперечного
сечения относительно продольной
оси металлопродукции
![]()
Отклонения от прямолинейности
6. Кривизна Отклонение от прямолинейности,
при котором
не все точки, лежащие
на геометрической оси металло-
продукции, одинаково удалены от
горизонтальной или
вертикальной
плоскости
![]()
7. Серповидность Отклонение формы, при котором
кромки листа или полосы в
горизонтальной плоскости
имеют
форму дуги

Отклонения формы поперечного сечения
проката
8. Овальность Отклонение формы, при котором
поперечное сечение круглого
проката представляет собой
овалообразную
форму

9. Разнотол- Отклонение формы, характеризу-
щинность ющееся неравномерностью толщины
металлопродукции или ее
элементов
по ширине или длине
10. Прогиб Отклонение от прямолинейности
поперечного сечения
металлопроката или его
элементов

11. Отклонение Отклонение
формы, характеризу-
от
угла ющееся
отклонением угла от
заданного.
Примечание. Частным видом
является отклонение от прямого
угла, которое
наиболее часто
нормируется
12. Притупление Отклонение формы металлопроката,
углов характеризующееся
незаполнением
металлом вершин углов при
прокате
в калибрах валков

13. Отклонение Отклонение
формы поперечного
от
симметричности сечения проката, при котором
одноименные точки поверхности
металлопродукции, лежащие в
плоскости, перпендикулярной
к оси симметрии, неодинаково
удалены
от нее

Отклонение от
перпендикулярности
14. Косина реза Отклонение от
перпендикуляр-
ности,
при котором плоскость
реза образует с продольными
плоскостями металлопродукции
угол, отличный от 90°
![]()
Отклонения формы листа и ленты
15. Подгиб Отклонение формы в виде загибов
торца, кромки или угла листа
и ленты
![]()
16. Неровный Отклонение формы торца,
торец характеризующееся
неодинаковым
удалением точек его поверхности
от прилегающей вертикальной
плоскости
![]()
Отклонения формы рулона
17. Рулон Отклонение формы рулона, в кото-
со
складкой ром на отдельных участках
витков
полосы образовались складки

18. Смятый рулон Отклонение от круглой формы
поперечного сечения рулона

19. Распущенный Отклонение формы рулона в виде
рулон неплотно сметанной
полосы

20. Телеско- Отклонение формы рулона в виде
пичность
выступов витков на средней или
внутренней части рулона

──────────────────────────────────────────────────────────────────
Приложение
2
Обязательное
СТАНДАРТИЗОВАННЫХ
СРЕДСТВ ИЗМЕРЕНИЙ
Таблица 2
──────────────┬─────┬───────────┬─────────────┬───────────────────
Контролируемый│Еди- │ Диапазон │Класс точнос-│Средства
измерения
параметр
│ница │ измерений │ти, погреш- │
│изме-│ │ность
средств│
│рения│ │измерений │
──────────────┼─────┼───────────┼─────────────┼───────────────────
Отклонения от│ мм │ 150 - 1000│ │ Линейка измери-
плоскостности,│ │ │ │тельная
по ГОСТ 427
прямолиней- │
м │ 2 - 50 │ На общую │ Рулетка измери-
ности, симмет-│
│
│длину │тельная
металли-
ричности,
│ │ │от +/- 0,4 мм│ческая типа РЗ по
формы
попереч-│ │ │до +/- 14 мм │ГОСТ 7502
ного сечения, │ мм
│ 0 - 125 │ Класс точ- │ Штангенциркуль
разнотолщин- │
│ │ности 1; 2
│типа ШЦ-II по
ность, теле- │
│ │ │ГОСТ 166
скопичность
│ мм │ 0 - 250 │ Класс точ- │ Штангенциркуль
рулонов
│ │ │ности
1; 2 │типа ШЦ-II по
│ │ │ │ГОСТ 166
│ мм │
0 - 315 │ Класс точ- │
Штангенциркуль
│ │
0 - 400 │ности 1 │типа ШЦ-III по
│ │ 0 - 500 │ │ГОСТ 166
│ │ 250 - 630 │ │
│ │ 250 - 800 │ │
│ │ 320 - 1000│ │
│ │ 500 - 1600│ │
│ │ 800 - 2000│ │
│ мм │
0 - 250 │ 0,05
│ Штангенрейсмус
│ │
40 - 400 │
│по ГОСТ 164
│ │
60 - 630 │
│
│ мм │
0 - 160 │ 0,05
│ Штангенглубиномер
│ │
0 - 200 │
│по ГОСТ 162
│ │
0 - 250 │
│
│ │
0 - 315 │
│
│ │
0 - 400 │
│
│ мм │
0 - 600 │ Класс точ- │ Микрометр
типа МК
│ │ │ности
1 │ГОСТ 6507
│ мм │
0 - 5 │Класс точ- │Микрометр типа МЛ
│ │
0 - 10 │ности
2 │(листовой)
│ │
0 - 25 │ │ГОСТ 6507
│ мм │
0 - 25 │ Класс точ- │ Микрометр типа МТ
│ │ │ности
1; 2 │(трубный)
│ │ │ │ГОСТ 6507
│ мм │ 160 x 160 │ Класс точ- │ Поверочные плиты
│ │2500 x 1600│ности 1; 2;
3│ГОСТ 10905
│ мм │
50 - 500 │ Класс точ- │ Линейка повероч-
│ │ 200 - 500 │ности 1; 2 │ная типа ЛД, ЛТ,
│ │ │ │ШП ГОСТ 8026
│ мм │0,02 - 1 │ Класс точ- │ Щупы
│ │ │ности
1; 2 │ТУ 2-034-225-87
│ мм │
0 - 2 │ Класс точ- │ Индикаторы
│ │
0 - 5 │ности
0; 1 │часового типа
│ │
0 - 10 │ │ГОСТ 577
│ │
0 - 25 │ │
Отклонение
│ мм │ 40 - 250 │ Класс точ- │ Угольники пове-
от
угла, │ │ │ности
1 │рочные
ГОСТ 3749
косина
реза │ мм │
40 x 60 │ Класс точ- │ Угольники слесар-
│ │
60 x 100 │ности 1; 2 │ные типа
VIII
│ │ 100 x 160 │ │ГОСТ 3749
│ │ 160 x 200 │ │
│ │ 150 x 400 │ │
│ │ 400 x 630 │ │
│ │ 630 x 1000│ │
│ │1000 x 1600│ │
│ │
1° - 90° │ +/- 2°;
│ Угломеры с нониу-
│ │ │+/- 5°; │сом типа УН и УВ
│ │ │+/- 15° │(наружные и внут-
│ │ │ │ренние)
ГОСТ 5378
Отклонение от│ мм │ Наружный │ 0,8 │Кругломер
модели
круглости и
│ │диаметр │ │290
разнотолщин-
│ │100; 160; │
│
ность
│ │250; 400 │ │
│ │ Внутренний│ │
│ │диаметр 3 │ │
│ мм │
0 - 600 │ 0,01
│ Микрометр типа МК
│ │ │ │ГОСТ 6507
│ мм │
0 - 160 │ Нониус 0,1
│Штангенциркуль
│ │
0 - 200 │
│ШЦ-II по ГОСТ 166
│ │
0 - 250 │
│
│ мм │
50 │ Цена деления│
Толщиномеры и
│ │ │0,1 │стекломеры
инди-
│ │ │ │каторные
типа
│ │ │ │ТР
25-60 С-50
│ │ │ │ГОСТ 11358
│ мм │
0 - 150 │ 0,005
│ Микроскоп инстру-
│ │ │ │ментальный, универ-
│ │ │ │сальный
типа БМИ
Приложение
3
Рекомендуемое
НЕСТАНДАРТИЗОВАННЫЕ
АВТОМАТИЧЕСКИЕ СРЕДСТВА
ИЗМЕРЕНИЯ (НСИ)
ОТКЛОНЕНИЙ ФОРМЫ
Таблица 3
────────────┬─────┬──────┬──────────┬──────────────┬──────────────
Контроли- │Еди- │Диапа-│Погреш- │
Дискретность │Рекомендуемое
руемый │ница │зон
│ность │
контроля │ средство
параметр │изме-│изме-
│измерения │ по длине │
измерения
│рения│рений
│ │ проката
│
────────────┼─────┼──────┼──────────┼──────────────┼──────────────
Отклонение │ % от│0 - 2%│
По │ Шаг поступа- │ Телевизионный
от
круглости│диа- │
│ГОСТ 8.051│тельно-враща- │автоматический
│метра│ │ │тельного │измеритель
│ │ │ │движения от │размеров типа
│ │ │ │0,1 до 3 м │ТАИР-1-5,
│ │ │ │ │ТАИР-2-6 или
Отклонение │ % от│0 - 2%│ То же
│ От 0,1 до 3 м│или другие
от
симмет- │шири-│ │ │ │оптоэлектрон-
ричности │ны │ │ │ │ные
измерители
фасонных │
│ │ │ │
профилей │
│ │ │ │
Приложение
4
Рекомендуемое
МЕТОДИКА
КОНТРОЛЯ ПРИТУПЛЕНИЯ УГЛОВ ПРОКАТА
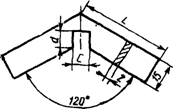
Контроль
притупления внешних углов квадрата со стороной до 50 мм и шестигранника
проводят шаблонами, выполненными в соответствии с черт. 19 и черт. 21.
Черт. 19
Шаблон с прорезями,
имитирующими границы притупления, прикладывают на угол соответствующего
профиля.
Ширина прорези
шаблона (c) квадрата определяется из расчета ![]() или
или ![]() .
Результаты расчета приведены в табл. 4.
.
Результаты расчета приведены в табл. 4.
Таблица 4
мм
───────────────────────┬──────┬──────┬──────┬──────┬──────┬───────
Сторона │До 12 │Св.
12│Св. 20│Св. 30│Св. 50│Св. 100
квадрата, a │ │ до 20│ до 30│ до
50│до 100│до 150
───────────────────────┼──────┼──────┼──────┼──────┼──────┼───────
Притупление углов, b │ 0,6
│ 1,0 │ 1,5 │
2,5 │ 3,0 │ 4,0
Ширина прорези, c │ 0,8 │
1,4 │ 2,1 │ 3,5 │ 4,2 │
5,6
Глубина прорези, d │ 3,0 │ 4,0
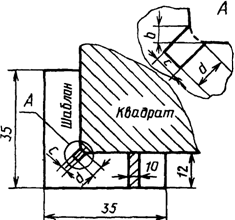
Для квадрата со
стороной более 50 мм контроль притупления проводят с помощью шаблона,
выполненного по черт. 20. На угольник шаблона
наносятся деления от 5 до 30 мм.
Черт. 20
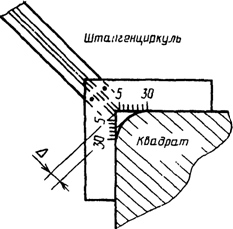
Контроль
притупления ![]() осуществляют по нониусу штангенциркуля,
измеренное значение которого не должно превышать допускаемого значения
притупления, вычисленного по формуле
осуществляют по нониусу штангенциркуля,
измеренное значение которого не должно превышать допускаемого значения
притупления, вычисленного по формуле ![]() .
.
При этом границы
притупления, определяемого по шкале угольника, не должны превышать значений
притупления, установленных стандартом.
Допускаемое
значение притупления углов квадрата со стороной свыше 50 мм приведено в табл.
5.
Таблица 5
мм
───────────┬───────┬───────┬────────┬─────────┬─────────┬─────────
Сторона
│50 - 58│60 - 75│80 - 95 │100 - 115│120 -
150│160 - 200
квадрата
│ │ │ │ │ │
───────────┼───────┼───────┼────────┼─────────┼─────────┼─────────
Величина
│5,25 - │6,3 -
│8,4 - │10,5 - │12,6 - │16,8 -
притупления│ 6,09│ 7,9│ 10,0│ 12,0│ 15,8│ 21,0
Дельта │ │ │ │ │ │
Ширина прорези
шаблона (C) шестигранного проката определяется согласно расчету C = 2b sin 60°, мм.
Результаты расчета
приведены в табл. 6.
Таблица 6
мм
───────────────────────────┬────────┬─────────┬─────────┬─────────
Диаметр вписанного круга │ 8 - 14 │ 15 - 25 │ 26 -
55 │60 и выше
───────────────────────────┼────────┼─────────┼─────────┼─────────
Притупление
углов b │ 1,0
│ 1,5 │
2,0 │ 3,0
Ширина
прорези C │ 1,7
│ 2,6 │
3,5 │ 5,2
Глубина
прорези d │ 4,0
│ 4,0 │
4,0 │ 5,0
Длина
элемента угольника L │ 15,0
│ 15,0 │
25,0 │ 25,0
где b - значение
притупления углов шестигранника по ГОСТ 2879.
Притупление
контролируют путем прикладывания шаблона к шестиграннику (черт. 22).
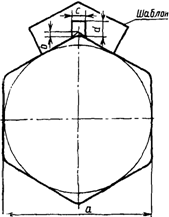
Черт. 22
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2024