Утвержден и введен в
действие
Постановлением
Госстандарта СССР
от 16 июня 1981 г.
N 2953
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
РЕЗЬБА МЕТРИЧЕСКАЯ
ПЕРЕХОДНЫЕ ПОСАДКИ
Basic
norms of interchangeability.
Metric
screw thread. Transition fits
ГОСТ 24834-81
Группа Г13
Дата введения
1 января 1982 года
ИНФОРМАЦИОННЫЕ
ДАННЫЕ
1. Разработан и
внесен Министерством станкостроительной и инструментальной промышленности СССР.
2. Утвержден и
введен в действие Постановлением Государственного комитета СССР по стандартам
от 16.06.1981 N 2953.
3. Стандарт
полностью соответствует СТ СЭВ 305-76.
4. Ссылочные
нормативно-технические документы
──────────────────────┬───────────────────────────────────────────
Обозначение НТД, │ Номер пункта, приложения
на
который дана ссылка│
──────────────────────┼───────────────────────────────────────────
ГОСТ
4608-81 │5.3
ГОСТ
8032-84 │Приложение 1
ГОСТ
9150-2002 │Вводная часть
ГОСТ
16093-81 │3.3; 3.5; 3.6;
4.2; 5.2; 5.3; Приложение 1
ГОСТ
24705-81 │1.1
5. Ограничение
срока действия снято по Протоколу N 2-92 Межгосударственного совета по
стандартизации, метрологии и сертификации (ИУС 2-93).
6. Издание (ноябрь
2003 г.) с Изменением N 1, утвержденным в апреле 1988 г. (ИУС 7-88).
Настоящий
стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150 и устанавливает
диаметры, шаги, допуски и предельные отклонения для переходных посадок при
одновременном применении дополнительного элемента заклинивания. Устанавливаемые
настоящим стандартом посадки предназначаются для наружных резьб
(резьба на ввинчиваемом конце шпильки) деталей из стали, сопрягаемых с внутренними резьбами в деталях из
стали, чугуна, алюминиевых и магниевых сплавов. Допускается применение посадок
по настоящему стандарту для других материалов сопрягаемых деталей. В этом
случае требуется проверка посадки.
Настоящий стандарт
не распространяется на резьбовые соединения для рабочих температур свыше 200 °C
и на соединения деталей из нержавеющих кислотоустойчивых хромоникелевых сталей.
(Измененная
редакция, Изм. N 1).
1.
ДИАМЕТРЫ, ШАГИ И ОСНОВНЫЕ РАЗМЕРЫ
1.1.
Диаметры и шаги резьб для соединений с переходными
посадками должны соответствовать указанным в табл. 1.
Таблица 1
мм
───────────────────┬──────────────────────────────────────────────
Номинальный
диаметр│ Шаги P
резьбы d │
─────────┬─────────┼─────────┬────────────────────────────────────
Ряд 1
│ Ряд 2 │ Крупный │ Мелкие
│ │
├──────┬──────┬───────┬───────┬──────
│ │ │ 3
│ 2 │
1,5 │ 1,25 │
1
─────────┼─────────┼─────────┼──────┼──────┼───────┼───────┼──────
5
│ - │
0,8 │ -
│ - │
- │ -
│ -
6
│ - │
1 │ -
│ - │ -
│ - │
-
8
│ - │
1,25 │ -
│ - │
- │ -
│ 1
10
│ - │
1,5 │ -
│ - │
- │ 1,25 │
-
12
│ - │
1,75 │ -
│ - │
1,5 │ 1,25 │
-
-
│ 14 │
2 │ -
│ - │ 1,5
│ - │
-
16
│ - │
2 │ -
│ - │
1,5 │ -
│ -
-
│ 18 │
2,5 │ -
│ 2 │
1,5 │ -
│ -
20
│ - │
2,5 │ -
│ 2 │
1,5 │ -
│ -
-
│ 22 │
2,5 │ -
│ 2 │ 1,5
│ - │
-
24
│ - │
3 │ -
│ 2 │
- │ -
│ -
-
│ 27 │
3 │ -
│ 2 │
- │ -
│ -
30
│ - │
3,5 │ -
│ 2 │
- │ -
│ -
-
│ 33 │
3,5 │ -
│ 2 │ -
│ - │
-
36
│ - │
4 │ 3
│ - │
- │ -
│ -
-
│ 39 │
4 │ 3
│ - │
- │ -
│ -
42
│ - │
4,5 │ 3
│ - │
- │ -
│ -
-
│ 45 │
4,5 │ 3
│ - │ -
│ - │
-
При выборе
диаметров следует предпочитать первый ряд второму.
Основные размеры резьб - по ГОСТ 24705.
(Измененная
редакция, Изм. N 1).
2. ДЛИНЫ
СВИНЧИВАНИЯ
2.1. Длины
свинчивания резьбовых соединений с переходными посадками должны соответствовать
указанным в табл. 2.
───────────────────────────────────────┬──────────────────────────
Материал детали с внутренней резьбой │
Длина свинчивания
───────────────────────────────────────┼──────────────────────────
Сталь
│От 1d до 1,25d
───────────────────────────────────────┼──────────────────────────
Чугун
│От 1,25d до 1,5d
───────────────────────────────────────┼──────────────────────────
Алюминиевые
и магниевые сплавы
│От 1,5d до 2d
2.2. Допускаются
другие длины свинчивания. В этих случаях применение посадок по настоящему
стандарту требует проверки.
3. ОСНОВНЫЕ
ОТКЛОНЕНИЯ И ДОПУСКИ
3.1. Расположение
полей допусков наружной и внутренней резьбы должно соответствовать указанному на черт. 1.
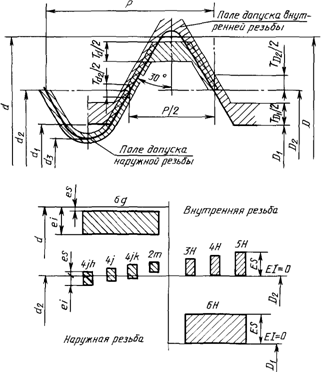
ei - нижнее отклонение диаметров наружной резьбы;
EI - нижнее
отклонение диаметров внутренней резьбы;
es - верхнее отклонение диаметров наружной резьбы;
ES - верхнее
отклонение диаметров внутренней резьбы;
T - допуск
диаметров резьбы (диаметр резьбы
дается в индексе)
Отклонения
отсчитываются от номинального профиля резьбы, показанного на
черт. 1 утолщенной линией, в направлении, перпендикулярном к оси резьбы.
3.2. Основные
отклонения и степени точности резьбы должны соответствовать указанным
в табл. 3.
Таблица 3
───────────────┬──────────────┬──────────────┬───────────┬────────
Вид резьбы
│ Диаметры │ Номинальный │ Основные │Степени
│ резьбы
│диаметр резьбы│отклонения
│точности
│ │ d, мм
│ │
───────────────┼──────────────┼──────────────┼───────────┼────────
Наружная
резьба│Наружный d │От 5 до 45 │
g │ 6
├──────────────┼──────────────┼───────────┼────────
│Средний d │От 5 до
16 │ jk; m │
2; 4
│ 2
├──────────────┼───────────┼────────
│ │От 18 до 30 │ j; m
│ 2; 4
│
├──────────────┼───────────┼────────
│ │От 33 до 45 │
jh
│ 4
───────────────┼──────────────┼──────────────┼───────────┼────────
Внутренняя │Наружный D │От 5 до 45 │
H │ -
резьба
├──────────────┼──────────────┼───────────┼────────
│Средний D │От 5 до
30 │ H
│3; 4; 5
│ 2
├──────────────┼───────────┼────────
│ │От 33 до 45 │
H │ 5
├──────────────┼──────────────┼───────────┼────────
│Внутренний D │От 5 до
45 │ H
│ 6
│ 1 │ │ │
(Измененная
редакция, Изм. N 1).
3.3.
Числовые значения основных отклонений наружного диаметра наружной резьбы d, а
также наружного, среднего и внутреннего диаметров внутренней резьбы D; ![]() ;
; ![]() - по ГОСТ 16093.
- по ГОСТ 16093.
3.4. Числовые
значения основных отклонений среднего диаметра наружной резьбы ![]() должны соответствовать указанным
в табл. 4.
должны соответствовать указанным
в табл. 4.
Таблица 4
──────────────┬─────────┬─────────────────────────────────────────
Номинальный
│Шаг P, мм│ Основные отклонения ei
диаметра d , мкм
диаметр
резьбы│ │ 2
d, мм
│
├─────────┬──────────┬─────────┬──────────
│ │ jh │
j │ jk │
m
──────────────┼─────────┼─────────┼──────────┼─────────┼──────────
От
5 до 16 │ 0,8
│ - │
- │ -9
│ +24
│ 1
│ - │
- │ -11
│ +26
│ 1,25
│ - │
- │ -14
│ +28
│ 1,5 │
- │ -
│ -17 │
+32
│ 1,75
│ - │
- │ -19
│ +34
│ 2
│ - │
- │ -22
│ +38
──────────────┼─────────┼─────────┼──────────┼─────────┼──────────
От
18 до 30 │ 1,5 │
- │ -42
│ - │
+32
│ 2
│ - │
-48 │ -
│ +38
│ 2,5
│ - │
-53 │ -
│ +42
│ 3
│ - │
-60 │ -
│ +48
│ 3,5
│ - │
-63 │ -
│ -
──────────────┼─────────┼─────────┼──────────┼─────────┼──────────
От
33 до 45 │ 2
│ -100 │
- │ -
│ -
│ 3
│ -112 │
- │ -
│ -
│ 3,5
│ -118 │
- │ -
│ -
│ 4
│ -125 │
- │ -
│ -
│ 4,5
│ -132 │
- │ -
│ -
3.3, 3.4. (Измененная редакция, Изм. N 1).
3.5.
Числовые значения допусков наружного диаметра наружной резьбы и внутреннего
диаметра внутренней резьбы - по ГОСТ 16093.
3.6.
Числовые значения допусков среднего диаметра наружной и внутренней резьбы
должны соответствовать указанным в табл. 5.
Таблица 5
───────────────────┬────────┬──────────────────────────────────────────────
Номинальный
диаметр│ Шаг P, │
Степени точности
резьбы d, мм │
мм
├──────┬─────────────┬────────┬────────┬───────
│ │
2 │ 4
│ 3 │
4 │ 5
│
├──────┴─────────────┴────────┴────────┴───────
│ │ Допуски, мкм
│
├────────────────────┬─────────────────────────
│ │ T
│ T
│ │ d │ D
│ │ 2 │ 2
───────────────────┼────────┼──────┬─────────────┼────────┬────────────────
Св.
2,8 до 5,6 │ 0,8
│ 38 │По ГОСТ 16093│ 63
│По ГОСТ 16093
───────────────────┼────────┼──────┤
├────────┤
Св.
5,6 до 11,2 │ 1
│ 45 │ │ 75
│
│ 1,25
│ 48 │ │ 80
│
│ 1,5
│ 53 │ │ 90
│
───────────────────┼────────┼──────┤
├────────┤
Св.
11,2 до 22,4 │ 1,25
│ 53 │ │ 90
│
│ 1,5
│ 56 │ │ 95
│
│ 1,75
│ 60 │ │
100 │
│ 2
│ 63 │ │ 106
│
│ 2,5
│ 67 │ │ 112
│
───────────────────┼────────┼──────┤
├────────┤
Св.
22,4 до 45 │ 2
│ 67 │ │ 112
│
│ 3
│ 80 │ │ 132
│
(Измененная
редакция, Изм. N 1).
3.7. Расчетные
формулы основных отклонений и допусков приведены в Приложении 1.
(Введен
дополнительно, Изм, N 1).
4. ФОРМА
ВПАДИНЫ НАРУЖНОЙ РЕЗЬБЫ
4.1. Форма впадины
наружной резьбы должна быть закругленной. Для резьбы с шагом P <= 1 мм
допускается плоскосрезанная форма впадины.
4.2.
Требования к выполнению закругленной и плоскосрезанной
впадины наружной резьбы - по ГОСТ 16093.
4.1, 4.2. (Измененная редакция, Изм. N 1).
5. ПОЛЯ
ДОПУСКОВ И ПОСАДКИ
5.1. Поля допусков
резьбы и их сочетания в посадках должны соответствовать указанным
в табл. 7.
Таблица 7 <*>
--------------------------------
<*> Табл. 6. (Исключена, Изм. N 1).
────────────────┬────────────────────┬───────────────────────┬─────────────
Номинальный
│ Материал детали с
│ Поля допусков │
Посадки
диаметр
резьбы, │ внутренней резьбой
├───────────┬───────────┤
мм
│ │
наружной
│внутренней │
│ │ резьбы
│ резьбы │
────────────────┼────────────────────┼───────────┼───────────┼─────────────
От
5 до 16 │Сталь │ 4jk
│ 4H6H │ 4H6H 3H6H
│ ├───────────┼───────────┤
----; ----
│ │ 2m
│ 3H6H │ 4jk 2m
├────────────────────┼───────────┼───────────┼─────────────
│Чугун, алюминиевые
│ 4jk │
5H6H │ 5H6H 3H6H
│и магниевые сплавы
├───────────┼───────────┤
----; ----
│ │ 2m
│ 3H6H │ 4jk 2m
────────────────┼────────────────────┼───────────┼───────────┼─────────────
От
18 до 30 │Сталь │ 4j
│ 4H6H │ 4H6H 3H6H
│
├───────────┼───────────┤
----; ----
│ │ 2m
│ 3H6H │
4j 2m
├────────────────────┼───────────┼───────────┼─────────────
│Чугун, алюминиевые
│ 4j │
5H6H │ 5H6H 3H6H
│и магниевые сплавы
├───────────┼───────────┤
----; ----
│ │ 2m
│ 3H6H │
4j 2m
────────────────┼────────────────────┼───────────┼───────────┼─────────────
От
33 до 45 │Сталь, чугун, │ 4jh
│ 5H6H │
5H6H
│алюминиевые и │ │ │ ----
│магниевые сплавы │ │ │
4jh
5.2.
Обозначение полей допусков и посадок - по ГОСТ 16093.
Поле допуска
наружного диаметра наружной резьбы в обозначении не указывается.
Пример условного
обозначения посадки резьбы номинальным диаметром 12 мм, с крупным шагом:
M12-4H6H/4jk
5.3.
Допускаются посадка 3H6H/2m без применения дополнительного элемента
заклинивания, а также переходные посадки, которые образованы сочетанием полей
допусков наружной резьбы по настоящему стандарту и ГОСТ 4608 с полями допусков
внутренней резьбы по настоящему стандарту, ГОСТ 4608 и ГОСТ 16093. Применение
таких посадок требует дополнительной проверки.
5.4. Примеры и
рекомендации по применению дополнительных элементов заклинивания приведены в
Приложении 2.
5.3, 5.4. (Введены дополнительно, Изм. N 1).
6. ПРЕДЕЛЬНЫЕ
ОТКЛОНЕНИЯ
6.1. Предельные
отклонения диаметров наружной резьбы должны соответствовать указанным
в табл. 8, внутренней резьбы - в табл. 9.
Таблица 8
───────────────────┬───────┬───────────────────────────────────────────────
Номинальный
диаметр│ Шаг P,│
Поля допусков
резьбы d, мм │
мм
├───────────────────────┬───────────────────────
│ │ 4jh │ 4j
│
├───────────────────────┴───────────────────────
│ │ Диаметры резьбы
│
├───────────┬───────────┬───────────┬───────────
│ │ d
│ d │ d
│ d
│ │ │ 2 │ │ 2
│
├───────────┴───────────┴───────────┴───────────
│ │ Предельные отклонения, мкм
│
├─────┬─────┬─────┬─────┬─────┬─────┬─────┬─────
│
│ es
│ ei
│ es
│ ei
│ es
│ ei
│ es
│ ei
───────────────────┼───────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────
Св.
2,8 до 5,6 │ 0,8 │
- │ -
│ - │
- │ -
│ - │
- │ -
───────────────────┼───────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────
Св.
5,6 до 11,2 │ 1 │
- │ -
│ - │
- │ -
│ - │
- │ -
│ 1,25 │
- │ -
│ - │
- │ -
│ - │
- │ -
│ 1,5 │
- │ -
│ - │
- │ -
│ - │
- │ -
───────────────────┼───────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────
Св.
11,2 до 22,4 │ 1,25 │
- │ -
│ - │
- │ -
│ - │
- │ -
│ 1,5 │
- │ -
│ - │
- │ -32 │-268 │
+48 │ -42
│ 1,75 │
- │ - │
- │ -
│ - │
- │ -
│ -
│ 2 │
- │ -
│ - │
- │ -36 │-318 │
+52 │ -48
│ 2,5 │
- │ -
│ - │
- │ -42 │-377 │
+53 │ -53
───────────────────┼───────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────
Св.
22,4 до 45 │ 2 │ -38 │-318 │ +6 │-100 │ -38 │-318 │
+58 │ -48
│ 3 │ -48 │-423 │ +13
│-112 │ -48 │-423 │ +65 │ -60
│ 3,5 │ -53 │-478 │ +14
│-118 │ -53 │-478 │ +69 │ -63
│ 4 │ -60 │-535 │ +15
│-125 │ - │
- │ -
│ -
│ 4,5 │ -63 │-563 │ +18
│-132 │ - │
- │ -
│ -
Продолжение табл. 8
───────────────────┬───────┬───────────────────────────────────────────────
Номинальный
диаметр│ Шаг P,│ Поля допусков
резьбы d, мм │
мм
├───────────────────────┬───────────────────────
│ │ 4jk │ 2m
│
├───────────────────────┴───────────────────────
│ │ Диаметры резьбы
│
├───────────┬───────────┬───────────┬───────────
│ │ d
│ d │ d
│ d
│ │ │ 2
│ │ 2
│
├───────────┴───────────┴───────────┴───────────
│ │ Предельные отклонения, мкм
│
├─────┬─────┬─────┬─────┬─────┬─────┬─────┬─────
│ │ es │ ei │ es │ ei │ es │ ei │ es │ ei
───────────────────┼───────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────
Св.
2,8 до 5,6 │ 0,8 │ -24 │-174 │ +51 │
-9 │ -24 │-174 │ +62
│ +24
───────────────────┼───────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────
Св.
5,6 до 11,2 │ 1 │ -26 │-206 │ +60
│ -11 │ -26 │-206 │ +71 │ +26
│ 1,25 │ -28 │-240 │ +61 │
-14 │ -28 │-240 │ +76 │ +28
│ 1,5 │ -32 │-268 │ +68 │
-17 │ -32 │-268 │ +85 │ +32
───────────────────┼───────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────
Св.
11,2 до 22,4 │ 1,25 │ -28 │-240 │ +71 │
-14 │ -28 │-240 │ +81 │ +28
│ 1,5 │ -32 │-268 │ +73 │
-17 │ -32 │-268 │ +88 │ +32
│ 1,75 │ -34 │-299 │ +76 │
-19 │ -34 │-299 │ +94 │ +34
│ 2 │ -38 │-318 │ +78
│ -22 │ -38 │-318 │+101 │ +38
│ 2,5 │
- │ -
│ - │
- │ -42 │-377
│+109 │ +42
───────────────────┼───────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────
Св.
22,4 до 45 │ 2 │
- │ -
│ - │
- │ -38 │-318
│+105 │ +38
│ 3 │
- │ -
│ - │
- │ -48 │-423
│+128 │ +48
│ 3,5 │
- │ -
│ - │
- │ -
│ - │
- │ -
│ 4 │
- │ -
│ - │
- │ -
│ - │
- │ -
│ 4,5 │
- │ -
│ - │
- │ -
│ - │
- │ -
────────────┬─────┬─────────────────────────────────────────────────────────────────
Номинальный
│ Шаг │ Поле допусков
диаметр
│P,
мм├─────────────────────┬─────────────────────┬─────────────────────
резьбы d,
│ │ 3H6H │ 4H6H │ 5H6H
мм │
├─────────────────────┴─────────────────────┴─────────────────────
│ │ Диаметры резьбы
│
├───┬────────┬────────┬───┬────────┬────────┬───┬────────┬────────
│ │ D │ D
│ D │ D │ D
│ D │ D │ D
│ D
│ │
│ 2 │
1 │ │
2 │ 1
│ │ 2
│ 1
│
├───┴────────┴────────┴───┴────────┴────────┴───┴────────┴────────
│ │ Предельные отклонения, мкм
│
├───┬────┬───┬────┬───┬───┬────┬───┬────┬───┬───┬────┬───┬────┬───
│ │ EI│ ES │ EI│ ES
│ EI│ EI│ ES │ EI│ ES │ EI│ EI│
ES │ EI│ ES │ EI
────────────┼─────┼───┼────┼───┼────┼───┼───┼────┼───┼────┼───┼───┼────┼───┼────┼───
Св.
2,8 │0,8 │ 0 │+63 │ 0
│+200│ 0 │ 0 │+80 │ 0 │+200│ 0
│ 0 │+100│ 0 │+200│ 0
до
5,6 │ │
│ │ │
│ │ │
│ │ │
│ │ │
│ │
────────────┼─────┼───┼────┼───┼────┼───┼───┼────┼───┼────┼───┼───┼────┼───┼────┼───
Св.
5,6 │1 │ 0 │+75 │ 0
│+236│ 0 │ 0 │+95 │ 0 │+236│ 0
│ 0 │+118│ 0 │+236│ 0
до
11,2 │1,25 │ 0 │+80
│ 0 │+265│ 0 │ 0 │+100│ 0
│+265│ 0 │ 0 │+125│ 0 │+265│ 0
│1,5 │ 0 │+90 │ 0
│+300│ 0 │ 0 │+112│ 0 │+300│ 0
│ 0 │+140│ 0 │+300│ 0
────────────┼─────┼───┼────┼───┼────┼───┼───┼────┼───┼────┼───┼───┼────┼───┼────┼───
Св.
11,2 │1,25 │ 0 │+90
│ 0 │+265│ 0 │ 0 │+112│ 0
│+265│ 0 │ 0 │+140│ 0 │+265│ 0
до
22,4 │1,5 │ 0 │+95 │ 0
│+300│ 0 │ 0 │+118│ 0 │+300│ 0
│ 0 │+150│ 0 │+300│ 0
│1,75 │ 0
│+100│ 0 │+335│ 0 │ 0 │+125│ 0
│+335│ 0 │ 0 │+160│ 0 │+335│ 0
│2 │ 0 │+106│ 0
│+375│ 0 │ 0 │+132│ 0 │+375│ 0
│ 0 │+170│ 0 │+375│ 0
│2,5 │ 0 │+112│ 0
│+450│ 0 │ 0 │+140│ 0 │+450│ 0
│ 0 │+180│ 0 │+450│ 0
────────────┼─────┼───┼────┼───┼────┼───┼───┼────┼───┼────┼───┼───┼────┼───┼────┼───
Св.
22,4 │2 │ 0 │+112│ 0
│+375│ 0 │ 0 │+140│ 0 │+375│ 0
│ 0 │+180│ 0 │+375│ 0
до
45 │3 │ 0 │+132│ 0
│+500│ 0 │ 0 │+170│ 0 │+500│ 0
│ 0 │+212│ 0 │+500│ 0
│3,5 │ - │ - │ - │ - │ - │ 0 │+180│ 0
│+560│ 0 │ 0 │+224│ 0 │+560│ 0
│4 │ - │ - │ - │ - │ - │ - │ - │ - │ - │ - │ 0 │+236│ 0
│+600│ 0
│4,5 │ - │ - │ - │ - │ - │ - │ - │ - │ - │ - │ 0 │+250│ 0
│+670│ 0
(Измененная
редакция, Изм. N 1).
6.2. Допуски
среднего диаметра наружной и внутренней резьбы являются суммарными.
6.3. Верхнее
отклонение внутреннего диаметра наружной резьбы по дну впадины ![]() равно верхнему отклонению среднего диаметра
наружной резьбы
равно верхнему отклонению среднего диаметра
наружной резьбы ![]() .
.
Нижнее отклонение
внутреннего диаметра наружной резьбы по дну впадины ![]() определяется с учетом основного отклонения
среднего диаметра
определяется с учетом основного отклонения
среднего диаметра ![]() и наименьшего допускаемого среза впадины
наружной резьбы.
и наименьшего допускаемого среза впадины
наружной резьбы.
Примечание.
Требования по п. 6.3 не подлежат обязательному контролю при приемке изделий,
если это не оговорено особо.
6.4. Верхнее
отклонение внутреннего диаметра наружной резьбы ![]() равно верхнему отклонению среднего диаметра
наружной резьбы
равно верхнему отклонению среднего диаметра
наружной резьбы ![]() .
.
6.5. Верхнее
отклонение наружного диаметра внутренней резьбы D не устанавливается.
6.3 - 6.5. (Измененная редакция, Изм. N 1).
6.6. Предельные
отклонения шага и угла наклона боковой стороны профиля приведены в табл. 10.
─────────────────┬────────────────────────────────────────────────
Шаг P, мм
│ Предельные
отклонения
├─────────────────────┬──────────────────────────
│ шага, мкм │
угла наклона боковой
│ │ стороны профиля
─────────────────┼─────────────────────┼──────────────────────────
0,8; 1; 1,25
│ +/- 12 │ +/- 50'
1,5; 1,75
│ +/- 16 │ +/- 45'
2; 2,5
│ +/- 20 │ +/- 40'
3; 3,5
│ +/- 24 │ +/- 35'
4; 4,5
│ +/- 28 │ +/- 30'
Предельные
отклонения шага относятся к длинам свинчивания, не превышающим указанных в табл. 2.
6.7. Отклонение
формы наружной и внутренней резьбы, определяемое разностью между наибольшим и
наименьшим действительными средними диаметрами, не должно превышать 25% от
допуска среднего диаметра.
Обратная конусность
не допускается.
Примечание.
Отклонения по табл. 10 и п. 6.7 не подлежат обязательному контролю при приемке
изделий, если это не оговорено особо.
6.8. Предельные отклонения
диаметров резьбы относятся к размерам деталей до нанесения гальванического
защитного покрытия.
Приведенный средний
диаметр наружной резьбы после нанесения защитного покрытия должен быть не более
![]() .
.
Приведенный средний
диаметр внутренней резьбы с защитным покрытием должен быть не менее, чем номинальный средний диаметр ![]() .
.
(Измененная
редакция, Изм. N 1).
Разд. 7. (Исключен, Изм. N 1).
Приложение
1
Обязательное
РАСЧЕТНЫЕ
ФОРМУЛЫ ОСНОВНЫХ ОТКЛОНЕНИЙ И ДОПУСКОВ
1. Числовые
значения основных отклонений среднего диаметра наружной резьбы рассчитаны по
следующим формулам:
для P от 2 до 4,5 мм; d от 33 до 45 мм;
![]() (2)
(2)
для P от 1,5 до 3,5 мм; d от 18 до 30 мм;
![]() (3)
(3)
для P от 0,8 до 2 мм; d от 5 до 16 мм;
![]() (4)
(4)
для P от 0,8 до 3 мм; d от 5 до 27 мм,
где P - в мм,
ei - в мкм.
Рассчитанные по
формулам (1) - (4) числовые значения основных отклонений округлены до ближайших
предпочтительных чисел ряда R40 по ГОСТ 8032.
2. Числовые
значения допусков средних диаметров наружной и внутренней резьбы для 2-й и 3-й
степеней точности рассчитаны по следующим формулам:
где d - среднее
геометрическое предельных значений интервалов номинальных диаметров резьбы по
ГОСТ 16093 в мм,
P - в мм,
T - в мкм.
После обозначения
допусков диаметров резьбы в скобках указана степень точности.
Числовые значения
допусков, рассчитанные по формулам (5) и (6), округлены до предпочтительных
чисел, принятых в системе допусков метрической резьбы по ГОСТ 16093, или до
ближайших предпочтительных чисел ряда R40 по ГОСТ 8032.
Приложение
2
Справочное
ЭЛЕМЕНТЫ
ЗАКЛИНИВАНИЯ И РЕКОМЕНДАЦИИ ПО ИХ ПРИМЕНЕНИЮ
─────────────────────────┬───────────────┬─────────────────────────────────
Вид заклинивания │Материал детали│ Примечание
│ с
внутренней │
│ резьбой
│
─────────────────────────┴───────────────┴─────────────────────────────────
Сталь, чугун, Наиболее часто применяемый вид
алюминиевые заклинивания.
и магниевые Применяется в
сквозных и глухих
сплавы отверстиях.
Не
рекомендуется применять при
высоких динамических нагрузках.
При
слишком большом крутящем
моменте затяжки может иметь
место
деформация внутренней
резьбы в верхней части
резьбового отверстия, поэтому
рекомендуется внутреннюю резьбу
выполнять с зенковкой 60°.
Толщина стенки для детали с
внутренней резьбой должна быть
не
менее 0,5d для надежного
распределения радиальных
напряжений

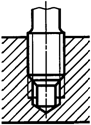
Алюминиевые Применяется в
сквозных и глухих
и магниевые отверстиях.
сплавы Плоскость заклинивания бурта
должна быть перпендикулярна к
оси
резьбы. Диаметр бурта должен
быть
не менее 1,5d
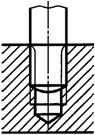
3.
Цилиндрическая цапфа
Сталь, чугун, Применяется только в глухих
алюминиевые отверстиях. Оказывает меньшее
и магниевые стопорящее действие, чем у
сплавы элементов заклинивания 1 и 2.
Диаметр
цилиндрической цапфы
должен быть несколько меньше
внутренней резьбы.
Угол
конуса на конце цилиндри-
ческой цапфы должен совпадать
с
углом заточки сверла для
нарезания отверстия под резьбу
Приложения 1, 2. (Измененная редакция, Изм. N 1).
Приложение 3. (Исключено, Изм. N 1).
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026