Утвержден и введен в
действие
Приказом Ростехрегулирования
от 15 декабря 2009
г. N 1015-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ ИЗ ТЕРМОПЛАСТОВ
МЕТОД ОПРЕДЕЛЕНИЯ СВОЙСТВ ПРИ РАСТЯЖЕНИИ
ЧАСТЬ 3
ТРУБЫ ИЗ ПОЛИОЛЕФИНОВ
Thermoplastics pipes. Method for
determination
of tensile
properties. Part 3. Polyolefin pipes
ISO 6259-3:1997
Thermoplastics pipes -
Determination of tensile
properties - Part 3:
Polyolefin pipes
(MOD)
ГОСТ Р 53652.3-2009
(ИСО 6259-3:1997)
Группа Л29
ОКС 23.040.20;
ОКСТУ 2209
Дата введения
1 января 2011 года
Предисловие
Цели и принципы
стандартизации в Российской Федерации установлены Федеральным законом от 27
декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила
применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации.
Основные положения".
Сведения о
стандарте
1. Разработан
Техническим комитетом по стандартизации ТК 241 "Пленки, трубы, фитинги,
листы и другие изделия из пластмасс" на основе собственного аутентичного
перевода на русский язык стандарта, указанного в пункте 4.
2. Внесен Техническим комитетом по стандартизации ТК 241
"Пленки, трубы, фитинги, листы и другие изделия из пластмасс".
3. Утвержден и
введен в действие Приказом Федерального агентства по техническому регулированию
и метрологии от 15 декабря 2009 г. N 1015-ст.
4.
Настоящий стандарт является модифицированным по отношению к международному
стандарту ИСО 6259-3:1997 "Трубы из термопластов. Определение свойств при растяжении. Часть 3. Трубы из
полиолефинов" (ISO 6259-3:1997 "Thermoplastics
pipes - Determination of tensile properties
- Part 3: Polyolefin pipes")
путем изменения содержания отдельных структурных элементов, которые выделены
вертикальной линией, расположенной на полях этого текста (оригинальный текст
этих структурных элементов примененного международного стандарта и объяснения
причин внесения технических отклонений приведены в дополнительном Приложении
ДА), а также путем изменения отдельных слов, фраз, ссылок, значений, которые
выделены в тексте курсивом. При этом дополнительные слова, фраза,
примечание, дополнительные значения выделены в тексте полужирным курсивом, а
объяснения причин их включения приведены в сносках.
Наименование
настоящего стандарта изменено относительно наименования указанного
международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5).
5. Введен впервые.
Информация об
изменениях к настоящему стандарту публикуется в ежегодно издаваемом
информационном указателе "Национальные стандарты", а текст изменений
и поправок - в ежемесячно издаваемых информационных указателях
"Национальные стандарты". В случае пересмотра (замены) или отмены
настоящего стандарта соответствующее уведомление будет опубликовано в
ежемесячно издаваемом информационном указателе "Национальные
стандарты". Соответствующая информация, уведомление и тексты размещаются
также в информационной системе общего пользования - на официальном сайте
Федерального агентства по техническому регулированию и метрологии в сети
Интернет.
1. Область
применения
Настоящий стандарт
устанавливает метод определения свойств при растяжении
труб из полиолефинов - полиэтилена (ПЭ) (PE), сшитого полиэтилена (ПЭ-Х)
(PE-X), полипропилена (ПП) (PP) и полибутена (ПБ)
(PB), включая следующие:
- предел текучести
при растяжении;
- относительное
удлинение при разрыве.
Примечания. 1. Свойства
сварного шва, полученного при стыковой сварке труб, могут быть определены на
образцах, изготовленных механической обработкой, типы которых приведены в
настоящем стандарте.
2. Общие требования
к методу испытания по определению свойств при растяжении труб из термопластов
приведены в ГОСТ Р 53652.1.
Настоящий стандарт
содержит рекомендуемые основные технические требования, приведенные в
Приложениях А - Г.
2.
Нормативные ссылки
В настоящем
стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52779-2007 (ИСО 8085-2:2001, ИСО 8085-3:2001). Детали
соединительные из полиэтилена для газопроводов. Общие технические условия
&(ИСО 8085-2:2001, ИСО 8085-3:2001, MOD)&
ГОСТ Р 53652.1-2009 (ИСО 6259-1:1997). Трубы из термопластов.
Метод определения свойств при растяжении. Часть 1. Общие требования &(ИСО 6259-1:1993 "Трубы из термопластов.
Метод определения свойств при растяжении. Часть 1. Общий метод испытания", MOD)&
ГОСТ Р 53652.2-2009 (ИСО 6259-2:1997). Трубы из термопластов.
Метод определения свойств при растяжении. Часть 2. Трубы из непластифицированного
поливинилхлорида, хлорированного поливинилхлорида и ударопрочного
поливинилхлорида &[ИСО 6259-2:1997 "Трубы из термопластов.
Определение свойств при растяжении. Часть 2. Трубы из непластифицированного
поливинилхлорида (PVC-U), хлорированного поливинилхлорида (PVC-C) и
ударопрочного поливинилхлорида (PVC-HI)", MOD]&
ГОСТ 11262-80.
Пластмассы. Метод испытания на растяжение &(ИСО
527-2:1993 "Пластмассы. Определение свойств при
растяжении. Часть 2. Условия испытаний для литьевых и экструзионных пластмасс", NEQ)&.
Примечание. При пользовании настоящим стандартом целесообразно проверить
действие ссылочных стандартов в информационной системе общего пользования - на
официальном сайте Федерального агентства по техническому регулированию и
метрологии в сети Интернет или по ежегодно издаваемому информационному
указателю "Национальные стандарты", который опубликован по состоянию
на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным
указателям, опубликованным в текущем году. Если ссылочный стандарт
заменен (изменен), то при пользовании настоящим стандартом следует
руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт
отменен без замены, то положение, в котором дана ссылка на него, применяется в
части, не затрагивающей эту ссылку.
3. Сущность
метода
См. раздел 3 ГОСТ Р 53652.1 применительно к термопластам, указанным в
настоящем стандарте.
4.
Аппаратура
См. раздел 4 ГОСТ Р 53652.1.
5.
Испытуемые образцы
#См. раздел 5 ГОСТ Р 53652.1.#
5.1. Типы
испытуемых образцов
5.1.1. Общие
требования
Если толщина стенки
трубы 12 мм и менее, испытуемые образцы (далее - образцы) вырубают
штампом-просечкой или изготовляют механической обработкой. Если толщина стенки
трубы более 12 мм, образцы изготовляют только механической обработкой.
5.1.2. Размеры
испытуемых образцов
Применяют образцы
типа 1, форма и размеры которых приведены на рисунке 1 и в таблице 1; типа 2,
форма и размеры которых приведены на рисунке 2 и в таблице 2 или типа 3, форма
и размеры которых приведены на рисунке 3 и в таблице
3. Выбор типа образца зависит от толщины стенки трубы, из которой он изготовлен
(5.2).
Примечания. 1.
&Образцы типов 1 и 2 соответствуют образцам типов 1 и 2 по ГОСТ 11262,
образец типа 1& соответствует образцу типа 1 ГОСТ Р
53652.2.
2. Для того, чтобы избежать скольжения образца в зажимах, рекомендуется
увеличить ширину головки ![]() пропорционально номинальной толщине стенки
пропорционально номинальной толщине стенки ![]() в соответствии с формулой
в соответствии с формулой
![]() . (1)
. (1)
@
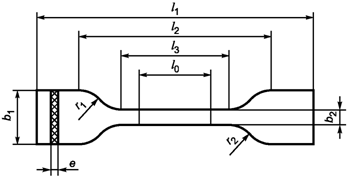
Таблица 1
┌─────────────────────────────────────────────────┬───────────────────────┐
│ Параметр │ Размеры, мм │
├─────────────────────────────────────────────────┼───────────────────────┤
│Общая
длина l , не менее
│ 115 │
│ 1 │ │
├─────────────────────────────────────────────────┼───────────────────────┤
│Начальное
расстояние между зажимами l
│ 80 +/- 5 │
│ 2 │ │
├─────────────────────────────────────────────────┼───────────────────────┤
│Длина
рабочей части (параллельная часть) l
│ 33 +/- 2 │
│ 3
│
│
├─────────────────────────────────────────────────┼───────────────────────┤
│&Расчетная&
длина l
│ 25 +/- 1 │
│ 0 │ │
├─────────────────────────────────────────────────┼───────────────────────┤
│Ширина
головки b
│ 25 +/- 2 │
│ 1 │ │
├─────────────────────────────────────────────────┼───────────────────────┤
│Ширина
рабочей части (параллельная часть) b
│ 6 +/- 0,4 │
│
2 │ │
├─────────────────────────────────────────────────┼───────────────────────┤
│Толщина
e │
Соответствует толщине │
│
│ стенки трубы │
├─────────────────────────────────────────────────┼───────────────────────┤
│Большой
радиус закругления r
│ 25 +/- 2 │
│ 1 │ │
├─────────────────────────────────────────────────┼───────────────────────┤
│Малый
радиус закругления r │ 14 +/- 1 │
│ 2 │ │
└─────────────────────────────────────────────────┴───────────────────────┘
Примечание. См.
ДА.1 (Приложение ДА).
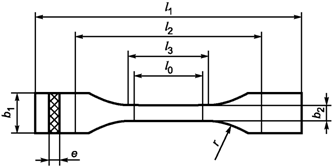
Таблица 2
┌─────────────────────────────────────────────────┬───────────────────────┐
│ Параметр │ Размеры, мм │
├─────────────────────────────────────────────────┼───────────────────────┤
│Общая
длина l , не менее
│ 150 │
│ 1 │ │
├─────────────────────────────────────────────────┼───────────────────────┤
│Начальное
расстояние между зажимами l
│ 115 +/- 0,5 │
│ 2 │ │
├─────────────────────────────────────────────────┼───────────────────────┤
│Длина
рабочей части (параллельная часть) l
│ 60 +/- 0,5 │
│
3 │ │
├─────────────────────────────────────────────────┼───────────────────────┤
│&Расчетная&
длина l
│ 50 +/- 0,5 │
│ 0 │ │
├─────────────────────────────────────────────────┼───────────────────────┤
│Ширина
головки b │ 20 +/- 0,5 │
│ 1 │ │
├─────────────────────────────────────────────────┼───────────────────────┤
│Ширина
рабочей части (параллельная часть) b
│ 10 +/- 0,5 │
│
2 │ │
├─────────────────────────────────────────────────┼───────────────────────┤
│Толщина
e │
Соответствует толщине │
│ │ стенки трубы │
├─────────────────────────────────────────────────┼───────────────────────┤
│Радиус
закругления r, #не менее#
│ 60 │
└─────────────────────────────────────────────────┴───────────────────────┘
Примечание. См.
ДА.2 (Приложение ДА).
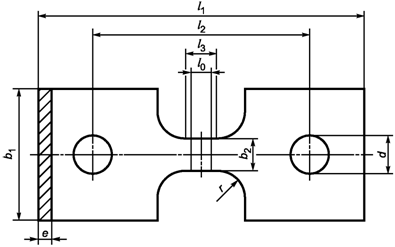
Таблица 3
┌─────────────────────────────────────────────────────┬───────────────────┐
│ Параметр │ Размеры, мм │
├─────────────────────────────────────────────────────┼───────────────────┤
│Общая
длина l , не менее
│ 250 │
│ 1
│ │
├─────────────────────────────────────────────────────┼───────────────────┤
│Начальное
расстояние между центрами несущих болтов l │ 165 +/- 5 │
│
2│ │
├─────────────────────────────────────────────────────┼───────────────────┤
│Длина
рабочей части (параллельная часть) l
│ 25 +/- 1 │
│
3 │ │
├─────────────────────────────────────────────────────┼───────────────────┤
│&Расчетная&
длина l
│ 20 +/- 1 │
│ 0 │ │
├─────────────────────────────────────────────────────┼───────────────────┤
│Ширина
головки b
│ 100 +/- 3 │
│ 1
│ │
├─────────────────────────────────────────────────────┼───────────────────┤
│Ширина
рабочей части (параллельная часть) b │ 25 +/- 1 │
│
2 │ │
├─────────────────────────────────────────────────────┼───────────────────┤
│Толщина
e
│Соответствует тол- │
│
│щине стенки трубы │
├─────────────────────────────────────────────────────┼───────────────────┤
│Радиус
закругления r
│ 25 +/- 1 │
├─────────────────────────────────────────────────────┼───────────────────┤
│Диаметр
отверстия d
│ 30 +/- 5 │
└─────────────────────────────────────────────────────┴───────────────────┘
Примечание. См.
ДА.3 (Приложение ДА).@
Образцы изготовляют
из центральной части полосы, вырезанной из отрезка трубы в соответствии с 5.2.1
ГОСТ Р 53652.1 и перечислением а) или б):
а) Трубы толщиной
стенки 12 мм и менее
Образцы изготовляют
вырубкой штампом-просечкой или механической обработкой следующих типов:
- тип 1 - для
толщины стенки 5 мм и менее;
- тип 2 - для
толщины стенки более 5 мм до 12 мм включительно;
б) Трубы толщиной
стенки более 12 мм
Образцы изготовляют
механической обработкой типа 2 или 3.
5.3. Способ вырубки
штампом-просечкой (см. 5.2.2.1 ГОСТ Р 53652.1)
Для изготовления
образцов применяют штамп-просечку (4.6 ГОСТ Р 53652.1)
с профилем, соответствующим образцу типа 1 или 2, в зависимости от толщины
стенки трубы.
Образец вырубают
при температуре окружающей среды, устанавливая штамп-просечку на внутреннюю
сторону полосы и прикладывая постоянное непрерывное давление.
5.4. Способ
механической обработки
См. 5.2.2.3 ГОСТ Р 53652.1.
6.
Кондиционирование
См. раздел 6 ГОСТ Р 53652.1.
7. Скорость
испытания
Скорость испытания,
т.е. скорость раздвижения зажимов, зависит от толщины стенки трубы, как
установлено в таблице 4.
Таблица 4
Скорость испытания
┌──────────────┬─────────────────────────────────┬─────────┬──────────────┐
│
Номинальная │ Способ изготовления образцов │
Тип │ Скорость
│
│толщина
стенки│
│ образца │испытания <*>,│
│
трубы e , мм │ │ │ мм/мин │
│ n
│ │ │ │
├──────────────┼─────────────────────────────────┼─────────┼──────────────┤
│ e
<= 5 │ Вырубка
штампом-просечкой │ Тип 1
│ 100 +/- #10# │
│ n
│или механическая обработка
│ │ │
├──────────────┼─────────────────────────────────┼─────────┼──────────────┤
│
5 < e <= 12 │ Вырубка
штампом-просечкой │ Тип 2
│ 50 +/- #5# │
│ n
│или механическая обработка
│ │ │
├──────────────┼─────────────────────────────────┼─────────┼──────────────┤
│ e
> 12 │ Механическая
обработка │ Тип 2
│ 25 +/- #2# │
│ n
│
│ │ │
├──────────────┼─────────────────────────────────┼─────────┼──────────────┤
│ e
> 12 │ Механическая
обработка │ Тип 3
│ 10 +/- #1# │
│ n
│
│ │ │
├──────────────┴─────────────────────────────────┴─────────┴──────────────┤
│
<*> Предельные отклонения
на скорость испытания
приведены в│
│соответствии с ГОСТ 11262, т.к. они не установлены в ИСО
6259-3. │
└─────────────────────────────────────────────────────────────────────────┘
Если
применяют другую скорость, должна быть установлена корреляция между данными,
полученными при применяемой и установленной скоростях. В случае разногласий применяют установленную скорость.
8.
Проведение испытания
См. раздел 8 ГОСТ Р 53652.1.
Примечание. При
достижении относительного удлинения &500% <*>& испытание может
быть прекращено до разрыва образца.
--------------------------------
<*> Значение
1000% заменено на 500% в соответствии с возможностью испытательных машин.
9.
Обработка результатов
См. раздел 9 ГОСТ Р 53652.1.
10.
Протокол испытания
См. раздел 10 ГОСТ Р 53652.1.
Приложение А
(справочное)
ОСНОВНЫЕ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Рекомендуемое
&минимальное <*>& относительное удлинение при разрыве труб из
полиэтилена (ПЭ), определенное в условиях испытания по ГОСТ Р
53652.1, следующее:
![]() .
.
Примечания. 1. Для
предела текучести при растяжении технические требования не нормируются.
2. Для испытуемых
образцов, изготовленных из сварного стыкового соединения, основным требованием
является тип разрушения по сварному шву - пластический, т.е. по механизму хладотекучести.
#3. Для испытуемых
образцов, изготовленных из сварного стыкового соединения, при испытании сварных
швов на растяжение рекомендуется использовать метод и технические требования по
ГОСТ Р 52779 (приложение Е) <**>.#
--------------------------------
<**> См. ДА.5
(Приложение ДА).
Приложение Б
(справочное)
ТРУБЫ ИЗ СШИТОГО
ПОЛИЭТИЛЕНА (ПЭ-Х).
ОСНОВНЫЕ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Рекомендуемое
&минимальное <*>& относительное удлинение при разрыве труб из
сшитого полиэтилена (ПЭ-Х), определенное в условиях испытания по ГОСТ Р 53652.1, следующее:
![]() .
.
Примечание. Для
предела текучести при растяжении технические требования не нормируются.
--------------------------------
<*> См. ДА.4
(Приложение ДА).
Приложение В
(справочное)
ТРУБЫ ИЗ
ПОЛИПРОПИЛЕНА (ПП).
ОСНОВНЫЕ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Рекомендуемое
&минимальное <*>& относительное удлинение при разрыве для труб из
полипропилена (ПП) типов:
- гомополимер;
- блоксополимер (гетерофазный);
- рандомсополимер (статсополимер),
определенное в
условиях испытания по ГОСТ Р 53652.1, следующее:
![]() .
.
Примечание. Для
предела текучести при растяжении технические требования не нормируются.
--------------------------------
Приложение
Г
(справочное)
ОСНОВНЫЕ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Рекомендуемое
&минимальное <*>& относительное удлинение при разрыве труб из полибутена (ПБ), определенное в условиях испытания по ГОСТ Р 53652.1, следующее:
![]() .
.
Примечание. Для
предела текучести при растяжении технические требования не нормируются.
--------------------------------
<*> См. ДА.4
(Приложение ДА).
Приложение
ДА
(справочное)
ТЕХНИЧЕСКИХ ОТКЛОНЕНИЙ
НАСТОЯЩЕГО СТАНДАРТА
ПО ОТНОШЕНИЮ К ИСО
6259-3
ДА.1. В
пункте 5.1.2 рисунок 1 заменен рисунком 2. На рисунке 1 изменено обозначение
размеров (в соответствии с системой ЕСКД) и обозначение типа образца в
наименовании рисунка.
Таблица 1 заменена
таблицей 2. В таблице 1 изменены обозначения параметров размеров образца и
предельные отклонения на ширину головки и ширину рабочей части.
Рисунок 1 и таблица
1 по ИСО 6259-3 приведены ниже.
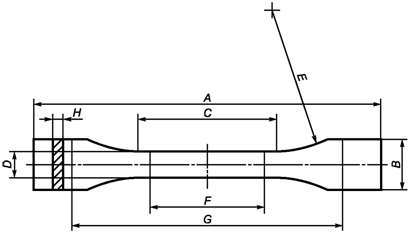
Рисунок 1.
Испытуемый образец типа 1
Таблица 1
Размеры
испытуемого образца типа 1
|
Обозначение |
Параметр |
Размеры, мм |
|
A
|
Общая
длина (мин.) |
150 |
|
B
|
Ширина
головки |
20 +/- 0,2 |
|
C
|
Длина
рабочей части, параллельная часть |
60 +/- 0,5 |
|
D
|
Ширина
рабочей части, параллельная часть |
10 +/- 0,2 |
|
E
|
Радиус
закругления |
60 |
|
F
|
Базовая
длина |
50 +/- 0,5 |
|
G
|
Начальное
расстояние между зажимами |
115 +/- 0,5 |
|
H
|
Толщина |
Соответствует |
ДА.2. В
пункте 5.1 рисунок 2 заменен рисунком 1. На рисунке 2 изменено обозначение
размеров (в соответствии с системой ЕСКД) и обозначение типа образца в
наименовании рисунка.
Таблица 2 заменена
таблицей 1. В таблице 2 изменены обозначения параметров размеров образца и
предельные отклонения на ширину головки и ширину рабочей части.
Рисунок 2 и таблица
2 по ИСО 6259-3 приведены ниже.
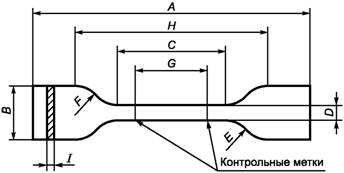
Рисунок 2.
Испытуемый образец типа 2
Таблица 2
Размеры
испытуемого образца типа 2
┌───────────┬────────────────────────────────────────┬────────────────────┐
│Обозначение│ Параметр │ Размеры, мм │
├───────────┼────────────────────────────────────────┼────────────────────┤
│ A
│Общая длина (мин.) │ 115 │
├───────────┼────────────────────────────────────────┼────────────────────┤
│ B
│Ширина головки │ 25 +/- 1 │
├───────────┼────────────────────────────────────────┼────────────────────┤
│ C
│Длина рабочей части, параллельная часть │ 33 +/- 2 │
├───────────┼────────────────────────────────────────┼────────────────────┤
│ │ │ +0,4 │
│ D
│Ширина рабочей части, параллельная часть│ 6 │
│ │
│ 0 │
├───────────┼────────────────────────────────────────┼────────────────────┤
│ E
│Малый радиус закругления │ 14 +/- 1 │
├───────────┼────────────────────────────────────────┼────────────────────┤
│ F
│Большой радиус закругления │ 25 +/- 2 │
├───────────┼────────────────────────────────────────┼────────────────────┤
│ G
│Базовая длина │ 25 +/- 1 │
├───────────┼────────────────────────────────────────┼────────────────────┤
│ H
│Начальное расстояние между зажимами │
80 +/- 5 │
├───────────┼────────────────────────────────────────┼────────────────────┤
│ I
│Толщина │ Соответствует │
│ │
│толщине стенки трубы│
└───────────┴────────────────────────────────────────┴────────────────────┘
Примечание.
Внесение указанных изменений направлено на учет особенностей объекта
стандартизации, характерных для Российской Федерации.
ДА.3. На
рисунке 3 изменено обозначение размеров (в соответствии с системой ЕСКД), в
таблице 2 изменены обозначения параметров размеров образца.
ДА.4.
Вместо рекомендуемого среднего значения относительного удлинения при разрыве в
Приложениях А - Г указано минимальное значение, т.к. среднее
значение означает, что единичное минимальное значение может быть ниже
установленной нормы, которая является основным критерием оценки качества сырья
для труб, технологического процесса и качества собственно труб.
ДА.5.
Приложение А, примечание 2. Во избежание проведения
испытания сварных стыковых соединений двумя методами рекомендуется проводить
испытание в соответствии с методом, изложенным в приложении Е ГОСТ Р 52779, которое заменяет международный стандарт ИСО 13953
[1], не принятый в качестве национального стандарта, разработанный после
введения в действие ИСО 6259-3 и устанавливающий отдельный метод определения
стойкости к растяжению образцов сварных швов, изготовленных из стыковых сварных
соединений труб или труб с соединительными деталями.
БИБЛИОГРАФИЯ
[1] ИСО
13953:2001. Трубы и соединительные детали из полиэтилена (ПЭ). Определение
прочности при растяжении и типа разрушения образцов, изготовленных из стыковых
сварных соединений.
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026