Введен в действие
Приказом Ростехрегулирования
от 25 декабря 2008
г. N 681-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
ВТУЛКИ СВЕРТНЫЕ
ЧАСТЬ 1
РАЗМЕРЫ
Plain
bearings. Wrapped bushes. Part 1.
Dimensions
ISO 3547-1:1999
Plain bearings - Wrapped
bushes - Part 1: Dimensions
(IDT)
ГОСТ ИСО 3547-1-2006
Группа Г16
МКС 21.100.10;
ОКП 41 8210
Предисловие
Цели, основные
принципы и основной порядок проведения работ по межгосударственной
стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система
стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная
система стандартизации. Стандарты межгосударственные, правила и рекомендации по
межгосударственной стандартизации. Порядок разработки, принятия, применения,
обновления и отмены".
Сведения о
стандарте
1. Подготовлен Всероссийским научно-исследовательским
институтом стандартизации и сертификации в машиностроении (ВНИИНМАШ)
Федерального агентства по техническому регулированию и метрологии на основе
собственного аутентичного перевода стандарта, указанного в пункте 4.
2. Внесен Межгосударственным техническим комитетом по
стандартизации МТК 34 "Подшипники скольжения".
3. Принят
Межгосударственным советом по стандартизации, метрологии и сертификации
(Протокол N 29 от 24 июня 2006 г.).
За принятие
проголосовали:
┌────────────────────┬──────────────────────┬─────────────────────────────┐
│Краткое
наименование│ Код страны по │
Сокращенное наименование │
│ страны по │ МК (ИСО 3166) 004-97 │ национального органа │
│МК
(ИСО 3166) 004-97│
│ по
стандартизации │
├────────────────────┼──────────────────────┼─────────────────────────────┤
│Азербайджан │ AZ │Азстандарт │
│Армения │ AM │Армстандарт │
│Беларусь │ BY
│Госстандарт Республики
│
│ │ │Беларусь │
│Грузия │ GE │Грузстандарт │
│Казахстан │ KZ │Госстандарт Республики │
│ │ │Казахстан │
│Киргизия │ KG │Кыргызстандарт │
│Молдова │ MD │Молдова-Стандарт │
│Российская
Федерация│ RU │Федеральное агентство │
│ │ │по техническому
регулированию│
│ │ │и метрологии │
│Таджикистан │ TJ │Таджикстандарт │
│Туркменистан │ TM │Главгосслужба │
│ │ │"Туркменстандартлары" │
│Узбекистан │ UZ │Узстандарт │
│Украина │ UA │Госпотребстандарт
Украины │
└────────────────────┴──────────────────────┴─────────────────────────────┘
4.
Настоящий стандарт идентичен международному стандарту ИСО 3547-1:99
"Подшипники скольжения. Втулки свертные. Часть 1. Размеры" (ISO 3547-1:1999
"Plain bearings - Wrapped bushes- Part 1: Dimensions").
При применении
настоящего стандарта рекомендуется использовать вместо ссылочных международных
стандартов соответствующие им национальные стандарты Российской Федерации,
сведения о которых приведены в дополнительном Приложении А.
5. Приказом
Федерального агентства по техническому регулированию и метрологии от 25 декабря
2008 г. N 681-ст межгосударственный стандарт ГОСТ ИСО 3547-1-2006 введен в
действие в качестве национального стандарта Российской Федерации с 1 июля 2009
г.
6. Взамен ГОСТ
27672-88 в части размеров.
Информация о
введении в действие (прекращении действия) настоящего стандарта публикуется в
указателе "Национальные стандарты".
Информация об
изменениях к настоящему стандарту публикуется в указателе "Национальные
стандарты", а текст изменений - в информационных указателях
"Национальные стандарты". В случае пересмотра или отмены настоящего
стандарта соответствующая информация будет опубликована в информационном
указателе "Национальные стандарты".
1. Область
применения
Настоящий стандарт
устанавливает размеры и обозначения свертных втулок
подшипников скольжения, изготовленных из сплошного и многослойного
подшипникового материала.
2.
Нормативные ссылки
В настоящем
стандарте использованы ссылки на следующие стандарты:
ИСО 3547-2:1999.
Подшипники скольжения. Втулки свертные. Часть 2.
Данные для контроля наружного и внутреннего диаметров
ИСО 3547-3:1999.
Подшипники скольжения. Втулки свертные. Часть 3.
Смазочные отверстия, канавки и углубления
ИСО 3547-4:1999.
Подшипники скольжения. Втулки свертные. Часть 4.
Материалы
ИСО 4378-1:1997.
Подшипники скольжения. Термины, определения и классификация. Часть 1.
Конструкция, подшипниковые материалы и их свойства
ИСО 12301:1992.
Подшипники скольжения. Методы контроля геометрических показателей и показателей
качества материалов
ИСО 12307-2:1995.
Подшипники скольжения. Свертные втулки. Контроль
внутреннего диаметра.
3. Термины
и определения
В настоящем
стандарте применяют термины по ИСО 4378-1.
4. Размеры
Основные размеры и
допуски должны соответствовать указанным на рисунке 1
и в таблицах 1 - 3. Все размеры и допуски указаны в миллиметрах. Указание по
разъему 1 см. раздел 5.
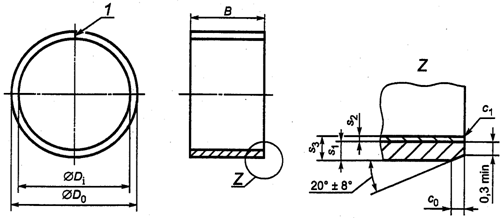
Примечание.
Выносной элемент Z показан для втулки, изготовленной из многослойного
материала, где ![]() - толщина стальной основы,
- толщина стальной основы, ![]() - толщина слоя антифрикционного материала как
основа для расчета в соответствии с ИСО 3547-2;
- толщина слоя антифрикционного материала как
основа для расчета в соответствии с ИСО 3547-2; ![]() - полная толщина стенки;
- полная толщина стенки; ![]() и
и ![]() - наружная и внутренняя фаски;
- наружная и внутренняя фаски; ![]() - может быть радиусом или фаской.
- может быть радиусом или фаской.
Рисунок 1
Таблица 1
Предпочтительные
номинальные размеры внутреннего диаметра
![]() ,
наружного диаметра
,
наружного диаметра ![]() ,
толщины стенки
,
толщины стенки![]()
и ширины втулки B
┌───┬───┬────┬──────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────┐
│D │D
│ s │ Допуск на ширину втулки B │
│
i │ 0 │ 3
├────────┬────────┬────────┬────────┬────────┬────────┬────────┬────────┬────────┬────────┬────────┬────────┬────────┬────────┬────────┤
│ │
│ │ 4
│ 6 │
8 │ 10
│ 12 │
15 │ 20
│ 25 │
30 │ 40
│ 50 │
60 │ 70
│ 80 │
100 │
├───┼───┼────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┼────────┤
│
4 │5,5│0,75│+/- 0,25│+/- 0,25│ -
│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
│
├───┼───┼────┼────────┤ │
├────────┤ │ │ │ │ │
│ │ │ │ │ │
│
6 │ 8 │ 1 │ -
│ │ │+/- 0,25│ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤
├────────┼────────┤ ├────────┤ │ │ │ │ │ │ │ │ │ │
│
8 │10 │ 1 │ │ -
│+/- 0,25│
│+/- 0,25│
│ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │
├────────┤ │
├────────┤ │
│ │ │ │ │ │ │ │
│10
│12 │ 1 │ │ │ -
│ │ │+/- 0,50│ │ │ │ │ │
│ │ │ │
├───┼───┼────┤ │ │ │
├────────┤
├────────┤ │ │ │ │ │ │ │ │
│12
│14 │ 1 │ │ │ │ │ -
│ │+/-
0,50│ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│13
│15 │ 1 │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ ├────────┤ │ │ ├────────┤ │ │ │ │ │
│ │
│14
│16 │ 1 │ │ │ │ -
│ │ │ │+/- 0,50│ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│15
│17 │ 1 │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│16
│18 │ 1 │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│18
│20 │ 1 │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │
├────────┤ │ │ │ │ │ │ │ │ │
│18
│21 │1,5 │
│ │ │ │ │+/- 0,25│ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │
├────────┤ │ │ │ │ │ │
│20
│23 │1,5 │ │ │ │ │ │ │ │ │+/- 0,50│ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│22
│25 │1,5 │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │
├────────┤ │ │
│ │ │ │
│24
│27 │1,5 │
│ │ │ │ │ │ │ │ -
│ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │
├────────┼────────┼────────┤ │ │ │ │ │ │
│25
│28 │1,5 │
│ │ │ │ │ │ -
│ - │+/- 0,50│ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │
├────────┼────────┼────────┤ │ │ │ │ │ │ │
│28
│31 │1,5 │
│ │ │ │ │ -
│+/- 0,50│+/- 0,50│ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │
├────────┼────────┤ │ │ │ │ │ │ │
│28
│32 │ 2 │ │ │ │ │ │ │+/- 0,25│+/-
0,25│ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │
├────────┤
├────────┤ │ │ │ │ │
│30
│34 │ 2 │ │ │ │ │ │ │ │ -
│ │+/-
0,50│ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│32
│36 │ 2 │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│35
│39 │ 2 │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │
│38
│42 │ 2 │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│40
│44 │ 2 │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │
├────────┤ │ │ │ │
│45
│50 │2,5 │
│ │ │
│ │ │ │ │ │ │+/- 0,50│ │ │ │ │
├───┼───┼────┤ │ │ │ │ │
├────────┼────────┼────────┤ │
├────────┤ │ │ │
│50
│55 │2,5 │
│ │ │ │ │ │ -
│+/- 0,25│ - │ │ │+/- 0,50│ │ │ │
├───┼───┼────┤ │ │ │ │ │ │
├────────┼────────┤ ├────────┤ │ │ │ │
│55
│60 │2,5 │
│ │ │ │ │ │ │ -
│+/- 0,25│
│ - │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │
│ │ │ │
├────────┼────────┼────────┤ │ │
│60
│65 │2,5 │
│ │ │ │ │ │ │ │ │ │+/- 0,50│ -
│+/- 0,75│
│ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ ├────────┤ │ │ │ │ │
│65
│70 │2,5 │
│ │ │ │ │ │ │ │ │ -
│ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│70
│75 │2,5 │
│ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │
├────────┼────────┼────────┼────────┼────────┼────────┤ │
│75
│80 │2,5 │
│ │ │ │ │ │ │ │ -
│+/- 0,50│ - │+/- 0,50│ -
│+/- 0,75│
│
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ ├────────┤
│80
│85 │2,5 │
│ │ │ │ │ │ │ │ │ │ │ │ │ │+/- 0,75│
├───┼───┼────┤ │ │ │ │ │ │ │ │ │
│ │ │
├────────┤ │
│85
│90 │2,5 │
│ │ │ │ │ │ │ │ │ │ │ │ │ -
│ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│90
│95 │2,5 │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │
├────────┤ │ │ │ │ │
│95
│100│2,5 │
│ │ │ │ │ │ │ │ │ -
│ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │
├────────┤ │ │ │ │
│100│105│2,5
│ │ │ │ │ │ │ │ │ │ │+/- 0,50│ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │
├────────┤ │ │ │ │
│105│110│2,5
│ │ │ │ │ │ │ │ │ │ │ -
│ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │
│ │
│110│115│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│115│120│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│120│125│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│125│130│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│130│135│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│135│140│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│140│145│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│150│155│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│160│165│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │
├────────┤ │ │ │
│170│175│2,5
│ │ │ │ │ │ │ │ │ │ │ │ -
│ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│180│185│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│200│205│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│220│225│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│250│255│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┼───┼────┤ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │
│300│305│2,5
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───┴───┴────┴────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────┤
│ Примечание. Ширину втулки
B за пределами допуска +/- 0,25,
+/- 0,50 │
│или
+/- 0,75 согласовывают с изготовителем и
указывают после номинальных
│
│размеров в
стандартном обозначении. При необходимости
использовать
│
│нестандартные
размеры ширины B конечная цифра размера должна быть 2, 5 и 8
│
│до
значения D = 50 мм, а свыше значения D = 50 мм
- цифра 5. Контроль
│
│ i i
│
│ширины
втулки B согласно ИСО 12301.
│
└───────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────┘
Таблица 2
Наружная ![]() и внутренняя
и внутренняя ![]() фаски
фаски
┌────────────┬────────────────────────────────────────────────────────────┐
│ s
│
Фаска
│
│ 3
├──────────────────────────────────────────┬─────────────────┤
│ │ c │ c
│
│ │ 0 │ i
│
│
├────────────────────────┬─────────────────┤ │
│ │механически
обработанная│ катаная │ │
├────────────┼────────────────────────┼─────────────────┼─────────────────┤
│ 0,75
│ 0,5 +/- 0,3 │
0,5 +/- 0,3 │ -0,4
│
│ │ │ │ -0,1
│
├────────────┼────────────────────────┼─────────────────┼─────────────────┤
│ 1
│ 0,6 +/- 0,4 │
0,6 +/- 0,4 │ -0,5
│
│ │ │ │ -0,1
│
├────────────┼────────────────────────┼─────────────────┼─────────────────┤
│ 1,5
│ 0,6 +/- 0,4 │
0,6 +/- 0,4 │ -0,7
│
│ │ │ │ -0,1
│
├────────────┼────────────────────────┼─────────────────┼─────────────────┤
│ 2
│ 1,2 +/- 0,4 │
1 +/- 0,4 │ -0,7
│
│ │ │ │ -0,1
│
├────────────┼────────────────────────┼─────────────────┼─────────────────┤
│ 2,5
│ 1,8 +/- 0,6 │
1,2 +/- 0,4 │ -1
│
│ │ │ │ -0,2
│
├────────────┴────────────────────────┴─────────────────┴─────────────────┤
│ Примечания. 1.
Для втулок, механически обработанных на
размер│
│отверстия подшипника
(серия C), фаска c
должна быть выполнена│
│
i
│
│соответственно
больше. │
│ 2. Фаска c
обрабатывается по выбору изготовителя. │
│ 0
│
└─────────────────────────────────────────────────────────────────────────┘
Таблица 3
Номинальные
размеры и допуски на толщину стенки![]()
и стальной слой ![]() серий A, B, C и D
серий A, B, C и D
(согласно контролю
типа A по ИСО 3547-2)
┌──────────────────┬──────────────────────────────────────┬───────────────────────────┐
│ s │ Допуск на толщину стенки s │
Толщина стальной основы │
│ 3 │ 3 │ для втулок, изготовленных │
│
├───────────────────────┬──────────────┤
из многослойных материалов│
│ │
без припусков на │с припуском на│ s
<*> │
│ │механическую обработку
│ механическую │
1 │
│ │в отверстии подшипника
│ обработку │ │
│ ├───────┬───────┬───────┤
в отверстии
├──────────────────┬────────┤
│ │Серия A│Серия B│Серия
D│ подшипника │
Интервал │ Допуск
│
│ │ │ │ │
серии C │ │ │
├──────────────────┼───────┼───────┼───────┼──────────────┼──────────────────┼────────┤
│ 0,75 │-0,015 │-0,020 │ -
│ +0,25 │0,38 <= s <= 0,53│+/- 0,08│
│ │ │ │ │ +0,15
│ 1 │
│
├──────────────────┼───────┼───────┼───────┼──────────────┼──────────────────┼────────┤
│ 1 │-0,015 │+0,005 │
+0,020│ +0,25 │0,45 <= s <= 0,68│+/- 0,13│
│ │ │-0,020 │ -0,045│ +0,15
│ 1 │ │
├──────────────────┼───────┼───────┼───────┼──────────────┼──────────────────┼────────┤
│ 1,5 │-0,015 │+0,005 │
+0,025│ +0,25 │0,85 <= s <= 1,1 │+/- 0,15│
│ │ │-0,025 │ -0,055│ +0,15
│ 1 │ │
├──────────────────┼───────┼───────┼───────┼──────────────┼──────────────────┼────────┤
│ 2 │-0,015 │+0,005 │
+0,030│ +0,25 │1,3 <= s <= 1,55 │+/- 0,20│
│ │ │-0,030 │ -0,065│ +0,15
│ 1 │ │
├───┬──────────────┼───────┼───────┼───────┼──────────────┼──────────────────┼────────┤
│2,5│D <= 80
│-0,020 │+0,005 │ +0,040│ +0,30
│1,8 <= s <= 2,05
│+/- 0,20│
│ │ 0 │ │-0,040 │ -0,085│ +0,15
│ 1 │ │
│
├──────────────┼───────┼───────┤ │ │ │ │
│ │80 < D <= 120│-0,025 │+0,010
│ │ │ │ │
│ │
0 │ │-0,060 │ │ │ │ │
│
├──────────────┼───────┼───────┤ │ │ │ │
│ │D
> 120 │-0,030
│+0,035 │ │ │ │ │
│ │ 0 │ │-0,085 │ │ │ │ │
├───┴──────────────┴───────┴───────┴───────┴──────────────┴──────────────────┴────────┤
│
<*> Средняя толщина стальной
основы зависит от
типа подшипникового
│
│материала.
│
│
│
│ Примечания. 1. Втулки, изготовленные из
материала P1 по ИСО 3547-4, │
│поставляются
только серии B. Для втулок,
изготовленных из материала P2 │
│по
ИСО 3547-4, предпочтительно использовать серию D. │
│ 2. В зависимости от процесса
изготовления в основе
втулок допустимы │
│отдельные
незначительные углубления. Толщину стенки следует измерять вне │
│этих
углублений в местах, несущих нагрузку.
│
└─────────────────────────────────────────────────────────────────────────────────────┘
Наибольший размер
внутреннего диаметра втулки в сжатом состоянии получают вычитанием из
наибольшего размера отверстия корпуса подшипника удвоенного
наименьшего размера толщины стенки втулки ![]() .
.
Наименьший размер
внутреннего диаметра втулки в сжатом состоянии получают вычитанием из
наименьшего размера отверстия корпуса подшипника удвоенного
наибольшего размера толщины стенки втулки ![]() .
.
Это предполагает
отсутствие расширения отверстия корпуса, вызванного запрессовкой втулки. На
практике расширение зависит от различных факторов, например жесткости корпуса и
втулки. Пример расчета приведен в разделе 6.
Вместо толщины
стенки может быть определен внутренний диаметр ![]() ,
когда втулка вставляется в кольцевой калибр (контроль C - проверка согласно ИСО
3547-2, см. также ИСО 12307-2).
,
когда втулка вставляется в кольцевой калибр (контроль C - проверка согласно ИСО
3547-2, см. также ИСО 12307-2).
Не допускается
толщину стенки и внутренний диаметр указывать одновременно как контролируемые
размеры.
В таблице 4 указаны
допуски на внутренний диаметр ![]() втулки, а в таблице 5 указаны значения
внутреннего диаметра кольцевого калибра
втулки, а в таблице 5 указаны значения
внутреннего диаметра кольцевого калибра ![]() .
.
Таблица 4
Допуски на
внутренний диаметр ![]() втулки в кольцевом
втулки в кольцевом
калибре серии W (согласно контролю типа C по ИСО 3547-2)
┌──────────────┬─────────┬──────┬──────┬──────┬──────┬──────┬──────┬──────┐
│
Номинальный
│ Св. │
- │ 10
│ 18 │
30 │ 50
│ 80 │
120 │
│ диаметр D
├─────────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┤
│ i │Не более │ 10
│ 18 │
30 │ 50
│ 80 │ 120
│ 175 │
├──────────────┴─────────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┤
│ Допуск на D │+0,036│+0,043│+0,052│+0,062│+0,074│+0,087│+0,100│
│ i,ch │
│ │ │ │ │ │ │
├────────────────────────┴──────┴──────┴──────┴──────┴──────┴──────┴──────┤
│ Примечание.
Соосность
внутреннего и наружного диаметров, если особо│
│не
оговаривается, должна составлять 0,05 мм. │
└─────────────────────────────────────────────────────────────────────────┘
Таблица 5
Внутренний
диаметр кольцевого калибра![]()
для контроля
внутреннего диаметра втулки![]()
(согласно контролю
типа C по ИСО 3547-2)
┌───────────┬─────┬──────────┬──────────┬──────────┬──────────┬──────────┬──────────┬──────────┐
│Номинальный│ Св. │
- │ 10
│ 18 │
30 │ 50
│ 80 │
120 │
│
диаметр D
├─────┼──────────┼──────────┼──────────┼──────────┼──────────┼──────────┼──────────┤
│ 0│ Не │
10 │ 18
│ 30 │
50 │ 80
│ 120 │
180 │
│ │более│ │ │ │ │ │ │ │
├───────────┴─────┼──────────┼──────────┼──────────┼──────────┼──────────┼──────────┼──────────┤
│ d
<*> │D + 0,008│D + 0,009│D + 0,011│D + 0,013│D + 0,015│D + 0,018│D + 0,020│
│ ch,1
│ 0 │ 0 │ 0 │ 0 │ 0 │ 0 │ 0 │
├─────────────────┴──────────┴──────────┴──────────┴──────────┴──────────┴──────────┴──────────┤
│ <*> Размер внутреннего диаметра
кольцевого калибра d включает D │
│
ch,1 0 │
│и
округленное среднее значение поля допуска H7. │
└──────────────────────────────────────────────────────────────────────────────────────────────┘
Допуск на
внутренний диаметр втулки, запрессованной в корпус, устанавливают из суммы
допуска на ![]() и допуска на
отверстие корпуса. Как и в случае расчета внутреннего диаметра по толщине
стенки втулки, предположено отсутствие расширения отверстия корпуса.
и допуска на
отверстие корпуса. Как и в случае расчета внутреннего диаметра по толщине
стенки втулки, предположено отсутствие расширения отверстия корпуса.
Размеры наружного
диаметра ![]() втулки указаны в таблице 6.
втулки указаны в таблице 6.
Таблица 6
Размеры наружного
диаметра![]()
(согласно контролю
типов A и D по ИСО 3547-2)
┌────────────────┬───────────────────────────────────────────────────────┬──────┐
│ Контроль
│
A
│ D │
├───────┬────────┼──────┬──────┬──────┬──────┬──────┬──────┬──────┬──────┼──────┤
│Номи- │Свыше
│ - │
10 │ 18
│ 30 │
40 │ 50
│ 80 │ 120
│ 140 │
│нальный│
│ │ │ │ │ │ │ │ │ <*> │
│диаметр├────────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┤
│D │Не
более│ 10 │
18 │ 30
│ 40 │
50 │ 80
│ 120 │ 140 │
- │
│
0 │ │ │ │ │ │ │ │ │ │ │
├───────┼────────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┤
│Допуск
│Сталь,
│+0,055│+0,065│+0,075│+0,085│+0,085│+0,100│+0,120│+0,170│+0,225│
│на │сталь/
│+0,025│+0,030│+0,035│+0,045│+0,045│+0,055│+0,070│+0,100│+0,125│
│втулки
│подшип- │ │ │ │ │ │ │ │ │ │
│ │никовый
│ │ │ │ │ │ │ │ │ │
│ │материал│ │ │ │ │ │ │ │ │ │
│
├────────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┤
│ │Медный
│+0,075│+0,080│+0,095│+0,110│+0,110│+0,125│+0,140│+0,190│+0,245│
│ │сплав
│+0,045│+0,050│+0,055│+0,065│+0,065│+0,075│+0,090│+0,120│+0,145│
├───────┴────────┴──────┴──────┴──────┴──────┴──────┴──────┴──────┴──────┴──────┤
│
<*> Для втулок с D
> 140 мм наружный диаметр
контролируют путем │
│ 0
│
│сравнительных
измерений окружности с помощью прецизионной
мерной ленты │
│согласно
контролю типа D по ИСО 3547-2. │
└───────────────────────────────────────────────────────────────────────────────┘
Контроль типа B по
ИСО 3547-2 не оговаривает значений наружного диаметра ![]() .
Чтобы получить достаточно неподвижную посадку втулки в отверстии корпуса в
случае контроля типа B, используют экспериментально определенные значения
внутреннего диаметра калибра. Они зависят от метода изготовления, поэтому не
могут применяться в каждом отдельном случае. Требование максимума и минимума
усилия прессования повышает надежность этого метода контроля. Детали контроля
согласовывают в каждом отдельном случае.
.
Чтобы получить достаточно неподвижную посадку втулки в отверстии корпуса в
случае контроля типа B, используют экспериментально определенные значения
внутреннего диаметра калибра. Они зависят от метода изготовления, поэтому не
могут применяться в каждом отдельном случае. Требование максимума и минимума
усилия прессования повышает надежность этого метода контроля. Детали контроля
согласовывают в каждом отдельном случае.
Рекомендуемый
допуск на отверстие корпуса свертных втулок должен
быть H7.
Коэффициент
теплового расширения или жесткость отверстия корпуса может означать, что
необходим различный размер отверстия корпуса.
Диаметр вала
зависит от требуемого зазора в подшипнике.
Свертная втулка в свободном состоянии не может быть совершенно
цилиндрической формы, и ее разъем может быть открыт. После
запрессовки втулки в корпус она становится круглой, а разъем закрытым.
Разъем должен быть предпочтительно параллельным оси втулки. Свертные
втулки могут быть закрыты соответствующим замыкающим соединением разъема.
Конструкция разъема - на усмотрение изготовителя.
Свертные втулки поставляют с припуском или без припуска на механическую
обработку отверстия подшипника. Втулки, поставляемые с припуском на
механическую обработку, окончательно обрабатывает до требуемых размеров
потребитель после их запрессовки в корпус. Такие втулки не могут быть
поставлены из всех материалов.
Свертные втулки, которые изготовляют по настоящему стандарту, поставляют
классов точности A, B, C и D, как указано в таблице 3, и класса W, как указано
в таблице 4.
Смазочные
отверстия, канавки или карманы должны быть спроектированы так, чтобы они могли
быть отштампованы или пробиты. Допустимы искривления, вызванные операцией
свертывания, и заусенцы, не влияющие на установку или функционирование втулки.
Острые края и углы должны быть притуплены.
Значения
шероховатости поверхности приведены в таблице 7.
Таблица 7
Шероховатость
поверхности Ra (согласно ИСО 4288 [2])
┌────────────────────────┬────────────────────────────────────────────────┐
│ Поверхность │
Шероховатость поверхности Ra, мкм, для втулок
│
│ │ серий │
│
├────────┬─────────┬─────────┬─────────┬─────────┤
│ │ A
│ B │
C │ D
│ W │
├────────────────────────┼────────┼─────────┼─────────┼─────────┼─────────┤
│Отверстие
подшипника D │0,8 <*>
│ 1,6 <*> │ 6,3 │ 1,6 <*> │ 1,6 <*> │
│ i │ │ │ │ │ │
├────────────────────────┼────────┼─────────┼─────────┼─────────┼─────────┤
│Основа
подшипника D │ 1,6
│ 1,6 │
1,6 │ 1,6
│ 1,6 │
│ 0 │ │ │ │ │ │
├────────────────────────┼────────┼─────────┼─────────┼─────────┼─────────┤
│Другие
поверхности │ 25
│ 25 │
25 │ 25
│ 25 │
├────────────────────────┴────────┴─────────┴─────────┴─────────┴─────────┤
│
<*> Для втулок,
изготовленных из материала
сталь/пластик,│
│Ra <= 6,3 мкм.
│
│
│
│ Примечание. На
отверстии подшипника и
основе втулки допустимы│
│отдельные
канавки (бороздки), вызванные методом изготовления. │
└─────────────────────────────────────────────────────────────────────────┘
Расчет предельных
размеров внутреннего диаметра ![]() в запрессованном состоянии:
в запрессованном состоянии:
диаметр отверстия
корпуса ![]() ;
;
наружный диаметр
втулки ![]() ;
;
толщина стенки
втулки ![]() ;
;
![]() ;
;
![]() .
.
Как результат
прессовой посадки возможно незначительное расширение внутреннего диаметра
корпуса ![]() после монтажа втулки, которое зависит от
жесткости корпуса.
после монтажа втулки, которое зависит от
жесткости корпуса.
В случае жесткого
отверстия корпуса (стального) значение расширения отверстия корпуса вследствие
запрессовки втулки может быть принято порядка 1/6 разницы между средним
пределом наружного диаметра втулки ![]() и средним пределом диаметра отверстия корпуса.
и средним пределом диаметра отверстия корпуса.
7.
Обозначение
Свертную втулку с внутренним диаметром ![]() серии W, с наружным диаметром
серии W, с наружным диаметром ![]() и шириной B = 20 мм, изготовленную из
сплошного материала с кодом Y1 по ИСО 3547-4 и контролируемую по типу C
согласно ИСО 3547-2, обозначают следующим образом:
и шириной B = 20 мм, изготовленную из
сплошного материала с кодом Y1 по ИСО 3547-4 и контролируемую по типу C
согласно ИСО 3547-2, обозначают следующим образом:
Втулка ГОСТ ИСО
3547-1-2006 - 30W 34 x 20-Y1-C.
Свертную втулку с
внутренним диаметром ![]() , с
размерами толщины стенки
, с
размерами толщины стенки ![]() серии A, с наружным диаметром
серии A, с наружным диаметром ![]() и шириной B = 20 мм, изготовленную из
многослойного материала с кодом S5 по ИСО 3547-4, со смазочным отверстием и
кольцевой канавкой конструкции M1 и смазочным карманом конструкции N1 по ИСО
3547-3 и контролируемую по типу A согласно ИСО 3547-2, обозначают следующим
образом:
и шириной B = 20 мм, изготовленную из
многослойного материала с кодом S5 по ИСО 3547-4, со смазочным отверстием и
кольцевой канавкой конструкции M1 и смазочным карманом конструкции N1 по ИСО
3547-3 и контролируемую по типу A согласно ИСО 3547-2, обозначают следующим
образом:
Втулка ГОСТ ИСО 3547-1-2006 - 30A 34 x
20-S5-M1 N1-A.
Приложение А
(справочное)
СВЕДЕНИЯ О
СООТВЕТСТВИИ НАЦИОНАЛЬНЫХ СТАНДАРТОВ
РОССИЙСКОЙ
ФЕДЕРАЦИИ ССЫЛОЧНЫМ МЕЖДУНАРОДНЫМ
(РЕГИОНАЛЬНЫМ)
СТАНДАРТАМ
Таблица А.1
|
Обозначение |
Обозначение и наименование
соответствующего |
|
ИСО
3547-2:1999 |
ГОСТ
ИСО 3547-2-2006. Подшипники скольжения. Втулки |
|
ИСО
3547-3:1999 |
ГОСТ
ИСО 3547-3-2006. Подшипники скольжения. Втулки |
|
ИСО
3547-4:1999 |
ГОСТ
ИСО 3547-4-2006. Подшипники скольжения. Втулки |
|
ИСО
4378-1:1997 |
ГОСТ
ИСО 4378-1-2001. Подшипники скольжения. Термины, |
|
ИСО
12301:1992 |
ГОСТ
ИСО 12301-95. Подшипники скольжения. Методы |
|
ИСО
12307-2:1995 |
ГОСТ
ИСО 12307-2-99. Подшипники скольжения. Свертные |
|
Примечание. В
настоящей таблице использовано следующее
условное |
|
БИБЛИОГРАФИЯ
[1] ИСО 13715:1994 Технические чертежи. Края неопределенной формы.
Словарь и
обозначения на чертежах
(ISO 13715:1994) (Technical drawings - Edges of undefined
shape -
Vocabulary and
indication on drawings)
[2] ИСО 4288:1996 Геометрические характеристики изделия. Текстура
поверхности: Метод профиля. Правила и методика
оценки текстуры поверхности
(ISO 4288:1996) (Geometrical Product Specifications (GPS) -
Surface
texture: Profile method
- Rules and procedures for
the assessment of
surface texture)
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026