Утвержден и введен в
действие
Приказом Ростехрегулирования
от 27 сентября 2007
г. N 256-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БЕЗОПАСНОСТЬ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ
СТАНКИ-АВТОМАТЫ ТОКАРНЫЕ МНОГОШПИНДЕЛЬНЫЕ
Safety
of metal-working machine tools.
Multi-spindle automatic
turning machines
EN 13788:2001
Machine tools - Safety -
Multi-spindle automatic
turning machines
(IDT)
ГОСТ Р ЕН 13788-2007
Группа Г81
ОКС 13.110,
25.080.10
ОКП 38 1100
Дата введения
1 июля 2008 года
Предисловие
Цели и принципы
стандартизации в Российской Федерации установлены Федеральным законом от 27
декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила
применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации.
Основные положения".
Сведения о
стандарте
1. Подготовлен "Всероссийским научно-исследовательским
институтом стандартизации и сертификации в машиностроении" (ФГУП
"ВНИИНМАШ") и Экспериментальным научно-исследовательским институтом
металлорежущих станков (ОАО "ЭНИМС"), техническим комитетом по
стандартизации ТК 70 "Станки" на основе собственного аутентичного
перевода стандарта, указанного в пункте 4.
2. Внесен Техническим комитетом по стандартизации ТК 70
"Станки".
3. Утвержден и
введен в действие Приказом Федерального агентства по техническому регулированию
и метрологии от 27 сентября 2007 г. N 256-ст.
4. Настоящий
стандарт идентичен европейскому стандарту ЕН 13788:2001 "Безопасность
станков. Многошпиндельные автоматические токарные станки" (EN 13788:2001
"Machine tools - Safety - Multi-spindle automatic turning machines").
Наименование настоящего стандарта изменено
относительно наименования указанного международного стандарта для приведения в
соответствие с ГОСТ Р 1.5-2004.
При применении настоящего
стандарта рекомендуется использовать вместо ссылочных международных
(региональных) стандартов соответствующие им национальные стандарты, сведения о
которых приведены в дополнительном Приложении G.
5. Введен впервые.
Информация об
изменениях к настоящему стандарту публикуется в ежегодно издаваемом
информационном указателе "Национальные стандарты", а текст изменений
и поправок - в ежемесячно издаваемых информационных указателях
"Национальные стандарты". В случае пересмотра (замены) или отмены
настоящего стандарта соответствующее уведомление будет опубликовано в ежегодно
издаваемом информационном указателе "Национальные стандарты".
Соответствующая информация, уведомление и тексты размещаются также в информационной
системе общего пользования - на официальном сайте Федерального агентства по
техническому регулированию и метрологии в сети Интернет.
Введение
Настоящий стандарт
был разработан как гармонизированный с Европейским стандартом ЕН 13788 и
соответствует основным требованиям безопасности Директив Европейского Союза и
связанным с ними нормам EFTA.
Настоящий стандарт
является стандартом типа C в соответствии с ЕН 292-1991 и ЕН 1070:1998.
Опасности,
рассматриваемые в настоящем стандарте, указаны в разделе "Область применения".
Кроме того, многошпиндельные токарные автоматы могут стать причиной других
опасностей, не указанных в настоящем стандарте, в этом случае нужно
руководствоваться ЕН 292-1 и ЕН 292-2. Если требования настоящего стандарта
отличаются от требований стандартов типов A или B, то требования настоящего
стандарта имеют преимущества перед этими стандартами для станков, указанных в
настоящем стандарте.
Требования
настоящего стандарта распространяются на конструкторов, изготовителей,
поставщиков и импортеров станков, описанных в разделе 1 "Область
применения".
Настоящий стандарт
содержит информацию, которую изготовитель должен предоставить в распоряжение
пользователя.
Настоящий стандарт
устанавливает требования безопасности и определяет меры для устранения
опасностей и сокращения рисков для многошпиндельных горизонтальных токарных
автоматов и многошпиндельных вертикальных токарных автоматов (далее - станки),
предназначенных главным образом для холодной обработки металла без доступа человека
в рабочую зону (см. 3.1).
Примечание.
Опасности от другого металлообрабатывающего оборудования (например, шлифование,
лазерная обработка и т.п.) рассматриваются в других стандартах (см.
библиографию [1] - [14]).
На горизонтальные одношпиндельные токарные автоматы и вертикальные одношпиндельные токарные автоматы распространяется ЕН
12415.
Настоящий стандарт
рассматривает значительные опасности, которые представлены в разделе 4.
Настоящий стандарт
применяется к многошпиндельным токарным автоматам с числовым программным
управлением (ЧПУ) и/или многошпиндельным токарным кулачковым автоматам.
Настоящий стандарт
распространяется также на дополнительные устройства, например вспомогательные
инструменты, зажимные патроны, механизмы загрузки/выгрузки деталей и конвейеры
для уборки стружки, которые являются неотъемлемыми составными частями станка.
Настоящий стандарт
распространяется на единичные токарные станки, а также на станки, которые
включены в автоматизированные производственные линии, если возникающие опасности
соответствуют угрозам и рискам от отдельно работающих станков.
Настоящий стандарт
не распространяется на токарные станки с ЧПУ при возможности работы в режиме
ручного управления, которые рассматриваются в ЕН 12840.
Настоящий стандарт
применяется к станкам, изготовленным после даты его введения.
2.
Нормативные ссылки
В настоящем
стандарте использованы датированные и недатированные ссылки на международные
стандарты. При датированных ссылках последующие редакции международных стандартов
или изменений к ним действительны для настоящего стандарта только после
введения изменений к настоящему стандарту или путем подготовки новой редакции
настоящего стандарта. Для недатированных ссылок действительно последнее издание
стандарта, на который была произведена ссылка, включая поправки.
ЕН 292-1:1991
Безопасность машин. Основные положения, общие принципы конструирования. Часть
1. Основные термины, методология
ЕН 292-2:1991
Безопасность машин. Основные положения, общие принципы конструирования. Часть
2. Технические принципы и технические условия
ЕН 292-2:1991 + А1:1995 Безопасность машин. Основные положения, общие
принципы конструирования. Часть 2. Технические принципы и технические условия
ЕН 294:1992
Безопасность машин. Безопасные расстояния для предохранения верхних конечностей
от попадания в опасную зону
ЕН 349 Безопасность
машин. Минимальные расстояния для предотвращения защемления частей
человеческого тела
ЕН 418:1992
Безопасность машин. Установки аварийного выключения. Функциональные аспекты.
Принципы
ЕН 547 Безопасность
машин. Антропометрические данные.
Часть 1. Принципы
определения размеров проемов, обеспечивающих доступ человека к машине
Часть 2. Принципы
определения размеров проемов для отдельных частей тела человека
ЕН 563:1994 Безопасность
машин. Температуры контактирующих поверхностей. Эргономические требования по
установлению предельных температурных значений для горячих поверхностей
ЕН 574:1996
Безопасность машин. Двуручные средства управления. Функциональные аспекты.
Принципы конструирования
ЕН 614-1
Безопасность машин. Эргономические принципы конструирования. Часть 1. Термины и
общие положения
ЕН 894-1:1997
Безопасность машин. Эргономические требования по конструированию средств
отображения информации и органов управления. Часть 1. Общие основы
взаимодействия пользователя со средствами отображения информации и органами
управления
ЕН 894-2:1997
Безопасность машин. Эргономические требования и данные для проектирования
дисплеев и приводных устройств. Часть 2. Дисплеи
ЕН 894-3:2000 Безопасность
машин. Эргономические требования по конструированию средств отображения
информации и органов управления. Часть 3. Исполнительные механизмы системы
управления
ЕН 953:1997
Безопасность машин. Ограждения. Общие требования по конструированию ограждений
ЕН 954-1:1996
Безопасность машин. Элементы системы управления, связанные с безопасностью.
Часть I. Общие принципы конструирования
ЕН 982:1996
Безопасность машин. Требования безопасности к гидравлическим и пневматическим
системам и их компонентам. Гидравлика
ЕН 983:1996
Безопасность машин. Требования безопасности к гидравлическим и пневматическим
системам и их компонентам. Пневматика
ЕН 999 Безопасность
машин. Расположение защитных устройств с учетом скоростей
приближения частей тела человека
ЕН 1005-1 Безопасность
машин. Физические возможности человека. Часть 1. Термины и определения
ЕН 1005-2
Безопасность машин. Физические возможности человека. Часть 2. Составляющая
ручного труда при работе с машинами и механизмами
ЕН 1005-3
Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые
пределы усилий при работе на машинах
ЕН 1005-4
Безопасность машин. Физические возможности человека. Часть 4. Положение тела
при работе с машинами и механизмами
ЕН 1037:1995
Безопасность машин. Предотвращение неожиданного пуска
ЕН 1050:1996
Безопасность машин. Принципы оценки и определения риска
ЕН 1070:1998
Безопасность машин. Терминология
ЕН 1088:1995
Безопасность машин. Блокировочные устройства, связанные с защитными
устройствами. Принципы конструирования и выбора
ЕН 1550:1997
Безопасность металлообрабатывающих станков. Требования безопасности для
разработки и конструирования зажимных патронов заготовок
ЕН 1760-2
Безопасность машин. Защитные устройства, реагирующие на давление. Часть 2.
Общие принципы конструирования и испытаний планок и штанг переключения
ЕН 1837:1999
Безопасность машин. Встроенное освещение машин
ЕНV 26385:1990 Эргономические принципы в конструировании
рабочих систем (ИСО 6385:1981)
ЕН 60204-1:1997
Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие
требования (МЭК 204-1:1991 модифицированный)
ЕН 60529:1991
Степени защиты, обеспечиваемой оболочками (код IP) (МЭК 60529:1989)
ЕН ИСО 3744:1995
Акустика. Определение уровня звуковой мощности источников шума по звуковому
давлению. Технический метод в существенно свободном
звуковом поле над звукоотражающей плоскостью (ИСО
3744:1994)
ЕН ИСО 3746:1995
Акустика. Определение уровня звуковой мощности источников шума по звуковому
давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью (ИСО 3746:1995)
ЕН ИСО 4871:1996
Акустика. Декларация и проверка значений уровня шума машин и оборудования (ИСО
4871:1996)
ЕН ИСО 9614-1:1995
Акустика. Определение уровней звуковой мощности источников шума на основе
интенсивности звука. Часть 1. Измерение в дискретных точках (ИСО 9614-1:1993)
ЕН ИСО 11202:1995
Акустика. Уровень шума машин и оборудования. Метод измерения уровней звукового
давления на рабочем месте и в других контрольных точках. Метод измерения на
рабочем месте (ИСО 11202:1995)
ЕН ИСО 11204:1995
Акустика. Уровень шума машин и оборудования. Метод с коррекцией на окружающую среду
(ИСО 11204:1995)
ЕН ИСО 11688-1:1998
Акустика. Практические рекомендации по проектированию машин и оборудования с
уменьшенным уровнем производимого шума. Часть 1. Планирование (ИСО/ТО
11688-1:1995)
3. Термины
и определения
В настоящем
стандарте применены термины по ЕН 292, ЕН 418 и ЕН 1070, а также следующие
термины с соответствующими определениями:
3.1. Многошпиндельный токарный автомат: горизонтальный или вертикальный
токарный станок, предназначенный для серийного изготовления деталей в
соответствии с установленной на станке при помощи кулачков и/или числового
программного управления программой механической обработки с жесткой
последовательностью переходов технологического процесса. Режим ручной
работы невозможен.
Станок оснащен
двумя или более шпинделями обрабатываемой детали. Станок может быть оснащен
дополнительными устройствами, например приводным инструментом и одним или более
противошпинделями. Шпиндели обрабатываемой детали,
шпиндели приводного инструмента и противошпиндели
могут иметь как общий привод, так и независимые друг от друга приводы. В
качестве зажимных устройств обрабатываемой детали используются зажимные патроны
или зажимные цанги (см. рисунок 1).
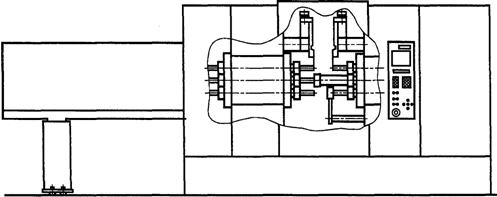
а) Пример
многошпиндельного пруткового автомата
с ЧПУ с противошпинделем
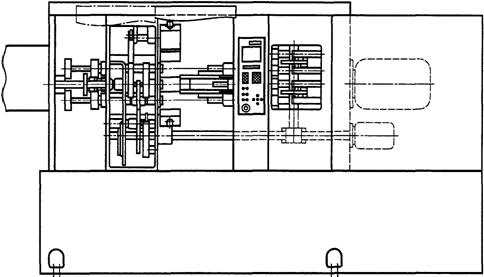
б) Пример многошпиндельного пруткового кулачкового
токарного автомата
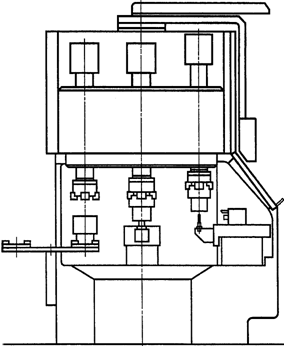
с) Пример вертикального многошпиндельного патронного
токарного автомата
с ЧПУ
Рисунок 1.
Примеры многошпиндельных токарных автоматов
Станок предназначен
для прогрессивной обработки (как токарный автомат).
3.2. Режимы работы
станка:
3.2.1. Режим работы
- производство: автоматическая, запрограммированная последовательная работа
станка с возможностью ручной или автоматической загрузки и разгрузки деталей.
3.2.2. Режим работы
- наладка: режим работы, в котором оператор осуществляет настройку последующих
производственных процессов.
Программирование,
испытание и работа станка осуществляются в режиме ручного управления (при
включенном питании).
Примечание. Режим
работы станка с ЧПУ: режим работы системы ЧПУ или устройства ввода данных, при
котором ввод данных рассматривается как выполняемая функция.
Для режимов работы
станка с ЧПУ применяются следующие термины:
a) "Ручное
управление": неавтоматический режим работы станка с ЧПУ, при котором
оператор управляет им без применения предварительно запрограммированных
числовых данных, например посредством кнопочного выключателя или джостика,
b) "Ручной
ввод данных": программные данные в устройство ЧПУ вводятся вручную,
c) "Покадровый
режим": режим работы станка с ЧПУ, при котором отрабатывается только один
блок данных после включения режима оператором,
d)
"Автоматический режим работы": режим работы станка с ЧПУ, при котором
станок работает в автоматическом режиме в соответствии с программой, заданной
системой ЧПУ, пока не будет остановлен программой или оператором.
3.3. Зажимной
патрон: зажимной инструмент с подвижными кулачками для фиксации обрабатываемой
детали (см. рисунок 2).
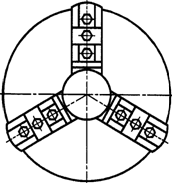
Рисунок 2. Зажимной
патрон
3.4. Зажимная
цанга: зажимное устройство для фиксации обрабатываемой детали в шпинделе
токарного станка, например с толкающей или приводной штангой (см. рисунок 3).
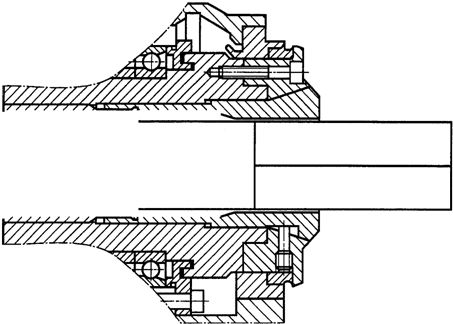
Рисунок 3. Зажимная
цанга
4. Перечень основных опасностей
Перечень связанных
со станком основных опасностей соответствует ЕН 292-1 (раздел 5) и ЕН 1050 и
приведен в таблице 1.
Таблица 1
┌────────┬──────────────┬────────────┬───────┬────────┬─────────────┬───────────┬──────────┐
│
Номер │ Наименование │ЕН
292-2/А1,│ЕН 292 │ ЕН 292 │
Зона │Соответст-
│Соответст-│
│раздела,│ опасности
│приложение A│Часть 1│Часть
2 │возникновения│вующий │вующий │
│
пункта │ │ │ │ │
и причина │стандарт │пункт в │
│ по
│ │ │ │ │ опасных │типа B │настоящем │
│ЕН
1050 │ │ │ │ │
ситуаций │ │стандарте
│
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 1 │
Опасность │ 1.3
│ 4.2 │
3.1, │ │ │ │
│ │механического │ │ │
3.2, │ │ │ │
│ │воздействия, │ │ │раздел 4│ │ │ │
│ │вызванная: │ │ │ │ │ │ │
│ │ частями │ │ │ │ │ │ │
│ │станка или │ │ │ │ │ │ │
│ │обрабатываемы-│ │ │ │ │ │ │
│ │ми деталями │ │ │ │ │ │ │
│ │в зависимости │ │ │ │ │ │ │
│ │от: │ │ │ │ │ │ │
│ │ a) формы, │ │ │ │ │ │ │
│ │ b) относи- │ │ │ │ │ │ │
│ │тельного мес- │ │ │ │ │ │ │
│ │тоположения, │ │ │ │ │ │ │
│ │ c) массы и │ │ │ │ │ │ │
│ │устойчивости │ │ │ │ │ │ │
│
│(потенциальной│
│ │ │
│ │ │
│ │энергии │ │ │ │ │ │ │
│ │составных │ │ │ │ │ │ │
│ │частей, │ │
│ │ │ │ │
│ │которые могут │ │ │ │ │ │ │
│ │начать │ │ │ │ │ │ │
│ │двигаться под │ │ │ │ │ │ │
│ │воздействием │ │ │ │ │ │ │
│ │силы тяжести),│ │ │ │ │ │ │
│ │ d) массы и │ │ │ │ │ │ │
│
│скорости (ки- │ │ │ │ │ │ │
│ │нематической │ │ │ │ │ │ │
│ │энергии │ │ │ │ │ │ │
│ │составных │ │ │ │ │ │ │
│ │частей во │ │
│ │ │ │ │
│ │время │ │ │ │ │ │ │
│ │управляемого │ │ │ │ │ │ │
│ │или │ │ │ │ │ │ │
│ │неуправляемого│ │ │ │ │ │ │
│ │движения), │ │ │ │ │ │ │
│ │ e) недоста- │ │ │ │ │ │ │
│ │точной │ │ │ │ │ │ │
│ │механической │ │ │ │ │ │ │
│ │прочности; │ │ │ │ │ │ │
│ │ накоплением │1.5.3, 1.6.3│ 4.2
│ 3.8, │ │ │ │
│ │энергии внутри│ │
│ 6.2.3 │ │ │ │
│ │станка, │ │ │ │ │ │ │
│ │например: │ │ │ │ │ │ │
│ │ f) в упругих │ │ │ │ │ │ │
│ │элементах │ │ │ │ │ │ │
│ │(пружинах), │ │ │ │ │ │ │
│ │ g) в │ │ │ │ │ │ │
│ │жидкостях │ │ │ │ │ │ │
│ │и газах под │ │ │ │ │ │ │
│ │давлением, │ │ │ │ │ │ │
│ │ h) вследствие│ │ │ │ │ │ │
│ │эффекта │ │ │ │ │ │ │
│ │вакуума │ │ │ │ │ │ │
│
1.1 │ Опасность │
1.3 │ 4.2.1 │ │ Между │ЕН 294, │5.1.3, │
│
│раздавливания │ │ │ │подвижными
и │ЕН 349, │5.1.7, │
│ │ │ │ │ │неподвижными │ЕН 574, │5.2.1, │
│ │ │ │ │ │частями, │ЕН 953, │5.2.1.4, │
│ │ │ │ │ │включая │ЕН 1088 │5.2.4.1, │
│ │ │ │ │ │устройства │ │5.2.4.4 │
│ │ │ │ │
│для
крепления│ │ │
│ │ │ │ │ │обрабатывае-
│ │ │
│ │ │ │ │ │мых
деталей │ │ │
│
│ │ │ │ │(зажимной │
│ │
│ │ │ │ │ │патрон или │ │ │
│ │ │ │ │ │зажимная │ │ │
│ │ │ │ │ │цанга), │ │ │
│ │ │ │ │ │суппорт, │ │ │
│ │ │ │ │ │шпиндельный │
│ │
│ │ │ │ │ │блок, │ │ │
│ │ │ │ │ │вращающиеся │ │ │
│ │ │ │ │ │шпиндели, │ │ │
│ │ │ │ │ │транспортер │ │ │
│ │ │ │ │ │для удаления │ │ │
│ │ │ │ │ │стружки │ │ │
│ 1.2
│ Опасность │ 1.3
│ 4.2.1 │ │ Между │ЕН 294, │5.1.7, │
│ │ранения │ │ │ │подвижными
и │ЕН 349, │5.2.4.1 │
│ │ │ │ │ │неподвижными │ЕН 574, │ │
│ │ │ │ │ │частями, │ЕН 953, │ │
│ │ │ │ │ │включая │ЕН 1088 │ │
│ │ │ │ │ │суппорт, │ │ │
│ │ │ │ │ │шпиндельный │ │ │
│ │ │ │ │ │блок, │ │ │
│ │ │ │ │ │вращающиеся │ │ │
│ │ │ │ │ │шпиндели, │ │ │
│ │ │ │ │ │транспортер │
│ │
│ │ │ │ │ │для удаления │ │ │
│ │ │ │ │ │стружки │ │ │
│
1.3 │ Опасность │
1.3 │ 4.2.1 │ │ Движение │ЕН 294, │5.1.3 и │
│ │разрезания │ │ │ │инструмента, │ЕН 953 │5.1.7 │
│ │или разрыва │ │ │ │сходящая │ │ │
│ │ │ │ │ │стружка │ │ │
│
1.4 │ Опасность │
1.3 │ 4.2.1 │ │ Движущиеся │ЕН 294, │5.1.1, │
│ │запутывания │
│ │ │части, │ЕН 953, │5.1.3, │
│ │ │ │ │ │включая │ЕН 1088 │5.1.7, │
│ │ │ │ │ │механизм │ │5.2.4.1, │
│ │ │ │ │ │подачи │ │5.2.4.2, │
│ │ │ │ │ │прутка, │ │5.2.3.4 │
│ │ │ │ │ │суппорт, │ │ │
│ │ │ │ │ │шпиндельный │ │ │
│ │ │ │ │ │блок, │ │ │
│ │ │ │ │ │вращающиеся │ │ │
│ │ │ │ │ │шпинделя, │ │ │
│ │ │ │ │ │транспортер │ │ │
│ │ │ │ │ │для удаления │ │ │
│ │ │ │ │ │стружки │ │ │
│
1.5 │ Опасность │
1.3 │ 4.2.1 │ │ То
же │ЕН 294, │5.1.1, │
│ │затягивания │ │ │ │ │ЕН 953 │5.1.3, │
│ │или попадания │ │ │ │ │ │5.1.7 │
│ │в ловушку │ │ │ │ │ │ │
│ 1.6
│ Опасность │ 1.3
│ 4.2.1 │
│ Движущиеся │ЕН 294, │5.1.1, │
│ │удара │ │ │ │части, │ЕН 1760-2, │5.1.3, │
│ │ │ │ │ │включая │ЕН 953, │5.1.7, │
│ │ │ │ │ │механизм │ЕН 1088 │5.2.4.1, │
│ │ │ │ │ │подачи прутка│ │5.2.3.2 │
│ │ │ │ │ │и контакт с │ │ │
│ │ │ │ │ │инструментом │ │ │
│ 1.7
│ Опасность │ 1.3
│ 4.2.1 │
│ Загрузка/ │ЕН
982 │5.2.1, │
│ │быть уколотым │ │ │ │выгрузка об- │ │6.2 │
│ │или проткнутым│ │ │ │рабатываемых
│ │ │
│ │ │ │ │ │деталей, │ │ │
│ │ │ │ │ │смена │ │ │
│ │ │ │ │ │инструмента │ │ │
│ 1.9
│ Опасность, │ 1.3.2
│ 4.2.1 │ 3.8 │ Подача │ЕН 982, │5.2.3 │
│ │вызванная │ │ │ │смазочно- │ЕН 953, │ │
│ │выбросом │ │ │ │охлаждающей │ЕН 1088 │ │
│ │жидкостей, │ │ │ │жидкости │ │ │
│ │находящихся │ │ │ │(СОЖ) │ │ │
│ │под давлением │ │ │ │ │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 2
│ Электрические│
│ │ │ │ │ │
│ │опасности, │ │ │ │ │ │ │
│ │вызванные: │ │ │ │ │ │ │
│ 2.1
│ контактом с │1.5.1,
1.6.3│ 4.3 │
3.9, │ Техническое
│ЕН 60204-1 │5.3.4
│
│ │токоведущими │ │ │ 6.2.3
│обслуживание │
│ │
│ │частями │ │ │ │и ремонт │ │ │
│
│(прямой │ │ │ │электрообо- │ │ │
│ │контакт) │ │ │ │рудования │ │ │
│ 2.2
│ контактом с │ 1.5.1
│ 4.3 │
3.9 │ Наладка, │ЕН 60204-1 │5.3.4 │
│ │токоведущими │ │ │ │обработка, │ │ │
│ │частями, │ │ │ │техническое │ │ │
│
│оказавшимися │ │ │ │обслуживание │ │ │
│ │под │ │ │ │и ремонт │ │ │
│ │напряжением │ │ │ │электрообо- │ │ │
│ │из-за каких- │ │ │ │рудования │ │ │
│ │либо │ │ │
│ │ │ │
│ │повреждений │ │ │ │ │ │ │
│ │или ошибочных │ │ │ │ │ │ │
│ │действий │ │ │ │ │ │ │
│
│(непрямой │ │ │ │ │ │ │
│ │контакт) │ │ │ │ │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 3
│ Термические │ │ │ │ │ │ │
│ │опасности со │ │ │ │ │ │ │
│ │следующими │ │ │ │ │ │ │
│ │последствиями:│ │ │ │ │ │ │
│ 3.1
│ ожоги, │ 1.5.5,
│ 4.4 │
│ Горячая │ │6.2 │
│ │ошпаривание │1.5.6, 1.5.7│ │ │стружка, об-
│ │ │
│ │и другие │ │ │ │рабатываемые
│ │ │
│ │повреждения, │ │ │ │детали, │ │ │
│ │вызванные │ │ │ │инструмент │ │ │
│ │контактом с │ │ │ │ │ │ │
│ │предметами или│ │ │ │ │ │ │
│ │материалами │ │ │ │ │ │ │
│ │с чрезвычайно │ │ │ │ │ │ │
│ │высокой или │ │ │ │ │ │ │
│ │низкой │ │ │ │ │ │ │
│ │температурой, │ │ │ │ │ │ │
│ │пожаром или │ │ │ │ │ │ │
│ │взрывом, а │ │ │ │ │ │ │
│ │также тепловым│ │ │ │ │ │ │
│ │излучением │ │ │ │ │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 4
│ Опасности, │ │ │ │ │ │ │
│ │вызванные │ │ │ │ │ │ │
│ │шумом, со │ │ │ │ │ │ │
│ │следующими │ │ │ │ │ │ │
│ │последствиями:│ │ │ │ │ │ │
│ 4.1
│ потеря слуха │
1.5.8 │ 4.5
│ 3.2.4 │
Процесс │ЕН │5.3.9, │
│ │(глухота), │ │ │ │обработки │ИСО 3744, │6.2.6 │
│ │другие физио- │ │ │ │резанием, │ЕН │ │
│ │логические │ │ │ │подача прутка│ИСО
3746, │ │
│ │расстройства │ │ │ │ │ЕН │ │
│
│(например, │ │ │ │ │ИСО 9614-1,│ │
│ │нарушение │ │ │
│ │ЕН │ │
│ │равновесия, │ │ │ │ │ИСО 11202, │ │
│ │ослабление │ │ │ │ │ЕН │ │
│ │внимания) │ │ │ │ │ИСО 11688-1│ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 6
│ Опасности, │ │ │
│ │ │ │
│ │вызванные │ │ │ │ │ │ │
│ │излучением: │ │ │ │ │ │ │
│ 6.1
│ низкочастот- │ 1.5.10
│ 4.7 │
│ Техническое │
│5.3.4 │
│ │ное,
высоко-
│ │ │ │обслуживание │ │ │
│ │частотное, │ │ │ │и ремонт │ │ │
│
│микроволновое │ │ │ │электрообо- │ │ │
│ │излучения │ │ │ │рудования │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 7
│ Опасности, │ │ │ │ │ │ │
│ │вызванные │ │ │ │ │ │ │
│ │материалами │ │ │
│ │ │ │
│ │и веществами │ │ │ │ │ │ │
│
│(или их │ │ │ │ │ │ │
│ │компонентами),│ │ │ │ │ │ │
│ │обрабатываемы-│ │ │ │ │ │ │
│ │ми на станках │ │ │ │ │ │ │
│ │или используе-│ │ │ │ │ │ │
│ │мыми в
них: │ │ │ │ │ │ │
│ 7.1
│ опасности от │
1.1.3, │ 4.8
│3.3, │
Циркуляция │ │5.3.2, 6.2│
│ │контакта или │
1.5.13, │ │перечис-│СОЖ при │ │ │
│ │вдыхания паров│ 1.6.5
│ │ление
│наладке, │ │ │
│ │вредных │ │ │b), │обработке и │ │ │
│ │жидкостей, │ │ │
3.4 │техническом │ │ │
│ │газов, тумана,│ │ │ │обслуживании
│ │ │
│ │дыма и пыли │
│ │ │ │ │ │
│
7.2 │ опасности │1.5.6, 1.5.7│ 4.8
│ 3.4 │ В рабочей │ │5.3.1, │
│ │воспламенения │ │ │ │зоне при │ │6.2.6 │
│ │или взрыва │ │ │ │обработке │ │ │
│ 7.3
│ биологические│ 1.1.3,
│ 4.8 │
│ Циркуляция │ │5.3.2, 6.2│
│ │и микробио- │ 1.6.5, 2.1 │ │ │СОЖ при │ │ │
│ │логические │ │ │ │наладке, │ │ │
│ │опасности │ │ │ │обработке и │ │ │
│
│(вирусы или │ │ │ │техническом │ │ │
│ │бактерии) │ │ │ │обслуживании │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 8
│ Опасности, │ │ │ │ │ │ │
│ │вызванные │ │ │ │ │ │ │
│ │пренебрежением│ │ │ │ │ │ │
│ │эргономически-│ │ │ │ │ │ │
│ │ми принципами │ │ │ │ │ │ │
│ │при конструи-
│ │ │ │ │ │ │
│ │ровании │ │ │ │ │ │ │
│ │станка, │ │ │ │ │ │ │
│ │например: │ │ │ │ │ │ │
│ 8.1
│ неудобное │ 1.1.2,
│ 4.9 │ 3.6.1, │ Исполнитель-│ЕН 614-1
│5.1.2, │
│ │положение тела│перечисление│ │ 6.2.1, │ные механизмы│ │5.3.4 │
│ │или чрезмерные│ d), 1.1.5,
│ │ 6.2.4,
│для │ │ │
│ │усилия │1.6.2, 1.6.4│ │ 6.2.5, │перемещения │ │ │
│ │оператора │ │ │ 6.2.7 │обрабатывае-
│ │ │
│ │ │ │ │ │мых
деталей, │ │ │
│ │ │ │ │ │режущего │ │ │
│ │ │ │ │ │инструмента │ │ │
│ │ │ │ │ │и деталей │ │ │
│ │ │ │ │ │станка │ │ │
│ 8.2
│ несоответст- │ 1.1.2,
│ 4.9 │ 3.6.2
│ Смена обра- │ЕН 1005-1
│5.3.4 │
│ │вие │перечисление│ │ │батываемой │ЕН 1005-2 │ │
│ │анатомическим │ d), 2.2
│ │ │детали/инст- │ЕН 1005-3 │ │
│ │возможностям │ │ │ │румента │ЕН 1005-4 │ │
│ │рук или ног │ │ │ │ │ │ │
│ 8.3
│ недостаточное│
1.1.2, │ │ 3.6.6 │ Ручная │ │6.2 │
│ │применение │перечисление│ │ │работа, │ │ │
│ │средств │ e)
│ │ │управление │ │ │
│ │индивидуальной│ │ │ │станком, при │ │ │
│ │защиты │ │ │ │обработке │ │ │
│ │ │ │ │ │пруткового │ │ │
│ │ │ │ │ │материала │ │ │
│ 8.4
│ неадекватное │ 1.1.4
│ │ 3.6.5 │ Наладка, │ЕН 1837 │5.3.2 │
│ │местное │ │ │ │установка об-│ │ │
│ │освещение │ │ │ │рабатываемой
│ │ │
│ │ │ │ │ │детали, │ │ │
│ │ │ │ │ │наблюдение │ │ │
│ │ │ │ │ │за процессом │ │ │
│ │ │ │ │ │обработки │ │ │
│ 8.6
│ ошибки в │ 1.1.2,
│ 4.9 │
3.6, │ Работа с │ │5.1.6, │
│ │поведении │перечисление│ │ 3.7.8, │экраном │ │5.1.7, │
│ │людей │ d), 1.2.2, │ │ 3.7.9, │пульта ЧПУ, │ │5.2.1, 6.2│
│ │ │ 1.2.5,
│ │ 6.1.1
│при выборе │ │ │
│ │ │ 1.2.8,
│ │ │режима │ │ │
│ │ │ 1.5.4, 1.7 │ │ │работы, │ │ │
│ │ │ │ │ │креплении об-│ │ │
│ │ │ │ │ │рабатываемой
│ │ │
│ │ │ │ │ │детали, │ │ │
│ │ │ │ │ │инструмента │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 10
│ Неожиданные │ │ │ │ │ │ │
│ │пуски, │ │ │ │ │ │ │
│ │повороты, │ │ │ │ │ │ │
│ │прокручивания │ │ │
│ │ │ │
│
│(или другие │ │ │ │ │ │ │
│ │подобные │ │ │ │ │ │ │
│ │сбои): │ │ │ │ │ │ │
│ 10.1
│ неполадки или│1.2.7, 1.6.3│ │
3.7, │ Сбои в │ЕН 60204-1 │5.1.1, │
│ │повреждения │ │ │ 6.2.2 │системе │ │5.1.9, │
│ │системы │ │ │ │управления с │ │5.1.10 │
│ │управления │ │ │ │последующими
│ │ │
│ │ │ │ │ │неполадками │ │ │
│ │ │ │ │ │в работе, │ │ │
│ │ │ │ │ │ненадежное │ │ │
│ │ │ │ │ │крепление об-│ │ │
│ │ │ │ │ │рабатываемой
│ │ │
│ │ │ │ │ │детали и │ │ │
│ │ │ │ │ │превышение │ │ │
│ │ │ │ │ │частоты │ │ │
│ │ │ │ │ │вращения │ │ │
│ 10.2
│ возобновление│
1.2.6 │ │ 3.7.2 │ Наладка или │ЕН
60204-1,│5.1.10 │
│ │энергоснабже- │ │ │ │обработка │ЕН 1037 │ │
│ │ния
после его │ │ │ │ │ │ │
│ │прерывания │ │ │ │ │ │ │
│ 10.3
│ внешние │
1.2.1, │ │ 3.7.11 │ Управляющее
│ │5.1.9 │
│ │воздействия на│ 1.5.11,
│ │ │устройство │ │ │
│ │электрообору-
│ 4.1.2.8 │
│ │ЧПУ при │ │ │
│ │дование │ │ │ │наладке, │ │ │
│ │ │ │ │ │обработке, │ │ │
│ │ │ │ │ │техническом │ │ │
│ │ │ │ │ │обслуживании,│ │ │
│ │ │ │ │ │текущем │ │ │
│ │ │ │ │ │ремонте │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 12
│ Нарушение │ 1.3.6
│ │3.2,
3.3│ Наладка и │ │5.1.8 │
│ │частоты │ │ │ │обработка │ │ │
│ │вращения │ │ │ │ │ │ │
│ │инструмента │ │ │ │ │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 13
│ Нарушения │ 1.2.6
│ │ 3.7,
│ Сбои в │ЕН
60204-1 │5.1.10 │
│ │энергоснабже-
│ │ │ 3.7.2 │системе │ │ │
│ │ния │ │ │ │управления с
│ │ │
│ │ │ │ │
│последующими │
│ │
│ │ │ │ │ │неполадками │ │ │
│ │ │ │ │ │в работе, │
│ │
│ │ │ │ │ │ненадежное │ │ │
│ │ │ │ │ │крепление об-│ │ │
│ │ │ │ │
│рабатываемой
│ │ │
│ │ │ │ │ │детали и │ │ │
│ │ │ │ │ │превышение │ │ │
│ │ │ │ │ │частоты │
│ │
│ │ │ │ │ │вращения │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│
14
│ Ошибки в │ 1.2.1,
│ │ 3.7,
│ Неожиданный │ЕН 954-1 │5.1.1, │
│ │системе │
1.2.3, │ │ 6.2.3 │сбой в │ │5.1.9 │
│ │управления │
1.2.4, │ │ │управлении, │
│ │
│ │ │ 1.2.5,
│ │ │ведущий к │ │ │
│ │ │1.2.7, 1.6.3│ │ │неполадкам │ │ │
│ │ │ │ │
│в работе, │ │ │
│ │ │ │ │ │неожиданные │ │ │
│ │ │ │ │ │движения при
│ │ │
│ │ │ │ │ │смене │ │ │
│ │ │ │ │ │инструмента │ │ │
│ │ │ │ │ │или при │ │ │
│ │ │ │ │ │зажиме обра- │
│ │
│ │ │ │ │ │батываемой │ │ │
│ │ │ │ │ │детали │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 15
│ Ошибки │ 1.5.4
│ 4.9 │
5.5, │ Смена │ │5.3.12, │
│ │монтажа │ │ │ 6.2.2 │инструмента │ │6.2 │
│ │ │ │ │ │или крепление│ │ │
│ │ │ │ │ │обрабатывае-
│ │ │
│ │ │ │ │ │мой
детали │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 16
│ Опасности из-│
1.3.2 │ 4.2.2 │ 3.3
│ Обработка │ │5.2.3, │
│ │за разрушения │ │ │ │деталей │ │5.2.5 │
│ │в процессе │ │ │ │ │ │ │
│ │работы │ │ │ │ │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│
17 │ Опасности
из-│ 1.3.3 │ 4.2.2 │3.3, 3.8│
Крепление │ │5.2.1, │
│ │за падающих │ │ │ │обрабатывае-
│ │5.2.3, │
│ │или │ │ │ │мой
детали, │ │5.2.3.4, │
│ │выбрасываемых
│ │ │ │инструмента, │ │6.2.6 │
│ │предметов или │ │ │ │подача │ │ │
│ │жидкостей │ │ │ │прутка, СОЖ, │ │ │
│ │ │ │ │ │сходящая │ │ │
│ │ │ │ │ │стружка │ │ │
├────────┼──────────────┼────────────┼───────┼────────┼─────────────┼───────────┼──────────┤
│ 19
│ Опасности из-│
1.5.15 │ 4.2.3 │
6.2.5 │ Там,
где │ │5.2.3, │
│ │за скольжения │ │ │ │пролита
СОЖ │ │5.2.4.1, │
│ │и неожиданного│ │ │ │на пол │ │5.2.3.4, │
│ │падения людей │ │ │ │ │ │6.2 │
│
│(вблизи │ │ │ │ │ │ │
│ │станка) │ │ │ │ │ │ │
└────────┴──────────────┴────────────┴───────┴────────┴─────────────┴───────────┴──────────┘
Требования
безопасности и меры обеспечения безопасности, указанные в разделе 5,
обеспечивают либо полное устранение рисков, либо сокращение рисков до минимума.
Из представленных в
таблице 1 основных опасностей особое внимание следует уделять следующим:
- выбросу
инструмента, частей зажимных патронов, обрабатываемых деталей или их частей,
включая стружку (см. таблицу 1, раздел 17);
- захвату или
наматыванию на движущиеся части станка, в частности на зажимные патроны,
инструменты и обрабатываемые детали (см. таблицу 1, пункты 1.4 и 1.5);
- отрезанию и
раздавливанию между движущимися частями станка, включая повреждения при
попадании между неподвижными и движущимися частями станка (см. таблицу 1,
пункты 1.1 и 1.3);
- возгоранию (см.
таблицу 1, пункт 7.2).
Основными зонами
риска являются:
- рабочие зоны с
вращающимися шпинделями, устройства для крепления обрабатываемой детали
(например, зажимные патроны), салазки/направляющие, револьверные
головки/накопители инструмента, обрабатываемая(ые) деталь(и), конвейер для удаления стружки (если
имеется);
- устройства
загрузки/выгрузки обрабатываемых деталей, включая механизмы подачи прутка для
горизонтальных токарных станков;
- внешние
инструментальные магазины и устройства смены инструмента.
5. Требования безопасности и/или защитные меры
Многошпиндельные
токарные автоматы должны соответствовать требованиям безопасности и/или
защитным мерам, указанным в этом разделе. В отношении возможных, но
незначительных опасностей, которые не рассматриваются в настоящем стандарте,
проектирование станков должно осуществляться в соответствии с ЕН 292-1, разделы
5 и 6.
Меры по снижению
опасности рисков изложены в ЕН 292-2:
- создание
соответствующих конструкций - раздел 3,
- проведение
технических профилактических мероприятий - раздел 4.
Примечание. Для
станков, представляющих дополнительную опасность или не соответствующих
требованиям настоящего стандарта, инструкцию по оценке рисков можно найти в ЕН
1050, а меры по устранению опасностей и снижению рисков описаны в ЕН 292-1 и ЕН
292-2.
При проектировании
станков конструктор должен уделять основное внимание опасностям, которым могут
подвергаться операторы и другие люди, имеющие доступ в опасные зоны во время
срока службы станка, включая и достаточно предсказуемое использование станка не
по назначению (ЕН 292-1, пункт 3.12). Следует учитывать все опасности,
возникающие в процессе обработки и/или других процессах, требующих
вмешательства оператора или других людей (например, при наладке, чистке,
обслуживании и ремонте). Анализ неполадок в системе управления, включая повреждения
элементов системы управления, является частью оценки риска. По этому вопросу
следует руководствоваться ЕН 954-1.
5.1.
Системы управления. Общие требования
По требованиям
безопасности и защитным мерам, не указанным в этом разделе (5.1.1 - 5.1.10),
следует руководствоваться ЕН 292-2, пункты 3.7 и 3.10.
5.1.1.
Безопасность и надежность систем управления
Настоящий стандарт
в вопросах безопасности охватывает всю систему управления станком от исходного
управляющего или сигнального устройства до входа в конечный исполнительный
элемент, например двигатель.
Относящиеся к
безопасности элементы системы управления станка должны соответствовать
требованиям нижеуказанных категорий безопасности ЕН 954-1 в соответствии с
выполняемыми функциями:
- запуск и повторный
запуск - категория 1 (см. 5.1.3);
- останов,
обусловленный эксплуатационными требованиями, - категория 1 (см. 5.1.4);
- контроль
максимальной частоты вращения шпинделя - категория 2 или 3 (см. 5.1.8);
- аварийный останов
- категория 1 или 3 (см. 5.1.5);
- переключатель
режимов работы - категория 1 (см. 5.1.7);
- блокировка -
категория 1 или 3 (см. 5.2.4.2, 5.2.4.3, 5.2.4.4, 5.2.4.5, 5.2.5);
- блокировка с
держателем ограждения - категория 3 (см. 5.2.4.1, 5.2.5.2);
- подача (включая
сниженную скорость подачи) - категория 2 (см. 5.1.8);
- ручное управление
в толчковом режиме - категория 3 (см. 5.1.7);
- зажим детали -
категория 1 (см. 5.2.1).
В соответствии с ЕН
954-1, пункт 6.3, любая комбинация относящихся к безопасности элементов системы
управления с различными категориями, при которой достигается одинаковый уровень
помехозащищенности, является приемлемой.
Метод проверки
Проверка
соответствующих чертежей и/или электрических схем, а также визуальный контроль
станка. Для покупных узлов/блоков требуется подтверждение соответствия
стандартам со стороны изготовителя.
5.1.2.
Размещение устройств управления
Устройства
управления должны соответствовать ЕН 894-1, ЕН 894-2 и ЕН 894-3, ЕН 60204-1,
раздел 10, см. также 5.1.5.
Метод проверки
Проверка соответствующих
чертежей, а также визуальный контроль станка.
5.1.3. Пуск
(приведение в действие)
Безопасность
запуска станка должна быть обеспечена в соответствии с требованиями ЕН 60204-1,
пункт 9.2.5.2, см. также 5.1.7.2 и 5.1.7.3.
Элементы системы
управления пуском и повторным пуском должны соответствовать категории 1 по ЕН
954-1.
Приведение в
действие различных функций станка зависит от выбранного режима работы (см.
5.1.7).
Закрытие защитных
ограждений не должно приводить к повторному запуску подвижных частей станка, за
исключением случаев, когда закрытие защитных ограждений является
механизированным, а сами защитные ограждения снабжены планками переключения
(см. 5.2.5.3).
При открытых
ограждениях не допускается неожиданный запуск представляющих опасность
движущихся частей станка, например шпинделей обрабатываемых деталей, суппортов,
шпиндельного блока, зажимных цанг обрабатываемых деталей, согласно ЕН 1037,
раздел 6.
В режиме работы
"Производство" станок должен запускаться или повторно запускаться
посредством предусмотренного в этих целях пускового устройства только в том
случае, когда защитные ограждения закрыты.
[см. ЕН 60204-1
(пункт 9.2.5.2)].
Метод проверки
Проверка
соответствующих чертежей и/или электрических схем, а также визуальный контроль
и функциональные испытания станка.
5.1.4.
Обусловленный эксплуатационными требованиями останов
Для каждого режима
работы станка должен быть предусмотрен "Обусловленный эксплуатационными
требованиями останов", который реализуется специальным устройством. При
выполнении функции "Обусловленный эксплуатационными требованиями
останов" энергопитание двигателей привода подач, привода зажимного
устройства детали (например, зажимной патрон или зажимная цанга) и ЧПУ не
должно отключаться (функция останова - категория 2 по ЕН 60204-1, пункт 9.2).
При этом следует контролировать движение основного привода. Контрольное
устройство должно соответствовать категории 3 по ЕН 954-1.
Станок,
остановленный путем обусловленного эксплуатационными требованиями останова, при
открытии защитного ограждения должен оставаться выведенным из эксплуатации по
категории 2 по ЕН 60204-1 (пункт 9.2) для контроля условий функции останова
согласно категории 2 по ЕН 1037 (пункт 6.4).
Элементы системы
управления, обеспечивающие обусловленный эксплуатационными требованиями
останов, должны соответствовать категории 1 по ЕН 954-1.
Сбой в управлении
при обусловленном эксплуатационными требованиями останове должен приводить к
выводу из эксплуатации по категории 1 по ЕН 60204-1, пункт 9.2, см. также
5.2.3.
Метод проверки
Проверка
соответствующих чертежей и/или электрических схем, а также визуальный контроль
и функциональные испытания станка.
Функции аварийного
отключения должны соответствовать категории 1 по ЕН 60204-1, пункт 9.2.2,
требованиям ЕН 60204-1, пункт 9.2.5.4.2 и ЕН 418.
Элементы системы
аварийного отключения должны соответствовать:
- категории 1 по ЕН
954-1 при жесткой схеме соединений проводами;
- категории 3 по ЕН
954-1 в других случаях (например, решение задачи с помощью программного
обеспечения).
Функция аварийного
отключения должна осуществляться через одно или несколько устройств аварийного
отключения, которые соответствуют ЕН 60204-1, пункт 10.7. Командное устройство
(кнопка) аварийного отключения должно быть на каждом рабочем месте, включая:
- главный пульт
управления;
- каждый выносной
пульт управления (если таковые имеются);
- место
загрузки/выгрузки деталей (если оно отделено от рабочего места основного
оператора);
- вблизи и внутри
кожуха инструментального магазина (насколько возможен доступ к корпусу
магазина), если инструментальный магазин отделен от рабочей зоны.
Метод проверки
Проверка
соответствующих чертежей и/или электрических схем, а также визуальный контроль
и функциональные испытания станка.
Если в режимах
"Производство" и "Наладка" предусмотрен доступ к
программируемым функциям с целью их изменения, например с целью корректировки
положения инструмента, он должен быть закрыт для посторонних, чтобы
предотвратить непредусмотренный доступ к запрограммированной информации или к
программируемым функциям. Этого можно достичь с помощью пароля в программе или
кодового переключателя (см. также 6.2.7).
Метод проверки
Проверка
соответствующих чертежей и/или электрических схем, а также визуальный контроль
и функциональные испытания станка.
5.1.7.1. Общие положения
Для выбора между
режимами "Производство" и "Наладка" необходим в
соответствии с ЕН 292-2 + ЕН 292-2/А1, пункт А.1.2.5,
и ЕН 60204-1, пункт 9.2.3, переключатель режимов работы с блокировкой (см.
рисунок 4).
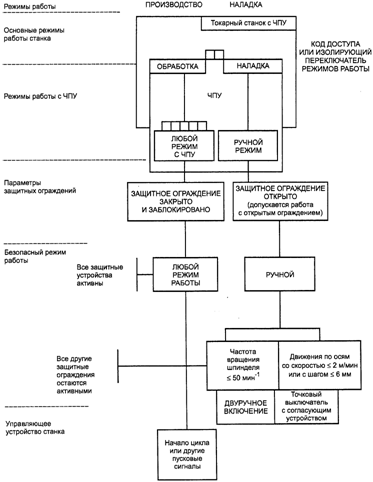
Рисунок 4.
Схематическое изображение
профилактических
мероприятий
Устройства выбора
режимов работы должны обеспечивать в данный момент выбор только одного режима
работы.
Элементы устройства
выбора режима работы должны соответствовать категории 1 по ЕН 954-1.
Дополнительно
должны быть проведены защитные технические мероприятия соответствующих режимов
работы в соответствии с 5.1.7.2 и 5.1.7.3.
Метод проверки
Проверка
соответствующих чертежей и/или электрических схем, а также визуальный контроль
и функциональные испытания станка.
5.1.7.2.
Режим работы - "Производство"
Если выбран режим
работы "Производство", а перемещаемые защитные ограждения открыты,
любые перемещения узлов станка должны быть исключены.
Другие движения
также могут быть возможны только при закрытых перемещаемых защитных ограждениях
(см. 5.2.5.2).
Метод проверки
Проверка
соответствующих чертежей и/или электрических схем, а также визуальный контроль
и функциональные испытания станка.
5.1.7.3.
Режим работы - "Наладка"
Если выбран режим
работы "Наладка" и перемещаемые защитные ограждения открыты,
перемещение узлов станка может осуществляться только при следующих условиях.
Когда доступ к
опасным зонам через перемещаемые защитные ограждения возможен более чем с одной
стороны, а сама опасная зона не просматривается с рабочего места оператора,
любые вызывающие опасность перемещения узлов станка должны быть невозможны,
пока не будут закрыты перемещаемые защитные ограждения.
a) Рабочая зона
1) Перемещение
узлов станка может осуществляться только при следующих условиях:
- элементы системы
управления, относящиеся к безопасности, должны соответствовать категории 2 по
ЕН 954-1 для управления скоростью перемещения узлов станка по управляемым
координатам (см. 5.1.8);
- скорость
перемещения узлов станка по управляемым координатам не должна превышать 2
м/мин;
- перемещение
должно осуществляться при ручном управлении в толчковом режиме, элементы системы управления которого должны соответствовать категории
3 по ЕН 954-1, или это движение должно быть ограничено шаговыми движениями с
шагом не более 6 мм.
2) Частота вращения
главного шпинделя и/или шпинделей не должна превышать ![]() .
Перемещение должно осуществляться при ручном управлении в толчковом режиме;
.
Перемещение должно осуществляться при ручном управлении в толчковом режиме;
- при работе на
механически управляемых станках без функции "сниженная скорость"
работа шпинделей обрабатываемой детали и шпинделей инструмента допускается
только при использовании двуручного переключателя типа II или III в
соответствии с ЕН 574, пункт 6.3. Положение двуручного переключателя должно
соответствовать ЕН 999.
3) Движение
шпиндельного блока допускается только в следующих случаях:
- вращение с
ограниченной скоростью не превышает 2 м/мин. Движение осуществляется при ручном
управлении в толчковом режиме;
- поворот/включение
следующей позиции должен быть возможен, только если обе руки оператора
находятся вне зоны опасности, например при использовании двуручного
переключателя типа II или III в соответствии с ЕН 574
(пункт 6.3). Положение двуручного переключателя должно соответствовать ЕН 999.
4) Неуправляемые
движения, например, зажимных патронов обрабатываемых деталей допустимы только
при использовании двуручного переключателя типа II или III B в сочетании с
разрешающим устройством в соответствии с ЕН 574 (пункт 6.2) или при ручном
управлении в толчковом режиме. Положение двуручного переключателя должно
соответствовать ЕН 999. Если это невозможно, неуправляемые движения допустимы
только при закрытых перемещаемых защитных ограждениях.
b) Зона
распределительного кулачка
Механические
движения допускаются только при использовании двуручного переключателя типа II
или III B в сочетании с разрешающим устройством в соответствии с ЕН 574 (пункт
6.2) или при ручном управлении в толчковом режиме, расположенном вблизи двери
доступа к распределительному кулачку.
c)
Загрузочно-разгрузочные устройства
Загрузка и
разгрузка деталей посредством манипулятора возможны, только если обе руки
оператора находятся вне зоны опасности, например при использовании двуручного
переключателя типа II или III в соответствии с ЕН 574,
пункт 6.2.
Перемещения
манипулятора допускаются только при использовании двуручного переключателя или
ручного управления в толчковом режиме при сниженной скорости не более 2 м/мин
или при закрытых перемещаемых защитных ограждениях.
Неподвижные
защитные ограждения и технические защитные меры, такие как уменьшение числа
оборотов или скорости при ручном управлении в толчковом режиме для
инструментов, шпинделя(ей) и узлов станка,
перемещаемых по осям координат, а также использование двуручного переключателя
в сочетании с командным устройством для револьверной головки/головок должны
быть активными только в режиме "Наладка".
Примечания. 1. Для
блокировки защитного ограждения приводов см. 5.2.4.5.
2. Для элементов
системы управления, обеспечивающих блокировку, см. 5.1.1.
Метод проверки
Проверка
соответствующих чертежей и/или схем соединений, а также визуальный и
функциональный контроль и функциональные испытания станка.
5.1.8.
Управление скоростями и частотой вращения
Элементы системы
управления, относящиеся к безопасности, для управления частотой вращения
главного шпинделя и приводного инструмента должны соответствовать категории 3
по ЕН 954-1, для управления скоростью перемещения рабочих узлов по осям
координат - категории 2 по ЕН 954-1.
Для управления
частотой вращения шпинделя и скоростями перемещения рабочих узлов по осям
координат, а также для ручного управления в толчковом режиме должны быть
предусмотрены не менее двух отдельных электронных каналов, которые различаются
своими составными частями, при этом один канал должен контролировать другой
канал через внешний шлейф. Каналы должны тестироваться при каждом пусковом
цикле. В этих случаях должен применяться общий для обоих циклов датчик.
Каждое отклонение
от запрограммированного или выбранного значения скорости должно вести к
аварийному отключению, категория 1 по ЕН 60204-1, пункт 9.2.2.
Метод проверки
Проверка
соответствующих чертежей и/или электрических схем, а также визуальный контроль
и функциональные испытания станка.
5.1.9.
Числовое программное управление
Элементы системы
ЧПУ, относящиеся к безопасности, должны быть защищены от случайных включений. В
частности, пользователь не должен иметь доступ в систему программного
управления для внесения изменений, снижающих эффективность защитных функций
(включая защитные ограждения), используя частичную программу.
Примечание. См. ЕН
60204-1, МЭК 61508 (раздел 12) [13] и МЭК 61511 [14].
Метод проверки
Проверка
соответствующих чертежей и/или электрических схем, а также визуальный контроль
и функциональные испытания станка.
Система должна
четко фиксировать недостаточное давление в гидро-, пневмосистемах
или напряжение электрического тока с последующей остановкой станка.
Прерывание или сбой
в подаче энергии не должны привести к потере усилия на зажимном устройстве
детали или инструмента до полной остановки станка.
Возобновление
подачи энергии не должно приводить к автоматическому перезапуску станка (ЕН
1037 и ЕН 292-2, пункт 3.7.2). Система должна быть устроена так, чтобы сбои в
работе (например, разрыв проводов, трубы или шланга) не привели к потере
безопасности всего станка (ЕН 60204-1, ЕН 982, ЕН 983).
Метод проверки
Проверка
соответствующих чертежей и/или электрических, гидравлических, пневматических
схем.
5.2. Защита
от механических опасностей
См. ЕН 292-1, пункт
4.2, и ЕН 292-2, раздел 4.
Защитные ограждения
должны соответствовать ЕН 953.
5.2.2. Условия
крепления обрабатываемой детали
a) Конструкцией
станка должна быть предусмотрена невозможность включения или отключения вручную
зажимного патрона обрабатываемой детали при вращающемся шпинделе(ях).
b) На зажимных
патронах обрабатываемой детали должна быть обозначена максимально допустимая
частота вращения.
Усилие зажима,
достаточное для надежного крепления обрабатываемой детали, должно сохраняться
до полной остановки шпинделя, например, посредством обратного клапана в
гидравлической системе или посредством самотормозящегося зажимного патрона
обрабатываемой детали.
Элементы системы
управления автоматическим зажимом обрабатываемой детали должны соответствовать
категории 1 по ЕН 954-1.
c) Зажимной патрон
обрабатываемой детали должен соответствовать ЕН 1550.
d) Конструкцией
зажимных узлов станка должно быть предусмотрено исключение попадания в них
пальцев рук человека при ручной загрузке/выгрузке, например:
1) регулируемый ход
кулачков зажимного патрона должен быть не более 4 мм или должно иметься
разделяющее защитное ограждение, имеющее зазоры безопасности согласно ЕН 294,
или
2) шаговые движения
должны иметь шаг не более 4 мм, или
3) скорость
срабатывания зажимного устройства не должна превышать 4 мм/с,
или
4) должны иметься
органы управления зажимным патроном обрабатываемой детали, управляемые вручную
со стороны рабочей зоны, например двуручный переключатель обрабатываемой
детали.
e) В режиме
"Производство" программа должна работать только тогда, когда
выполнены следующие условия:
1) станки должны
иметь возможность ввода или контроля запрограммированной максимальной частоты
вращения шпинделя обрабатываемой детали и максимально допустимой частоты
вращения установленного на станке зажимного патрона. Если при смене программы у
пользователя нет возможности вводить или подтверждать частоту вращения,
необходимо устройство, препятствующее работе станка в режиме
"Производство" (см. 6.2.5);
2) при
использовании приводных зажимных патронов обрабатываемых деталей контроль
усилия зажима детали, в том числе гидравлического давления, обеспечивается
специальными устройствами (см. 5.2.1.4). Кроме того, нужно контролировать ход
кулачков (цанги), чтобы убедиться, что остался достаточный ход после того, как
деталь закреплена. Если необходимое усилие зажима не получено или остающийся
ход кулачков (цанги) недостаточен, не должен допускаться запуск привода
основного шпинделя;
3) если привод шпинделя работает, а усилие зажима при установленном
значении падает, должен начаться останов станка согласно категории 1 по ЕН
60204-1;
4) для разогрева,
загрузки или окончания работы станка все требования к главному шпинделю по
пунктам 2) и 3) данного перечисления e) в режиме "Наладка" при
закрытом защитном ограждении должны терять силу. В ином случае изготовитель
обязан предусмотреть надежный способ, который позволит учитывать зажимной путь,
например, посредством датчика наличия прутка в сочетании с датчиком наличия
тормозной колодки.
Метод проверки
Проверка
соответствующих чертежей и/или электрических, гидравлических, пневматических
схем, а также визуальный контроль и функциональные испытания станка.
Вокруг рабочей зоны
должны быть предусмотрены неподвижные и/или перемещаемые ограждения, чтобы
снизить риски от выброса обрабатываемых деталей, частей станка, инструмента
(или частей инструмента), стружки или СОЖ (см. также 5.2.5 и 6.2.4).
Защитные ограждения
должны быть сконструированы и изготовлены таким образом, чтобы могли
выдерживать наибольшую вероятную энергию удара.
При прямом ударе
энергия удара зависит от:
- наибольшего
диаметра зажимного патрона обрабатываемой детали, которым может быть оборудован
станок, и наибольшей частоты вращения патрона (см. Приложения C и E);
- массы и
наибольшей частоты вращения цанги (см. Приложения C и E).
Материалы,
применяемые для изготовления защитных ограждений, должны соответствовать
классам прочности для применяемых на станках зажимных устройств в соответствии
с Приложением B. Информация об испытательном оборудовании и образцах материалов
по классам прочности дана в Приложении C.
При прямом ударе
должно быть предусмотрено разделяющееся защитное ограждение из стального листа
толщиной 2 мм с минимальной прочностью на разрыв 369 Н/мм2
или из 6 мм поликарбоната с минимальной прочностью на разрыв 68 Н/мм2 для
защиты с двух сторон от СОЖ и стружки.
Метод проверки
Проверка
соответствующих чертежей, результатов испытаний согласно Приложению B, а также
визуальный контроль станка.
5.2.4. Доступ к
движениям, вызывающим опасность
5.2.4.1.
Доступ в рабочую зону
Должны быть
предусмотрены защитные ограждения с целью исключения указанных в ЕН 292-1,
пункт 4.2.1, рисков (захвата и заматывания, раздавливания, срезания и т.п.)
путем ограничения доступа к представляющим опасность частям станка: вращающимся
зажимным патронам или цангам, планшайбам и шпинделю(ям)
для приводного инструмента, подвижным узлам, конвейеру для уборки стружки,
приводу станка и т.п. Защитные ограждения, преграждающие доступ в рабочую зону,
должны также служить защитным кожухом, исключающим описанные в разделе 4 риски
от выброса.
Для опасных зон,
которые не просматриваются с рабочего места оператора, требуются перемещаемые
защитные ограждения.
Запоры защитных
ограждений см. 5.2.5.2.
Метод проверки
Проверка
соответствующих чертежей, а также визуальный и функциональный контроль станка.
5.2.4.2.
Особые требования к токарным станкам, которые оборудованы подачей прутка
Доступ к вращающимся
или перемещающимся пруткам или к двигающимся подвижным частям устройства подачи
прутка должен быть закрыт по всей длине посредством неподвижных и/или
перемещаемых ограждений.
Должна быть
исключена возможность включения подачи прутка при открытом защитном ограждении.
Доступ в опасную
зону может быть разрешен только после окончания движений, которые могут вызвать
опасность (ЕН 1088). Элементы системы управления, обеспечивающие блокировку,
должны соответствовать категории 1 по ЕН 954-1.
В режиме
"Наладка" подача прутка в рабочую зону при открытом защитном
ограждении может осуществляться только при ручном управлении в толчковом режиме
при скорости не более 2 м/мин или посредством двуручного переключателя.
Станок должен быть
остановлен, когда оставшаяся длина прутка полностью вышла из магазина для
прутков.
Метод проверки
Проверка
соответствующих чертежей, а также визуальный и функциональный контроль станка.
5.2.4.3.
Дополнительные исполнительные механизмы
Доступ к опасной(ым) зоне(ам)
дополнительного(ых) исполнительного(ых) механизма(ов) должен быть
исключен посредством неподвижных или перемещаемых раздвижных и/или нераздвижных
защитных устройств с блокировкой.
Должны иметься в
наличии устройства, которые в случае взятия образцов обработанных деталей должны
ограничить доступ к движениям, вызывающим опасность.
Работа
дополнительного исполнительного механизма в режиме "Наладка" должна
исключать пуск станка.
Срабатывание
функции "Аварийное отключение станка" должно останавливать и
дополнительный исполнительный механизм.
Метод проверки
Проверка
соответствующих чертежей, а также визуальный и функциональный осмотр станка.
5.2.4.4.
Сбор и удаление стружки
Доступ к
представляющим опасность частям системы сбора и удаления стружки должен быть
исключен посредством неподвижных и/или перемещаемых защитных устройств с блокировкой.
Там, где доступ к
представляющим опасность частям системы сбора и удаления стружки (например,
ленточному или шнековому транспортеру) возможен с места обслуживания в рабочей
зоне, движения этих частей при открытом защитном ограждении должны быть
исключены.
Зона выброса
стружки должна иметь табличку, предупреждающую о возможных травмах, например:
"Осторожно, возможно раздавливание, захват или заматывание".
Когда движение
узлов системы сбора и удаления стружки необходимо при открытом защитном
ограждении (например, для очистки), оно может совершаться только при ручном
управлении в толчковом режиме, при этом вблизи должно находиться устройство
аварийного отключения.
Метод проверки
Проверка
соответствующих чертежей, а также визуальный контроль и функциональные
испытания станка.
Доступ к частям
привода (например, цепям, звездочкам, зубчатым колесам, шпинделям и т.п.)
должен быть закрыт неподвижными и/или перемещаемыми защитными ограждениями.
Если требуется доступ к таким частям при обычной эксплуатации, то должны
иметься в наличии перемещаемые защитные ограждения с блокировкой. Элементы
системы управления, обеспечивающие блокировку, должны соответствовать категории
1 по ЕН 954-1. Если эти перемещаемые защитные ограждения позволяют доступ в
рабочую зону, то элементы системы управления, обеспечивающие блокировку, должны
соответствовать категории 3 по ЕН 954-1.
Метод проверки
Проверка
соответствующих чертежей и/или электрических схем.
5.2.5.
Требования к защитным устройствам
5.2.5.1. Общие
положения
Защитные устройства
должны соответствовать ЕН 953.
5.2.5.2.
Перемещаемые защитные ограждения с блокировкой
Перемещаемые
защитные ограждения с фиксаторами или без них должны запираться согласно ЕН
1088, пункт 7.1.
Относящиеся к
безопасности элементы управления блокировкой должны соответствовать категории 3
по ЕН 954-1.
Сбой в блокировке
защитных ограждений должен приводить к останову станка по категории 1 по ЕН
60204-1, пункт 9.2.2.
Перемещаемые
защитные ограждения для доступа в рабочую зону должны быть закрыты визуально
видимыми фиксаторами.
Метод проверки
Проверка
соответствующих чертежей и/или электрических схем, а также визуальный контроль
и функциональные испытания станка.
5.2.5.3.
Приводные перемещаемые защитные ограждения
Приводные
перемещаемые защитные ограждения должны соответствовать ЕН 292-2, пункт
4.2.2.6, а при высоте более 1,6 м от пола согласно ЕН 1760-2 должны иметь
планку переключения.
Закрытие приводных
перемещаемых защитных ограждений должно рассматриваться как первая фаза
производственного цикла. Это закрытие должно осуществляться посредством
предусмотренного для этой цели командного устройства. Движение узлов станка не
должно происходить до тех пор, пока защитное ограждение не будет полностью
закрыто. Усилие закрытия не должно превышать 150 Н (ЕН 953, пункт 5.2.5.2).
Метод проверки
Проверка
соответствующих чертежей и функционирования станка.
5.3.
Защитные мероприятия против немеханических опасностей
Конструкцией
станка, включая систему управления, должна быть предусмотрена возможность
подключения системы противопожарной сигнализации, системы пожаротушения,
клапанов снижения давления и т.п.
Примечание.
Опасности от огня и взрыва зависят от требований к эксплуатации станка и/или к
применению воспламеняющихся жидкостей, а потому не являются составной частью
настоящего стандарта.
Метод проверки
Проверка соответствующих
чертежей и/или схем, а также визуальный контроль.
Конструкцией станка
должна быть предусмотрена возможность подсоединения отсасывающих устройств для устранения вредных эмиссий (например, масляного
тумана и т.д.).
Примечание.
Определенные требования к отсасывающим устройствам не являются составной частью
настоящего стандарта, так как они зависят от особенностей и обстоятельств применения станка.
Метод проверки
Проверка
соответствующих чертежей.
5.3.3. Освещение
Освещенность
рабочей зоны вдоль оси шпинделя по всей длине токарной обработки должна быть не
менее 500 лк (ЕН 1837).
Метод проверки
Визуальный контроль
и измерение.
Электрооборудование
должно соответствовать ЕН 60204-1, если настоящий стандарт не устанавливает
ничего иного. Для предотвращения поражения электрическим током должны
соблюдаться требования ЕН 60204-1, раздел 6, для защиты от короткого замыкания
и перегрузки - ЕН 60204-1, раздел 7. Степень защиты всех электрических блоков
должна быть минимум IP 54 по ЕН 60529.
В первую очередь
должны соблюдаться требования следующих разделов ЕН 60204-1:
- раздела 7 для
защиты оборудования;
- раздела 8 для
выравнивания потенциалов;
- раздела 14 для
проводников, кабелей и линий;
- раздела 15 для
техники соединения проводов;
- раздела 16 для
электромоторов и относящегося к ним оборудования.
Электрические
распределительные щитки и шкафы не должны подвергаться опасности повреждения
из-за выбрасываемых обрабатываемых деталей и/или инструмента.
Метод проверки
Проверка
соответствующих чертежей и/или электрических схем.
5.3.5. Эргономика
См. 5.1.2.
Станки должны быть
оборудованы в соответствии с эргономическими принципами ЕН 292-1, пункт 4.9, ЕН
292-2, пункты 3.6 и 6.2.5, ЕН 547-1 и ЕН 547-2, а также ЕНV
26385.
Конструкцией станка
должна быть предусмотрена возможность обеспечения свободного доступа в рабочую
зону при применении имеющихся устройств для наладки,
загрузки/разгрузки и т.п. (например, подъемных механизмов).
Метод проверки
Проверка
соответствующих чертежей и визуальный контроль.
5.3.6.
Смазочно-охлаждающая жидкость
Подача СОЖ должна
выключаться автоматически при открытых защитных ограждениях рабочей зоны.
Станки должны иметь устройства для удаления СОЖ, чистки системы и замены
фильтров (см. 6.2).
СОЖ должна вытекать
из станка в специальный резервуар под воздействием силы тяжести, чтобы не
образовывался их застой снаружи или внутри станка.
Метод проверки
Проверка
соответствующих чертежей и инструкции по эксплуатации.
5.3.7.
Пневматическая система
Пневматические
системы должны соответствовать ЕН 983.
5.3.8. Гидравлическая
система
Гидравлические
системы должны соответствовать ЕН 982.
При конструировании
станков следует учитывать информацию и проводить технические мероприятия по
контролю источника шума (ЕН ИСО 11688-1).
Примечание.
Основные источники шума на этих станках:
- приводы шпинделей
и других движущихся узлов;
- привод
шпиндельного барабана;
- зажимные
устройства;
- устройство подачи
прутка (если имеется).
5.3.10. Отключение
и рассеивание энергии
См. ЕН 292-2,
пункты 3.8 и 6.2.3, а также ЕН 1037, раздел 5.
Устройство
отключения подачи энергии должно соответствовать ЕН 982, пункт 5.1.6, ЕН 983,
пункт 5.1.6, и ЕН 60204-1, пункт 5.3. Должны быть предусмотрены устройства для
отвода накопленной энергии (ЕН 1037, пункт 5.3).
Устройство для
отключения подачи электропитания должно соответствовать ЕН 60204-1, пункт 5.3,
за исключением случаев, предусмотренных в ЕН 60204-1, пункт 5.3.2, перечисление
d.
Отключение
электрической системы станка должно также приводить к отключению пневматической
и гидравлической систем. Если энергия накапливается, например, в резервуаре, в
трубе или трубопроводе, должны быть предусмотрены устройства для выпуска
(сброса) остаточного давления. Эти устройства должны иметь соответствующие
клапаны, чтобы не требовалось разборки трубных соединений.
Метод проверки
Проверка
соответствующих чертежей и/или электрических, гидравлических, пневматических
схем, а также визуальный контроль и функциональные испытания станка.
5.3.11. Техническое
обслуживание
См. ЕН 292-2, пункт
3.12, и ЕН 292-2/А1, пункт А.1.6.1.
В руководстве по
эксплуатации (см. 6.2) должна быть дана информация по обслуживанию в
соответствии с ЕН 292-2, пункт 5.5.1.
Метод проверки
Проверка
соответствующих чертежей и руководства по эксплуатации, а также визуальный
контроль и функциональные испытания на станке.
При разборке
пользователем каждого узла, например распределительного кулачка,
инструментальной каретки или других механических устройств, с целью наладки или
обслуживания должны быть предусмотрены меры для исключения ошибок при
последующей сборке, например штифты, асимметричные соединения (см. 6.2).
6.
Информация для пользователя
См. ЕН 292-2,
раздел 5.
6.1.
Обозначения
На всех зажимных
приспособлениях для обрабатываемой детали должны быть указаны максимально
допустимые частоты вращения.
Дополнительно к
требованиям ЕН 292-2, пункт 5.4, на станке должна быть указана максимально
допустимая частота вращения шпинделей в ![]() .
.
На станках для
обработки прутка, в которых существует вероятность, что вращающаяся часть может
выступать за пределы задней части шпинделя или устройства подачи прутка
(магазина), должны быть предусмотрены знаки, предупреждающие об опасности.
Съемные защитные
ограждения и другие части станка, которые непостоянно находятся на станке,
например при транспортировке, должны быть промаркированы данными, указывающими
их принадлежность к конкретному станку.
Метод проверки
Визуальный контроль
станка.
6.2. Руководство по эксплуатации
6.2.1. Общие
положения
Вместе со станком
должно поставляться руководство по эксплуатации согласно ЕН 292-2 (пункт 5.5).
Руководство по
эксплуатации дополнительно к общей информации о станке должно содержать
следующую информацию, касающуюся обеспечения безопасности при работе на станке:
- сведения о
значениях уровня шума и методике проведения измерений уровня шума, на основании
которых определяются эти значения;
- описание всех
защитных устройств, которые перед вводом станка в эксплуатацию должны быть
установлены на станке, находиться в рабочем состоянии и обеспечивать защитные
функции;
- требования к
установке и техническому обслуживанию оборудования, включая перечень элементов
станка, подлежащих периодической проверке и испытаниям, с указанием частоты и
методики проведения проверки и испытаний;
Примечания. 1. Окно
из поликарбоната, которое может получить механические повреждения, например
царапины или трещины, или из-за химического воздействия может потускнеть, теряя
при этом свои защитные функции.
2. Для очистки окон
из искусственных материалов нужно применять только рекомендуемые изготовителем
средства, которые не повреждают поликарбонат.
- рекомендации по
применению лазера для контроля (при наличии лазера);
- рекомендуемые
марки масел для тормозной и приводной систем;
- рекомендации по
выбору, подготовке и применению СОЖ и смазок, а также предупреждающие
мероприятия против ухудшения их свойств;
- рекомендации по
закреплению обрабатываемой детали, включая информацию о зажимных цангах или
зажимных патронах, применяемых на станках, а также рекомендации по эксплуатации
и обслуживанию, данные изготовителем зажимных устройств;
- инструкции по
высвобождению попавших в станок людей;
- рекомендации по
применению индивидуальных средств защиты, например очков и т.д.;
- на всех станках,
особенно поставляемых без встроенных устройств подачи прутка, должна быть
предусмотрена маркировка "Категорически запрещается обрабатывать
незащищенные прутки, выступающие за торец шпинделя станка или устройства подачи
прутка без соответствующего ограждения".
6.2.2. Режущий
инструмент
Должна быть
представлена информация, позволяющая выбирать инструмент в соответствии с
характером применения этого инструмента на конкретном станке. Например, если
предварительно настроенный инструмент будет устанавливаться в устройстве смены
инструмента, должны быть даны рекомендации по массе, моменту инерции массы и
ограничениям размера этого инструмента.
Должна быть
предоставлена информация, позволяющая осуществлять установку и/или смену
инструмента, например соответствующие данные об относящихся к станку
присоединительных размерах в системе "инструмент/станок".
6.2.3. Устройства
для крепления детали
6.2.3.1. Общие
положения
Должны быть
предоставлены рекомендации о способе крепления обрабатываемой детали и
информация о применяемых на станке зажимных цангах и патронах вместе с
рекомендациями изготовителя зажимного устройства по его применению и
обслуживанию.
6.2.3.2. Замена
зажимных устройств обрабатываемой детали
Следует предоставлять
информацию, дающую возможность выбора при установке или замене зажимных
устройств, цанг, патронов, например соответствующие данные об относящихся к
станку присоединительных размерах в системе "зажимное
устройство/станок".
6.2.3.3. Изменения
зажимных устройств обрабатываемой детали
Необходимо давать
информацию о том, что изменение поставляемого со станком зажимного устройства
может потребовать уменьшения максимально допустимой частоты вращения шпинделя
или изменения зажимного усилия этих устройств. Изменение зажимных устройств
обрабатываемой детали должно осуществляться только в соответствии с
рекомендациями их производителя.
Следует
предостеречь, что поставляемые со станком защитные устройства, прошедшие испытания,
в соответствии с Приложением B обеспечивают только уменьшение рисков выброса,
но не полную защиту от этих опасностей.
Следует
предостеречь, что обрабатываемые и вспомогательные материалы могут вызывать
дополнительные опасности, например при обработке
алюминия или магния возможны возгорание, взрыв или выделение вредной пыли.
Должны быть
предоставлены инструкции относительно проверок, которые необходимо проводить
после замены деталей и узлов, демонтажа частей оборудования или смены
программного обеспечения, если указанные процессы влияют на безопасность
работы.
Необходимо также
предоставлять информацию об основных факторах, которые должен учитывать
потребитель для снижения уровня шума, например:
- выборе инструмента;
- креплении обрабатываемой детали и инструмента;
- техническом обслуживании.
Должна быть
предоставлена информация о способах действия при повторном пуске. Особенно
после смены зажимного патрона наладчик станка должен убедиться, что максимально
допустимая частота вращения зажимного патрона не превышена.
Декларация касается
распространяющегося в воздухе звукового излучения в соответствии с ЕН 292-2/А1 (пункт A.1.7.4, перечисление f). Декларация и проверка
значений уровня шума должна соответствовать методам, указанным в Приложении D.
К декларации должна быть приложена информация о примененном методе измерения и
условиях во время проведения испытаний, а также о значениях погрешности K, при
этом двузначное значение должно соответствовать ЕН ИСО 4871, например:
- 4 дБ при
применении ЕН ИСО 3746;
- 2 дБ при
применении ЕН ИСО 3744.
Например, для
корректированного уровня звуковой мощности ![]() (как измеренное значение) погрешность K = 4 дБ
для измерений, которые проводились в соответствии с ЕН ИСО 3746.
(как измеренное значение) погрешность K = 4 дБ
для измерений, которые проводились в соответствии с ЕН ИСО 3746.
Проверку точности
заявленных значений уровня шума следует проводить при применении того же самого
метода измерения и тех же условий эксплуатации, которые приведены в декларации.
Декларация о шуме
должна сопровождаться следующим заявлением:
"Приведенные
цифры являются уровнями излучения, но необязательно должны считаться
безопасными рабочими уровнями. Несмотря на то, что существует корреляция между
уровнями излучения и воздействия шума, они не могут быть надежно использованы
для определения того, требуются или нет дальнейшие меры предосторожности.
Факторы, оказывающие влияние на действительный уровень воздействия шума на
работников, включают в себя характеристики рабочего помещения, другие источники
шума и т.д., а именно количество станков и других сопутствующих процессов.
Допустимый уровень воздействия шума может также быть различным в зависимости от
страны. Тем не менее, указанная информация даст пользователю возможность
наилучшим образом оценить риски и опасности".
6.2.7.
Функции станка, управляемые с пульта числового программного управления
В руководстве по
эксплуатации должны быть описаны функции станка, управляемые с пульта ЧПУ,
например корректировка инструмента, смена режима работы и т.п.
Приложение
A
(справочное)
ПРИМЕР ПРОВЕРКИ
СТАНКА НА БЕЗОПАСНОСТЬ
Примечание. Это
Приложение служит для того, чтобы облегчить пользователю настоящего стандарта
понимание взаимозависимости между частями определенного станка и упомянутых
понятий безопасности. Настоящее Приложение относится к правилам безопасности,
которые могут быть пригодны для других типов станков, поэтому представляется
рациональным для данной группы станков и, принимая во внимание возможное
исследование защитных функций, в зависимости от выбранного режима работы и
положения защитного ограждения представить перечень допустимых и запрещенных
технологических процессов.
Таблица A.1
Взаимозависимость
между частями станка при различных
режимах работы для обеспечения безопасности
┌─────────┬──────────┬────────────────────────────────────────────────────┐
│Установка│ Режим
│ Положение перемещаемого разделяющего защитного │
│переклю-
│ работы │ ограждения │
│чателя │ с ЧПУ
├───────────┬─────────────┬─────────────┬────────────┤
│режимов │(ИСО 2806)│ Закрыто │
Открыто │ Условие
│ Повторное │
│работы │ │ │ │ открывания │
закрытие │
├─────────┼──────────┼───────────┼─────────────┼─────────────┼────────────┤
│Произ- │
Ручной и │ Все │ Нельзя │ Шпиндель │ Нет автома-│
│водство
│одиночный │функции
│запустить:
│неподвижен. │тического │
│ │цикл │станка │ - шпиндель; │ Остановлены:│повторного │
│ │ │готовы к │ - устройства│ - движения │запуска. │
│ │ │работе. │манипулирова-│устройства │ Функции │
│ │ │ Блокировка│ния
обрабаты-│манипулиро-
│станка после│
│ │ │защитного │ваемой │вания обра- │возврата │
│ │ │ограждения │деталью
или │батываемой │защитного │
│ │ │включена │инструментом;│деталью или │ограждения │
│ │ │ │ - приводы │инструментом;│в исходное │
│ │ │ │движения │ - приводы │положение │
│ │ │ │узлов по осям│движения │готовы к │
│ │ │ │координат; │узлов по осям│работе
в │
│ │ │ │ - накопитель│координат; │режиме │
│ │ │ │инструмента.
│ - накопитель│"Ручной"
или│
│ │ │ │ Следует │инструмента. │"Одиночный │
│ │ │ │извещение │ Подача СОЖ │цикл" │
│ │ │ │об ошибке при│выключена
│ │
│ │ │ │команде │ │ │
│ │ │ │"Пуск". │ │ │
│ │ │ │ Зажимную │ │ │
│ │ │ │цангу можно │ │ │
│ │ │ │запускать │ │ │
│
├──────────┼───────────┼─────────────┼─────────────┼────────────┤
│ │ Автомати-│
Все │ Нельзя │ Остановка │ Нет автома-│
│ │ческий
и │функции │запустить: │цикла: │тического │
│
│одиночный │станка
│ - шпиндель; │ - шпиндель
│повторного │
│ │цикл │готовы к │ - устройства│неподвижен; │запуска. │
│ │ │работе. │манипуляции │ - шпиндели │ Функции │
│ │ │ Блокировка│обрабатывае- │приводного │станка после│
│ │ │защитного │мой
деталью │инструмента │возврата │
│ │ │ограждения │или │неподвижны. │защитного │
│ │ │включена │инструментом;│
Остановлены:│ограждения │
│ │ │ │ - движения │ - движения │в исходное │
│ │ │ │узлов по осям│устройства │положение │
│ │ │ │координат; │манипуляции │готовы к │
│ │ │ │ - накопитель│обрабатывае- │работе в │
│ │ │ │инструмента.
│мой деталью
│режиме │
│ │ │ │ Извещение │или │"Автомати- │
│ │ │ │об ошибке при│инструментом;│ческий" │
│ │ │ │команде │ - движения │ │
│ │ │ │"Пуск". │узлов по осям│ │
│ │ │ │ Зажимную │координат; │ │
│ │ │ │цангу можно │ - накопитель│ │
│ │ │ │запускать │инструмента. │ │
│ │ │ │ │ Подача СОЖ │ │
│ │ │ │ │выключена │ │
├─────────┼──────────┼───────────┼─────────────┼─────────────┼────────────┤
│Наладка │ Ручной и
│ - │ Следующие │ Сниженная │
- │
│ │одиночный
│ │функции │скорость │ │
│ │цикл или │ │выполнимы в │вращения │ │
│ │тестовый │ │сочетании с │шпинделя и │ │
│ │прогон │ │защитными │подачи. │ │
│ │ │ │ограждениями:│
Устройства │ │
│ │ │ │ - сниженная
│манипуляции │ │
│ │ │ │частота │обрабатывае-
│ │
│ │ │ │вращения │мой
деталью │ │
│ │ │ │шпинделя; │или │ │
│ │ │ │ - движения │инструментом │ │
│ │ │ │устройств │управляются и│ │
│ │ │ │манипуляции │контролиру- │ │
│ │ │ │обрабатывае- │ются.
│ │
│ │ │ │мой деталью │ Для работы │ │
│ │ │ │или │требуются │ │
│ │ │ │инструментом │ручное │ │
│ │ │ │только со │управление │ │
│ │ │ │сниженной │в толчковом │ │
│ │ │ │скоростью; │режиме
или │ │
│ │ │ │ - движения │согласующее │ │
│ │ │ │узлов по осям│устройство │ │
│ │ │ │координат │и командное │ │
│ │ │ │только с │устройство │ │
│ │ │ │пониженной │"Пуск" │ │
│ │ │ │подачей или │ │ │
│ │ │ │пошаговые; │ │ │
│ │ │ │ - дальнейшее│ │ │
│ │ │ │включение │ │ │
│ │ │ │накопителя │ │ │
│ │ │ │инструмента. │ │ │
│ │ │ │ Дополнитель-│ │ │
│ │ │ │но допустимы │ │ │
│ │ │ │следующие │ │ │
│ │ │ │функции: │ │ │
│ │ │ │ - запуск │ │ │
│ │ │ │зажимного │ │ │
│ │ │ │патрона; │ │ │
│ │ │ │ - включение │ │ │
│ │ │ │устройства │ │ │
│ │ │ │зажима обра-
│ │ │
│ │ │ │батываемой │ │ │
│ │ │ │детали │ │ │
│ │ │ │зажимной │ │ │
│ │ │ │цанги. │ │ │
│ │ │ │ Подача СОЖ │ │ │
│ │ │ │вкл./выкл. │ │ │
│ ├──────────┼───────────┼─────────────┼─────────────┼────────────┤
│ │ Автомати-│ Такие же │ Такие же │
- │ -
│
│ │ческий
и │условия, │условия, как │ │ │
│ │одиночный │как для │для
режима │ │ │
│ │цикл или │режима │работы "Про-
│ │ │
│ │тестовый │"Произ- │изводство" │ │ │
│ │прогон │водство" │ │ │ │
└─────────┴──────────┴───────────┴─────────────┴─────────────┴────────────┘
Таблица A.2
Взаимосвязь работы
шпинделя и зажимного патрона
|
Установка
|
Режим зажимного патрона или устройства
зажима |
|||
|
Патрон
открыт |
Патрон
закрыт |
Деталь
в патроне |
Изменение
|
|
|
Наладка
|
Шпиндель
|
Шпиндель
|
Шпиндель можно |
Шпиндель
|
|
Производство
|
Шпиндель
|
Шпиндель
|
Шпиндель можно |
Шпиндель
|
Таблица A.3
Контроль усилия
зажима зажимной цанги
|
Установка
|
Режим зажимной цанги |
||
|
Цанга открыта |
Цанга закрыта |
Деталь в цанге |
|
|
Наладка
|
Шпиндель нельзя |
Шпиндель можно |
Шпиндель можно |
|
Производство
|
Шпиндель можно |
Шпиндель можно |
Шпиндель можно |
Для специальных
зажимных патронов следует руководствоваться рекомендациями поставщика патронов.
Приложение
B
(обязательное)
ОГРАЖДЕНИЯ
НА ТОКАРНЫХ СТАНКАХ-АВТОМАТАХ.
ИСПЫТАНИЕ НА
УДАРНУЮ ПРОЧНОСТЬ
B.1. Общие
положения
Настоящее
приложение определяет методику испытания ограждений, используемых на токарных
станках-автоматах, с целью минимизировать риски выброса деталей из рабочей
зоны.
В соответствии с
этой методикой следует испытывать как материалы, из которых изготавливаются
ограждения, так и ограждения в целом.
B.2. Метод
испытания
B.2.1.
Предварительные замечания
Настоящий метод
испытания моделирует опасность, вызываемую выбросом кулачков, и его используют
для станков, оборудованных токарными патронами со стандартными закаленными
вставными кулачками. Испытание показывает прочность защитных ограждений и/или
применяемых в них материалов. Метод испытания годен для станков, оборудованных
токарными патронами со стандартными закаленными вставными кулачками, которые
работают с предусмотренными в таблице B.2 максимальными скоростями. Если масса
кулачка или ее окружная скорость превышает указанные в таблице B.2 значения,
условия испытания следует соответственно корректировать. При применении
цельного зажимного кулачка в расчет принимают общую массу этого кулачка.
B.2.2.
Испытательное оборудование
Испытательное
оборудование состоит из перемещаемого "снаряда", устройства, которое
придает перемещаемому "снаряду" требуемую скорость столкновения
(например, пневматическая пушка), и опоры для крепления испытуемого защитного
ограждения.
B.2.2.1.
Устройство, придающее перемещаемому "снаряду" требуемую скорость
столкновения
Устройство,
придающее перемещаемому "снаряду" требуемую скорость столкновения,
должно иметь возможность увеличить на +/- 5% скорость столкновения
перемещаемого "снаряда" с ограждением (см. таблицу B.2 и пример в
Приложении C).
B.2.2.2.
Перемещаемый "снаряд"
Форма, масса и
габариты перемещаемого "снаряда" даны на рисунке B.1 и в таблице B.1.
Перемещаемые
"снаряды" следует изготавливать из стали, и они должны иметь
следующие механические характеристики:
1) предел прочности
при растяжении - ![]() = от 560 до 690 МПа;
= от 560 до 690 МПа;
2) предел текучести - ![]() ;
;
3) удлинение при
разрыве - ![]() .
.
Закалить до ![]() HRC с минимальной глубиной закалки 0,5 мм.
HRC с минимальной глубиной закалки 0,5 мм.
Рисунок B.1.
Перемещаемый "снаряд"
Таблица B.1
Перемещаемый
"снаряд", масса и размеры
|
Перемещаемый
"снаряд"
|
||
|
масса M, кг |
диаметр D, мм |
размер стороны квадрата торцовой |
|
0,625 |
30
|
19 |
|
1,25 |
40
|
25 |
|
2,5 |
50
|
30 |
B.2.2.3. Измерения
скорости
Скорость
перемещаемого "снаряда" следует измерять в точке, в которой он уже не
подвергается ускорению (т.е. на выходе из устройства, придающего перемещаемому
"снаряду" требуемую скорость). Скорость нужно измерять бесконтактным
способом с применением бесконтактных датчиков, фотоэлементов или других
подходящих средств.
B.2.2.4. Опора для
крепления испытуемого защитного ограждения
Испытание проводят
с защитным ограждением и/или образцом применяемого материала. Опора испытуемого
защитного ограждения должна соответствовать креплению защитного ограждения на
станке. Для испытания материала защитного ограждения должны применяться
образцы, закрепляемые на рамке с внутренним размером 450 x 450 мм. Рамка должна
быть достаточно жесткой. Крепление образца должно осуществляться жестким
способом.
B.2.3. Методы
испытаний
Для
станков, оборудованных зажимными патронами со стандартными насадными кулачками,
испытание на ударную прочность должно проводиться перемещаемым
"снарядом" (масса, размеры и скорость удара которого соответствуют
таблице B.2) таким образом, чтобы масса перемещаемого "снаряда"
соответствовала массе кулачка патрона со стандартными насадными кулачками.
Таблица B.2
┌─────────┬─────────┬──────────┬─────────────┬──────────┬─────────┬───────┐
│ Класс
│ Диаметр │ Окружная │ Размеры
│Масса │Скорость
│Энергия│
│прочности│зажимного│скорость, │перемещаемого│перемещае-│удара │удара,
│
│ │патрона, │ м/с
│"снаряда", мм│мого │(столкно-│ Дж
│
│ │ мм │
├──────┬──────┤"снаряда",│вения), │ │
│ │ │ │ D │ a
│кг │м/с │ │
├─────────┼─────────┼──────────┼──────┼──────┼──────────┼─────────┼───────┤
│ A │ До 130 │
25 │ 30
│ 19 │
0,625 │ 32
│ 310 │
│ 1
│ │ │ │ │ │ │ │
│ A
│ │ 40
│ │ │ │ 50 │ 781
│
│ 2
│ │ │ │ │ │ │ │
│ A
│ │ 63
│ │ │ │ 80
│ 2000 │
│ 3
│ │ │ │ │ │ │ │
├─────────┼─────────┼──────────┼──────┼──────┼──────────┼─────────┼───────┤
│ B │ Св. 130 │ 40
│ 40 │
25 │ 1,25
│ 50 │ 1562 │
│ 1
│ до 250 │ │ │ │ │ │ │
│ B
│ │ 50
│ │ │ │ 63
│ 2480 │
│ 2
│ │ │ │ │ │ │ │
│ B
│ │ 63
│ │ │ │ 80
│ 4000 │
│ 3
│ │ │ │ │ │ │ │
├─────────┼─────────┼──────────┼──────┼──────┼──────────┼─────────┼───────┤
│ C │ Св. 250 │ 40
│ 50 │
30 │ 2,5
│ 50 │ 3124 │
│ 1
│ │ │ │ │ │ │ │
│ C
│ │ 50
│ │ │ │ 63
│ 4960 │
│ 2
│ │ │ │ │ │ │ │
│ C
│ │ 63
│ │ │ │ 80
│ 8000 │
│ 3
│ │ │ │ │ │ │ │
└─────────┴─────────┴──────────┴──────┴──────┴──────────┴─────────┴───────┘
Направление удара
должно быть перпендикулярным к поверхности. Целью перемещаемых
"снарядов" должны быть самые слабые и наименее благоприятные зоны на
образце материала или защитном ограждении.
B.3. Результаты
После окончания
испытания повреждения на испытуемом защитном ограждении или материале
рассматриваются следующим образом;
B.3.1. Повреждения:
a)
выпучивание/коробление (постоянная деформация без трещин);
b) начинающаяся
трещина (видимая только на поверхности);
c) сквозная трещина
(трещина, видимая с двух сторон поверхности);
d) проникновение
(проникновение материала брошенного тела) в объект испытания;
e) окно
защитного ограждения вырвано из крепления;
f) защитное
ограждение вырвано из опоры.
B.3.2. Оценка
Испытание считается
выдержанным, если нет сквозных трещин или проникновения материала брошенного
тела в объект испытания и если нет дополнительных повреждений согласно B.3.1,
перечисления e) и f).
B.4. Акт об
испытании
Акт об испытании
должен содержать как минимум следующую информацию:
- дату и место
проведения испытания, название испытуемого объекта;
- массу
перемещаемого "снаряда", размер, скорость;
- наименование
производителя станка, тип, максимальный диаметр обточки, максимальную частоту
вращения шпинделя, массу и размер зажимного патрона;
- конструкцию,
материал и размеры объекта испытания;
- способ крепления
или фиксации объекта испытания;
- направление
выстрела, точку удара перемещаемого "снаряда";
- результат
испытаний.
Приложение
C
(справочное)
ОБОРУДОВАНИЕ
ДЛЯ ИСПЫТАНИЯ НА УДАРНУЮ ПРОЧНОСТЬ
И ПРИМЕРЫ
ИСПЫТУЕМЫХ МАТЕРИАЛОВ
C.1. Пневматическая
пушка
Пневматическая
пушка состоит из ствола, к которому прикреплен баллон сжатого воздуха (см.
рисунок C.1). Сжатый воздух через клапан подается в ствол импульсами, чтобы
увеличить скорость перемещаемого "снаряда" в направлении испытуемого
объекта.
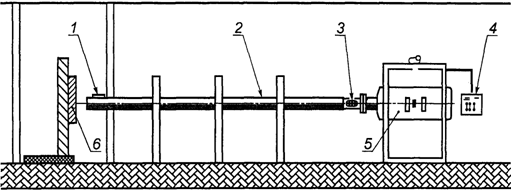
1 - измеритель
скорости; 2 - ствол;
3 - перемещаемый
снаряд; 4 - пульт управления;
5 - баллон сжатого
воздуха; 6 - объект испытания
Рисунок C.1.
Устройство для испытания на ударную прочность
Баллон сжатого
воздуха заправляется из компрессора. Скорость перемещаемого "снаряда"
регулируется с помощью изменения давления и объема воздуха.
Скорость
перемещаемого "снаряда" измеряется на выходе из ствола прибором для
измерения скорости, например бесконтактным датчиком или фотоэлементом.
C.2. Примеры
испытуемых материалов
В таблице C.1
приведены примеры материалов, прошедших испытания на ударную прочность согласно
таблице B.2 (удар перемещаемым "снарядом" в середину пластины).
Таблица C.1
Примеры испытуемых
материалов
┌────────────┬───────────┬─────────┬───────────┬──────────────────────────┐
│ Материал
│Толщина t, │Прочность│Предельное │ Классы сопротивления на │
│ │ мм
│на разрыв│удлинение, │ ударную прочность из │
│ │ │ R ,
│ % │ таблицы B.2 │
│ │ │ m
│
├──┬──┬──┬──┬──┬──┬──┬──┬──┤
│ │ │ Н/мм2 │ │A │A │A │B
│B │B │C │C │C │
│ │ │ │ │ 1│ 2│ 3│
1│ 2│ 3│ 1│ 2│ 3│
├────────────┼───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│Стальной │
2 │ 369
│ 28 │+ │+ │- │-
│- │- │- │- │- │
│лист
├───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│ │ 3
│ 400 │
28 │+ │+ │-
│+ │+ │- │+ │- │- │
│
├───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│ │ 4
│ 340 │
25 │+ │+ │+
│+ │+ │+ │+ │+ │- │
│ ├───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│ │ 5
│ 305 │
43 │+ │+ │+
│+ │+ │+ │+ │+ │+ │
│
├───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│ │ 6
│ 340 │
25 │+ │+ │+ │+ │+
│+ │+ │+ │+ │
├────────────┼───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│Алюминий, │
5 │ 242
│ 18 │+ │+ │- │+
│- │- │+ │- │- │
│магний
3 │ │ │ │ │
│ │ │
│ │ │
│ │
├────────────┼───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│Поликарбонат│ 6
│ 68 │
80 │+ │+ │-
│+ │- │- │- │- │- │
│
├───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│ │ 8
│ 68 │
80 │+ │+ │-
│+ │+ │- │+ │- │- │
│
├───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│ │ 10
│ 68 │
80 │+ │+ │+
│+ │+ │- │+ │+ │- │
│
├───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│ │ 12
│ 68 │
80 │+ │+ │+
│+ │+ │- │+ │+ │- │
├────────────┼───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│Поликарбо-
│ 2 x 8 │
68 │ 80
│+ │+ │+ │+ │+ │+ │+ │+
│- │
│натные
├───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│соединения │
2 x 12 │ 68
│ 80 │+ │+ │+ │+
│+ │+ │+ │+ │+ │
│
├───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│ │ 19
│ 68 │
80 │+ │+ │+
│+ │+ │+ │+ │+ │+ │
├────────────┼───────────┼─────────┼───────────┼──┼──┼──┼──┼──┼──┼──┼──┼──┤
│Безопасное │Стекло + ПК│ 68
│ 80 │+ │+ │+ │+
│+ │+ │+ │+ │+ │
│стекло
и │ 6 + 18
│ │ │ │
│ │ │ │
│ │ │
│
│поликарбо-
│ │ │ │ │
│ │ │
│ │ │
│ │
│натные
│ │ │ │ │
│ │ │
│ │ │
│ │
│соединения │ │ │ │ │
│ │ │
│ │ │
│ │
├────────────┴───────────┴─────────┴───────────┴──┴──┴──┴──┴──┴──┴──┴──┴──┤
│ Примечания. 1. Знак "+" означает,
что требования выполнены,
знак│
│"-"
- требования не выполнены.
│
│ 2. Рекомендуется применять поликарбонат,
покрытый защитным слоем, с│
│целью
защиты от повреждений СОЖ, маслом,
масляным туманом и
стружкой.│
│Кроме
того, рекомендуется уплотнять канты пластин из поликарбоната, чтобы│
│предотвратить
проникновение СОЖ, масла или масляного тумана. │
└─────────────────────────────────────────────────────────────────────────┘
Приложение
D
(обязательное)
Рабочие условия для
измерения шума:
- вращения шпинделя
на холостом ходу со скоростью, равной 80% максимальной;
- перемещения
обрабатываемой детали;
- смена инструмента
и перемещения по осям координат;
- работа конвейера
для удаления стружки (если имеется).
Крепление станка и
режим работы должны соответствовать инструкциям производителя и быть идентичны
для определения уровня звукового давления, издаваемого на рабочем месте, и
уровней звуковой мощности.
Уровень звукового
давления на рабочем месте следует измерять в соответствии с ЕН ИСО 11202 при
соблюдении следующих условий:
- показатель
акустических условий окружающей среды ![]() или локальный показатель акустических условий
окружающей среды
или локальный показатель акустических условий
окружающей среды ![]() должны быть не более 4 дБ;
должны быть не более 4 дБ;
- разница между
фоновым уровнем звукового давления и уровнем звукового давления на рабочем
месте должна быть не менее 6 дБ;
- локальный
показатель акустических условий окружающей среды ![]() следует рассчитывать в соответствии с ЕН ИСО
11204, приложение A, пункт A.2, со ссылкой на ЕН ИСО 3746 вместо метода,
приведенного в приложении A ЕН ИСО 11202, или в соответствии с ЕН ИСО 3744, где
один из этих стандартов использовался в качестве метода измерения.
следует рассчитывать в соответствии с ЕН ИСО
11204, приложение A, пункт A.2, со ссылкой на ЕН ИСО 3746 вместо метода,
приведенного в приложении A ЕН ИСО 11202, или в соответствии с ЕН ИСО 3744, где
один из этих стандартов использовался в качестве метода измерения.
Уровни звуковой
мощности следует определять в соответствии с методом измерения по огибающей
поверхности, указанным в ЕН ИСО 3746, при соблюдении следующих условий:
- показатель
акустических условий окружающей среды ![]() должен быть не более 4 дБ;
должен быть не более 4 дБ;
- разница между
фоновым уровнем звукового давления и уровнем звукового давления, издаваемого
станком в каждой точке измерения, должна быть не менее 6 дБ;
- формула
корректировки для этой разницы в соответствии с требованиями ЕН ИСО 3746 (пункт
8.2) должна применяться до разницы, равной 10 дБ;
- измерение уровня
звукового давления станка следует проводить на расстоянии 1 м от источника
звука;
- там, где
расстояние от станка до дополнительного устройства меньше 2 м, дополнительное
устройство должно быть включено в спецификацию;
- требование по
времени измерения 30 с в
соответствии с ЕН ИСО 3746 (пункт 7.5.3) должно быть исключено;
- точность
испытания должна быть не хуже 3-й степени;
- число позиций
микрофона должно совпадать с числом, указанным в ЕН ИСО 3746.
Альтернативно там,
где оборудование и методы измерения применяют в зависимости от типа станка,
уровни звуковой мощности можно также измерять с высокой точностью методом по ЕН
ИСО 3744 без вышеуказанных изменений.
Уровень звуковой мощности
методом интенсивности определяют по ЕН ИСО 9614-1 (применение необходимо
согласовать между поставщиком и потребителем).
Приложение
E
(справочное)
РАСЧЕТ
ЭНЕРГИИ СТОЛКНОВЕНИЯ ВЫБРАСЫВАЕМЫХ ЧАСТЕЙ
С ЗАЩИТНЫМИ
ОГРАЖДЕНИЯМИ
Энергию
столкновения ![]() , Дж, вычисляют по формулам:
, Дж, вычисляют по формулам:
- для станков,
оснащенных зажимным патроном:
![]() ,
,
где n - наибольшая
частота вращения шпинделя, ![]() ,
,
B - наибольший
наружный диаметр зажимного патрона, которым оснащен станок, м,
m - масса
стандартного кулачка (патрона), кг;
- для станков,
оснащенных зажимной цангой:
![]() ,
,
где n - наибольшее
число оборотов шпинделя, ![]() ,
,
d - наибольший
наружный диаметр прутка, м,
l - наибольшая
длина детали, м,
p - удельная масса
прутка, кг/м3.
Это уравнение
справедливо при длине выбрасываемой части прутка не более 5d и угле выброса,
равном 30° к оси вращения.
Приложение
G
(обязательное)
СВЕДЕНИЯ О
СООТВЕТСТВИИ ССЫЛОЧНЫХ МЕЖДУНАРОДНЫХ
(РЕГИОНАЛЬНЫХ)
СТАНДАРТОВ НАЦИОНАЛЬНЫМ СТАНДАРТАМ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
Таблица G.1
┌───────────────────────┬─────────────────────────────────────────────────┐
│Обозначение
ссылочного │
Обозначение и наименование соответствующего │
│ международного │
национального стандарта Российской Федерации │
│ (регионального) │ │
│ стандарта │
│
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
292-1:1991 │ ГОСТ ИСО/ТО
12100-1-2001 Безопасность
│
│ │оборудования.
Основные понятия, общие принципы
│
│ │конструирования.
Часть 1. Основные термины, │
│ │методика
│
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
292-2:1991 + А1:1995│ ГОСТ ИСО/ТО 12100-2-2002
Безопасность │
│ │оборудования.
Основные понятия, общие принципы
│
│ │конструирования.
Часть 2. Технические правила и │
│ │технические
требования
│
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
294:1992 │ ГОСТ Р 51334-99 Безопасность машин. Безопасные │
│ │расстояния для
предохранения верхних конечностей │
│ │от попадания в
опасную зону │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
349 │ ГОСТ Р
51335-99 Безопасность машин. Минимальные │
│ │расстояния для
предотвращения защемления частей │
│ │человеческого
тела
│
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
418:1992 │ ГОСТ ЕН
418-2002 Безопасность машин. Установки
│
│ │аварийного
отключения. Функции. Принципы
│
│
│проектирования │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
547-1 │ <*> │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
547-2 │ <*> │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
563:1994 │ ГОСТ Р 51337-99 Безопасность машин. Температуры │
│ │касаемых поверхностей. Эргономические данные для │
│ │установления
предельных величин горячих
│
│ │поверхностей │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
574:1996 │ ГОСТ ИСО
13851-2005 Безопасность оборудования.
│
│ │Двуручные
устройства управления. Функциональные
│
│ │аспекты и
принципы конструирования
│
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
614-1 │ ГОСТ Р ЕН 614-1-2003 Безопасность оборудования. │
│ │Эргономические
принципы конструирования. Часть 1.│
│ │Термины,
определения и общие принципы │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
894-1:1997 │ <*> │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
894-2:1997 │ ГОСТ Р
51341-99 Безопасность машин.
│
│ │Эргономические
требования по конструированию │
│ │средств
отображения информации и органов
│
│ │управления. Часть
2. Средства отображения │
│ │информации │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
894-3:2000 │ <*> │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
953:1997 │ ГОСТ Р 51342-99 Безопасность машин. Съемные │
│ │защитные
устройства. Общие требования по │
│ │конструированию и
изготовлению неподвижных │
│ │и перемещаемых
съемных защитных устройств │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
954-1:1996 │ ГОСТ Р ИСО 13849-1-2003 Безопасность │
│ │оборудования.
Элементы систем управления,
│
│ │связанные с безопасностью. Часть 1. Общие │
│ │принципы
конструирования
│
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
982:1996 │ ГОСТ
31177-2003 (ЕН 982:1996) Безопасность
│
│ │оборудования.
Требования безопасности к │
│ │гидравлическим и
пневматическим системам │
│ │и их компонентам.
Гидравлика (MOD) │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
983:1996 │ ГОСТ
30869-2003 (ЕН 983:1996) Безопасность
│
│ │оборудования.
Требования безопасности к │
│ │гидравлическим и
пневматическим системам │
│ │и их компонентам.
Пневматика │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
999 │ ГОСТ ИСО
13855-2006 Безопасность оборудования.
│
│ │Расположение
защитных устройств с учетом
│
│ │скоростей
приближения частей тела человека
│
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
1005-1 │ <*> │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
1005-2 │ ГОСТ ЕН
1005-2-2005 Безопасность машин.
│
│ │Физические
возможности человека. Часть 2.
│
│ │Составляющая
ручного труда при работе с машинами │
│ │и механизмами │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
1005-3 │ <*> │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
1005-4 │ <*> │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
1037:1995 │ ГОСТ Р 51343-99 Безопасность машин. │
│ │Предотвращение
неожиданного пуска │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
1050:1996 │ ГОСТ Р 51344-99 Безопасность машин. Принципы │
│ │оценки и
определения риска
│
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
1070:1998 │ ГОСТ ЕН
1070-2003 Безопасность оборудования.
│
│ │Термины и
определения │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
1088:1995 │ ГОСТ Р 51345-99 Безопасность машин. │
│ │Блокировочные
устройства, связанные с защитными │
│ │устройствами. Принципы
конструирования и выбора │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
1550:1997 │ ГОСТ Р 51346-99 Безопасность │
│ │металлообрабатывающих
станков. Требования │
│ │безопасности для
разработки и конструирования │
│ │зажимных патронов
заготовок │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
1760-2 │ ГОСТ ЕН
1760-1-2004 Безопасность машин.
│
│ │Защитные
устройства, реагирующие на давление.
│
│ │Часть 1. Основные
принципы конструирования │
│ │и испытаний ковриков и полов,
реагирующих │
│ │на давление │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
1837:1999 │ ГОСТ ЕН
1837-2002 Безопасность машин.
│
│ │Встроенное
освещение машин
│
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕНV 26385
│
<*>
│
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
60204-1:1997 │ ГОСТ Р МЭК 60204-1-99 Безопасность машин. │
│
│Электрооборудование машин и механизмов. Часть 1. │
│ │Общие
требования
│
│ │ ГОСТ Р 51838-2001 Безопасность машин. │
│
│Электрооборудование производственных машин. │
│ │Методы
испытаний │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
60529:1991 │ ГОСТ 14254-96
(МЭК 529-89) Степени защиты, │
│ │обеспечиваемые оболочками (Код IP) │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
ИСО 3744:1995 │ ГОСТ Р 51401-99 (ИСО 3744-94) Шум машин. │
│ │Определение
уровней звуковой мощности источников │
│ │шума по звуковому
давлению. Технический метод │
│ │в существенно
свободном звуковом поле над │
│ │звукоотражающей плоскостью │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
ИСО 3746:1995 │ ГОСТ Р 51402-99 (ИСО 3746-95) Шум машин. │
│ │Определение
уровней звуковой мощности источников │
│ │шума по звуковому
давлению. Ориентировочный метод│
│ │с использованием измерительной
поверхности над
│
│ │звукоотражающей плоскостью │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
ИСО 4871:1996 │ ГОСТ
30691-2001 (ИСО 4871-96) Шум машин.
│
│ │Заявление и
контроль значений шумовых
│
│
│характеристик │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
ИСО 9614-1:1995 │ ГОСТ 30457-97
(ИСО 9614-1-93) Акустика. │
│ │Определение
уровней звуковой мощности источника
│
│ │шума на основе
интенсивности звука. Измерение │
│ │в дискретных точках. Технический
метод │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
ИСО 11202:1995 │ ГОСТ
31169-2003 (ИСО 11202-1995) Шум машин.
│
│ │Измерение уровней
звукового давления излучения │
│ │на рабочем месте
и в других контрольных точках. │
│ │Ориентировочный
метод измерений на месте │
│ │установки
(MOD)
│
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
ИСО 11204:1995 │ ГОСТ
30683-2000 (ИСО 11204-95) Шум машин.
│
│ │Измерение уровней
звукового давления излучения │
│ │на рабочем месте
и в других контрольных точках. │
│ │Метод с
коррекциями на акустические условия
│
├───────────────────────┼─────────────────────────────────────────────────┤
│ЕН
ИСО 11688-1:1998 │ <*> │
├───────────────────────┴─────────────────────────────────────────────────┤
│
<*> Соответствующий национальный
стандарт отсутствует. До
его│
│утверждения
рекомендуется использовать перевод на
русский язык данного│
│международного
стандарта, который находится в Федеральном информационном│
│фонде технических регламентов и стандартов. │
└─────────────────────────────────────────────────────────────────────────┘
БИБЛИОГРАФИЯ
Другие процессы
металлообработки и соответствующая дополнительная информация рассмотрены в
следующих стандартах:
[1] ИСО
230-5 Испытания станков. Часть 5. Определение шумовых характеристик
[2] ИСО 447:1984
Станки металлорежущие. Направление движения органов управления
[3] ИСО 1219-1991
Гидравлические системы и компоненты. Графические символы и принципиальные схемы
[4] ИСО 2972:1979
Станки с числовым программным управлением. Символы
[5] ИСО 7000:1989
Графические символы для применения на оборудовании. Указатель и обзор
[6] ЕН 547-3
Безопасность машин. Антропометрические размеры. Часть 3. Антропометрические
данные
[7] ЕН 12415:2000
Безопасность станков. Легкие токарные станки с числовым программным управлением
и обрабатывающие центры
[8] ЕН 12478:2000
Безопасность станков. Тяжелые токарные станки с числовым программным
управлением и обрабатывающие центры
[9] ЕН 12626:1997
Безопасность станков. Станки для лазерной обработки. Требования по безопасности
(ИСО 11553:1996, модифицированный)
[10] ЕН 12840:2001
Безопасность станков. Токарные станки с ручным управлением, с автоматическим
управлением или без него
[11] ЕН 13218
Безопасность станков. Стационарные шлифовальные станки
[12] ЕН
60825-1:1994 Безопасность лазерного оборудования. Часть 1. Классификация
оборудования, требования и инструкция для пользователя (МЭК 60825-1:1993)
[13] МЭК
61508 Функциональная безопасность относящихся к безопасности
электрических/электронных/программируемых электронных систем
[14] МЭК
61511 Программное обеспечение для компьютеров, применяемых в промышленных
относящихся к безопасности системах <*>.
--------------------------------
<*> В
разработке.
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026