Утвержден и введен в
действие
Приказом Росстандарта
от 12 ноября 2010
г. N 417-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОТВЕРТКИ СЛЕСАРНО-МОНТАЖНЫЕ ДЛЯ ВИНТОВ И ШУРУПОВ
С КРЕСТООБРАЗНЫМ ШЛИЦЕМ
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ, МЕТОДЫ КОНТРОЛЯ И
ИСПЫТАНИЙ
Screwdrivers for fitting and
assembling for recessed screws
and wood screws.
General technical requirements,
methods of control and
tests
ISO 8764-2:2004
Assembly tools for screws and
nuts - Screwdrivers for
cross-recessed head screws - Part
2: General requirements,
lengths of blades and
marking of hand-operated screwdrivers
(MOD)
ГОСТ Р 53935-2010
(ИСО 8764-2:2004)
Группа Г24
ОКС 25.140.30;
ОКП 39 2660
Дата введения
1 января 2012 года
Предисловие
Цели и принципы
стандартизации в Российской Федерации установлены Федеральным законом от 27
декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила
применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации.
Основные положения".
Сведения о
стандарте
1. Подготовлен Открытым акционерным обществом
"ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ").
2. Внесен
Техническим комитетом по стандартизации ТК 95 "Инструмент".
3. Утвержден и
введен в действие Приказом Федерального агентства по техническому регулированию
и метрологии от 12 ноября 2010 г. N 417-ст.
4. Настоящий
стандарт является модифицированным по отношению к международному стандарту ИСО
8764-2:2004 "Инструмент крепежный для винтов и гаек. Отвертки под крестообразные шлицы. Часть 2. Общие требования, длина лезвий и маркировка ручных отверток" (ISO 8764-2:2004 "Assembly tools
for screws and nuts - Screwdrivers for cross-recessed head screws - Part 2: General
requirements, lengths of blades and marking of hand-operated
screwdrivers").
При этом
дополнительные положения, учитывающие потребности национальной стандартизации,
приведены в разделах 2, 4, 5, 6, 7 и в пунктах 3.1.1 - 3.1.3; 3.2.1 - 3.2.6,
3.2.9 - 3.2.12 и выделены курсивом.
Наименование
настоящего стандарта изменено относительно наименования указанного
международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
5. Введен впервые.
Информация об
изменениях к настоящему стандарту публикуется в ежегодно издаваемом
информационном указателе "Национальные стандарты", а текст изменений
и поправок - в ежемесячно издаваемых информационных указателях
"Национальные стандарты". В случае пересмотра (замены) или отмены
настоящего стандарта соответствующее уведомление будет опубликовано в
ежемесячно издаваемом информационном указателе "Национальные
стандарты". Соответствующая информация, уведомление и тексты размещаются
также в информационной системе общего пользования - на официальном сайте
Федерального агентства по техническому регулированию и метрологии в сети
Интернет.
1. Область
применения
Настоящий стандарт
распространяется на слесарно-монтажные отвертки для винтов и шурупов с
крестообразным шлицем.
В настоящем
стандарте использованы нормативные ссылки на следующие стандарты:
&ГОСТ Р 52785-2007 (ИСО 8764-1-2004). Отвертки слесарно-монтажные
для винтов и шурупов с крестообразным шлицем. Рабочая часть. Размеры
ГОСТ 9.014-78.
Единая система защиты от коррозии и старения. Временная противокоррозионная
защита изделий. Общие требования
ГОСТ 9.032-74.
Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы,
технические требования и обозначения
ГОСТ 9.301-86.
Единая система защиты от коррозии и старения. Покрытия металлические и
неметаллические неорганические. Общие требования
ГОСТ 9.302-88 (ИСО
1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО
2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО
3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85,
ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86). Единая система
защиты от коррозии и старения. Покрытия металлические и неметаллические
неорганические. Методы контроля
ГОСТ 9.303-84. Единая
система защиты от коррозии и старения. Покрытия металлические и неметаллические
неорганические. Общие требования к выбору
ГОСТ 9.306-85.
Единая система защиты от коррозии и старения. Покрытия металлические и
неметаллические неорганические. Обозначения
ГОСТ 1435-99.
Прутки, полосы и мотки из инструментальной нелегированной стали. Общие
технические условия
ГОСТ 2789-73.
Шероховатость поверхности. Параметры и характеристики
ГОСТ 9013-59 (ИСО
6508-86). Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9359-80. Массы
прессовочные карбамидо- и меламиноформальдегидные. Технические условия
ГОСТ 9378-93 (ИСО
2632-1-85, ИСО 2632-2-85). Образцы шероховатости поверхности (сравнения). Общие
технические условия
ГОСТ 10753-86.
Шлицы крестообразные для винтов и шурупов. Размеры и методы контроля
ГОСТ 14959-79.
Прокат из рессорно-пружинной углеродистой и легированной стали. Технические
условия
ГОСТ 18088-83.
Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и
вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19300-86.
Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные
параметры
ГОСТ 20282-86.
Полистирол общего назначения. Технические условия
ГОСТ 26810-86.
Инструмент слесарно-монтажный. Правила приемки.
Примечание. При пользовании настоящим стандартом целесообразно проверить
действие ссылочных стандартов в информационной системе общего пользования - на
официальном сайте Федерального агентства по техническому регулированию и
метрологии в сети Интернет или по ежегодно издаваемому информационному
указателю "Национальные стандарты", который опубликован по состоянию
на 1 января текущего года, и по соответствующим ежемесячно издаваемым
информационным указателям, опубликованным в текущем году. Если ссылочный
стандарт заменен (изменен), то при пользовании настоящим стандартом следует
руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт
отменен без замены, то положение, в котором дана ссылка на него, применяется в
части, не затрагивающей эту ссылку.&
3.
Технические требования
3.1. Основные
размеры
3.1.1.
&Отвертки следует изготовлять с рабочей частью двух типов:
- PH - для шлицев
типа H по ГОСТ 10753;
- PZ - для шлицев
типа Z по ГОСТ 10753.&
3.1.2.
&Отвертки следует изготовлять двух исполнений:
- 1 - со стержнем
круглого сечения;
- 2 - со стержнем
круглого сечения с шестигранным поводком под ключ.&
3.1.3.
&Размеры рабочей части отверток - по ГОСТ Р
52785&.
3.1.4. Отвертки
следует изготовлять двух серий длин - A и B.
3.1.5. Длины
стержней отверток и размеры поводка под ключ должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.

Рисунок 1.
Исполнение 1
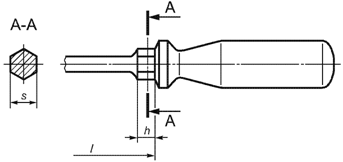
Рисунок 2.
Исполнение 2
Размеры в миллиметрах
┌────────────────┬────────────────────────────┬────────────┬──────────────┐
│ Номер
│ Длина стержня l + 5 │
s │ h, не менее │
│
крестообразной
├─────────────┬──────────────┤ │ │
│
рабочей части │ серии A
│ серии B │ │ │
│
типов PH и PZ │ │ │ │ │
├────────────────┼─────────────┼──────────────┼────────────┼──────────────┤
│ 0
│ 25 (35) │
60 │ -
│ - │
├────────────────┼─────────────┼──────────────┼────────────┼──────────────┤
│ 1
│ 25 (35) │
75 (80) │ -
│ - │
├────────────────┼─────────────┼──────────────┼────────────┼──────────────┤
│ 2
│ 25 (35) │
100 │ 12
│ 6 │
├────────────────┼─────────────┼──────────────┤ │ │
│ 3
│ - │ 150
│ │ │
├────────────────┼─────────────┼──────────────┼────────────┼──────────────┤
│ 4
│ - │ 200
│ 14 │
7 │
├────────────────┴─────────────┴──────────────┴────────────┴──────────────┤
│ Примечание.
Размеры, заключенные в
скобках, применять не│
│рекомендуется.
│
└─────────────────────────────────────────────────────────────────────────┘
&Пример
условного обозначения& отвертки слесарно-монтажной для винтов и шурупов с
крестообразным шлицем типа PH, &исполнения 1&, с номером рабочей части
2, длиной стержня серии А, &группы применения 2, с
хромовым покрытием толщиной 1 мкм с подслоем никеля толщиной 12 мкм:
Отвертка
РН-1-2-А-2-Н12. Х ГОСТ Р 53935-2010&
3.2. Характеристики
3.2.1.
&Стержни отверток следует изготовлять из сталей марок У7
по ГОСТ 1435, 50ХФА по ГОСТ 14959.
Допускается
изготовлять стержни отверток из других марок сталей, обеспечивающих прочность
отверток в соответствии с требованиями настоящего стандарта.&
3.2.2.
&Рукоятки отверток следует изготовлять из материалов, указанных в таблице
2.&
Таблица 2
|
&Группа применения |
Материал рукояток |
|
1
- контакт с нефтепродуктами |
Поликрилаты или фенопласты марки |
|
2
- отсутствие контакта |
Полистирол
одной из марок |
|
Примечание. Допускается применение пластмасс других
марок, |
|
&3.2.3.
Твердость рабочей части отверток на длине не менее тройного диаметра стержня по
ГОСТ Р 52785 должна быть 47 - 52 HRC.
3.2.4.
Параметры шероховатости по ГОСТ 2789 поверхностей, образующих крестообразный
шлиц, и наружной поверхности стержня должны быть не более Ra
6,3 мкм.&
3.2.5.
&Металлические поверхности отверток должны иметь одно из
защитно-декоративных покрытий, указанных в таблице 3.&
┌─────────────┬────────────────────────────────┬──────────────────────────┐
│ &Группа
│ Вид покрытия │ Обозначение покрытия по │
│ условий
│
├─────────────┬────────────┤
│
эксплуатации│ │ ГОСТ
9.306 │ ГОСТ 9.032 │
│по
ГОСТ 9.303│ │ │ │
├─────────────┼────────────────────────────────┼─────────────┼────────────┤
│ 1
│ Окисное с промасливанием │Хим. Окс.
прм│
│
│ │ Фосфатное с промасливанием │Хим. Фос. прм│ │
│ │ Хромовое толщиной 9
мкм │Х9 │ │
│ │ Лакокрасочное │ │Лак ВЛ-725 │
│ │ │ │Бесцв.
III 9│
├─────────────┼────────────────────────────────┼─────────────┼────────────┤
│ 2 - 4
│ Хромовое толщиной 1 мкм с │Н12. Х │ -
│
│ │подслоем никеля толщиной 12
мкм,│ │ │
│ │нанесенного электролитическим │ │ │
│ │способом │ │ │
│ │ Цинковое толщиной 15
мкм │Ц15. хр
│ │
│ │хроматированное │ │ │
├─────────────┼────────────────────────────────┼─────────────┼────────────┤
│ 5 - 8
│ Кадмиевое толщиной 21 мкм
│Кд21. хр │
- │
│ │хроматированное │ │ │
│ │ Хромовое
толщиной 1 мкм с │Н14. Н7. Х │ │
│ │подслоем никеля,
нанесенного │ │ │
│ │электролитическим
способом, │ │ │
│ │толщиной 14 мкм и
никеля, │ │ │
│ │нанесенного
тем же способом, │ │ │
│ │толщиной 7 мкм │ │ │
├─────────────┴────────────────────────────────┴─────────────┴────────────┤
│ Примечания. 1. Допускается по согласованию с потребителем применять│
│другие металлические и
неметаллические покрытия по
ГОСТ 9.306│
│и
ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным│
│в
таблице 3. │
│ 2. Установленная толщина
покрытия должна быть выдержана на
рабочем│
│конце отвертки на
расстоянии не менее
тройного диаметра стержня│
│по ГОСТ Р 52785. На
остальной части стержня отверток
допускается│
│уменьшение
толщины покрытий.
│
│ 3. Допускается по согласованию с
потребителем изготовление отверток│
│с рабочей
частью без покрытия
на длине крестообразной части отверток│
│с последующей
консервацией этих поверхностей
смазкой типа НГ-203│
│по
технической документации, утвержденной в установленном порядке.& │
└─────────────────────────────────────────────────────────────────────────┘
3.2.6.
&Технические требования к качеству покрытия - по ГОСТ 9.301 и ГОСТ
9.032.&
3.2.7. Отвертки
должны иметь прочность, определяемую испытательным крутящим моментом, указанным
в таблице 4.
|
Номер крестообразной |
Испытательный |
Испытательный крутящий |
|
0 |
0,7 |
0,7 |
|
1 |
2,6 |
2,6 |
|
2 |
11,5 |
11,5 |
|
3 |
25,6 |
25,6 |
|
4 |
48,0 |
30,0 |
3.2.8. Маркировка
На каждой отвертке
должны быть четко нанесены:
- товарный знак
предприятия-изготовителя;
- маркировка типа
рабочей части - PH или PZ;
- номер рабочей
части.
3.2.9.
&Транспортная маркировка и маркировка потребительской тары - по ГОСТ
18088&.
3.2.10.
&Внутренняя упаковка по ГОСТ 9.014 - ВУ-1, ВУ-2, ВУ-3 и ВУ-7&.
3.2.11.
&Остальные требования к упаковке - по ГОСТ 18088&.
3.2.12.
&При эксплуатации отвертки не допускается использовать как рычаги.&
Приемка отверток -
по ГОСТ 26810.&
5. &Методы контроля и испытаний&
5.1. &Размеры
рабочих концов отверток следует проверять специальными и универсальными
средствами измерений.&
5.2.
&Крестообразную рабочую часть отверток следует проверять комплексными
калибрами по ГОСТ Р 52785.&
5.3. &Контроль
внешнего вида защитно-декоративных покрытий - по ГОСТ 9.302 и ГОСТ 9.032.
Толщину покрытия
следует проверять по ГОСТ 9.301.&
5.4. &Контроль
твердости - по ГОСТ 9013.&
5.5.
&Шероховатость поверхностей отверток следует проверять сравнением с
образцами шероховатости по ГОСТ 9378 или с контрольными образцами, имеющими
параметры шероховатости поверхностей не более указанных
в 3.2.4, или с помощью профилометра по ГОСТ 19300.&
5.6. &Прочность
отверток следует проверять установкой их в захвате со вставкой для
соответствующих рабочих частей с последующим нагружением
крутящим моментом, указанным в таблице 4.
Прикладываемая
нагрузка должна исключать изгибающий момент на отвертке. Нагрузку следует
увеличивать постепенно до крутящего момента, указанного в таблице 4.
Твердость вставок
должна быть не менее 65 HRC.
После испытаний
отвертка не должна иметь остаточной деформации, трещин и других повреждений.
Рукоятка и стержень не должны иметь взаимного проворачивания.
Примечание.
Допускается повреждение защитно-декоративного покрытия на рабочей части в
местах контакта с захватом.&
5.7. &Пластмассовые
рукоятки отверток должны выдерживать трехкратный удар при падении с высоты 1,5
м на горизонтальную каменную или бетонную плиту без появления на рукоятке
трещин, сколов и ослабления соединения рукоятки со стержнем.
Отвертки с
рукоятками из фенопластов допускается не испытывать на удар.&
6. &Транспортирование и хранение&
6.1.
&Транспортирование и хранение - по ГОСТ 18088.&
7.1.
&Изготовитель гарантирует соответствие отверток требованиям настоящего
стандарта при соблюдении условий применения и хранения, установленных настоящим
стандартом.&
Приложение
ДА
(обязательное)
СВЕДЕНИЯ О
СООТВЕТСТВИИ ССЫЛОЧНЫХ НАЦИОНАЛЬНЫХ
И
МЕЖГОСУДАРСТВЕННЫХ СТАНДАРТОВ ССЫЛОЧНЫМ МЕЖДУНАРОДНЫМ
СТАНДАРТАМ,
ИСПОЛЬЗОВАННЫМ В КАЧЕСТВЕ ССЫЛОЧНЫХ
В ПРИМЕНЕННОМ
МЕЖДУНАРОДНОМ СТАНДАРТЕ
Таблица ДА.1
|
Обозначение |
Степень
|
Обозначение и наименование ссылочного |
|
ГОСТ
Р 52785-2007 |
MOD
|
ИСО
8764-1-2004 "Инструмент крепежный
|
|
ГОСТ
9.302-88 |
MOD
|
ИСО
1463-82 "Покрытия металлические
|
|
ГОСТ
9013-59 |
MOD
|
ИСО
6508-86 "Материалы металлические.
|
|
ГОСТ
9378-93 |
MOD
|
ИСО
2632-1-1985 "Образцы шероховатости
|
|
Примечание. В настоящей таблице
использовано следующее
обозначение |
||
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026