Утвержден и введен в
действие
Приказом Росстандарта
от 21 декабря 2010
г. N 946-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТЕКЛОПАКЕТЫ КЛЕЕНЫЕ
ПРАВИЛА
И МЕТОДЫ ОБЕСПЕЧЕНИЯ КАЧЕСТВА ПРОДУКЦИИ
Sealed
insulating glass units.
Rules and methods of products
quality assurance
EN 1279-6:2002
Glass in building - Insulating
glass units - Part 6:
Factory production control and
periodic tests
(MOD)
ГОСТ Р 54174-2010
(EN 1279-6:2002)
Группа И19
ОКС 81.040.20
Дата введения
1 июля 2012 года
Предисловие
Цели и принципы
стандартизации в Российской Федерации установлены Федеральным законом от 27
декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила
применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации.
Основные положения".
Сведения о
стандарте
1. Подготовлен
Открытым акционерным обществом "Институт стекла" на основе
собственного аутентичного перевода на русский язык стандарта, указанного в
пункте 4.
2. Внесен Техническим комитетом по стандартизации ТК 041
"Стекло".
3. Утвержден и
введен в действие Приказом Федерального агентства по техническому регулированию
и метрологии от 21 декабря 2010 г. N 946-ст.
4.
Настоящий стандарт является модифицированным по отношению к европейскому региональному
стандарту ЕН 1279-6:2002 "Стекло в строительстве - Стеклопакеты - Часть 6:
Производственный контроль продукции и периодические
испытания" (EN 1279-6:2002 "Glass in building - Insulating
glass units - Part 6: Factory production control
and periodic tests") путем изменения отдельных фраз (слов, ссылок),
которые выделены в тексте курсивом. При этом в него не включены пункты
A.5, A.6, A.7 Приложения A, Приложение H, которые нецелесообразно применять в
национальной стандартизации. В настоящий стандарт включены
дополнительные по отношению к европейскому стандарту ЕН 1279-6:2002 требования,
отражающие потребности национальной экономики Российской Федерации. В
Приложение C включен дополнительно метод испытаний используемого требования.
Наименование настоящего
стандарта изменено относительно наименования указанного европейского стандарта
для приведения в соответствие с ГОСТ Р 1.5-2004
(подраздел 3.5).
Сведения о
соответствии ссылочных национальных стандартов европейским и международным
стандартам, использованным в качестве ссылочных в примененном европейском
стандарте, приведены в Приложении ДА.
Содержание
Приложения C европейского регионального стандарта ЕН 1279-6:2002, не
включенного в основную часть настоящего стандарта, приведено в дополнительном
Приложении ДБ.
5. Введен впервые.
Информация об
изменениях к настоящему стандарту публикуется в ежегодно издаваемом
информационном указателе "Национальные стандарты", а текст изменений
и поправок - в ежемесячно издаваемых информационных указателях
"Национальные стандарты". В случае пересмотра (замены) или отмены
настоящего стандарта соответствующее уведомление будет опубликовано в
ежемесячно издаваемом информационном указателе "Национальные
стандарты". Соответствующая информация, уведомление и тексты размещаются
также в информационной системе общего пользования - на официальном сайте
Федерального агентства по техническому регулированию и метрологии в сети
Интернет.
1. Область
применения
Настоящий стандарт
распространяется на стеклопакеты, определяет характеристики и методы испытаний
стеклопакетов, обеспечивающих в течение времени эксплуатации:
- энергосбережение
благодаря тому, что предотвращается существенное изменение коэффициента
теплопередачи и солнечного фактора;
- охрану здоровья
ввиду того, что предотвращается существенное изменение звукоизоляции и обзора;
- безопасность
вследствие того, что предотвращается существенное изменение механической
прочности.
Настоящий стандарт
содержит дополнительные коммерчески значимые характеристики и также правила
маркировки.
Для стекол с
электропроводкой или электрическими схемами, например, для сигнализации или
обогрева, данный стандарт применим, если разность электрических потенциалов
проводки и земли менее 50 В переменного или 75 В
постоянного тока.
Основной областью
применения стеклопакетов является их установка в конструкции зданий и
сооружений, таких как окна, двери, наружные стены, крыши и перегородки, где
предотвращено попадание прямого ультрафиолетового излучения на кромки
стеклопакетов.
Примечания. 1. В
случаях, если не обеспечена защита от попадания прямого ультрафиолетового
излучения на кромки, например в системах остекления со структурным
герметиком, должны соблюдаться дополнительные
технические требования.
2. Стеклопакеты
декоративного назначения не подпадают под действие настоящего стандарта.
Настоящий стандарт,
связанный с другими стандартами на стеклопакеты, устанавливает правила и методы
обеспечения качества продукции в Приложениях A, B, C.
2.
Нормативные ссылки
&В настоящем
стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 8.568-97. Государственная система обеспечения единства
измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р ИСО 2859-1-2007. Статистические методы. Процедуры
выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного
контроля последовательных партий на основе приемлемого уровня качества
ГОСТ Р ИСО 9001-2008. Системы менеджмента качества. Требования
ГОСТ Р 54172-2010. Стеклопакеты клееные. Метод оценки
долговечности
ГОСТ Р 54173-2010 (ЕН 1279-4:2002). Стеклопакеты клееные. Методы
определения физических характеристик герметизирующих слоев
ГОСТ Р 54175-2010. Стеклопакеты клееные. Технические условия
ГОСТ 2768-84.
Ацетон технический. Технические условия
ГОСТ 9805-84. Спирт
изопропиловый. Технические условия
ГОСТ 12162-77.
Двуокись углерода твердая. Технические условия
ГОСТ 28498-90.
Термометры жидкостные стеклянные. Общие технические требования. Методы
испытаний.&
Примечание. При пользовании настоящим стандартом целесообразно проверять
действие ссылочных стандартов в информационной системе общего пользования - на
официальном сайте Федерального агентства по техническому регулированию и
метрологии в сети Интернет или по ежегодно издаваемому информационному
указателю "Национальные стандарты", который опубликован по состоянию
на 1 января текущего года, и по соответствующим ежемесячно издаваемым
информационным указателям, опубликованным в текущем году. Если ссылочный
стандарт заменен (изменен), то при пользовании настоящим стандартом следует
руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт
отменен без замены, то положение, в котором дана ссылка на него, применяется в
части, не затрагивающей эту ссылку.
3. Термины
и определения
В настоящем
стандарте применены следующие термины с соответствующими определениями:
3.1.
Производственный контроль: постоянный контроль продукции, осуществляемый
изготовителем. Все элементы, требования и положения, принятые изготовителем,
должны документироваться систематическим образом в виде отчетов и процедур.
Система документирования производственного контроля способствует общему
пониманию гарантий качества, а также обеспечивает достижение требуемых
характеристик продукции и проверку эффективности производственного контроля.
3.2. Информация от
поставщика: информация, основанная на периодических измерениях и на том факте,
что поставщик использует систему обеспечения качества, которая гарантирует отсутствие
существенных отклонений в результатах измерений (см. 5.2.6).
3.3. Партия:
количество изделий непрерывного производства, которое может быть определено
либо количеством (например: 5, 100, 3000) или произведено за определенный
промежуток времени (например: один час, полдня, смена, один день).
3.4. Периодические
испытания: серии испытаний для проверки постоянства соответствия продукции
техническим требованиям.
&3.5.
Стеклопакет: объемные изделия, состоящие из двух или трех листов стекла,
соединенных между собой по контуру с помощью дистанционных рамок и герметиков, образующих герметически замкнутые камеры,
заполненные осушенным воздухом или другим газом.
Примечание. Системы
являются пригодными, если дистанционная рамка и герметизация включены внутрь
единой границы герметичной системы.
3.6. Система:
стеклопакеты с общим профилем герметизации, материалами и компонентами
герметизации кромки, указанные в описании системы. Стеклопакеты, имеющие
одинаковую характеристику герметизации, например, показатель влагопроницаемости, уровень потери газа.
3.7. Описание
системы: описание компонентов и герметизации стеклопакетов в терминах,
существенных для идентификации, характеристики герметизации, например,
показатель влагопроницаемости, уровень потери газа.
3.8. Геометрия
проникания: геометрия той части герметизированного края стеклопакета, через
которую происходит трансмиссия пара и газа. Например, см. рисунок 1.
Примечание. Для
систем TPS-типа проникновение происходит сквозь систему в большей степени, чем
через дистанционную рамку и герметизирующий слой.&
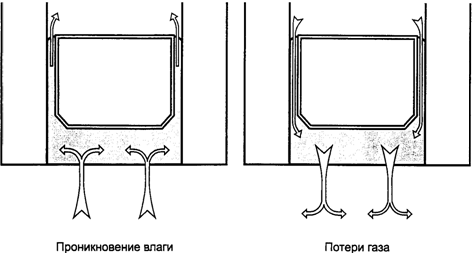
Рисунок 1. Пример
геометрии проникания
&3.9. Межстекольное пространство: промежуток между стеклами в
стеклопакете.
3.10.
Соединительный угол: место соединения дистанционной рамки.
3.11. Осушенный
воздух или газ: воздух или другой газ с низким парциальным давлением воды,
находящийся в межстекольном пространстве и
исключающий риск конденсации.
3.12. Влагопоглотитель: вещество для понижения парциального давления
воды внутри стеклопакета.
3.13.
Герметизирующий слой: нанесенный слой герметика, предназначенный для того,
чтобы влагопроницаемость и проникновение газа между
внутренней и внешней сторонами стеклопакета свести к минимуму, имеющий
определенную механическую прочность, физическую и химическую стабильность.
3.14. Лист стекла
(стеклянный компонент): один лист стекла.
3.15. Место
соединения: участок, соединяющий части дистанционной рамки.
3.16. Внутренний
герметизирующий слой: герметизирующий слой, который при применении контактирует
с межстекольным пространством стеклопакета
<1>.&
&3.17. Внешний
герметизирующий слой: герметизирующий слой, который при применении контактирует
с окружающей средой <2>.&
--------------------------------
<1> В случае одинарного герметизирующего слоя в
стеклопакете внутренний герметизирующий слой - то же самое, что и внешний
герметизирующий слой.
<2> В случае одинарного герметизирующего слоя внешний
герметизирующий слой - то же самое, что и внутренний герметизирующий слой.
&3.18. Герметик:
органический материал, который после применения имеет достаточные механические
свойства когезии и адгезии к стеклу и/или
дистанционной рамке для использования в герметизирующих слоях. Для целей
настоящего стандарта силиконовый герметик рассматривается
как органический.
3.19. Дистанционная
рамка: компонент, используемый для разделения стекол и контроля ширины
пространства по торцу стеклопакета.
3.20. Наружная
конденсация: конденсация, возникающая на листе стекла стеклопакета как снаружи
помещения, так и изнутри помещения.
3.21. Внутренняя
конденсация: конденсация, возникающая на листовом стекле в межстекольном
пространстве стеклопакета.
3.22. Абсолютный
предел: значение параметра, указанного в описании системы, которое при
превышении требует корректирующих действий при изготовлении или перемещение
продуктов производства для ремонта или уничтожения.
3.23. Предел
действия: значение параметра, указанного в описании системы, которое при
превышении требует корректирующих действий при изготовлении.&
4. Гарантии
качества и производственный контроль
на
предприятии-изготовителе
При соблюдении на
предприятии-изготовителе требований &ГОСТ Р ИСО
9001& гарантировано, что качество выпускаемой продукции соответствуют
требованиям настоящего стандарта.
5. Требования
к производственному контролю
на
предприятии-изготовителе
5.1. Организация
5.1.1.
Ответственность и полномочия
Необходимо четко
определить сферу ответственности, полномочий и взаимодействия всего персонала,
вовлеченного в управление, осуществляющего проверку работ, влияющих на
качество, в особенности для персонала, нуждающегося в организационной свободе
действий для:
a) организации
мероприятий, препятствующих возможности изготовления некачественных
стеклопакетов;
b) выявления и
регистрации любых фактов, свидетельствующих о снижении качества стеклопакетов.
5.1.2.
Представитель предприятия для осуществления надзора за производственным
контролем на предприятии
На предприятии,
изготавливающем стеклопакеты, должен быть назначен представитель данного предприятия,
наделенный определенными полномочиями и имеющий соответствующий уровень знаний
и опыта в отношении производства стеклопакетов. Представитель должен нести
ответственность и осуществлять надзор за проведением производственного контроля
и оценивать квалификации любой испытательной организации.
В сферу
деятельности назначенного представителя также должно входить обеспечение
гарантии того, что требования настоящего стандарта внедрены и поддерживаются.
5.1.3. Проверка
управленческой деятельности
Система контроля
производственного процесса должна проверяться через определенные интервалы
времени старшим руководящим персоналом изготовителя для обеспечения постоянства
ее пригодности и эффективности относительно требований настоящего стандарта.
Должна быть обеспечена сохранность отчетов о проведении таких проверок.
5.2. Система
контроля качества
5.2.1. Общие
положения
Изготовитель должен
организовать и поддерживать в рабочем состоянии систему документирования в
качестве средства, гарантирующего соответствие стеклопакетов требованиям
настоящего стандарта. Требования, которые указаны ниже, должны соблюдаться.
5.2.2. Персонал
Изготовитель должен
назначить сотрудников для приемки и контрольных испытаний продукции, которые
будут проводиться до, во время и после завершения производственного процесса
(например, для поставляемых материалов), или он может заключить договор с
испытательной или контролирующей организацией.
5.2.3. Документация
Документация и
процесс производства должны соответствовать производству и контролю
стеклопакетов, а в руководстве обеспечения качества и связанной с ним
документации должно быть представлено описание следующего:
a) назначения
системы обеспечения качества и организационной структуры, ответственности и
полномочий администрации, в особенности представителя предприятия,
ответственного за производственный контроль на предприятии, касательно
соответствия стеклопакетов требуемому уровню качества;
b) методов
испытаний и проверки характеристик сырьевых и составляющих материалов или
компонентов;
c) стеклопакетов,
контроля производства и других методик, технологических процессов и
систематических операций, которые будут использоваться;
d) проверок и
испытаний, которые будут проводиться до, во время и после завершения
производственного процесса, и частоты проведения таких проверок и испытаний;
e) мер для
определения, хранения и использования отчетов о результатах проверок и
испытаний;
f) отчетов о
проведении испытаний в соответствии с настоящим стандартом;
g) мероприятий,
предпринятых по контролю за изделиями, которые не
соответствуют обусловленным требованиям;
h) документов о
соответствии, представленных поставщиками.
Сохранность
документации должна быть обеспечена в течение всего периода времени,
обусловленного в руководстве по методам обеспечения качества. Отчеты могут быть
зафиксированы на любом типе носителей информации, таких как бумажные или
электронные средства хранения информации, например декларация о намерениях в
соответствии с &[1]&.
5.2.4.
Испытательное оборудование
&Испытательное
оборудование для производственного контроля на предприятии должно быть
аттестовано в соответствии с ГОСТ Р 8.568.&
5.2.5. Проверка и
испытания
Способ проведения
проверки и испытаний зависит от конструкции стеклопакета. Описания различных
процедур проведения проверок и испытаний представлены в Приложениях A и B.
В Приложении A дано
подробное описание процедур проведения проверок и испытаний: требования и
отчеты являются обязательными, тогда как периодичность проведения и методы
проведения испытаний являются рекомендуемыми и, следовательно, указаны только в
качестве информационных данных. Рекомендуемая периодичность проведения является
вполне достаточной для производственных нужд. Если в Приложении A нет описания
схемы испытаний или, если используется другая процедура проведения испытания,
то ее подробное описание должно быть представлено в руководстве по обеспечению
качества.
В Приложении B
описаны периодические испытания и проверки.
В Приложении C
представлено описание испытания на &точку росы&.
В Приложениях D, E,
F, G, J, K приведены описания испытаний, которые представлены в Приложении A
как рекомендуемые.
Объем проверок и
испытаний поставляемых материалов (в Приложении A содержатся таблицы,
касающиеся контроля качества материалов) может быть уменьшен на основе
использования договоров (контрактов), заключаемых между поставщиками и изготовителем
стеклопакетов, при условии, что в контракте оговорена ссылка на настоящий
стандарт и соответствующую таблицу Приложения A.
В договор
(контракт) по качеству должны быть включены положения о возможности проведения
контрольных проверок производства поставщика.
Договора
(контракты) на обеспечение качества должны также включать в себя документы,
показывающие соответствие материалов необходимым требованиям, если они отвечают
&ГОСТ Р ИСО 9001&. В этом случае объем
проверок и испытаний для поставляемых материалов может быть уменьшен, чтобы
избежать дублирования в проведении проверок и испытаний.
Там, где это
обусловлено положениями договоров (контрактов), поставщики должны предоставлять отчеты о качестве материалов для оценки
представителем заказчика в течение оговоренного периода.
6.
Упаковка, транспортирование и хранение
Изготовитель должен
организовать, оформить документально и постоянно придерживаться установленных
процедур в отношении упаковки, транспортирования и хранения стеклопакетов.
Такая процедура должна гарантировать обеспечение качества продукции.
Отдельно поставляемые
или партии стеклопакетов должны четко определяться и отслеживаться по данным их
производства. Для этой цели изготовитель должен организовать ведение
регистрационных документов и постоянно придерживаться установленной процедуры
регистрации, оговоренной в соответствующих документах, и должен обеспечить
соответствующую идентификационную маркировку стеклопакетов или их
сопроводительных документов.
7.
Подготовка персонала
Изготовитель должен
организовать систему подготовки для всего персонала, исполнение должностных
обязанностей которого оказывает влияние на качество стеклопакетов, и постоянно
поддерживать ее функционирование. Осуществляющий специальные мероприятия
персонал должен иметь соответствующий уровень квалификации, основанный на
специальной подготовке и/или на достаточном опыте работы, в зависимости от
выполняемых задач. Необходимо организовать процедуру регистрации
подготовительных занятий.
Приложение
A
(обязательное)
ПРОВЕДЕНИЕ
ИСПЫТАНИЙ И ПРОВЕРОК СТЕКЛОПАКЕТОВ
A.1. Общие сведения
Таблицы A.2 - A.4
относятся к определенной конструкции стеклопакетов. Если к модифицированной или
новой конструкции стеклопакета невозможно точно подобрать таблицы,
соответствующие технологии изготовления стеклопакетов, то в этом случае
необходимо разработать соответствующие таблицы.
Таблицы включают в
себя три раздела:
- контроль качества
материалов;
- контроль
производства;
- контроль качества
стеклопакетов.
Вследствие
характера используемых материалов, целесообразно проведение одновременно
нескольких испытаний на линии. Это приемлемо при наличии достаточного контроля
в системе, обеспечивающего смену/замену в случае неудовлетворительных
испытаний.
Некоторые проверки
на участке контроля продукции возможно и, следовательно, можно проводить в ходе
производства (например, определение заданной толщины слоя герметика на
внутренней стороне дистанционной рамки может быть проведено после размещения
дистанционной рамки на стекле). В таких случаях, а также для предотвращения
дублирования проверок документация по контролю производства должна содержать
соответствующие инструкции.
Раздел 3 таблиц A.2
- A.4 по контролю качества стеклопакетов основывается на плане выборочного контроля.
Этот план контроля является рекомендуемым (см. таблицу A.1). Применение этого
плана или планов контроля с одинаковой статистической погрешностью по &ГОСТ
Р ИСО 2859-1& может быть использовано для
прохождения периодической контрольной проверки, осуществляемой независимой
контролирующей организацией.
Таблица A.1
Рекомендуемый
план выборочного контроля стеклопакетов
(решение принимает
изготовитель)
┌──────────────────┬───────────────────┬──────────────────────────────────┐
│ Партия изделий │
Количество │Максимальное
число стеклопакетов, │
│или
дневной объем │ образцов │параметры
которых не соответствуют│
│производства,
шт. │для испытаний, шт. │
описанию системы, шт.
│
├──────────────────┼───────────────────┼──────────────────────────────────┤
│ 2 - 15 │ 2 │ 0 │
│ 16 - 25 │ 3 │ 0 │
│ 26 - 90 │ 5 │ 0 │
│ 91 - 150 │ 8 │ 1 │
│ 151 - 500 │ 13 │ 1 │
│ 501 - 1200 │ 20 │ 2 │
│ 1201 - 9999 │ 32 │ 3 │
└──────────────────┴───────────────────┴──────────────────────────────────┘
Если во время
контроля партии изделий или дневного объема производства выявленное число
отклонений превышает ограничение по абсолютной величине, приведенное в описании
системы &[2]&, то все изделия партии или дневного объема производства
должны пройти процедуру повторного контроля. Все изделия с параметрами,
превышающими ограничение по абсолютной величине, следует исправить или
изготовить заново. Решение принимает изготовитель.
A.2. Стеклопакеты, заполненные воздухом, с дистанционной рамкой и
герметизированные органическим герметиком
Проведение
проверок и испытаний относятся к стеклопакетам, заполненным воздухом, с
дистанционной рамкой и герметизированные органическим герметиком
(без использования бутила в качестве наружного герметика). На рисунке A.1 показан принцип устройства указанного стеклопакета.
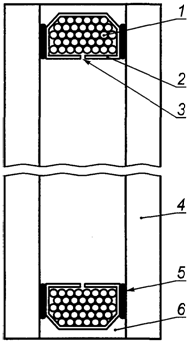
1 - влагопоглотитель; 2 - дистанционная рамка;
3 - перфорированные
отверстия; 4 - стекло; 5 - внутренний
герметизирующий
слой; 6 - внешний герметизирующий слой
Рисунок A.1.
Принцип устройства
герметизированного
стеклопакета с дистанционной рамкой
Если специфика
производственного процесса такова, что применение одной или более описанных
процедур проверок или испытаний неприменимо или физически невыполнимо, то
проведение упомянутых процедур должно быть отменено.
Необходимо
своевременно проводить процедуры проверок и/или испытаний исходных материалов,
чтобы обеспечить достаточный промежуток времени для принятия решения в случае
выявления несоответствия материалов необходимым требованиям.
Испытание на
содержание летучих органических соединений проводится только в том случае, если
межстекольное пространство стеклопакета контактирует
с материалом, выделяющим большое количество летучего соединения, что может
вызвать конденсацию, а также если в информационных
данных поставщика нет подтверждения, что содержание летучих органических
соединений не превышает определенного предела. Предел устанавливается на
уровне, в полтора раза превышающем значение, обусловленное для содержания
летучих органических соединений в материалах, используемых в строительстве, для
образцов, подготовленных для испытания на &точку росы&, при условии,
что для процедур испытаний применяются аналогичные режимы испытания. Значения
параметров испытания на содержание летучих органических соединений представлены
в Приложении G. В таблице A.2 для испытаний на содержание летучих органических
соединений, в графе "требования" необходимо читать
"рекомендуемые пределы".
Таблица A.2
Проверка и
испытания стеклопакетов, наполненных воздухом,
с дистанционной
рамкой и герметизированных
органическим герметиком
┌─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┐
│ Материал, проверка │Рекомендуемый│ Требование │Рекомендуемая │Нали-│
│ или испытание │метод │ │периодичность │чие │
│ │(решение │ │(решение принима-│про-
│
│ │принимает │ │ет
изготовитель)/│то- │
│ │производи- │ │&количество │кола │
│ │тель) │ │образцов& │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│1.
Контроль качества исходных материалов │
├─────────────────────────────────────────────────────────────────────────┤
│1.1.
Стекло │
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│1.1.1.
Упаковка │Визуальный │См. │Каждая партия/1 │ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.1.2.
Идентификация │Визуальный
│См. │Каждая
партия │ Да │
│(стекла/стекло │ │требования к │ │ │
│с
покрытием, согласно│
│поставляемой │ │ │
│нормативному
│
│продукции │ │ │
│документу) │ │ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.1.3.
Размеры │Измерение │См. │Каждая партия, │ Нет │
│(длина/ширина/ │ │требования к
│упаковка │ │
│конфигурация, │ │поставляемой
│и толщина/1 │ │
│когда
применимо) │ │продукции │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│1.2.
Дистанционная рамка
│
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│1.2.1.
Упаковка │Визуальный │См. │Каждая партия/1 │ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.2.2.
Прямолиней-
│Визуальный
│См. │Каждая
партия/2 │ Нет
│
│ность
│
│требования к │ │ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.2.3.
Размеры │Измерение │См. │Каждая партия/2 │ Да │
│(высота,
ширина) │ │требования к │на тип
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.2.4.
Конфигурация │Визуальный │См. │Каждая партия/2 │ Нет │
│ │ │требования к │на тип
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.2.5.
Состояние │Испытание на
│См. │Каждая
партия/1 │ Да │
│поверхности │адгезию (см. │требования
к │на тип │ │
│ │Приложение
F)│поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.2.6.
Наличие │Визуальный │См. │В смену минимум 1│ Нет │
│перфорированных
│
│требования к │и максимум │ │
│отверстий │ │поставляемой
│3 в день на тип │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.2.7.
Нежелательные │Визуальный │Нет отверстий│2 из
числа │ Да │
│отверстия (если │ │ │использованных │
│
│относится,
например │ │ │в смену │ │
│сварка
по задней
│ │ │ │ │
│поверхности) │ │ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.2.8.
Содержание │Потеря │См. │Каждая партия/2 │ Да │
│летучих органических │в массе │требования к │на тип │ │
│соединений (если │ │поставляемой │ │ │
│недоступна
информация│
│продукции │ │ │
│от
поставщика) │ │ │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│1.3.
Дистанционная лента
│
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│1.3.1.
Упаковка │Визуальный │См. │Каждая партия/1 │ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │
│
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.3.2.
Размеры │Измерение │См. │Каждая партия/2 │ Да │
│ │ │требования к │на тип
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.3.3.
Адгезия │Испытание │См. описание
│Каждая партия/2 │ Да │
│ │на адгезию │стеклопакета │на тип │ │
│ │(см. F.3) │ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.3.4.
Содержание │Потеря │См.
описание │Каждая партия/2 │
Да │
│летучих органических │в массе │стеклопакета │на тип │ │
│соединений (если │ │ │ │ │
│недоступна
информация│ │ │ │ │
│от
поставщика) │ │ │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│1.4.
Влагопоглотитель │
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│1.4.1.
Упаковка │Визуальный │См. │Каждая партия/1 │ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.4.2.
Эффективность:│См. │Начальное │Каждая партия/1 │ Да
│
│методика
испытания │Приложение K
│содержание │ │ │
│должна
быть согласо- │ │H O <= 3% │ │ │
│вана с поставщиком
│ │ 2 │ │ │
│влагопоглотителя,
│ │ │ │ │
│например,
определение│
│ │ │ │
│Дельта
T │ │ │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│1.5.
Вставки
│
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│1.5.1.
Упаковка │Визуальный │См. │Каждая партия/1 │ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.5.2.
Размеры │Измерение │См. │Каждая партия/2 │ Да │
│ │ │требования к │на вид
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.5.3.
Содержание │Потеря │См.
описание │Каждая партия/2 │
Да │
│летучих органических │в массе │стеклопакета │на тип │ │
│соединений │ │ │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│1.6.
Свинцовая лента
│
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│1.6.1.
Упаковка │Визуальный │См. │Каждая партия/1 │ Нет │
│и
маркировка │ │требования к
│ │ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.6.2.
Размеры │Измерение │См. │Каждая партия/2 │ Да │
│ │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.6.3.
Адгезия │Испытание на │См. описание │Каждая партия/2 │ Да
│
│ │адгезию (см.
│стеклопакета │
│ │
│ │Приложение
J)│ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.6.4.
Содержание │Потеря │См.
описание │Каждая партия/2 │
Да │
│летучих органических │в массе │стеклопакета │ │ │
│соединений │ │ │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│1.7.
Герметики наружного герметизирующего слоя │
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│1.7.1.
Упаковка │Визуальный │См. │Каждая партия/1 │ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.7.2.
Срок годности │Визуальный
│Спецификация │Каждая партия/1 │ Нет │
│при
хранении │ │поставщика │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.7.3.a.
Адгезия │Проверка │См. F.3.3 │Каждая партия/2 │ Да
│
│к
стеклу и к дистан- │адгезии
│ │ │ │
│ционной рамке
│(см. F.3) │ │ │ │
│(кроме герметиков │ │ │ │ │
│для
структурного │ │ │ │ │
│остекления) │ │ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.7.3.b.
Адгезия │Испытание │&[3]& │Каждая партия/2 │ Да │
│к стеклу (герметики │на разрыв │ │ │ │
│для
структурного │по &ГОСТ Р │ │ │ │
│остекления) │54173& │ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.7.4.
Твердость │Испытание │Контроль │Каждая партия/2 │ Да
│
│ │на твердость
│производства │на тип │ │
│ │(см. │ │ │ │
│ │Приложение
E)│ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.7.5.
Содержание │Потеря │См.
описание │Каждая партия/2 │
Да │
│летучих органических │в массе │стеклопакета │на тип │ │
│соединений │ │ │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│1.8.
Герметики внутреннего герметизирующего слоя │
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│1.8.1.
Упаковка │Визуальный │См. │Каждая партия/1 │ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.8.2.
Проникновение │&[4]&
│См. │Каждая
партия/2 │ Нет
│
│влаги (если нет │ │требования к │на
тип │ │
│информационных
данных│ │поставляемой │ │ │
│от
поставщика) │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│1.8.3.
Содержание │Потеря │См. │Каждая партия/2 │ Да │
│летучих органических │в массе │требования к │на тип │ │
│соединений │ │поставляемой
│ │ │
│ │ │продукции │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│9.
Маркировочные материалы
│
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│9.1.
Упаковка │Визуальный │См. │Каждая партия/1 │ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│10.
Масло для резки
│
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│10.1.
Упаковка │Визуальный │См. │Каждая партия/1 │ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │
│
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│11.
Жидкость для моечной машины
│
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│11.1.
Упаковка │Визуальный │См. │Каждая партия/1 │ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│2.
Контроль производства
│
├─────────────────────────────────────────────────────────────────────────┤
│2.1.
Резка стекла (если применяется) │
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│2.1.1.
Тип стекла │Визуальный │См. │Непрерывно │ Нет │
│ │ │требования к
│ │ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.1.2.
Качество резки│Визуальный │См. │Непрерывно │ Нет │
│ │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.1.3.
Размеры │Измерение │См. │1 лист на линию │ Да │
│ │ │требования к
│в смену │ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.1.4.
Толщина │Визуальный │См. │Непрерывно │ Нет │
│ │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.1.5.
Удаление │Визуальный │См. │Непрерывно │ Нет │
│покрытия │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│2.2.
Эффективность мойки
│
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│2.2.1.
Остатки смазки│Визуальный │Нет видимых │Непрерывно │ Нет │
│от
резки │ │загрязнений │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.2.2.
Поверхности │Визуальный │Нет
видимых │Непрерывно │ Нет │
│стекла (сухая │ │загрязнений │ │ │
│и
чистая) │ │ │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│2.3.
Дистанционная рамка
│
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│2.3.1.
Размеры │Измерение │См.
описание │В смену/1 рамка │
Да │
│в
соответствии │ │стеклопакета │ │ │
│с
размерами стекла │ │ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.3.2.
Заполнение │Измерение │См.
описание │В смену/1 на тип │ Да
│
│влагопоглотителем
│
│стеклопакета │ │ │
│(количество) │ │ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.3.3.
Загрязнения │Визуальный │См. описание
│В смену/1 на тип │ Нет │
│ │ │стеклопакета │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.3.4.
Качество гибки│Визуальный │
- │Непрерывно │ Нет
│
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.3.5.
Места │Визуальный │См. описание
│Непрерывно │ Нет
│
│соединений │ │стеклопакета │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.3.6.
Установка │Визуальный │
- │Непрерывно │ Нет
│
│рамки
на стекло │ │ │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│2.4.
Дистанционная лента
│
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│2.4.1.
Нанесение │Визуальный │См. описание
│Непрерывно │ Нет
│
│ │ │стеклопакета │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│2.5.
Влагопоглотитель (извлеченный из дистанционной рамки непосредственно│
│перед
герметизацией стеклопакета) │
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│2.5.1.
Эффективность:│См.
│Начальное
│В смену/1
│ Да │
│метод
испытания дол- │Приложение K
│содержание │ │ │
│жен
быть согласован
│ │H O <= 3% │ │ │
│с
поставщиком влаго- │ │ 2 │ │ │
│поглотителя,
напри-
│ │ │ │ │
│мер,
определение │ │ │ │ │
│Дельта
T │ │ │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│2.6.
Внутренний герметизирующий слой (если используется) │
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│2.6.1.
Непрерывность │Визуальный │См. описание
│Непрерывно │ Нет
│
│ │ │стеклопакета │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.6.2.
Непрерывность │Визуальный │См. описание
│Непрерывно │ Нет
│
│герметика
в углах │ │стеклопакета │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.6.3.
Именение
│Визуальный
│См. описание │Непрерывно │ Нет │
│профиля
герметика │ │стеклопакета │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.6.4.
Загрязнения │Визуальный │См. описание
│Непрерывно │ Нет
│
│в
области склеивания │
│стеклопакета │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.6.5.
Расход │Измерение │См. описание
│Каждый день │ Да │
│внутреннего
герметика│
│стеклопакета │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│2.7.
Герметики внешнего герметизирующего слоя │
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│2.7.1.
Адгезия │См. │См. F.3, │В день и, │ Да │
│(кроме
герметиков
│Приложение F │F.4.1 или │по крайней мере, │ │
│для структурного │(проверка │F.4.2 │на партию/1 │ │
│остекления) │на адгезию, │ │ │ │
│ │если │ │ │ │
│ │возможно) │ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.7.2.
Адгезия │Испытание │&[3]&. См. │В смену/2 │ Да │
│(герметики │на разрыв │указание по │ │ │
│для
структурного │по &ГОСТ Р
│герметизации │ │ │
│остекления) │54173& │ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.7.3.
Пропорции │См. специ-
│См. │См.
руководство │ Да │
│смешивания │фикацию
на │спецификацию │по
качеству │ │
│ │оборудова- │герметиков │ │ │
│ │ние
и на │ │ │ │
│ │герметики │ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.7.4.
Тщательность │Контроль │Нет
разводов │В смену /1 │
Нет │
│смешивания │смешивания │ │ │ │
│ │(см. │ │ │ │
│ │Приложение
D)│ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.7.5.
Воздушные │ -
│Нет воздушных│
- │ Да │
│включения │ │включений │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.7.6.
Твердость │Испытание │См.
описание │В смену/2 │
Да │
│ │на твердость
│продукта │ │ │
│ │(см. │ │ │ │
│ │Приложение E)│ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│2.7.7.
Загрязняющие │Визуальный │См. │Каждый контейнер │ Нет │
│вещества │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│3.
Контроль качества стеклопакетов │
├─────────────────────────────────────────────────────────────────────────┤
│3.1.
Внутренний герметизирующий слой (если используется) │
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│3.1.1.
Размеры │Измерение │См.
описание │План выборочного │ Да
│
│ │ │стеклопакета
│контроля (см. │ │
│ │ │ │таблицу A.1) │
│
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│3.1.2.
Обнаружение │Визуальный │См. описание
│План выборочного │ Да
│
│превышения
допусков │ │стеклопакета
│контроля │ │
│ │ │ │(см. таблицу
A.1)│ │
├─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┤
│3.2
Внешний герметизирующий слой
│
├─────────────────────┬─────────────┬─────────────┬─────────────────┬─────┤
│3.2.1.
Размеры │Измерение │См.
описание │План выборочного │ Да
│
│ │ │стеклопакета
│контроля │ │
│ │ │ │(см. таблицу
A.1)│ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│3.2.2.
Обнаружение │Визуальный │См. описание
│План выборочного │ Да
│
│превышения
допусков │ │стеклопакета
│контроля │ │
│ │ │ │(см. таблицу
A.1)│ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│3.3.
Составляющие │Визуальный │См. │План выборочного │ Да │
│стекла
или тип │ │маркировку │контроля │ │
│используемого
стекла │ │ │(см. таблицу
A.1)│ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│3.4.
Размеры │Измерение │См. соответ-
│План выборочного │ Да │
│стеклопакета │ │ствующую │контроля │ │
│(длина
и ширина) │ │спецификацию │(см.
таблицу A.1)│ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│3.5.
Дефекты стекла │Визуальный │См. │План выборочного │ Да │
│ │ │внутренний │контроля │ │
│ │ │стандарт │(см. таблицу A.1)│ │
│ │ │качества │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│3.6.
Хранение │Визуальный │См. описание
│Раз в смену │ Нет
│
│ │ │продукта │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│3.7.
Маркировка │Визуальный │См. описание
│План выборочного │ Да
│
│ │ │продукта │контроля (см. │
│
│ │ │ │таблицу A.1) │
│
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│3.8.
Отклонение │Визуальный │Отсутствие │План выборочного
│ Да │
│от плоскостности │ │видимого │контроля (см. │
│
│(сразу
же после │ │отклонения │таблицу A.1) │
│
│герметизации │ │ │ │ │
│стеклопакета) │ │ │ │ │
├─────────────────────┼─────────────┼─────────────┼─────────────────┼─────┤
│3.9.
&Точка росы& │См. │Отсутствие │Раз в &месяц& │ Да │
│ │Приложение C
│видимого
│или чаще, если
│ │
│ │ │запотевания │необходимо. │ │
│ │ │ │При изменении │
│
│ │ │ │соответствующего
│ │
│ │ │ │компонента │
│
└─────────────────────┴─────────────┴─────────────┴─────────────────┴─────┘
При проведения испытаний на &точку росы& испытание на содержание
летучих органических соединений не проводится.
Требуемыми
протоколами, указанными в таблицах, могут быть документы, такие как: документы
на оформление продукции, производственные документы, регистрационные журналы и
т.д., как это оговорено в процедурах по обеспечению качества стеклопакетов.
Отказ от ведения регистрационных записей оправдан только в случае отсутствия
рекламаций. В случае наличия рекламаций ведение регистрационных записей
является обязательной процедурой.
Регулировка
обрабатывающих станков и оборудования, используемого для изготовления стеклопакетов,
подлежит регулярной проверке на соответствие заданным параметрам,
обеспечивающим оптимальные результаты, и/или в соответствии с рекомендациями
изготовителя или поставщика машин или оборудования, а также в случае выявления
несоответствий.
A.3. Газонаполненные
стеклопакеты
Перечисленные в
таблицах A.3, A.3a процедуры проверок и испытаний относятся к газонаполненным
стеклопакетам и являются дополнительными к процедурам, перечисленным в таблице
A.2 для стеклопакетов, заполненных воздухом.
Таблица A.3
Проверка и
испытания газонаполненных стеклопакетов
┌─────────────────────┬───────────┬───────────────┬────────────────┬──────┐
│
Материал, проверка │Рекоменду-
│ Требование │Рекомендуемая │Нали-
│
│ или испытание │емый метод
│
│периодичность │чие │
│ │(решение │ │(решение │прото-│
│ │принимает │ │принимает │кола │
│ │производи- │
│изготовитель/
│ │
│ │тель) │ │&количество │ │
│ │ │ │образцов& │ │
├─────────────────────┴───────────┴───────────────┴────────────────┴──────┤
│1.
Контроль качества материалов
│
├─────────────────────────────────────────────────────────────────────────┤
│1.1.
Материалы для закрытия отверстий, используемых для заполнения газом │
├─────────────────────┬───────────┬───────────────┬────────────────┬──────┤
│1.1.1.
Упаковка │Визуальный │См. требования │Каждая партия/1 │
Нет │
│и
маркировка │ │к поставляемой
│ │ │
│ │ │продукции │ │ │
├─────────────────────┴───────────┴───────────────┴────────────────┴──────┤
│1.2.
Газ или газовая смесь
│
├─────────────────────┬───────────┬───────────────┬────────────────┬──────┤
│1.2.1.
Упаковка │Визуальный │См. требования │Каждая партия/1 │
Нет │
│и
маркировка │ │к поставляемой
│ │ │
│ │ │продукции │ │ │
├─────────────────────┴───────────┴───────────────┴────────────────┴──────┤
│2.
Контроль производства
│
├─────────────────────────────────────────────────────────────────────────┤
│2.1.
Заполнение газом
│
├─────────────────────┬───────────┬───────────────┬────────────────┬──────┤
│2.1.1.
Тип газа │Визуальный │См. описание
│В смену,
│ Да │
│или
газовой смеси │ │продукта │на тип и смесь/1│ │
│при
поставке в таком │ │ │ │ │
│виде с указанием даты│ │ │ │ │
│истечения
срока │ │ │ │ │
├─────────────────────┼───────────┼───────────────┼────────────────┼──────┤
│2.1.2.
Работа системы│Настройка │См. руководство│В
смену/1 │ Нет │
│заполнения │оборудова- │изготовителя │ │ │
│ │ния │ │ │ │
├─────────────────────┼───────────┼───────────────┼────────────────┼──────┤
│2.1.3.
Регулирование │Визуальный │См. руководство│В смену/1 раз │
Да │
│газовой
смеси: │ │изготовителя
├────────────────┤ │
│контроль
параметров
│ │ │В ходе периоди- │
│
│оборудования │ │ │ческой проверки
│ │
│ │ │ │концентрации │
│
│ │ │ │газа (см. │ │
│ │ │ │Приложение B) │
│
├─────────────────────┼───────────┼───────────────┼────────────────┼──────┤
│2.1.4.
Закрытие │Визуальный │См. описание
│Непрерывно │
Нет │
│отверстия,
использу-
│
│стеклопакета │ │ │
│емого при операции
│ │ │ │ │
│наполнения
газом │ │ │ │ │
│(если
используется) │ │ │ │ │
└─────────────────────┴───────────┴───────────────┴────────────────┴──────┘
Таблица A.3a
Контроль
качества газонаполненных стеклопакетов
┌───────────────┬─────────┬─────────────────────────────┬───────────┬─────┐
│ Проверка
│Рекомен- │
Требование │Рекоменду- │Нали-│
│или
испытание. │дуемый │ (допуски - в % │емая перио-│чие │
│Может заменить │метод │
от абсолютного значения) │дичность
│про- │
│ периодическую │(решение │
│(решение │то- │
│ проверку
│принимает│ │принимает │кола
│
│
концентрации │изготови-│ │изгото-
│ │
│ газа (см.
│тель)
│
│витель) │
│
│Приложение
B), │ │ │ │ │
│
если точность │
│
│ │ │
│ измерений
│ │ │ │ │
│
такая же, как │
│
│ │ │
│
при исходных │ │ │ │ │
│
испытаниях в
│ │ │ │ │
│
соответствии
│ │ │ │ │
│ с &[5]& │ │ │ │ │
├───────────────┼─────────┼─────────────────────────────┼───────────┼─────┤
│Концентрация │Измерение│c = c
(+10%, -5%) │1 на 1000 │ Да │
│газа: c │ │ i i,o │стекло- │ │
│ i │ │ │пакетов при│ │
│ │ │и максимум 10% стеклопакетов,│минимуме │
│
│ │
│отобранных за пять рабочих
│3 шт./день,│
│
│ │ │дней │или │ │
│ │ │ │1 шт./день
│ │
│ │ │c = c
(+20%, -10%) │при произ- │
│
│ │ │ i i,o │водитель- │
│
├───────────────┤
├─────────────────────────────┤ности
│ │
│Концентрация │ │c = (сумма c )(+10%, -5%) │менее 100 │
│
│газовой
смеси: │ │ t i,o │стеклопаке-│ │
│c │ │ │тов/день │
│
│
t │ │и максимум 10%
стеклопакетов,│
│ │
│ │ │отобранных за пять рабочих │ │ │
│ │ │дней │ │ │
│ │ │ │ │ │
│ │ │c = (сумма c )(+20%, -10%)│ │ │
│ │ │ t i,o │ │ │
├───────────────┼─────────┼─────────────────────────────┼───────────┼─────┤
│Концентрация │Измерение│См.
B.4.1 │См. B.2 │ Да │
│каждого
газа │ │ │ │ │
│в
смеси: c │ │ │ │ │
│ c
│ │ │ │ │
└───────────────┴─────────┴─────────────────────────────┴───────────┴─────┘
Если специфика
производственного процесса исключает возможность или делает неэффективной одну
или более процедур проверок или испытаний, то упомянутые процедуры не
проводятся.
Необходимо
своевременно проводить процедуры проверок и/или испытаний сырьевых материалов,
чтобы обеспечить достаточный промежуток времени для соответствующего
реагирования в случае выявления несоответствия материалов необходимым
требованиям.
Требуемыми
протоколами, которые указаны в таблицах A.3, A.3a, могут быть документы: на
оформление продукции, производственные документы, регистрационные журналы и
т.д., как это оговорено в документах по обеспечению качества стеклопакетов.
Отказ от ведения регистрационных записей оправдан только в случае отсутствия
рекламаций. В случае наличия рекламаций ведение регистрационных записей
является обязательной процедурой.
Регулировка
обрабатывающих станков и оборудования, используемого для изготовления
стеклопакетов, подлежит регулярной проверке на соответствие заданным
параметрам, обеспечивающим оптимальные результаты, и/или в соответствии с
рекомендациями изготовителя или поставщика машин или оборудования, а также в
случае выявления несоответствий.
Перед первым
использованием в производстве метод определения концентрации газа, включая
использование оборудования и процедур, описанных в руководстве контроля
качества, должен пройти калибровку с использованием соответствующего
лабораторного оборудования.
Если на предприятии
производится смешивание газа, то перед первым применением смесительное и
заливочное оборудования должны быть проверены с помощью соответствующего
лабораторного оборудования.
A.4. Стеклопакеты,
заполненные воздухом, герметизированные или включающие дистанционную рамку из органического герметика, содержащую влагопоглотитель
Проверки и
испытания, указанные в таблице A.4, относятся к стеклопакетам, заполненным
воздухом, герметизированными органическим герметиком (без использования термоплавкого
бутила в качестве наружного герметика), при этом герметизирующий слой содержит влагопоглотитель или включает в свой состав дистанционную
рамку из органического герметика, содержащую влагопоглотитель,
как показано на рисунке A.2.
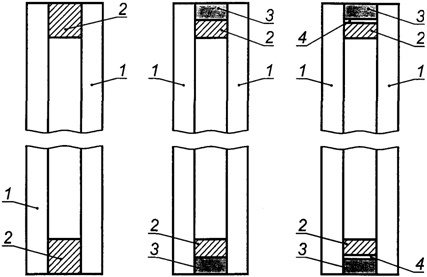
1 - стекло; 2 -
герметизирующий слой с влагопоглотителем;
3 - наружный
герметизирующий слой без влагопоглотителя;
4 - непроницаемый
барьер
Рисунок A.2. Три
принципиальные схемы конструкции
стеклопакетов,
герметизированных или включающих
органическую
дистанционную рамку,
содержащую влагопоглотитель
Таблица A.4
Проверка и
испытания стеклопакетов, заполненных воздухом
и герметизированных
или включающих органическую
дистанционную
рамку, содержащую влагопоглотитель
┌───────────────────────┬─────────────┬─────────────┬───────────────┬─────┐
│ Материал, проверка │Рекоменду- │ Требование │Рекомендуемая │Нали-│
│ или испытание │емый
метод │ │периодичность │чие │
│ │(решение │ │(решение прини-│про-
│
│ │принимает
│ │мает изготови- │то-
│
│ │производи- │ │тель)/&количе- │кола │
│ │тель)
│ │ство образцов& │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│1.
Контроль качества материалов
│
├─────────────────────────────────────────────────────────────────────────┤
│1.1.
Стекло
│
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│1.1.1.
Упаковка │Визуальный │См. │Каждая партия/1│ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.1.2.
Идентификация │Визуальный │См. │Каждая партия │ Да │
│(стекло/стекло │ │требования к │ │ │
│с
покрытием, согласно │ │поставляемой
│ │ │
│соответствующим
│
│продукции │ │ │
│стандартам) │ │ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.1.3.
Размеры │Измерение │См. │Каждая партия, │ Нет
│
│(длина/ширина/форма, │ │требования к
│упаковка │ │
│если
применимо) │ │поставляемой
│и толщина/1 │ │
│ │ │продукции │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│1.2.
Дистанционная рамка, содержащая влагопоглотитель │
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│1.2.1.
Упаковка │Визуальный │См. │Каждая партия/1│ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.2.2.
Целостность │Визуальный │См. │Каждая партия/2│ Нет │
│ │ │требования к │
│ │
│ │ │поставляемой │ │ │
│
│ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.2.3.
Размеры │Измерение │См. │Каждая партия/2│ Да │
│(если
требуется) │ │требования к
│на тип │ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.2.4.
Эффективность │См. │См. описание
│Каждая партия/2│ Да
│
│влагопоглотителя: метод│Приложение
K │стеклопакета │на тип
│ │
│испытаний
должен быть │ │ │ │ │
│в
соответствии с
│ │ │ │ │
│поставленным
материалом│
│ │ │ │
│дистанционной
рамки │ │ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.2.5.
Срок годности │Визуальный │См. описание
│Каждая партия/1│ Да │
│при
хранении │ │продукта │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.2.6.
Адгезия │Испытание │Контроль │Каждая партия/2│
Да │
│(при отсутствии │ │производства │на
тип │ │
│внешнего герметика)
│ │ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.2.7.
Содержание │Потеря │См. │Каждая партия/2│ Да │
│летучих органических
│в массе
│требования к │на тип
│ │
│соединений (при │ │поставляемой │ │ │
│отсутствии информации
│
│продукции │ │ │
│от
поставщика) │ │ │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│1.3.
Вставки
│
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│1.3.1.
Упаковка │Визуальный │См. │Каждая партия/1│ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.3.2.
Размеры │Измерение │См. │Каждая партия/2│ Да │
│ │ │требования к │на тип
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.3.3.
Содержание │Потеря │См.
описание │Каждая партия/2│ Да
│
│летучих органических
│в массе │стеклопакета │на тип │ │
│соединений (при │ │ │ │ │
│отсутствии информации
│ │ │ │ │
│от
поставщика) │ │ │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│1.4.
Свинцовая полоса
│
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│1.4.1.
Упаковка │Визуальный │См. │Каждая партия/1│ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.4.2.
Размеры │Измерение │См. │Каждая партия/2│ Да │
│ │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.4.3.
Адгезия │Испытание │См. описание │Каждая
партия/2│ Да │
│ │(см. │стеклопакета │ │ │
│ │Приложение
K)│ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.4.4.
Содержание │Потеря │См.
описание │Каждая партия/2│ Да
│
│летучих органических
│в массе
│стеклопакета │
│ │
│соединений (при │ │ │ │ │
│отсутствии информации
│ │ │ │ │
│от
поставщика) │ │ │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│1.5.
Герметики внешнего герметизирующего слоя │
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│1.5.1.
Упаковка │Визуальный │См. │Каждая партия/1│ Нет │
│и
маркировка │ │требования к │ │ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.5.2.
Срок годности │Визуальный │Спецификация
│Каждая партия/1│ Нет │
│при
хранении │ │поставщика │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.5.3.
Адгезия к стеклу│Испытание на │См. F.3.3 │Каждая
партия/1│ Да │
│(не требуется │адгезию (см. │ │ │ │
│для
конструкционных
│пункт F.3) │ │ │ │
│уплотнителей) │ │ │ │
│
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.5.4.
Адгезия к стеклу│Испытание │&[3]& │Каждая партия/2│ Да │
│(торцевое
уплотнение │по &ГОСТ Р │ │ │ │
│для
конструкционных │54173& │ │ │ │
│целей) │ │ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.5.5.
Твердость │ -
│Контроль
│Каждая партия/2│ Да
│
│ │ │производства │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│1.5.6.
Содержание │Потеря │См.
описание │Каждая партия/2│ Да
│
│летучих органических
│в массе
│стеклопакета │
│ │
│соединений │ │ │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│1.6.
Маркировочные материалы
│
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│1.6.1.
Упаковка │Визуальный │См. │Каждая партия/1│ Нет │
│и
маркировка │ │требования к │ │ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│1.7.
Масло для резки
│
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│1.7.1.
Упаковка │Визуальный │См. │Каждая партия/1│ Нет │
│и
маркировка │ │требования к
│ │ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│1.8.
Жидкость для моечной машины
│
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│1.8.1.
Упаковка │Визуальный │См. │Каждая партия/1│ Нет │
│и
маркировка │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│2.
Контроль производства
│
├─────────────────────────────────────────────────────────────────────────┤
│2.1.
Резка стекла (если применяется) │
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│2.1.1.
Тип стекла │Визуальный │См. │Непрерывно │ Нет │
│ │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.1.2.
Качество резки │Визуальный │См. │Непрерывно │ Нет │
│ │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.1.3.
Размеры │Измерение │См. │1 лист в смену │ Да │
│ │ │требования к │и на линию
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.1.4.
Толщина │Визуальный │См. │Непрерывно │ Нет │
│ │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.1.5.
Удаление │Визуальный │См. │Непрерывно │ Нет │
│покрытия │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│2.2.
Эффективность мойки │
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│2.2.1.
Остатки смазки │Визуальный │Отсутствие │Непрерывно │ Нет │
│от
резки │ │видимого │ │ │
│ │ │загрязнения │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.2.2.
Поверхности │Визуальный │Отсутствие │Непрерывно │ Нет │
│стекла
(сухая и чистая)│
│видимого │ │ │
│ │ │загрязнения │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│2.3.
Дистанционная рамка, содержащая влагопоглотитель │
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│2.3.1.
Непрерывность │Визуальный │См. описание
│Непрерывно │ Нет │
│ │ │продукта │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.3.2.
Равномерность │Визуальный │См. описание
│Непрерывно │ Нет │
│ │ │продукта │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.3.3.
Положение │Визуальный │См. описание
│Непрерывно │ Нет │
│относительно
кромки │ │продукта │ │ │
│стекла │ │ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.3.4.
Загрязнения │Визуальный │См. описание
│Непрерывно │ Нет │
│в
области склеивания │ │продукта │ │ │
│(если
применимо) │ │ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.3.5.
Места соединений│Визуальный │См. описание
│Непрерывно │ Нет │
│ │ │продукта │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.3.6.
Замыкание │Визуальный │См. описание
│Непрерывно │ Нет │
│в
последнем соединении │
│продукта │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.3.7.
Контроль разме- │Измерение │См. описание │В
смену │ Да │
│ров
(если применимо) │ │продукта │и на тип/1 │
│
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.3.8.
Масса │Измерение │См.
описание │В смену │
Да │
│вытесненного
герметика │
│продукта │и на
тип/1 │ │
│(если
применимо) │ │ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.3.9.
Эффективность │См. │См. описание
│В смену/1 │
Да │
│влагопоглотителя
│Приложение K │продукта
│ │ │
│(метод испытания должен│ │ │ │ │
│быть
согласован
│ │ │ │ │
│с
изготовителем │ │ │ │ │
│дистанционной
рамки) │ │ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.3.10.
Температура │Измерение │См.
описание │В смену/1 │
Да │
│нанесения │ │продукта │ │ │
│(если
применимо) │ │ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.3.11.
Адгезия к │См. │См. описание
│В смену/1 │
Да │
│стеклу
(кроме гермети- │Приложение F │продукта │ │ │
│ков
для структурного
│ │ │ │ │
│остекления) │ │ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.3.12.
Адгезия │Испытание │&[3]& │Каждая партия/2│ Да │
│на
стекле (герметики │по &ГОСТ Р │ │ │ │
│для
структурного │54173& │ │ │ │
│остекления) │ │ │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│2.4.
Подрессовка
│
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│2.4.1.
Температура │Измерение │См.
описание │Непрерывно │
Нет │
│в
прессе │ │продукта │ │ │
│(если
применимо) │ │ │ │
│
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.4.2.
Толщина │Измерение │См. │В смену/2 │ Нет │
│стеклопакета │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│2.5.
Внешний герметизирующий слой │
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│2.5.1.
Адгезия │См. │См. описание
│В день и, по │
Да │
│ │Приложение F
│продукта │крайней
мере, │ │
│ │(испытание
на│ │на партию/1
│ │
│ │адгезию,
если│ │ │ │
│ │возможно) │ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.5.2.
Коэффициент │См. │См. │См. руководство│ Да │
│смешивания │спецификацию │спецификацию │по качеству │
│
│ │на оборудо- │на герметик │ │ │
│ │вание и
│ │ │ │
│ │герметик │ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.5.3.
Тщательность │Проверка │Отсутствие │В смену/1 │ Да │
│смешения │смешивания │разводов │ │ │
│ │(см. │ │ │ │
│ │Приложение
D)│ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.5.4.
Воздушные
│ - │Отсутствие │
- │ Нет │
│включения (при операции│ │воздушных │ │ │
│смешивания
см. 5.3) │ │включений │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.5.5.
Твердость │Испытание │См.
описание │В смену/2 │
Да │
│ │на твердость
│продукта │ │ │
│ │(см. │ │ │ │
│ │Приложение
E)│ │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│2.5.6.
Загрязняющие │Визуальный │См. │Каждая бочка │ Нет │
│вещества │ │требования к │
│ │
│ │ │поставляемой │ │ │
│ │ │продукции │ │ │
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│3.
Контроль качества изделий
│
├─────────────────────────────────────────────────────────────────────────┤
│3.1.
Дистанционная рамка из органического материала, содержащая │
│влагопоглотитель
│
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│3.1.1.
Размеры │Измерение │См. описание │План выбороч- │ Да
│
│и
расположение │ │стеклопакета │ного контроля
│ │
│ │ │ │(см. │ │
│
│ │ │таблицу A.1) │
│
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│3.1.2.
Обнаружение │Визуальный │См. описание │План выбороч- │ Да
│
│превышения
допусков │ │стеклопакета │ного контроля
│ │
│ │ │ │(см. │ │
│ │ │ │таблицу A.1) │
│
├───────────────────────┴─────────────┴─────────────┴───────────────┴─────┤
│3.2.
Наружный герметизирующий слой (если применяется) │
├───────────────────────┬─────────────┬─────────────┬───────────────┬─────┤
│3.2.1.
Размеры │Измерение │См. описание │План выбороч- │ Да
│
│ │ │стеклопакета │ного контроля
│ │
│ │ │ │(см. │ │
│ │ │ │таблицу A.1) │
│
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│3.2.2.
Обнаружение │Визуальный │См. описание │План выбороч- │ Да
│
│превышения
допусков │ │стеклопакета │ного контроля
│ │
│ │ │ │(см. │
│
│ │ │ │таблицу A.1) │
│
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│3.3.
Составляющие │Измерение │См. │План выбороч- │ Да
│
│стекла
или тип │ │маркировку │ного
контроля │ │
│используемого стекла │ │ │(см. │ │
│ │ │ │таблицу A.1) │
│
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│3.4.
Размеры │Измерение │См. соответ- │План выбороч- │
Да │
│стеклопакета │ │ствующую │ного
контроля │ │
│ │ │спецификацию
│(см. │ │
│ │ │ │таблицу A.1) │
│
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│3.5.
Дефекты стекла │Визуальный │См. │План выбороч- │ Да
│
│ │ │внутренний │ного
контроля │ │
│ │ │стандарт │(см. │ │
│ │ │качества │таблицу A.1) │
│
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│3.6.
Хранение │Визуальный │См. описание
│В смену/1 │ Нет │
│ │ │стеклопакета │ │ │
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│3.7.
Маркировка │Визуальный │См. описание │План выбороч- │ Да
│
│ │ │стеклопакета │ного контроля
│ │
│ │ │ │(см. │ │
│ │ │ │таблицу A.1) │
│
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│3.8.
Отклонение │Визуальный │Отсутствие │План выбороч- │ Да
│
│от плоскостности (сразу│ │видимого │ного контроля │
│
│же после герметизации │ │отклонения │(см. │ │
│стеклопакета) │ │ │таблицу A.1) │
│
├───────────────────────┼─────────────┼─────────────┼───────────────┼─────┤
│3.9.
&Точка росы& │См. │Отсутствие │Раз в &месяц& │ Да │
│ │Приложение C
│видимого
│или чаще, если │
│
│ │ │запотевания │необходимо. │
│
│ │ │ │При изменении │
│
│ │ │ │соответствующе-│ │
│ │ │ │го
компонента │ │
└───────────────────────┴─────────────┴─────────────┴───────────────┴─────┘
Если
производственный процесс таков, что одна или более из перечисленных проверок
или испытаний неприменимы или физически невозможны, то указанные проверки или
испытания не проводятся.
Необходимо
своевременно проводить процедуры проверок и/или испытаний сырьевых материалов,
чтобы обеспечить достаточный промежуток времени для принятия решений в случае
выявления несоответствия материалов нормативным требованиям.
Испытание на
содержание летучих органических соединений проводится только в том случае, если
полость стеклопакета контактирует с материалом, выделяющим большое количество
летучего соединения, что может вызвать конденсацию, а также, если в
информационных данных поставщика нет подтверждения, что содержание летучих
органических соединений не превышает определенного предела. Предел
устанавливают на уровне, в полтора раза превышающем значение, обусловленное для
содержания летучих органических соединений в материалах, используемых в
строительстве, для образцов, подготовленных для испытания на &точку росы&,
при условии, что для процедур испытаний применяются аналогичные режимы
испытания. Значения параметров испытания на содержание летучих органических
соединений представлены в Приложении G. Относительно данных таблицы A.4 для
испытаний на содержание летучих органических соединений, в графе
"Требования" необходимо читать "рекомендуемые пределы". В
случае проведения испытаний на &точку росы& испытание на содержание
летучих органических соединений не проводится.
Требуемыми
протоколами, которые указаны в таблице A.4, могут быть любые документы: на
оформление продукции, производственные документы, регистрационные журналы и
т.д., как это оговорено в документах по обеспечению качества стеклопакетов.
Отказ от ведения регистрационных записей оправдан только в случае отсутствия
рекламаций. В случае наличия рекламаций ведение регистрационных записей
является обязательной процедурой.
Регулировка
обрабатывающих станков и оборудования, используемого для изготовления
стеклопакетов, подлежит постоянной проверке на соответствие заданным
параметрам, обеспечивающим оптимальные результаты, и/или в соответствии с
рекомендациями изготовителя или поставщика машин или оборудования, а также в
случае, когда выявляется несоответствие.
Приложение
B
(обязательное)
ПЕРИОДИЧЕСКИЕ
ИСПЫТАНИЯ И ПРОВЕРКИ
B.1. Общие сведения
Целью
периодических, нечасто повторяемых испытаний и проверок, является установить,
что производственный контроль продукции способен обеспечить эффективность
производства так, чтобы характеристики продукции соответствовали техническим
требованиям и также экономически обоснованному сроку эксплуатации стеклопакетов
посредством:
- подтверждения
постоянства характеристик герметичности в ходе всего процесса производства:
визуальный контроль герметизирующих слоев определенного количества образцов
стеклопакетов;
- подтверждения
условия, что показатель влагопроницаемости не
превышен: кратковременное климатическое испытание с использованием образцов,
которые были выбраны для визуального контроля;
- если требуется
подтверждение, что норма утечки газа не превышена: испытание на
газопроницаемость через мембрану герметика или в случае газопроницаемости
дистанционной рамки, или мембрана изготовлена из того же материала, что и
дистанционная рамка. &Это испытание не проводится при наличии доступной
информации от поставщика;
- обеспечения
концентрации отдельных газов или газовых смесей.&
B.2.
Частота проведения периодических испытаний и проверок
При запуске
производства или в случае внутреннего контроля производства периодические
испытания и проверки необходимо проводить не реже двух раз в год при условии
отсутствия изменения применяемых материалов. Если результаты четырех
последовательно проведенных контрольных испытаний подтверждают соответствие
требуемым характеристикам, то частоту проверок снижают до одного раза в год.
Если предприятие
уже работает с посторонним контролем, начальная частота проверок должна
составлять один раз в год, при условии отсутствия изменения применяемых
материалов.
&При изменении
применяемых материалов& периодические испытания следует повторить в
соответствии с B.4. Если испытание на влагопроницаемость
совпадает по времени с очередным периодическим испытанием, то дублирование
нецелесообразно.
В случае
невыполнения требований периодическое испытание следует повторить в течение
месяца, а затем вернуться к практике проведения испытаний два раза в год.
B.3. Соответствие
размеров герметизирующих слоев, указанных в описании системы
B.3.1. Технические
требования
Размеры
герметизирующих слоев пяти стеклопакетов, выбранных произвольным образом,
считаются подтвержденными соответствию описания системы изготовителя, если
отклонения от описания встречаются не более чем у одного стеклопакета.
B.3.2.
Визуальный контроль: отбор образцов и испытания
Выбирают
произвольным образом пять стеклопакетов, которые находятся в состоянии
готовности к отгрузке, из помещения для хранения. Размеры стеклопакетов должны
с максимально возможной точностью соответствовать &500 x 500& мм, но не
менее, а ширина дистанционной рамки должна с максимально возможной точностью
соответствовать 12 мм.
Контролируют и
записывают размеры герметизирующих слоев на всех стеклопакетах до начала
проведения кратковременного климатического испытания, включая ширину
дистанционной рамки, и после испытания на двух образцах.
B.4.
Показатель влагопроницаемости
Произвольно
выбранные, как это описано в B.3.2, и подвергнутые кратковременным
климатическим испытаниям стеклопакеты должны иметь показатель влагопроницаемости I, не более ![]() .
Показатель влагопроницаемости
.
Показатель влагопроницаемости ![]() равен значению, измеренному при проведении
начальных кратковременных климатических испытаний, увеличенному на 2,5% или
0,025 (в зависимости от того, что применимо), показанную в это же время влагопроницаемость при начальных долговременных испытаниях
определяют в соответствии с &ГОСТ Р 54172&.
равен значению, измеренному при проведении
начальных кратковременных климатических испытаний, увеличенному на 2,5% или
0,025 (в зависимости от того, что применимо), показанную в это же время влагопроницаемость при начальных долговременных испытаниях
определяют в соответствии с &ГОСТ Р 54172&.
Разбившееся стекло
не является отрицательным результатом испытаний.
Если
одновременно с начальными долговременными испытаниями на влагопроницаемость
начальные кратковременные испытания не проводятся, то стеклопакеты, произвольно
отобранные в соответствии с B.3.2 и прошедшие климатические испытания, как
описано в B.4.2, должны иметь показатель влагопроницаемости
I не более 8,5% или 0,085, в зависимости от того, выражается ли он в процентах
или в частях.
Для газонаполненных
стеклопакетов, общая концентрация газа ![]() и отдельных газов при использовании смеси
и отдельных газов при использовании смеси ![]() должна замеряться на трех стеклопакетах, не
подвергавшихся климатическим испытаниям, и должна составлять для каждого
стеклопакета
должна замеряться на трех стеклопакетах, не
подвергавшихся климатическим испытаниям, и должна составлять для каждого
стеклопакета ![]() или
или ![]() .
.
B.4.2.
Кратковременное климатическое испытание: процедура отбора образцов и испытания
B.4.2.1. Испытание
проводится аналогично долговременным испытаниям на влагопроницаемость,
по &ГОСТ Р 54172& со следующими изменениями.
B.4.2.2.
Стеклопакеты для испытаний номера, от 1 до 5, отобраны для визуального
контроля, в соответствии с B.4.1. Стеклопакеты следует обозначать в соответствии
с таблицей B.1.
Таблица B.1.
Обозначение
стеклопакетов при проведении испытания
┌────────────┬────────────────────────────────────────────────────────────┐
│ Номер
│ Вид
испытания │
│стеклопакета│
│
├────────────┼────────────────────────────────────────────────────────────┤
│ 2 и 4
│ Стеклопакеты для
измерения начального влагосодержания T
│
│ │ i │
│ │и концентрации газа c , если
применимо │
│ │ i │
├────────────┼────────────────────────────────────────────────────────────┤
│ 1 и 5
│ Стеклопакеты для выдержки
в климатической камере и │
│ │измерение конечного
содержания влаги T во влагопоглотителе │
│ │ f │
├────────────┼────────────────────────────────────────────────────────────┤
│ 3
│ Запасной
стеклопакет:
│
│ │ - для измерения стандартного содержания
влаги │
│ │влагопоглотителя
T , если необходимо;
│
│ │ c
│
│ │ - определения концентрации газа c , если
применимо │
│ │ i │
└────────────┴────────────────────────────────────────────────────────────┘
B.4.2.3. Проведение
испытания: испытание остается прежним, за исключением уменьшенного числа
образцов.
B.4.2.4.
Климатические условия в камере: выдержать образцы в течение трех недель при
постоянных климатических условиях по &ГОСТ Р
54172&.
B.4.2.5. Точность
результатов испытания оценивается как +/- 0,045, когда I представлена в долях.
B.5. Норма утечки
газа
При наличии
информации поставщика о газопроницаемости, периодические испытания при
производстве газонаполненных стеклопакетов не проводят.
Необходимо
периодически замерять концентрацию газа.
B.6. Протокол
испытания и проверки
В протоколе
испытания должна быть дана подробная оценка проведенному испытанию и должны
содержаться следующие краткие данные:
Название организации, проводившей испытание, ее адрес и логотип.
Краткое изложение отчета N .............. Дата ........................
Стеклопакеты - Результаты периодических испытаний по
&ГОСТ Р 54174-2010&
(для получения полной информации см. отчет о проведении испытания)
Компания: Наименование ................................................
Адрес .......................................................
.......................................................
.......................................................
.......................................................
Предприятие: Наименование .............................................
Адрес ....................................................
....................................................
....................................................
....................................................
Описание системы, номер документа: ....................................
Наименование продукции: ...............................................
Образцы соответствуют требованиям
┌──────┐
периодических испытаний и проверок: │ДА|НЕТ│ (ненужное зачеркнуть)
└──────┘
&Примечание. Сравнение показателей влагопроницаемости стеклопакетов
различного вида нецелесообразно.&
_____________________ _____________________
личная подпись инициалы, фамилия
Приложение
C
(обязательное)
&ПРОВЕДЕНИЕ
ИСПЫТАНИЯ НА ТОЧКУ РОСЫ
C.1. Сущность
метода
Метод основан на
охлаждении участка стекла стеклопакета и последующей проверке появления
конденсата (инея) на внутренней поверхности стекла на этом участке.
C.2. Отбор образцов
Испытания проводят
на образцах стеклопакетов размером не менее 500 x 500 мм.
Допускается
проводить испытания на готовых стеклопакетах.
C.3. Испытательное
оборудование, средства измерений и расходные материалы
Точку росы
контролируют, используя микрохолодильник, обеспечивающий заданный температурный
режим испытаний, или прибор для контроля точки росы. Схема прибора для контроля
точки росы показана на рисунках C.1 и C.2.
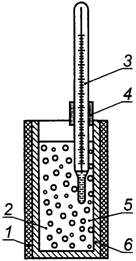
1 - теплоизоляция;
2 - ацетон или изопропиловый спирт;
3 - термометр; 4 -
держатель; 5 - твердая двуокись
углерода; 6 -
корпус
Рисунок
C.1. Схема прибора для контроля точки росы
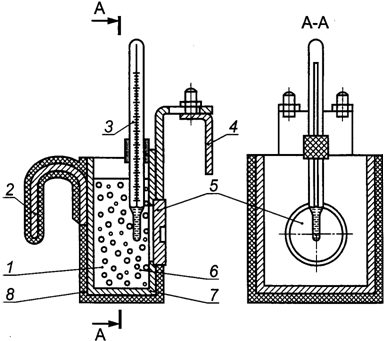
1 - ацетон или
изопропиловый спирт; 2 - ручка;
3 - термометр; 4 -
подвижная пластина узла подвески;
5 - контактная
латунная пластина; 6 - твердая двуокись
углерода; 7 -
корпус медный; 8 - теплоизоляция
Рисунок
C.2. Схема прибора с контактной
латунной пластиной
для контроля точки росы
Для проведения
испытаний с помощью прибора для контроля точки росы необходимы:
- термометр
стеклянный по ГОСТ 28498 с погрешностью измерения не более 2 °C или другой
прибор измерения температуры с соответствующей настоящему стандарту
погрешностью измерения, при условии, что он выдерживает воздействие агрессивных
сред (ацетон);
- двуокись углерода
твердая по ГОСТ 12162 или сжиженный углекислый газ по нормативным документам;
- спирт
изопропиловый по ГОСТ 9805;
- ацетон
технический по ГОСТ 2768;
- секундомер по
нормативным документам;
- фонарь карманный
или другой источник света напряжением не более 12 В.
C.4. Проведение
испытания
Точку росы внутри
стеклопакета контролируют не ранее чем через сутки после его изготовления.
C.4.1. При
определении точки росы с помощью микрохолодильника испытания проводят в
соответствии с Инструкцией по эксплуатации микрохолодильника.
Стеклопакет
располагают горизонтально. Ацетоном очищают стекло в месте контроля на
расстоянии не менее 100 мм от кромки стеклопакета. Очищенную поверхность стекла
и контактную пластину микрохолодильника смачивают тампоном, пропитанным
ацетоном. Прижимают микрохолодильник пластиной к смоченному участку так, чтобы
был обеспечен плотный контакт. Время контакта микрохолодильника со
стеклопакетом, в зависимости от толщины листа стекла в стеклопакете, должно
соответствовать времени, указанному в таблице C.1.
Таблица C.1
┌───────────────────────────────┬────────────────────────────────┐
│ Толщина листа стекла, мм │ Время контакта, мин, не менее │
├───────────────────────────────┼────────────────────────────────┤
│ До 5 включ. │ 4 │
│ Св. 5 "
10 " │ 6 │
│ " 10 │ 10 │
└───────────────────────────────┴────────────────────────────────┘
По истечении
указанного времени микрохолодильник снимают. Охлажденный участок протирают
тампоном, смоченным ацетоном. Включают источник света, и визуально проверяют
наличие конденсата (инея) на внутренней поверхности охлажденного участка
стекла.
В двухкамерных
стеклопакетах измерение точки росы проводят на обеих сторонах поверхности
стеклопакета.
C.4.2. Определение
точки росы с помощью прибора контроля точки росы
Стеклопакет
располагают горизонтально, если используют прибор для контроля точки росы, как
показано на рисунке C.1, или вертикально, если используют прибор для контроля
точки росы, как показано на рисунке C.2.
Прибор заполняют
ацетоном или изопропиловым спиртом с постепенным добавлением мелких кусочков
двуокиси углерода. При использовании прибора, как показано на рисунке C.1,
контактной пластиной является основание прибора. Уровень ацетона или
изопропилового спирта должен быть выше верхней части контактной пластины не
менее чем на 30 мм.
Температуру смеси
измеряют термометром, конец которого должен быть удален от контактной пластины
прибора не более чем на 10 мм.
Температура смеси
при испытании стеклопакетов должна быть минус (50 +/- 3) °C и минус (60 +/- 3)
°C - для стеклопакетов морозостойкого исполнения.
Ацетоном очищают
стекло в месте контроля на расстоянии не менее 100 мм от кромки стеклопакета.
Очищенную поверхность стекла и контактную пластину смачивают тампоном,
пропитанным ацетоном. Прижимают прибор пластиной к смоченному участку так,
чтобы был обеспечен плотный контакт. Время контакта прибора со стеклопакетом, в
зависимости от толщины листов стекла в стеклопакете, должно соответствовать
времени, указанному в таблице C.1.
Во время контакта
прибора со стеклопакетом указанную температуру жидкости в приборе поддерживают
добавлением твердой двуокиси углерода или сжиженного газа.
По истечении
указанного времени прибор снимают. Охлажденный участок протирают тампоном,
смоченным ацетоном. Включают источник света и визуально проверяют наличие
конденсата (инея) на внутренней поверхности охлажденного участка стекла.
В двухкамерных
стеклопакетах измерение точки росы проводят на обеих сторонах поверхности
стеклопакета.
C.5. Оценка
результата
Образцы считают
выдержавшими испытание, если у всех образцов на поверхности охлаждаемого
участка внутри камеры стеклопакета не были обнаружены следы конденсата
(инея).&
Приложение
D
(справочное)
ДВУХКОМПОНЕНТНЫЕ
ГЕРМЕТИКИ; ПРОВЕРКА ТЩАТЕЛЬНОСТИ СМЕШИВАНИЯ
D.1. Общие сведения
В настоящем
приложении приводится метод оценки качества смешивания. Представленное описание
метода испытания необходимо в проведении контроля над производственным
процессом. Применение метода, указанного ниже, позволяет
достичь постоянство показателей качества стеклопакетов.
D.2. Сущность
метода
Испытание
предусмотрено для подтверждения гарантии, что два компонента герметика (основа
и отвердитель) смешиваются с необходимой тщательностью.
D.3. Образец
Необходимо
подготовить два образца из стекла толщиной 4 мм и размерами приблизительно 250
x 150 мм. Для проведения испытания также необходимо около 10 г
свежеприготовленной смеси герметика, взятой непосредственно с производственной
линии. Испытание должно быть проведено в течение пяти минут, включая визуальный
контроль, после взятия пробы герметика.
D.4. Проведение
испытания
Удерживая два
образца стекол за кромки, убеждаются путем осмотра в чистоте их поверхностей и
отсутствии следов смазки, пятен масла, отпечатков пальцев или других
загрязнений.
Помещают
приблизительно 10 г свежеприготовленного герметика в центр одного из стекол,
которое должно быть ровно уложено на чистую поверхность. В идеальном случае
герметик должен принять форму конуса с минимально возможным количеством
захваченного воздуха. В случае использования дозатора/смесителя, либо
автоматического, либо ручного, герметик должен быть нанесен непосредственно из
сопла.
Помещают второе
стекло на герметик, для
формирования комбинации стекло/герметик/стекло и легким нажатием пальцев
сжимают два образца до положения, когда толщина слоя герметика достигнет
приблизительно 1 мм.
Немедленно осмотривают образцы с обеих сторон, с целью выявления полосности (мраморной структуры или прожилок), которая
будет свидетельствовать о недостаточно тщательном перемешивании. Герметик
должен иметь равномерную окраску с обеих сторон.
Примечание. Наличие
оттенков цвета герметика в условиях данного испытания можно не учитывать, так
как изготовители герметиков не гарантируют окраски.
Любое отличие оттенков цвета от оговоренных в спецификации не может
рассматриваться как доказательство неправильной дозировки компонентов смеси.
D.5. Протокол
испытания
В протоколе
испытания должна быть дана информация о качестве смеси, как это обусловлено в
представленном выше описании процедуры испытания. Кроме того, протокол должен
содержать следующие сведения:
- идентификацию
смесителя;
- обозначение и
номер партии герметиков;
- дату проведения
испытания;
- отступления от
процедуры испытания (если они есть).
Приложение
E
(справочное)
ГЕРМЕТИКИ;
ИЗМЕРЕНИЕ ТВЕРДОСТИ
E.1. Общие сведения
В настоящем
приложении представлен метод оценки качества герметика после отверждения.
Представленное описание методов измерений и испытаний необходимо в проведении
контроля над производственным процессом. Применение метода, указанного ниже, позволяет достичь постоянство показателей качества
стеклопакетов.
E.2. Сущность
метода
Сущность метода
заключается в обеспечении возможности определения твердости отверждающих
герметиков в соответствии с заданными условиями.
E.3. Определения
E.3.1. Время
отвердения: для двухкомпонентных герметиков - время
от завершения смешивания материалов до момента достижения конечной твердости в
соответствии с информацией производителя герметика.
Для однокомпонентных герметиков -
время от момента извлечения герметика на открытый воздух из контейнера, в
котором он поставляется, до момента достижения конечной твердости в
соответствии с информацией производителя герметика.
E.3.2. Свободная
поверхность: верхняя поверхность образца герметика. При заполнении формы герметиком верхняя поверхность выравнивается с помощью
скребка и отверждается в условиях соприкосновения с
воздухом. Эта поверхность называется свободной поверхностью.
E.4. Оборудование
Твердомер, для
измерения твердости по Шору А. Предусмотрено
использование двух вариантов контактных усилий, из которых вариант a)
обеспечивает наиболее точные результаты для герметиков
стеклопакетов:
a) контактное
усилие 50 Н достигается при установке прибора на штанге, общий вес прибора,
направляющей и груза составляет (5,0 +/- 0,1) кг;
b) контактное
усилие в результате твердого нажатия пальцем на твердомер.
Полиэтиленовая
форма с внутренним диаметром не менее 50 мм и глубиной не менее 6 мм для
приготовления образцов герметика.
Вращающийся
роторный смеситель.
E.5. Калибровка
Калибровка и
регулировка твердомера по Шору А осуществляется
регулярно, в соответствии с &ГОСТ Р 8.568&.
Используя весы,
твердость по Шору А F, мН,
вычисляют по формуле
&F = 550 + 75
HA, (E.1)&
где HA - твердость,
измеренная твердомером по Шору А.
Допустимая разница
между рассчитанным и измеренным усилиями составляет +/- 80 мН.
E.6. Образцы для
испытаний
Герметик для
приготовления образцов может быть получен двумя
способами:
- перемешиванием двухкомпонентного герметика в течение пяти минут во
вращающемся роторном смесителе при скорости 600 об/мин. Обычно перемешивание
проводят с номинальным соотношением компонентов;
- из
дозаторов, в виде герметика готового для использования. Извлекается определенное количество герметика, необходимое для
заполнения формы.
Полиэтиленовая
форма заполняется герметиком, с соблюдением мер
предосторожности, направленных на предотвращение попадания воздуха в герметик. Свободная поверхность разравнивается скребком.
Также образец
герметика может быть помещен на лист бумаги, верхняя часть массы герметика
разравнивается до общей толщины не менее 6 мм, площадь основания - не менее 50
мм в диаметре.
В качестве условий
отверждения рекомендуются три варианта:
- A: (60 +/- 5)
мин, при нагреве до 60 °C (например, с помощью инфракрасной лампы, печи и
т.д.);
- B: (24 +/- 0,5) ч
в производственном помещении;
- C: (168 +/- 4) ч
в производственном помещении.
Выбор вариантов
условий отверждения A, B или C осуществляется по согласованию с поставщиком
герметика.
По окончании
периода отверждения образец извлекается из формы (если она использовалась), а
его температура снижается до температуры производственного помещения в течение
представленных ниже периодов времени, в зависимости от варианта условий
отверждения:
- A: (60 +/- 5)
мин;
- B и C: (10 +/- 2)
мин.
E.7. Проведение
испытания
Испытание образца
проводится на плоском и твердом основании.
Твердость
измеряется на свободной поверхности или на поверхности среза, или на
поверхности, примыкающей к стенке полиэтиленовой формы. Конечный результат
выбирается как среднее значение из измерений, проведенных в пяти различных
точках (расположенных не ближе чем 12 мм от края образца и не ближе чем на
расстоянии 15 мм между точками измерений).
Промежуток времени
от момента соприкосновения твердомера со свободной поверхностью до снятия
показаний прибора не должен превышать одной секунды. Если твердомер имеет
индикатор максимума, его необходимо использовать.
Показание
твердомера округляется до ближайшего целого значения числа твердости по Шору А.
E.8. Протокол
испытания
Протокол испытания
об измерении твердости в соответствии с данным методом должен включать в себя
следующие сведения:
- тип герметика и
номер поставки, смесительная машина, дата и т.д.;
- твердость в целых
числах твердости по Шору А;
- контактное усилие
в целых числах единиц силы, Н;
- условия
отверждения: время, температура;
- температура при
проведении измерений твердости;
- поверхность,
например, свободная поверхность;
- отступление от
условий проведения испытания по данному методу.
Приложение
F
(справочное)
ГЕРМЕТИКИ;
ПРОВЕРКА АДГЕЗИОННЫХ СВОЙСТВ
F.1. Общие сведения
В настоящем
приложении приведен метод оценки адгезии герметика к различным подложкам.
Представленное описание методов измерений и испытаний необходимо в проведении
контроля над производственным процессом. Применение метода, указанного ниже, позволяет достичь постоянство показателей качества
стеклопакетов.
F.2. Назначение
Данный метод
испытания применяется для контроля качества адгезии герметика на органической
основе к стеклу или к дистанционной рамке, если применимо. Его можно
использовать либо для входного контроля материалов, либо для контроля в
производстве стеклопакетов. Использование метода, указанного ниже, гарантирует
что адгезия герметиков соответствует требованиям
&ГОСТ Р 54173&.
F.3.1. Оборудование
Для достижения
заданного значения напряжения при растяжении необходимо использовать
специальное испытательное оборудование (см. рисунок F.1), которое обеспечивает
приложение различных усилий с помощью комплекта грузов. Может быть использована
испытательная машина для испытаний на растяжение, которая создает напряжение
растяжения F, равное 0,30 МПа. Длительность испытания (10 +/- 1) мин.
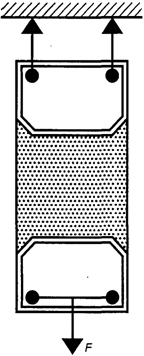
Рисунок F.1. Пример
испытательного оборудования
и принцип
адгезионного испытания
F.3.2. Образцы
F.3.2.1. Образец:
стекло - стекло
Два образца стекла
20 x 30 мм, [см. рисунок F.2 b)] накладываются на две фасонные детали и
фиксируются лентой. Зазор заполняют герметиком. Время отверждения для органического герметика должно быть
согласовано с поставщиком герметика и указано в описании системы.
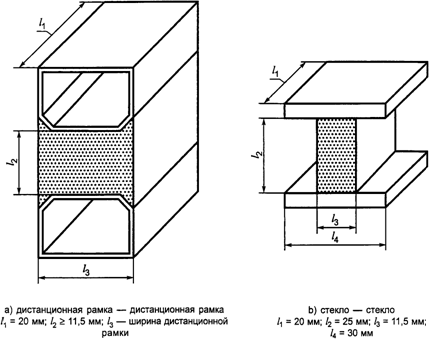
Рисунок F.2.
Образцы для испытаний
F.3.2.2. Образец:
дистанционная рамка - дистанционная рамка
В случае испытаний
образцов дистанционной рамки, два образца дистанционной рамки длиной 20 мм,
[см. рисунок F.2 a)], предназначенной для использования в производстве,
укладывают параллельно на расстоянии 11,5 мм друг от друга. Зазор может быть
заполнен герметиком, с использованием с обратной
стороны пластины с антиадгезионными свойствами по
отношению к герметику. Время выдержки, температура и
влажность устанавливаются по договоренности с поставщиком герметика и в
соответствии с описанием системы.
К испытываемому
образцу прикладывают заданную нагрузку путем подвешивания грузов, к крепежному
устройству образца, к опорам грузов и т.д.
Определение
нагрузки основано на ширине выбранной дистанционной рамки и на размере
испытываемого образца. Собственный вес испытательного оборудования подлежит
учету в расчетах. Напряжение растяжения, приложенное к испытываемому образцу,
должно составлять ![]() .
Длительность испытания (10 +/- 1) мин.
.
Длительность испытания (10 +/- 1) мин.
F.3.4. Протокол
испытания
Протокол испытания
на адгезионные свойства должен включать в себя:
- тип герметика и
номер поставки, тип смесителя, дату и т.д.;
- тип стекла и
возможный тип смачивания;
- отступление от
условий проведения испытания по данному методу.
F.4. Другие методы
F.4.1.
Испытание на растяжение
Испытание на
начальное растяжение (без стабилизации образцов) в соответствии с требованиями
&ГОСТ Р 54173&, с использованием образцов, в
соответствии с &Приложением А ГОСТ Р 54173.&
Данное испытание
дает информацию об адгезии к стеклу, к покрытиям, а также к стеклу в тех случаях,
когда покрытие необходимо удалять, при условии удовлетворительной когезионной
прочности в условиях производства. Данное испытание не предназначено для
получения информации относительно когезионной прочности.
Стеклопакет
подготавливают в соответствии с рисунком F.3, используя чистое стекло, взятое с
производственной линии, и спрессовывают на прессе производственной линии.
Минимальный размер должен быть достаточен для обработки в моечной машине и на
прессе.
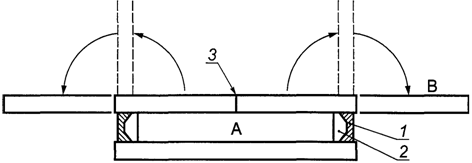
1 - герметик; 2 -
дистанционная рамка; 3 - линия разреза
Рисунок F.3. Пример
испытательного образца
для проведения
испытания "Бабочка"
Стеклопакет
выдерживают при температуре 23 °C или выше, в течение времени, указанного
поставщиком герметика.
Стекло разрезают по
средней линии (см. рисунок F.3) и в течение 10 с переводят
два стекла в положение B вручную в защитных перчатках или с помощью
специального зажима.
Отделение герметика
от стекла или покрытия не допускается.
Примечание. Данный
метод предназначен только для проверки характеристик адгезии к стеклу и
покрытию. Вследствие приложения больших напряжений отделение герметика от
дистанционной рамки не означает отрицательного результата.
Приложение
G
(справочное)
ИСПЫТАНИЕ
НА ОПРЕДЕЛЕНИЕ ЛЕТУЧИХ ВЕЩЕСТВ
G.1. Элементы
испытания
Испытания на
определение летучих веществ, включая определение потери массы, проводят при
следующих параметрах:
- температура 70 °C
или выше по согласованию изготовителя стеклопакетов с поставщиком материала;
- продолжительность
выдержки семь дней. При возникновении разногласий по времени, решение должно
быть записано в соглашении с поставщиком соответствующего материала.
Для того, чтобы использовать в испытании перечисленное ниже оборудование,
для одного испытания необходимы два образца соответствующего размера.
Используемое
оборудование:
- термошкаф для размещения образцов;
- весы, способные
определить содержание летучих компонентов, с абсолютной погрешностью измерения
10%.
&Пример -
определение содержания летучих компонентов:
- первоначальный
вес 4,3906 г;
- окончательный вес
после семидневной выдержки при 70 °C 4,3866 г;
- разница в весе:
0,0040 г.
Заключение -
необходимая точность весов 10% от 0,0040 г составляет примерно 0,0004 г.&
G.2. Протокол
испытаний
Протокол испытаний
о содержании летучих компонентов должен включать в себя:
- материал или
компонент;
- содержание
летучих веществ;
- температуру;
- время.
Приложение
J
(справочное)
КОНТРОЛЬ
АДГЕЗИОННЫХ СВОЙСТВ ДИСТАНЦИОННОЙ ЛЕНТЫ
J.1. Назначение
Настоящее
приложение является описанием процедуры испытания дистанционной ленты.
J.2. Оборудование
Оборудование,
необходимое для проведения испытания адгезионных свойств дистанционной ленты;
- два груза по 1000
г;
- два груза по 500
г;
- две стойки;
- два фиксатора;
- один образец
стекла шириной 80 мм и длиной 950 мм;
- один деревянный
штифт.
J.3. Образец
В качестве образцов
дистанционной ленты необходимо использовать четыре отрезка ленты длиной
приблизительно 1,1 м, взятой из рулона, используемого в производстве
стеклопакетов (см. рисунок J.1).
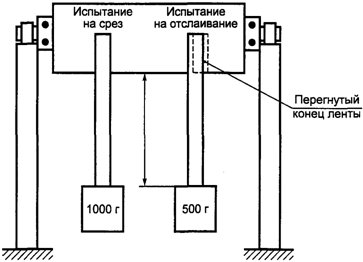
Рисунок J.1. Схема
испытаний адгезионной способности
дистанционной ленты
J.4. Проведение
испытания
Наклеивают два
испытываемых образца на стекло посредством удаления защитной бумажной ленты с
клеящего слоя и использования деревянного штифта для зачистки концов ленты.
Закрепляют стекло на высоте приблизительно 1,1 м над поверхностью стенда,
используя фиксаторы и стойки.
Испытание на
отслаивание: выдерживают дистанционную ленту при комнатной температуре в
течение одного дня для отверждения. Накладывают дистанционную ленту на стекло
таким образом, чтобы 75 мм ее длины было приклеено к стеклу. Перегибая ленту,
запрокидывают ее в обратную сторону. Подвешивают грузы по 500 г с обеих частей
конца ленты так, чтобы клеящий слой находился под воздействием силы груза в 500
г, приложенной приблизительно на расстоянии 0,9 м от конца ленты. Оставляют
груз минимум на 30 мин.
Определение
прочности при сдвиге: выдерживают ленту при комнатной температуре в течение
одного дня для отверждения. Накладывают ленту так, чтобы она только касалась
стенда. Подвешивают груз в 1000 г с обеих частей конца ленты так, чтобы клеящий
слой находился под воздействием сдвигового усилия. Оставляют груз минимум на 2
ч.
J.5. Протокол
испытания
Протокол испытания
на адгезионную способность должен включать в себя:
- обозначение
дистанционной ленты и номер поставки;
-
зарегистрированную стойкость к отслаиванию или сдвигу, выраженную как время
сопротивления сдвигу;
- отступление от
условий проведения испытания по данному методу.
Приложение
K
(справочное)
ПРОВЕРКА
ПОГЛОЩАЮЩЕЙ СПОСОБНОСТИ ВЛАГОПОГЛОТИТЕЛЯ
Поставщики влагопоглотителей могут предлагать различные методы
проверки поглощающей способности для использования в системе контроля
производства на предприятии. Один из возможных методов состоит в измерении
роста температуры ![]() при смешении влагопоглотителя
с водой.
при смешении влагопоглотителя
с водой.
Любой метод
проверки должен сопровождаться таблицей, графиком и т.д. для выражения
взаимосвязи между измеряемой переменной (например, ![]() ) и
фактическим содержанием воды во влагопоглотителе.
) и
фактическим содержанием воды во влагопоглотителе.
Приложение
ДА
(обязательное)
СВЕДЕНИЯ О
СООТВЕТСТВИИ ССЫЛОЧНЫХ НАЦИОНАЛЬНЫХ СТАНДАРТОВ
МЕЖДУНАРОДНЫМ И
ЕВРОПЕЙСКИМ РЕГИОНАЛЬНЫМ СТАНДАРТАМ,
ИСПОЛЬЗОВАННЫМ В КАЧЕСТВЕ ССЫЛОЧНЫХ В ПРИМЕНЕННОМ
ЕВРОПЕЙСКОМ
РЕГИОНАЛЬНОМ СТАНДАРТЕ
Таблица ДА.1
|
Обозначение
ссылочного |
Степень
|
Обозначение и наименование ссылочного |
|
ГОСТ
Р 54175-2010 |
NEQ
|
ЕН
1279-1:2004 "Стекло в строительстве.
|
|
ГОСТ
Р 54172-2010 |
NEQ
|
ЕН
1279-2:2002 "Стекло в строительстве.
|
|
ГОСТ
Р 54173-2010 |
MOD
|
EN
1279-4:2002 "Стекло в строительстве.
|
|
ГОСТ
Р ИСО 9001-2008 |
IDT
|
ИСО
9001:2008 "Системы менеджмента
|
|
ГОСТ
Р ИСО 2859-1-2007 |
IDT
|
ИСО
2859:1999 "Процедуры выборочного
|
|
Примечание. В
настоящей таблице использованы следующие
условные |
||
Приложение
ДБ
(справочное)
ПУНКТЫ, НЕ
ВКЛЮЧЕННЫЕ В ОСНОВНУЮ ЧАСТЬ НАСТОЯЩЕГО СТАНДАРТА
ДБ.1. Текст приложения C - Испытание на туманность
C.1. Сущность
метода
Испытание
предназначено для выявления факта образования недопустимой конденсации на
направленных внутрь полости поверхностях стекол вследствие выделения в полости
летучих веществ.
Выделение
газообразных веществ достигается посредством местного нагрева соответствующего
органического компонента. Конденсация вызывается охлаждением ограниченного
участка поверхности стекла.
Данное испытание
необходимо проводить перед запуском новой производственной линии или при замене
соответствующего компонента в конструкции.
Примечание.
Рекомендуется проводить данное испытание один раз в год.
C.2. Принцип
проведения испытания
Образцы для
испытаний проходят визуальный контроль внутренних поверхностей стекол
(например, в наблюдательном отсеке). Затем образцы выдерживают в течение одной
недели в условиях производственного помещения, после чего помещают в устройство
для проведения испытаний на туманность. После соответствующей выдержки образцы
подвергаются повторному визуальному контролю на предмет выявления следов тумана
на внутренних поверхностях стекол.
Стеклопакеты с
разрушенными стеклами не рассматриваются в качестве несоответствующих
требованиям. Такие стеклопакеты могут быть заменены запасными, а испытание
проводится повторно.
C.3. Параметры
испытания
Количество
стеклопакетов: испытаниям подвергают два стеклопакета.
Температура
нагретой поверхности приблизительно 20% - 30% соответствующего компонента и
составляет 50 °C - 60 °C.
Холодный участок
поверхности должен находиться в центре стеклопакета. Длина и ширина участка
должны соответствовать 1/3 длины и ширины стеклопакета или 10% площади
поверхности стеклопакета.
Температура
холодного участка поверхности должна быть на 27 °C - 33 °C ниже температуры
поверхности соответствующего компонента, что составляет 20% - 30%.
Температурная разница соответствует разнице между средней температурой нагретой
поверхности, которая соответствует 50 °C - 60 °C, и средней температурой
холодного участка поверхности.
Температура в любых
других участках стеклопакета должна поддерживаться на уровне, достаточно
высоком для того, чтобы гарантировать, что вся конденсация сконцентрируется на
холодном участке поверхности.
Продолжительность
испытания должна составлять (168 +/- 4) ч.
Примечание. Для
нагрева соответствующего компонента может быть использована лампа или
устройство из нескольких ламп с мощностью излучения в ультрафиолетовом спектре
не более 40 Вт/м2, измеренной в плоскости расположения
стеклопакета. Интенсивность ультрафиолетового излучения может быть достигнута,
например, с помощью ртутной лампы высокого давления с вольфрамовой нитью
накаливания - лампы, моделирующей солнечное излучение, мощностью 300 Вт на
расстоянии 300 мм от нагреваемой поверхности соответствующего компонента.
C.4. Визуальный
контроль
Проверяют
испытываемые стеклопакеты в проходящем и отраженном свете с целью выявления
интерференции или рассеяния света, вызванных туманностью; протирают поверхность
испытываемых образцов и помещают их по очереди в наблюдательный отсек на уровне
глаз (см. рисунок C.1). Следует расположиться непосредственно прямо перед
испытываемым образцом на расстоянии приблизительно 1 м и осмотреть образец на
предмет выявления следов грязи или других признаков загрязнения на внутренних
поверхностях стекол.
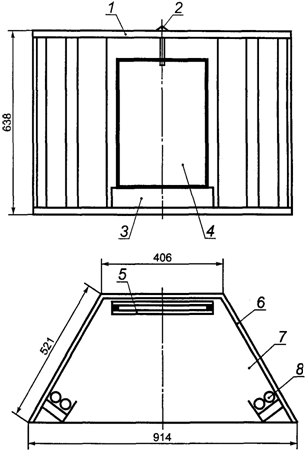
1 - крышка и
основание из фанеры толщиной 12 мм;
2 - удерживающий
штифт для фиксации стеклопакета
в переднем
направлении; 3 - деревянный блок,
закрепленный на основании для размещения стеклопакета;
4 - испытываемый
стеклопакет; 5 - поверхность, на которую
помещается
охлаждающая пластина; 6 - боковые и задняя
стенки из фанеры
толщиной 6 мм; 7 - внутренняя
поверхность
смотровой камеры, окрашенная черной матовой
краской; 8 - блок
из двух люминесцентных ламп
мощностью 20 Вт,
длиной 610 мм, подключенных параллельно
Рисунок
C.1. Пример наблюдательного отсека
для проведения
испытаний на туманность
При выявлении
конденсации во время осмотра в наблюдательном отсеке следует выдержать
стеклопакет в течение семи дней при температуре 15 °C - 25 °C и провести
повторный осмотр в наблюдательном отсеке с расстояния 1 м.
Наличие постоянной
видимой остаточной конденсации не допускается.
C.5. Примеры
испытательного оборудования
На рисунках C.2 и
C.3 представлены примеры испытательного оборудования. На рисунке C.4 показан
испытательный блок, пригодный для использования излучающей стенки в качестве
источника нагрева, что позволяет избежать необходимости охлаждения стекла
водой.
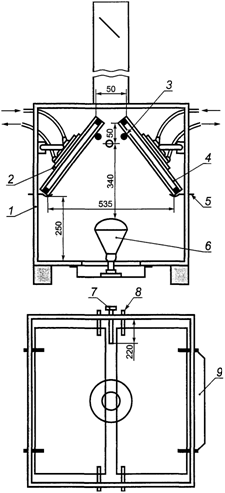
1 - камера размером
560 x 560 мм, высотой 560 мм,
изготовленная из фанеры толщиной 12 мм, облицованная
алюминиевой
фольгой; 2 - охлаждающая пластина диаметром
150 мм; 3 -
удерживающий штифт; 4 - стеклопакет заводской
герметизации; 5 -
изогнутый штифт; 6 - ультрафиолетовая
лампа; 7 -
термометр с круговой шкалой; 8 - верхняя опора;
9 - нижняя опора
Рисунок
C.2. Пример оборудования для проведения испытаний
на туманность
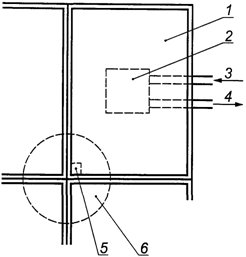
1 - образец; 2 -
медная охлаждающая пластина 127 x 127 мм;
3 - подача воды; 4
- отвод воды; 5 - температурный датчик
на поверхности
стекла вдоль угловой поверхности
дистанционной рамки
длиной 12,7 мм; 6 - площадь
поверхности, освещаемая сконцентрированным
ультрафиолетовым
излучением
Рисунок
C.3. Пример оборудования
для проведения
испытаний на туманность
1 - кромка стекла с
наклеенной черной лентой
(если требуется)
для поддержания температуры стекла
на более высоком
уровне; 2 - размещенный по центру квадрат
из алюминиевой
фольги с размерами приблизительно 80 x 80 мм
Рисунок
C.4. Пример испытательного блока для использования
излучающей стенки в
качестве источника нагрева
C.6. Протокол
испытания
В протокол
испытания на туманность должны быть включены следующие данные:
- дата проведения
испытания;
- температура
нагреваемого участка поверхности;
- температура
холодного участка поверхности;
-
продолжительность;
- результаты;
- отступления от
представленной выше процедуры испытания.
БИБЛИОГРАФИЯ
&[1] ЕН 10204:2004. Металлические изделия. Типы инспекционных документов
[2] ЕН 1279-1:2004. Стекло в строительстве. Стеклопакеты. Часть 1.
Общие положения, допуски на размеры и правила
описания системы
[3] ЕН 13022-2:2006. Стекло в строительстве. Структурное изолирующее
остекление. Часть 2. Требования к герметикам стойким
к ультрафиолетовому излучению и структурным
герметикам
[4] ИСО 2137:85. Нефтепродукты. Консистентная смазка и петролатум.
Определение проникания конуса
[5] ЕН 1279-3:2002. Стекло в строительстве. Стеклопакеты. Часть 3.
Метод испытания на долговечность и требования
к скорости утечки газа и допускаемым отклонениям
утечки газа.&
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026