Введен в действие
Приказом Ростехрегулирования
от 9 сентября 2008
г. N 197-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОКАТ СОРТОВОЙ СТАЛЬНОЙ ГОРЯЧЕКАТАНЫЙ ШЕСТИГРАННЫЙ
СОРТАМЕНТ
Hexagonal hot-rolled steel
bars. Dimensions
(EN 10061:2003, NEQ)
ГОСТ 2879-2006
Группа В22
ОКП 09 3100
09 3200
09 3300
МКС 77.140.60
Предисловие
Цели, основные
принципы и основной порядок проведения работ по межгосударственной
стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система
стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная
система стандартизации. Стандарты межгосударственные, правила и рекомендации по
межгосударственной стандартизации. Порядок разработки, принятия, применения,
обновления и отмены".
Сведения о
стандарте
1. Разработан
Научно-исследовательским институтом "УкрНИИМет"
Украинского государственного научно-технического центра "Энергосталь", Межгосударственным техническим комитетом
по стандартизации МТК 327 "Прокат сортовой, фасонный и специальные
профили".
2. Внесен Федеральным агентством по техническому регулированию
и метрологии.
3. Принят Межгосударственным
советом по стандартизации, метрологии и сертификации (Протокол N 30 от 7
декабря 2006 г.).
За принятие
стандарта проголосовали:
┌────────────────────┬────────────────────┬───────────────────────────────┐
│Краткое
наименование│ Код страны по │
Сокращенное наименование
│
│ страны по │МК (ИСО 3166) 004-97│ национального органа │
│МК
(ИСО 3166) 004-97│
│ по
стандартизации │
├────────────────────┼────────────────────┼───────────────────────────────┤
│Азербайджан │ AZ │Азстандарт │
│Армения │ AM │Минторгэкономразвития │
│Беларусь │ BY │Госстандарт Республики │
│ │ │Беларусь │
│Казахстан │ KZ │Госстандарт Республики │
│ │ │Казахстан │
│Кыргызстан │ KG │Кыргызстандарт │
│Молдова │ MD │Молдова-Стандарт │
│Российская
Федерация│ RU │Федеральное агентство │
│ │ │по техническому
регулированию │
│ │ │и метрологии │
│Таджикистан │ TJ │Таджикстандарт │
│Узбекистан │ UZ │Узстандарт │
│Украина │ UA
│Госпотребстандарт Украины │
└────────────────────┴────────────────────┴───────────────────────────────┘
4. Настоящий
стандарт соответствует региональному стандарту ЕН 10061:2003 "Прокат
сортовой стальной горячекатаный шестигранный общего назначения. Размеры и
предельные отклонения по форме и размерам" (EN 10061:2003 "Hot rolled hexagon
steel bars for general purposes
- Dimensions and tolerances on shape
and dimensions") в
части требований к сортаменту.
Степень
соответствия - неэквивалентный (NEQ).
5. Приказом
Федерального агентства по техническому регулированию и метрологии от 9 сентября
2008 г. N 197-ст межгосударственный стандарт ГОСТ 2879-2006 введен в действие в
качестве национального стандарта Российской Федерации с 1 июля 2009 г.
6. Взамен ГОСТ
2879-88.
Информация о
введении в действие (прекращении действия) настоящего стандарта публикуется в
указателе "Национальные стандарты".
Информация об
изменениях к настоящему стандарту публикуется в указателе "Национальные
стандарты", а текст изменений - в информационных указателях
"Национальные стандарты". В случае пересмотра или отмены настоящего
стандарта соответствующая информация будет опубликована в информационном
указателе "Национальные стандарты".
1. Область
применения
Настоящий стандарт
распространяется на сортовой стальной горячекатаный прокат шестигранного
сечения (далее - прокат) диаметром вписанного круга d от 8 до 103 мм
включительно.
2.
Классификация. Основные параметры и размеры
2.1. Прокат
подразделяют:
- по точности прокатки:
повышенной - Б1;
обычной - В1;
- с симметричными
предельными отклонениями:
повышенной - Б2;
обычной - В2;
- с плюсовыми
предельными отклонениями по диаметру вписанного круга - В3;
- по длине:
мерной - МД;
мерной с немерной
длиной - МД1 <1>;
кратной мерной -
КД;
кратной мерной с
немерной длиной - КД1 <1>;
немерной - НД;
ограниченной в
пределах немерной - ОД;
ограниченной с
немерной длиной - ОД1 <1>;
в мотках - НМД;
- по предельным
отклонениям по длине проката мерной и кратной мерной длины по группам: БД и ВД;
- по притуплению
углов на группы: БУ и ВУ;
- по кривизне на
классы: I, II, III, IV.
--------------------------------
<1> При поставке проката мерной с немерной длиной (МД1),
кратной мерной с немерной длиной (КД1) и ограниченной с немерной длиной (ОД1)
допускается наличие проката немерной длины в количестве не более 5% массы
партии.
2.2. Номинальный
диаметр вписанного круга, предельные отклонения по нему, площадь поперечного
сечения и масса 1 м длины проката должны соответствовать указанным на рисунке 1
и в таблице 1.
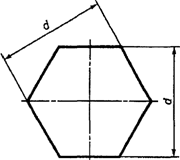
Рисунок 1
┌───────────┬────────────────────────────────────────┬──────────┬─────────┐
│Номинальный│Предельное отклонение, мм,
при точности │Площадь
│Масса 1 м│
│ диаметр
│ прокатки │поперечно-│ длины │
│вписанного
├──────────┬────────┬───────────┬────────┤го сече- │проката, │
│круга
d, мм│ Б1 │ Б2 <1> │ В1
│ В2 <1> │ния, см2 │
кг │
├───────────┼──────────┼────────┼───────────┼────────┼──────────┼─────────┤
│ 8,0
│ +0,1 │+/- 0,20│ +0,3
│+/- 0,4 │ 0,554 │
0,435 │
├───────────┤ │ │ -0,5
│
├──────────┼─────────┤
│ 9,0
│ -0,3 │ │ │ │
0,702 │ 0,551
│
├───────────┼──────────┼────────┤ │ ├──────────┼─────────┤
│ 10,0
│ +0,2 │+/- 0,25│ │ │
0,866 │ 0,680
│
├───────────┤ -0,3
│ │ │
├──────────┼─────────┤
│ 11,0
│ │ │ │ │
1,048 │ 0,823
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 12,0
│ │ │ │ │
1,247 │ 0,979
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 13,0
│ │ │ │ │
1,464 │ 1,149
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 14,0
│ │ │ │ │
1,697 │ 1,333
│
├───────────┤ │
│ │
├──────────┼─────────┤
│ 15,0
│ │ │ │ │
1,949 │ 1,530
│
├───────────┤ │ │ ├────────┼──────────┼─────────┤
│ 16,0
│ │ │ │+/- 0,5 │ 2,217
│ 1,740 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 17,0
│ │ │ │ │
2,503 │ 1,965
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 18,0
│ │ │ │ │
2,806 │ 2,203
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 19,0
│ │ │ │ │
3,126 │ 2,454
│
├───────────┼──────────┼────────┼───────────┤
├──────────┼─────────┤
│ 20,0
│ +0,2 │+/- 0,30│ +0,4
│ │ 3,464
│ 2,719 │
├───────────┤ -0,4
│ │ -0,5
│
├──────────┼─────────┤
│ 20,5
│ │ │ │ │
3,639 │ 2,857
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 21,0
│ │ │ │ │
3,819 │ 2,998
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 22,0 │ │ │ │ │
4,192 │ 3,290
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 22,5
│ │ │ │ │
4,384 │ 3,442
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 23,5
│ │ │ │ │
4,783 │ 3,754
│
├───────────┤ │ │ ├────────┼──────────┼─────────┤
│ 24,0
│ │ │ │+/- 0,6 │ 4,988
│ 3,916 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 25,0
│ │ │ │ │
5,413 │ 4,249
│
├───────────┼──────────┼────────┼───────────┤
├──────────┼─────────┤
│ 25,5
│ +0,2 │+/- 0,40│ +0,4
│ │ 5,631
│ 4,421 │
├───────────┤ -0,6
│ │ -0,7
│
├──────────┼─────────┤
│ 26,0
│ │ │ │ │
5,854 │ 4,596
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 28,0
│ │ │ │ │
6,790 │ 5,330
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 28,5
│ │ │ │ │
7,034 │ 5,522 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 30,0
│ │ │ │ │
7,794 │ 6,119
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 31,5
│ │ │ │ │
8,593 │ 6,746
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 32,0
│ │ │ │ │
8,868 │ 6,962
│
├───────────┤ │ │ │ ├──────────┼─────────┤
│ 33,5
│ │ │ │ │
9,719 │ 7,629
│
├───────────┤ │ │ ├────────┼──────────┼─────────┤
│ 34,0
│ │ │ │+/- 0,8 │ 10,011
│ 7,859 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 35,5
│ │ │ │ │
10,914 │ 8,568
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 36,0
│ │ │ │ │
11,224 │ 8,811
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 37,5
│ │ │ │ │
12,178 │ 9,560
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 38,0
│ │ │ │ │
12,505 │ 9,817
│
├───────────┤ │ │ │
├──────────┼─────────┤
│ 39,5
│ │ │ │ │
13,500 │ 10,600 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 40,0
│ │ │ │ │
13,856 │ 10,877 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 42,0
│ │ │ │ │
15,277 │ 11,992 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 42,5
│ │ │ │ │
15,643 │ 12,279 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 47,0
│ │ │ │ │
19,131 │ 15,017 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 47,5
│ │ │ │ │
19,540 │ 15,339 │
├───────────┤ │
│
├────────┼──────────┼─────────┤
│ 48,0
│ │ │ │+/- 1,0 │ 19,953
│ 15,663 │
├───────────┼──────────┼────────┼───────────┤
├──────────┼─────────┤
│ 50,0
│ +0,2 │+/- 0,55│ +0,4
│ │
21,651 │ 16,996 │
├───────────┤ -0,9
│ │ -1,0
│
├──────────┼─────────┤
│ 52,0
│ │ │ │ │
23,417 │ 18,383 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 55,0
│ │ │ │ │
26,197 │ 20,565 │
├───────────┼──────────┼────────┼───────────┤
├──────────┼─────────┤
│ 57,0
│ +0,3 │+/- 0,65│ +0,5
│ │ 28,137
│ 22,088 │
├───────────┤ -1,0
│ │
-1,1 │
├──────────┼─────────┤
│ 60,0
│ │ │ │ │
31,177 │ 24,474 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 62,0
│ │ │ │ │
33,290 │ 26,133 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 63,0
│ │ │ │ │
34,373 │ 26,983 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 65,0 │ │ │ │ │
36,590 │ 28,723 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 67,0
│ │ │ │ │
38,876 │ 30,518 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 70,0
│ │ │ │ │
42,435 │ 33,312 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 72,0
│ │ │ │ │
44,895 │ 35,242 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 75,0
│ │ │ │ │
48,714 │ 38,240 │
├───────────┼──────────┼────────┼───────────┤
├──────────┼─────────┤
│ 78,0
│ +0,4 │+/- 0,80│ +0,5
│ │ 52,689
│ 41,361 │
├───────────┤ -1,2
│ │ -1,3
├────────┼──────────┼─────────┤
│ 80,0
│ │ │ │+/- 1,3 │ 55,426
│ 43,509 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 83,0
│ │ │ │ │
59,660 │ 46,833 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 85,0
│ │ │ │ │
62,570 │ 49,118 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 88,0
│ │ │ │ │
67,065 │ 52,646 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 90,0
│ │ │ │ │
70,148 │ 55,066 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 93,0
│ │ │ │ │
74,903 │ 58,798 │
├───────────┤ │ │ │ ├──────────┼─────────┤
│ 95,0
│ │ │ │ │
78,159 │ 61,355 │
├───────────┼──────────┼────────┼───────────┤
├──────────┼─────────┤
│ 98,0
│ +0,5 │+/- 1,00│ +0,6
│ │ 83,173
│ 65,291 │
├───────────┤ -1,5
│ │ -1,7
├────────┼──────────┼─────────┤
│ 100,0
│ │ │ │+/- 1,5 │ 86,603
│ 67,983 │
├───────────┤ │ │ │
├──────────┼─────────┤
│ 103,0
│ │ │ │ │
91,877 │ 72,123 │
├───────────┴──────────┴────────┴───────────┴────────┴──────────┴─────────┤
│
<1> По согласованию изготовителя
и потребителя (по согласованной│
│спецификации). │
│
│
│ Примечания. 1. Площадь поперечного сечения
и масса 1 м длины проката│
│вычислены по номинальным размерам. При вычислении массы 1 м
длины проката│
│плотность
стали принята равной 7,85 г/см3.
Масса 1 м длины
и площадь│
│поперечного
сечения проката являются справочными величинами. │
│ 2. По согласованию изготовителя
с потребителем (по
согласованной│
│спецификации)
прокат изготовляют промежуточных размеров
с предельными│
│отклонениями
по ближайшему меньшему размеру. │
└─────────────────────────────────────────────────────────────────────────┘
2.2.1. Прокат с
точностью прокатки В2 (таблица 1) допускается
изготовлять с плюсовыми предельными отклонениями, равными по величине сумме
предельных отклонений по диаметру вписанного круга (В3).
2.3. Прокат
изготовляют в прутках.
По согласованию
изготовителя с потребителем (по согласованной спецификации) прокат изготовляют
в мотках.
2.4. Прокат
изготовляют длиной от 2 до 6 м включительно.
По согласованию
изготовителя с потребителем (по согласованной спецификации) прокат изготовляют
немерной длины в пределах от 3 до 13 м включительно, при этом 10% прутков от
массы партии могут иметь меньшую длину, но не менее 75% минимальной длины.
2.5. Предельные
отклонения на изготовляемую длину проката мерной или кратной мерной длины не
должны превышать значений, указанных в таблице 2.
Таблица 2
2.6. Разность
расстояний между параллельными гранями d проката в одном сечении не должна
превышать 75% суммы предельных отклонений, установленных в таблице 1.
Для проката
точности В1 диаметром вписанного круга до 32 мм
включительно по согласованию изготовителя с потребителем (по согласованной
спецификации) разность расстояний между параллельными гранями проката в одном
сечении не должна превышать 70% суммы предельных отклонений, установленных в
таблице 1.
2.7. Притупление
углов проката групп БУ и ВУ не должно превышать значений, указанных в таблице
3.
Таблица 3
В миллиметрах
┌────────────────────┬────────────┬─────────────────────────┬─────────────┐
│Номинальный
диаметр │Притупление │
Номинальный диаметр │
Притупление │
│
вписанного круга d │ углов, не
│ вписанного круга d │
углов, │
│ │ более
│
│ не более │
│
├────────────┤
├─────────────┤
│ │ БУ
│
│ ВУ <1> │
├────────────────────┼────────────┼─────────────────────────┼─────────────┤
│От 8 до
14 включ. │
1,0 │До
20,0 включ.
│ 1,5 │
│Св.
14 " 25 "
│ 1,5 │Св. 20,0 до 28,5 включ.
│ 2,0 │
│
" 25 " 55
" │ 2,0
│ " 28,5 "
48,0 " │
2,5 │
│
" 55 " 103 "
│ 3,0 │ " 48,0
" 83,0 "
│ 3,0 │
│ │ │ " 83,0
" 103,0 "
│ 3,5 │
├────────────────────┴────────────┴─────────────────────────┴─────────────┤
│
<1> По
согласованию изготовителя с
потребителем (по согласованной│
│спецификации).
│
└─────────────────────────────────────────────────────────────────────────┘
2.8. Кривизна
прутков проката не должна превышать значений, указанных в таблице 4.
Таблица 4
2.9. Кривизну
проката измеряют на участке длиной не менее 1 м на расстоянии не менее 100 мм
от конца прутка.
2.10. Скручивание
проката не должно превышать требований, указанных в таблице 5.
Таблица 5
┌──────────────────────────┬──────────────────────────────────────────────┐
│ Номинальный диаметр │ Предельное отклонение, не более │
│ вписанного круга d, мм
├───────────────────────┬──────────────────────┤
│ │ на 1 метр │ на общую длину │
├──────────────────────────┼───────────────────────┼──────────────────────┤
│До 14 включ. │ 4° │ 24° │
│Св.
14 до 50 включ.
│ 3° │ 18° │
│
" 50 " 103 " │ 3°
│ 15° │
└──────────────────────────┴───────────────────────┴──────────────────────┘
2.11. Размеры
проката и притупление углов измеряют на расстоянии не менее 100 мм от конца
прутка и не менее 1,5 м от конца мотка при массе мотка до 250 кг и на
расстоянии не менее 3,0 м при массе мотка свыше 250 кг.
2.11.1. По
согласованию изготовителя с потребителем (по согласованной спецификации)
размеры проката, притупление углов и кривизну проката измеряют на расстоянии не
менее 150 мм от конца прутка.
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026