Утверждены
Минмонтажспецстроем
СССР
6 октября 1981 года
ВЕДОМСТВЕННЫЕ СТРОИТЕЛЬНЫЕ НОРМЫ
ИНСТРУКЦИЯ
ПО ИЗГОТОВЛЕНИЮ И МОНТАЖУ
ВЕРТИКАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРОВ
ВСН 311-81
Срок введения
1 января 1982 года
Внесены институтами
Гипронефтеспецмонтаж, ВНИИмонтажспецстрой, Промстальконструкция.
Утверждены
заместителем Министра монтажных и специальных строительных работ СССР К.К.
Липодат 6 октября 1981 г.
Взамен ВСН
311-73/ММСС СССР.
Настоящая
инструкция распространяется на изготовление и монтаж рулонным и полистовым
методами вертикальных цилиндрических резервуаров для нефти и нефтепродуктов объемом
до 50000 м3.
Инструкция
разработана институтом Гипронефтеспецмонтаж Минмонтажспецстроя СССР при участии
институтов ВНИИмонтажспецстрой и Промстальконструкция с использованием
материалов Гипроспецлегконструкции. Она учитывает: типовые проекты резервуаров,
разработанные ЦНИИПроектстальконструкцией; технологию изготовления сварных
рулонируемых полотнищ, разработанную институтами электросварки им. Е.О. Патона,
ВНИИмонтажспецстрой, Гипронефтеспецмонтаж и Гипромонтажиндустрия; типовые
проекты производства работ по монтажу, разработанные институтами
Гипронефтеспецмонтаж и Промстальконструкция; требования соответствующих
строительных норм, правил и государственных стандартов.
При разработке
инструкции учтен опыт изготовления и монтажа резервуаров из рулонируемых
конструкций, в том числе резервуара объемом 50000 м3 с плавающей крышей на
Московском нефтеперерабатывающем заводе и 12 резервуаров объемом 50000 м3,
смонтированных методом полистовой сборки.
С введением в
действие настоящей инструкции утрачивают силу "Указания по изготовлению и
монтажу вертикальных цилиндрических резервуаров для нефти и
нефтепродуктов", ВСН 311-73/ММСС СССР.
Составители: И.С.
Гольденберг, Е.Т. Кузнецов, А.И. Шитиков, Б.В. Поповский, Г.А. Ритчик, Г.С.
Чолоян, В.М. Григорьев, В.Н. Нищев, Е.С. Резниченко.
1. ОБЩИЕ
ПОЛОЖЕНИЯ
1.1. Настоящая
инструкция распространяется на изготовление и монтаж стальных вертикальных
цилиндрических резервуаров для хранения нефти и нефтепродуктов объемом от 100
до 50000 м3 (с высотой стенки до 18 м включительно).
В качестве основного
метода сооружения резервуаров принят метод рулонирования, при котором стенки,
днища, центральные части плавающих крыш и понтонов изготовляют и поставляют на
монтажную площадку в виде рулонированных полотнищ, а покрытия, короба понтонов
и плавающих крыш, кольца жесткости и другие конструкции - укрупненными
элементами.
Изготовление и
монтаж резервуаров полистовым методом производят при соответствующем
технико-экономическом обосновании.
1.2. Изготовление и
монтаж резервуарных конструкций необходимо производить с соблюдением правил
техники безопасности и охраны труда, предусмотренных главой СНиП по технике
безопасности в строительстве, правил устройства и безопасной эксплуатации
грузоподъемных кранов, а также правил Госгортехнадзора, "Правил пожарной
безопасности при производстве строительно-монтажных работ" и "Правил
пожарной безопасности при производстве сварочных и других огневых работ на
объектах народного хозяйства", утвержденных ГУПО МВД СССР.
1.3. Настоящая
инструкция является обязательным руководством при составлении проектов
производства работ, изготовлении и монтаже резервуаров для нефти и
нефтепродуктов.
2.
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
РЕЗЕРВУАРНЫХ
КОНСТРУКЦИЙ
Сталь
2.1. Качество и
марки сталей, из которых изготовляют конструкции резервуаров, должны
соответствовать указаниям проекта, а также требованиям соответствующих
строительных норм и правил стандартов и технических условий и удостоверяться
сертификатами заводов-поставщиков.
2.2. Замена марок
стали и отступления от дополнительных гарантий, указанных в проекте,
допускаются только по согласованию с организацией, разработавшей чертежи КМ.
2.3. Сталь,
предназначенная для изготовления резервуаров, должна быть рассортирована,
замаркирована, сложена по профилям, маркам и перед подачей в производство
выправлена, очищена от окалины, ржавчины, масла, влаги, снега, льда и других
загрязнений.
Примечание. При
отсутствии на заводах-изготовителях дробеметных установок допускается подача
металлопроката в производство без удаления окалины.
2.4. Сталь должна
храниться в закрытом помещении, защищенном от атмосферных осадков и
загрязнений, в устойчивых штабелях высотой не более 1,5 м. Штабеля укладывают
на стеллажи или плоские подкладки. Соприкосновения стали с грунтом или полом
быть не должно. Между штабелями оставляют проходы шириной не менее 1 м.
2.5. Листовую сталь
следует хранить в штабелях пакетами толщиной до 50 мм. Между пакетами по одной
вертикали должны быть проложены деревянные прокладки. Высота прокладок должна
обеспечивать свободную строповку пакета металла. Расстояние между ними
устанавливают из условия исключения остаточных прогибов. Длина прокладки не
должна быть меньше ширины штабеля и не должна превышать его ширину более чем на
200 мм.
Сварочные
материалы
2.6. Качество и
марки сварочных материалов, применяемых в соответствии с проектом при
изготовлении конструкций резервуаров, должны удовлетворять требованиям
соответствующих стандартов и технических условий и удостоверяться сертификатами
(паспортами) заводов-изготовителей; в виде исключения допускается удостоверять
качество и марки лабораторными испытаниями в соответствии с требованиями,
установленными стандартами.
2.7. Хранение
основных сварочных материалов (покрытых электродов, сварочной проволоки, флюса)
должно соответствовать требованиям ГОСТ 9466-75, ГОСТ 2246-70*, ГОСТ 9087-81 и
соответствующих технических условий.
2.8. Перед
применением электродную проволоку следует очистить от грязи, технологической и
консервирующей смазки, ржавчины. Применение неочищенной проволоки не разрешается.
Очистку производят при перемотке (укладке) проволоки в кассеты сварочного
автомата или полуавтомата.
2.9. Порошковую
проволоку перед сваркой прокаливают в режиме, указанном в паспорте
завода-изготовителя.
2.10. Перед
применением сварочный флюс должен быть просушен в печах и просеян для удаления
пыли. Режимы сушки устанавливают в соответствии с указаниями сертификата
(паспорта) завода-изготовителя.
2.11. Для сварки
конструкций следует использовать сварочный углекислый газ 1 и 2 сортов или
пищевую углекислоту (углекислый газ) по ГОСТ 8050-76*. Применять техническую
углекислоту запрещается.
2.12. Устройство,
содержание, маркировку, хранение и транспортирование пустых и наполненных
сжиженным углекислым газом баллонов производят в строгом соответствии с
правилами устройства и безопасной эксплуатации сосудов, работающих под
давлением, утвержденных Госгортехнадзором.
2.13. Хранить
электроды дольше срока, указанного в сертификате (паспорте)
завода-изготовителя, не разрешается.
Применение
электродов, срок хранения которых истек, допускается только после подтверждения
их качества путем проведения лабораторных исследований и испытаний в
соответствии с требованиями ГОСТ 9466-75.
Перед применением
все электроды должны быть подвергнуты сушке (прокалке) по режиму, указанному в
паспорте завода-изготовителя.
2.14. На рабочее
место сварщика флюс, электроды или порошковые проволоки должны подаваться
только в просушенном или прокаленном состоянии непосредственно из прокалочной
или резервной печи в количестве, необходимом для работы в одной смене, а при
сварке стали класса С60/45 для работы в течение двух часов. У рабочего места
электроды, порошковые проволоки и флюс необходимо хранить в условиях,
исключающих увлажнение.
3. ИЗГОТОВЛЕНИЕ РЕЗЕРВУАРНЫХ КОНСТРУКЦИЙ
Подготовка
металла
3.1. Погрузку,
разгрузку и транспортирование стали необходимо осуществлять таким образом,
чтобы исключить возможность повреждения кромок профилей или листов и получения
ими остаточных прогибов в результате пластических деформаций, вызванных
неправильной строповкой.
Стропы должны
обеспечивать надежное закрепление перемещаемого металла, а их крепление к
металлу не должно приводить к образованию вмятин, заминов и других дефектов на
кромках металла.
3.2. Захватывать
пакеты листов при погрузке со склада и в других случаях необходимо с помощью
четырехветвевых стропов, имеющих захваты с широким зевом. Захватывать отдельные
листы при межоперационных транспортировках следует электромагнитными и
вакуумными захватами, а также другими способами, исключающими повреждения
кромок и остаточные прогибы листов.
Строповка пакетов и
отдельных листов одноветвевым или двухветвевым стропом запрещается.
3.3.
Межоперационное транспортирование металла в цехах следует осуществлять в
контейнерах или по конвейеру.
3.4. Разметку
следует производить с помощью рулеток, соответствующих точности второго класса
по ГОСТ 7502-80, и металлических измерительных линеек по ГОСТ 427-75. При
разметке необходимо учитывать технологические припуски на механическую
обработку, усадку от сварки и другие припуски, указываемые в чертежах КМД или
технической документации.
3.5. Правка
стали в холодном состоянии должна производиться способами, исключающими
образование вмятин, забоин и других повреждений на поверхности стали.
Правка листовой
стали должна осуществляться в холодном состоянии на 11 - 13-валковых
листоправильных машинах.
3.6. Радиус
кривизны деталей в расчетных элементах при правке и гибке в холодном состоянии
на вальцах и прессах не должен быть меньше, а стрела прогиба не должна быть
больше величин, приведенных в табл. 1.
Таблица 1
┌────────────────┬───────┬───────┬────────────────────┬────────────────────┐
│ Виды проката
│ Эскиз │Относи-│
При гибке │ При правке │
│ │ │тельно
├─────────┬──────────┼─────────┬──────────┤
│ │ │оси │
ро │ f
│ ро │
f │
├────────────────┼───────┼───────┼─────────┼──────────┼─────────┼──────────┤
│ │ │ │ │ 2
│ │ 2
│
│Листовая │Рисунок│ x-x
│25 дельта│ l │50 дельта│ l
│
│универсальная
и │ │ │ │----------│ │----------│
│полосовая
сталь.│ │ │ │200 дельта│ │400 дельта│
│Универсальная
и │ │ │ │ │ │ │
│полосовая
сталь │ │ │ │ │ │ 2
│
│(саблевидность)
│ │ y-y
│ - │
- │ -
│ l │
│ │ │ │ │ │ │----------│
│ │ │ │ │ │ │800 дельта│
├────────────────┼───────┼───────┼─────────┼──────────┼─────────┼──────────┤
│ │ │ │ │ 2
│ │ 2
│
│ Уголок
│Рисунок│ x-x │
45b │ l
│ 90b │
l │
│ │ │ │ 1
│ ----- │
1 │ -----
│
│ │ │ │ │ 360b
│ │ 720b
│
│ │ │
│ │ 1
│ │ 1
│
│ │ │ │ │ │ │ │
│ │ │ │ │ 2
│ │ 2
│
│ │ │
y-y │ 45b
│ l │
90b │ l
│
│ │ │ │ 2
│ ----- │
2 │ -----
│
│ │ │ │ │ 360b
│ │ 720b
│
│ │ │ │ │ 2
│ │ 2
│
├────────────────┼───────┼───────┼─────────┼──────────┼─────────┼──────────┤
│ │ │ │ │ 2
│ │ 2
│
│ Швеллер
│Рисунок│ x-x │
25h │ l
│ 50h │
l │
│ │ │ │ │ ----
│ │ ----
│
│ │ │ │ │ 200h
│ │ 400h
│
│ │ │ │ │ │ │ │
│ │ │ │ │ 2 │ │ 2
│
│ │ │
y-y │ 45b
│ l │
90b │ l
│
│ │ │ │ │ ----
│ │ ----
│
│ │ │ │ │ 360b
│ │ 720b
│
├────────────────┼───────┼───────┼─────────┼──────────┼─────────┼──────────┤
│ │ │ │ │ 2
│ │ 2
│
│ Двутавр
│Рисунок│ x-x │
25h │ l
│ 50h │
l │
│ │ │ │ │ ----
│ │ ----
│
│ │ │ │ │ 200h
│ │ 400h
│
│ │ │ │ │ │ │ │
│ │ │ │ │ 2 │ │ 2
│
│ │ │
y-y │ 25b
│ l │
50b │ l
│
│ │ │ │ │ ----
│ │ ----
│
│ │ │ │ │ 200b
│ │ 400b
│
├────────────────┼───────┼───────┼─────────┼──────────┼─────────┼──────────┤
│ Труба
│Рисунок│ - │
30d │ -
│ 60d │
- │
│ │ │ │ │ │ │ │
└────────────────┴───────┴───────┴─────────┴──────────┴─────────┴──────────┘
Примечания. 1. l -
длина погнутой части; ![]() - толщина листа; b и h - соответственно ширина
и высота профиля; d - диаметр трубы.
- толщина листа; b и h - соответственно ширина
и высота профиля; d - диаметр трубы.
2. Минимальный
радиус кривизны ![]() при гибке листовых деталей, воспринимающих
статическую нагрузку, может быть принят равным 12,5
при гибке листовых деталей, воспринимающих
статическую нагрузку, может быть принят равным 12,5![]() .
.
3. Формулы для
определения стрелы прогиба f при правке и гибке стали действительны при длине
хорды, не превышающей 1,5![]() .
.
При меньших
радиусах кривизны правка и гибка должны производиться в горячем состоянии.
Допускаемые
отклонения при гибке и правке не должны превышать величин, приведенных в табл.
2.
──────────────────────────────────────────┬───────────────────────
Наименование отклонения │ Допускаемая величина
│ отклонения, мм
──────────────────────────────────────────┼───────────────────────
1 │ 2
──────────────────────────────────────────┴───────────────────────
1. Искривление деталей
Зазор
между листом и стальной линейкой 1,5
длиной
1 м
То
же (для настила щитов покрытия)
20,0
Зазор
между натянутой струной и обушком
0,001L , но не более 10
уголка,
полкой или стенкой швеллера
и
двутавра (длина элемента L)
2. Отклонение линий кромок листовых
деталей от теоретического очертания:
при сварке встык 2 <*>
при сварке внахлестку, в тавр и в угол 5 <*>
3. Отклонения при гибке
Просвет
между шаблоном длиной (по дуге)
1,5
м и поверхностью свальцованного листа,
полкой
или обушком профиля согнутого:
в холодном состоянии 2
в горячем состоянии 3
Эллиптичность
(разность диаметров)
окружности
в габаритных листовых
конструкциях
(диаметр окружности Д):
вне стыков 0,005Д
в монтажных стыках 0,003Д
4. Деформации отправочных элементов
Перекос
и грибовидность полок (Дельта)
таврового
и двутаврового
сечения: 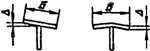
в стыках и местах примыкания 0,005В
в прочих местах 0,01В
Винтообразность
элементов 0,01L, но не
более 10
(длина
элемента L)
Выпучивание
стенок балок
(высота
стенок h):
с вертикальными ребрами жесткости 0,006h
без вертикальных ребер жесткости 0,003h
Стрела
прогиба элементов
1/750L, но не более 15
(длина
элемента L)
--------------------------------
<*> В
соответствии с допусками на зазоры по ГОСТ 5264-80, ГОСТ 8713-79, ГОСТ
14771-76, но не более указанных в данной таблице.
Ступени на кромках
и пределах допускаемых отклонений должны быть устранены зачисткой.
3.7. Гибка
и правка деталей из стали классов до С46/33 включительно в горячем состоянии
должны производиться после нагрева до температуры 900 - 1000 °C, а из стали
классов С52/40 и С60/45, поставляемой в нормализованном состоянии, - до
температуры 900 - 950 °C; обработка должна прекращаться при температуре ниже
700 °C. Скорость охлаждения деталей после правки и гибки должна исключать
закалку, коробление, появление трещин и надрывов. Термически улучшенную сталь
нагревать до температуры выше 700 °C запрещается. Запрещается правка стали путем
наплавки валиков дуговой сваркой.
3.8. Внутренние
радиусы закругления листовых деталей из углеродистой стали при гибке их на
кромкогибочных прессах должны быть не менее 1,2 толщины стали для конструкций,
воспринимающих статическую нагрузку, и 2,5 толщины стали для конструкций,
воспринимающих динамическую нагрузку, а из низколегированной стали - на 50%
больше, чем из углеродистой. Внутренние радиусы закруглений в стали класса
С60/45 должны быть не менее трех толщин стали. В деталях из низколегированной стали
классов до С60/45 включительно до гибки следует прострогать кромки,
пересекающие линии сгиба, и удалить заусенцы.
3.9. Для придания
листам прямоугольной формы с заданными размерами производится обработка кромок.
Размеры листов после обработки должны удовлетворять следующим допускаемым
отклонениям:
а) для ширины листа
- +/- 0,5 мм;
б) для длины листа
- +/- 1,0 мм;
в) разность длин
диагоналей - не более 3 мм;
г) угол между
плоскостью листа и плоскостями обработанных кромок - 90° +/- 1.
3.10. Кромки листов
должны обрабатываться, как правило, строжкой или фрезерованием. Допускается
огневая резка кромок (кислородная, плазменная и др.), а также обработка
поперечных кромок резкой на гильотинных ножницах, продольных - на дисковых,
если получаемые размеры листов укладываются в приведенные выше допуски, а форма
и качество кромок удовлетворяют требованиям главы СНиП о правилах производства
и приемки работ для металлических конструкций и ГОСТ 8713-70.
3.11. При
подготовке листового проката из стали класса С60/45 (марки 16Г2АФ) для сборки
полотнищ требуется зачистка до металлического блеска поверхности листов на
ширину не менее 30 мм в местах расположения швов.
3.12. Резку деталей
необходимо производить на ножницах, пилах трения, зубчатых пилах, а также при
помощи автоматов и полуавтоматов для кислородной и плазменной резки и другими
способами огневой резки.
Если нельзя
применить механизированные способы огневой резки, как исключение, разрешается
применять ручную газокислородную резку или воздушно-дуговую и кислородно-дуговую
резку.
3.13. При
температуре окружающего воздуха ниже -15 °C кислородную резку обрабатываемых в
дальнейшем механическими способами кромок деталей из низколегированной стали
следует производить с подогревом металла в зоне реза до 100 °C.
3.14. Кромки
деталей, не подлежащие сварке или не полностью проплавляемые при сварке, после
механизированных и ручных способов огневой резки должны быть очищены или
обработаны в соответствии с требованиями главы СНиП о правилах производства и
приемки работ металлических конструкций.
3.15. Кромки
деталей, работающих на растяжение, из низколегированной стали всех толщин и из
углеродистой стали толщиной свыше 10 мм, а также кромки всех расчетных деталей
в конструкциях, возводимых или эксплуатируемых в районах с расчетной
температурой ниже -40 °C и до -65 °C включительно, после резки на ножницах
подлежат механической обработке в соответствии с требованиями главы СНиП о
правилах производства и приемки работ металлических конструкций.
3.16. При обработке
кромок под сварку допускается применение резки (без последующей обработки)
способами, обеспечивающими соблюдение допусков на размеры и форму подготовки
кромок, при этом отклонения прямолинейных кромок от проектного очертания
определяются допусками на зазоры, установленными ГОСТ 5264-80, ГОСТ 8713-79 и
ГОСТ 14771-76.
Сборка
3.17. Сборку,
сварку и рулонирование полотнищ стенок и днищ резервуаров осуществляют на
специальных двухъярусных механизированных станах или стендах со сборкой и
первоначальной сваркой полотнищ на верхнем ярусе.
3.18. Сборку
полотнищ на станах осуществляют механизированным способом без прихваток.
Свариваемые встык листы точно устанавливают относительно друг друга и
удерживают в таком положении в процессе сварки посредством прижимов.
3.19. Сборку
полотнищ на стендах осуществляют с помощью прихваток.
Настил яруса
стенда, на котором производится сборка полотнищ, должен быть выверен в
горизонтальной плоскости и не иметь неровностей (выпучин, вмятин, наплавленного
металла), затрудняющих сборку полотнищ.
3.20. Листы на
сборку подают в контейнерах, а раскладку их производят траверсой с
электромагнитными или вакуумными захватами.
3.21. Сборку
очередной секции полотнища начинают с нижнего пояса. Листы нижнего пояса
выкладывают по специальным упорам, обеспечивающим перпендикулярность нижней
кромки полотнища осям кантовочного и намоточного барабанов и предотвращение
образования выступов кромок в поперечных (вертикальных) стыках полотнища.
Выступ одной секции относительно другой по нижней кромке полотнища не должен
превышать 2 мм (рис. 1).
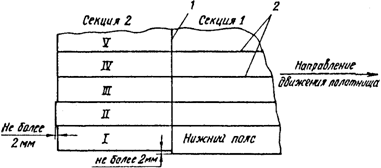
Рис. 1.
Схема сборки полотнища:
1 - поперечный
стык; 2 - продольные стыки
3.22. При сборке
листов встык зазор между кромками по условиям автоматической сварки под флюсом
не должен превышать 2 мм, а превышение одной кромки над другой (депланация) при
равной толщине листов не должно быть более 10% толщины стыкуемых листов, при
разной толщине - более разности толщин двух стыкуемых листов плюс 10% толщины
более тонкого из листов.
Смещение осей
стыков в местах пересечения поперечных (вертикальных) и продольных
(горизонтальных) швов полотнища не должно быть более 2 мм.
3.23. В процессе
сборки полотнища контролируют его ширину и прямолинейность задней кромки
секции, которая не должна иметь уступов более 2 мм (см. рис. 1).
3.24. Листы,
собранные в секции, соединяются между собой прихватками. Длина прихваток не
менее 50 мм, расстояние между ними 200 - 500 мм в зависимости от толщины
собираемых листов. Прихватки не должны иметь подрезов и незаплавленных
кратеров.
Прихватки выполняют
покрытыми электродами, обеспечивающими качество наплавленного металла,
аналогичное качеству металла сварных соединений.
Диаметр электродов
не должен превышать 4 мм.
3.25. Соединять
полотнища на механизированных стенах следует при помощи прихваток, выполняемых
сварочными автоматами в местах продольных швов, а также у нижних и верхних
кромок этих полотнищ.
Соединять отдельные
полотнища между собой на стендах следует с интервалом не более 1 м при помощи
полос шириной 100 мм, толщиной 4 - 8 мм (рис. 2). Полотнища днища соединяются
между собой или с полотнищами стенки полосами различной длины.
а
б
Рис. 2. Схема
соединения полотнищ:
а - на
механизированном стане;
б - на обычном
двухъярусном стенде;
1 - прихватки,
выполняемые сварочным автоматом;
2 - соединительные
планки
Смещение нижних
кромок соседних полотнищ относительно друг друга не должно превышать 10 мм.
3.26. Сборку щитов
покрытий, коробов плавающих крыш (понтонов), колец жесткости и других элементов
стальных резервуаров следует производить в кондукторах или на стеллажах в
условиях, обеспечивающих высокое качество сборки.
Соединять детали
при сборке можно с помощью прихваток, стяжных приспособлений или зажатием в
кондукторах. При кантовке собранных элементов, а также при их транспортировании
необходимо принять меры, обеспечивающие сохранение геометрических форм,
заданных им при сборке.
3.27. Прихватки при
сборке конструкций следует выполнять сварочными материалами тех же марок, какие
используются при сварке конструкций. Требования к качеству прихваток такие же,
как и к сварным швам. Прихватки должны выполнять рабочие, имеющие право на
производство сварочных работ и соответствующие удостоверения.
Сборочные прихватки
для сварки в углекислом газе выполняют электродами или сваркой в углекислом
газе.
Размеры сечения
прихваток должны быть минимально необходимыми для обеспечения их расплавления
при наложении швов проектного сечения. Наложение швов поверх прихваток
допускается только после зачистки их от шлака, а мест сварки - от брызг.
Прихватки, в которых обнаружены трещины или другие дефекты, удаляют шлифовальными
машинками и выполняют вновь.
3.28. При сборке
элементов резервуарных конструкций под сварку между свариваемыми кромками
деталей необходимо обеспечить следующие зазоры: для ручной электродуговой
сварки - по ГОСТ 5264-80, для автоматической и полуавтоматической сварки под
флюсом - по ГОСТ 8713-79 и для сварки в углекислом газе - по ГОСТ 14771-76.
Сварка при
изготовлении резервуарных конструкций
3.29. Сварка
резервуарных конструкций или их отдельных узлов должна производиться только
после проверки правильности их сборки.
3.30. Сварка
резервуарных конструкций должна выполняться преимущественно
высокопроизводительными способами: автоматической и полуавтоматической сваркой
под флюсом и в защитных газах, самозащитной проволокой и др.
3.31. Сварку
резервуарных конструкций следует производить по заранее разработанному и
систематически контролируемому технологическому процессу, устанавливающему
последовательность сборочно-сварочных работ, способы сварки, порядок наложения
швов и режимы сварки, диаметры и типы электродов, диаметры и марки электродной
проволоки, требования к другим сварочным материалам.
Технологический
процесс должен предусматривать операции, обеспечивающие геометрические размеры
швов и механические свойства соединений в соответствии с требованиями
действующих нормативных документов и проектов.
3.32. Сварка должна
производиться при стабильном режиме, установленном технологическим процессом, с
допускаемыми отклонениями силы тока и напряжения дуги - +/- 5%.
3.33. Ручная
электродуговая сварка должна производиться электросварщиками, имеющими
удостоверения, выданные им в соответствии с правилами аттестации сварщиков,
утвержденными Госгортехнадзором СССР.
Автоматическая и
полуавтоматическая сварка должна производиться сварщиками, прошедшими обучение
и получившими об этом соответствующие удостоверения. Сварщики должны на месте
работы пройти испытание в условиях, тождественных с теми, в которых будет
выполняться сварка конструкций.
3.34. Около
шва сварного соединения должно быть поставлено личное клеймо сварщика,
выполнившего этот шов, на расстоянии не менее 100 мм от границы шва.
3.35. На
проплавляемых поверхностях и прилегающих к ним зонах металла шириной не менее
20 мм, а также на кромках листов в местах примыкания выводных планок и в
зазорах между собранными деталями непосредственно перед сваркой не должно быть
влаги, ржавчины, окалины, различных загрязнений.
3.36. При
двусторонней сварке швов стыковых сварных соединений, а также угловых и
тавровых сварных соединений с разделанными кромками со сквозным проплавлением
необходимо перед выполнением шва с обратной стороны очистить корень шва до
чистого бездефектного металла. При двусторонней автоматической сварке стыковых
соединений полотнищ перед выполнением швов с обратной стороны стыки должны быть
очищены от протеков и продуты сжатым воздухом, нагретым до 50 - 60 °C.
3.37. В процессе
выполнения автоматической или полуавтоматической сварки при вынужденном
перерыве в работе сварку разрешается возобновить после очистки концевого
участка шва длиной 50 мм и кратера от шлака. Этот участок и кратер следует
полностью перекрыть швом.
3.38. Начало и
конец стыкового сварного соединения, а также выполняемых автоматом углового и
таврового сварных соединений должны выводиться за пределы свариваемых деталей
на начальные и выводные планки. Эти планки удаляют кислородной резкой после
окончания сварки и зачищают места реза. Риски от абразивной обработки после
удаления выводных планок должны быть направлены вдоль кромок сваренных деталей.
Зажигать дугу и выводить кратер на основной металл конструкции за пределы шва
запрещается.
3.39. Допускаемые
отклонения размеров сечения швов сварных соединений от проектных не должны
превышать величин, указанных в ГОСТ 5264-80, ГОСТ 8713-79 и ГОСТ 14771-76, а в
конструкциях из стали класса С60/45 - в соответствии с указаниями в чертежах
КМ.
3.40.
Ручную и полуавтоматическую электродуговую сварку стальных конструкций из стали
классов до С46/33 включительно при температурах стали ниже указанных в табл. 3
следует производить с предварительным подогревом стали в зоне выполнения сварки
до 120 - 160 °C на ширине 100 мм с каждой стороны соединения.
────────────┬─────────────────────────────────────────────────────
Толщина
│ Минимально допустимая
температура стали, °С
стали, мм
├─────────────────────────┬───────────────────────────
│
углеродистой │ низколегированной до
│ (ВСт3 ГОСТ 380-71) │класса С46/33 включительно
│ │ (09Г2С ГОСТ 5058-65*)
├─────────────────────────┴───────────────────────────
│ швы сварных соединений в конструкциях
├────────────┬────────────┬────────────┬──────────────
│ решетчатых
│листовых │ решатчатых
│листовых
│ │объемных │ │объемных
│ │и сплошно- │ │и сплошно-
│ │стенчатых │ │стенчатых
────────────┴────────────┴────────────┴────────────┴──────────────
До
16 -30 -30 -20 -20
С
16 до 30 -30 -20 -10 0
С
30 до 40 -10 -10 0 +5
──────────────────────────────────────────────────────────────────
Сварка листовых
объемных конструкций из стали толщиной более 20 мм должна производиться
каскадом, горкой, двусторонней сваркой секциями либо другими способами,
обеспечивающими уменьшение скорости охлаждения.
Сварку конструкции
из стали класса С60/45 марки 16Г2АФ следует производить при температуре не ниже
-15 °C при толщине стали до 16 мм и не ниже 0 °C при толщине стали свыше 16 до
25 мм.
При более низких
температурах сварку стали указанных толщин следует производить с
предварительным подогревом до температуры 120 - 160 °C.
3.41.
Автоматическую сварку следующих конструкций разрешается производить без
подогрева:
а) из углеродистой
стали толщиной до 30 мм, если температура стали не ниже -30 °C, а при больших
толщинах - не ниже -20 °C;
б) из
низколегированной стали толщиной до 30 мм, если температура стали не ниже -20
°C, а при больших толщинах стали - не ниже -10 °C.
Автоматическая
сварка при температурах ниже указанных может производиться только на повышенных
режимах, обеспечивающих увеличение тепловложения и снижение скорости
охлаждения.
3.42. При
температуре стали ниже -5 °C сварку следует производить от начала до конца шва
без перерыва, за исключением времени, необходимого на смену электрода или
электродной проволоки и на зачистку шва в месте возобновления сварки.
Прекращать сварку
до выполнения шва проектного размера и оставлять незаваренными отдельные
участки шва недопустимо. В случае вынужденного прекращения сварки процесс
следует возобновлять после подогрева стали в соответствии с технологическим
процессом, разработанным для свариваемых конструкций.
3.43.
Автоматическая сварка полотнищ на механизированных станах должна осуществляться
высокопроизводительными сварочными аппаратами типа A-1316 (А-943) и др.
Аппараты должны обеспечивать механизированную подачу и уборку флюса, газоотсос,
а также автоматическое поддержание постоянного вылета электродов.
3.44. Сварка
полотнищ на стендах должна осуществляться сварочными автоматами типа ТС 17M и
др. монолитной проволокой под флюсом. Для увеличения производительности
автоматы могут быть переоборудованы под сварку расщепленным электродом.
Сварочные автоматы
должны быть снабжены контрольно-измерительными приборами (вольтметром и
амперметром), а также указателем направления сварки. Разрешается устанавливать
контрольно-измерительные приборы на ярусах установок у источников питания с
периодическим контролем (не реже одного раза в смену) режимов сварки с помощью
лабораторных приборов.
3.45. Режимы
автоматической сварки полотнищ выбирают в зависимости от толщины свариваемого
металла, они должны обеспечивать глубину провара первичных швов стыковых соединений,
равную не менее чем 60% минимальной толщины свариваемых листов.
Для получения
стабильного глубокого провара поперечных швов следует применять общий прижим
полотнища (например, пневмоприжим) к медной прокладке или флюсовой подушке.
3.46. При необходимости
последующей вырезки контрольных образцов выводные планки, применяемые для
начала и окончания поперечных сварных швов, изготавливают из двух состыкованных
и скрепленных прихватками пластин металла, идентичного по марке и толщине
металлу полотнища. Во всех остальных случаях выводные планки могут
изготовляться из любой стали.
3.47. Поперечные
стыки полотнищ стенок резервуаров следует совмещать в одну прямую линию.
Разрешается сборка вразбежку всех или части поперечных стыков. Величина
разбежки должна быть не менее 500 мм.
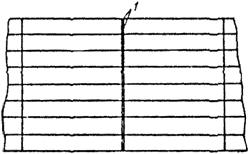
Порядок сварки
первичных швов должен быть предусмотрен таким образом, чтобы первоначально
сваривались более ответственные поперечные стыки полотнищ. Порядок сварки
полотнищ с совмещенными поперечными стыками показан на рис. 3.
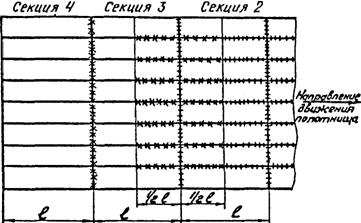
Рис. 3.
Последовательность сварки полотнищ
с совмещенными
поперечными стыками:
![]() - свариваемые стыки;
- свариваемые стыки; ![]() - ранее сваренные стыки
- ранее сваренные стыки
3.48. Сварка
первичных (поперечных и продольных) швов на механизированных станах должна
производиться с общим пневмоприжимом к медной подкладке по всей длине
свариваемых кромок и при включенных боковых и продольных толкателях,
удерживающих собранные листы в проектном положении.
Усилие прижима
должно обеспечивать плотное и надежное прижатие свариваемых кромок к медным
подкладкам. Допускается зазор между листом и медной подкладкой не более 1,0 мм.
Сварка поперечных
стыков ведется в направлении от толстых листов к тонким.
3.49. Перед
автоматической сваркой стыковых швов с обратной стороны (на нижнем ярусе) стыки
должны быть тщательно очищены от протекшего металла первичных швов.
Режимы сварки
полотнищ с обратной стороны должны обеспечивать полный провар корней швов,
сваренных на верхнем ярусе (не менее 60% минимальной толщины листов).
Для уменьшения
угловых деформаций следует соблюдать такой порядок наложения вторичных сварных
швов на полотнище: сначала сваривать продольные стыки от середины одной секции
через поперечный стык к середине другой секции в направлении движения
полотнища, а затем поперечный стык - от толстых листов к тонким.
3.50. Сварка
стальных конструкций покрытий, плавающих крыш (понтонов) и других элементов
резервуаров должна производиться с применением кантователей, кондукторов и т.п.
в положениях, обеспечивающих наиболее удобные и безопасные условия для работы
сварщика и получения надлежащего качества швов. Преимущественно должна
применяться автоматическая и полуавтоматическая сварка под флюсом и в защитных
газах.
3.51. Швы сварных
соединений и конструкций по окончании сварки должны быть очищены от шлака,
брызг и натеков металла. Приваренные сборочные приспособления надлежит удалять
без применения ударных воздействий и повреждения основного металла, а места их
приварки зачищать до основного металла с удалением всех дефектов.
Контроль
сварных соединений и устранение дефектов
3.52.
Сварные соединения рулонируемых полотнищ контролируют в следующем порядке:
а) наружный осмотр
сварных соединений с проверкой размеров;
б) контроль
герметичности сварных соединений;
в) контроль
физическими методами без разрушения сварного соединения.
Периодически
производится механическое испытание контрольных образцов, вырезанных из
выводных планок.
3.53. Наружный
осмотр сварных соединений производят как после сварки стыков с одной стороны на
верхнем ярусе (первичных швов), так и после сварки с обратной стороны на нижнем
ярусе (вторичных швов). Наружному осмотру подвергают все сварные швы
рулонируемых полотнищ.
Швы очищают от
шлака и тщательно осматривают на всем протяжении. Осмотр производят
невооруженным глазом и в сомнительных случаях через лупу 7 - 10-кратного
увеличения для выявления в сварных соединениях возможных дефектов, в том числе:
а) трещин,
выходящих на поверхность шва или расположенных в зоне термического влияния;
б) наплывов или
подрезов в местах перехода от шва к основному металлу;
в) ноздреватости и
пористости наружной поверхности шва;
г) смещения шва от
оси стыка;
д) неравномерности
ширины и высоты усиления шва.
Контроль размеров
сварного шва и выявленных дефектов производят измерительным инструментом,
имеющим точность измерения +/- 0,1 мм, или специальными шаблонами.
3.54. По
внешнему виду сварные швы должны удовлетворять следующим требованиям:
а) иметь гладкую
или равномерно-чешуйчатую поверхность (без наплывов, прожогов, сужений и
перерывов) и не иметь резкого перехода к основному металлу;
б) наплавленный
металл должен быть плотным по всей длине шва, не иметь трещин и дефектов,
выходящих за пределы, указанные в п. 3.60 настоящей инструкции;
в) подрезы
основного металла на поперечных швах не допускаются. На продольных швах подрезы
основного металла допускаются глубиной не более 0,5 мм при толщине стали до 10
мм и не более 1 мм при толщине стали свыше 10 мм;
г) отклонение оси
шва от оси стыка - не более 1,0 мм;
д) все кратеры
должны быть заварены.
3.55. Сваренные с
обеих сторон и исправленные после наружного осмотра соединения, проверяют на
плотность вакуумным методом при помощи вакуум-камер на тележках.
При создании
разрежения над контролируемыми участками перепад давления должен составлять не
менее 0,067 МПа (500 мм рт. ст.) для сварных соединений листов толщиной 4 мм и
не менее 0,08 МПа (600 мм рт. ст.) для соединений листов большей толщины.
Давление проверяют при помощи вакуум-манометра.
Выделение воздуха
под камерой тележки в местах неплотностей обнаруживается по образованию пузырей
в нанесенном на сварное соединение мыльном или другом индикаторном растворе.
3.56. Для
обеспечения высокого качества сварных соединений полотнищ первичные швы следует
проверять не только визуально, но и вакуумным способом на герметичность вслед
за сваркой и устранением дефектов после визуальной проверки. Обнаруженные
дефекты должны быть устранены до сварки полотнища с обратной стороны. В этом
случае после сварки с обратной стороны проверку швов на герметичность можно не
производить.
3.57. В качестве
неразрушающих (физических) методов контроля сварных соединений следует
применять просвечивание проникающими излучениями (рентгенографирование или
гаммаграфирование). Просвечивание должно производиться в соответствии с ГОСТ
7512-75. Чувствительность снимков должна быть не ниже 2,0%.
Примечание. Взамен
просвечивания сварных соединений полотнищ толщиной 10 мм и более разрешается
производить контроль ультразвуковой дефектоскопией с последующим просвечиванием
участков швов с признаками дефектов.
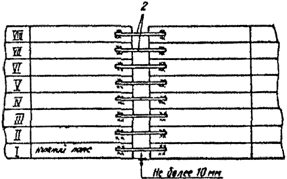
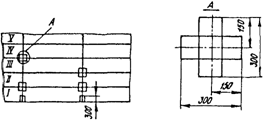
3.58. Просвечиванию
подвергают сварные соединения полотнищ резервуаров объемом от 2000 до 50000 м3
(рис. 4).
а
б
в
Рис. 4.
Схема просвечивания зоны пересечения швов:
а - резервуаров
объемом от 2000 до 20000 м3,
высотой 12 м; б
- резервуаров
объемом от 2000 до 20000 м3,
высотой более 12 м;
в - резервуаров
объемом 30000
и 50000 м3 высотой
18 м;
А - расположение
пленок в зоне пересечения швов
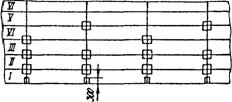
На полотнищах
резервуаров объемом от 2000 до 20000 м3 включительно просвечивают следующие
участки сварных соединений:
а) при высоте
резервуаров до 12 м - все пересечения продольных швов между I и II (считая
снизу) поясами стенки с поперечными швами и 50% пересечений продольных швов
между II и III, III и IV поясами с поперечными швами; при высоте резервуаров
более 12 м - все пересечения продольных швов между I и II, II и III поясами с
поперечными швами и 50% пересечений продольных швов между III и IV, IV и V
поясами с поперечными швами;
б) участки всех
поперечных швов нижнего пояса длиной 300 мм в местах примыкания его к днищу;
в) все стыковые швы
окраинной части днищ, рулонируемых целиком, в местах примыкания к ней стенки
резервуара (на участке длиной 300 мм от края днища).
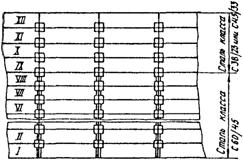
На полотнищах
стенок резервуаров объемом 30000 - 50000 м3 просвечивают:
а) все поперечные
швы, включая пересечения с продольными швами, - для частей полотнища из
высокопрочной стали класса С60/45 (16Г2АФ);
б) все пересечения
продольных и поперечных швов остальной части полотнища из сталей классов С38/23
(Вст3) и С46/33 (И9Г2С).
3.59. При
рентгенографировании (гаммаграфировании) мест пересечения швов рентгеновские
пленки размещают симметрично вдоль поперечного и продольного швов (см. рис. 4).
Снимки должны иметь длину не менее 300 мм, а ширину - достаточную для
размещения маркировочных знаков.
Маркировочные
знаки, изображение которых будет видно на пленке, должны устанавливаться вблизи
сварного шва, чтобы можно было точно установить местоположение дефекта,
обнаруженного рентгеновским снимком. Кроме того, соответствующий маркировочный
знак должен быть на каждой пленке.
3.60.
Допускаются следующие дефекты сварного соединения, которые обнаруживают
неразрушающими (физическими) методами контроля:
а)
непровары по сечению швов, глубиной до 5% толщины металла, но не больше 2 мм
при длине непровара не более 50 мм, расстоянии между ними не менее 250 мм и
общей суммарной длине участков непровара не более 200 мм на 1 м шва;
б) отдельные
шлаковые включения или поры размером по наибольшему диаметру не более 10%
толщины свариваемого металла;
в) шлаковые
включения или поры, расположенные цепочкой вдоль шва, при суммарной их длине,
не превышающей 200 мм на 1 м шва;
г) скопление
газовых пор и шлаковых включений в отдельных участках шва в количестве не более
5 шт. на 1 см2 площади шва при наибольшем диаметре одного дефекта не более 1,5
мм;
д) суммарная
величина непровара, шлаковых включений и пор, расположенных отдельно или
цепочкой, не превышающая в рассматриваемом сечении 10% толщины свариваемого
металла.
В сварных
соединениях стали класса С60/45 не допускаются дефекты швов, указанные в
подпункте "а" данного пункта.
Примечание.
Шлаковые включения или поры, образующие сплошную линию вдоль шва, не
допускаются.
3.61. Если при
физических методах контроля будут обнаружены недопустимые дефекты, то
необходимо выявить границы дефектного участка дополнительным контролем вблизи
мест с выявленными дефектами.
Если при
дополнительном контроле будут также обнаружены недопустимые дефекты, то
контролю подвергается весь шов.
3.62. Испытания
контрольных образцов, вырезанных из выводных планок, производятся по требованию
заказчика или специальному указанию в проекте. В этом случае выводные планки
должны изготавливаться из той же стали, что и полотнище.
Размеры планок, а
также форма и размеры образцов и способ вырезки образцов из заготовок должны
соответствовать ГОСТ 6996-66* "Сварные соединения. Методы определения
механических свойств". При этом должны быть проведены следующие испытания:
а) на статическое
растяжение и статический изгиб сварного соединения - двух образцов;
б) на статическое
растяжение металла шва - трех образцов;
в) на ударный изгиб
металла шва и околошовной зоны по линии сплавления - трех образцов;
г) на твердость по
алмазной пирамиде металла шва и околошовной зоны в сварных соединениях из
низколегированной стали - не менее чем в четырех точках на одном образце.
При
неудовлетворительных результатах испытаний соответствующий шов должен быть
удален, качество сварочных материалов и режимы сварки, а также квалификация
сварщика дополнительно проверены.
3.63. Сварные
соединения щитов кровли, коробов понтонов и плавающих крыш проверяются наружным
осмотром и на герметичность. Проверке подлежат 100% сварных соединений.
Сварные соединения
остальных резервуарных конструкций (колец жесткости, площадок, лестниц,
ограждений и др.) проверяют наружным осмотром 100% швов с проверкой размеров.
Допускаемые отклонения размеров сечения швов сварных соединений от проектных не
должны превышать величин, указанных в ГОСТ 5264-80, ГОСТ 8713-79 и ГОСТ
14771-76.
3.64. Дефекты в
сварных швах должны устраняться следующими способами: перерывы швов и кратеры -
завариваются; швы с трещинами, а также другими недопустимыми дефектами
удаляются на длину дефектного места плюс 15 мм с каждой стороны и завариваются
вновь; подрезы основного металла, превышающие допускаемые, - зачищаются и
завариваются с последующей зачисткой, обеспечивающей плавный переход от
наплавленного металла к основному.
Перекрывать
наплавкой валика дефектные участки швов без предварительного удаления ранее
выполненного дефектного шва, а также исправлять негерметичность в сварных швах
путем зачеканки запрещается.
3.65. Удаление
дефектного участка сварного шва осуществляется механическим путем (зачисткой с
помощью высокооборотной шлифмашинки со специальными кругами толщиной 2,5 - 4 мм
или механическим зубилом) или выплавлением газопламенным резаком с обязательной
последующей очисткой выплавленного участка от грата и окалины.
3.66. Заварка
допускается лишь после полного удаления дефектного шва или участка и подготовки
места под сварку в соответствии с требованиями технологического процесса и
настоящей инструкции. Удаление дефектного участка сварного соединения стали
класса С60/45 огневым способом и последующая его заварка должны производиться с
предварительным подогревом до температуры 160 - 200 °C, контролируемой
термокарандашами.
3.67. Заварка мест
удаленных дефектных швов или их участков выполняется сварочными автоматами или
полуавтоматами. При заварке участка шва должно быть обеспечено перекрытие
прилегающих концов основного шва.
3.68. Исправленные
сварные швы должны пройти повторный контроль в соответствии с требованиями ГОСТ
и настоящей инструкции.
3.69. Остаточные
деформации конструкций, возникшие после сварки и превышающие величины,
приведенные в табл. 2, должны быть исправлены. Исправление должно быть
произведено способами термического, механического или термомеханического
воздействия с выполнением требований пп. 3.5 - 3.7 настоящей инструкции.
Рулонирование
полотнищ резервуарных конструкций
3.70. Намотку
полотнищ стенок, днищ, а также днищ понтонов и плавающих крыш следует
производить на шахтную лестницу, центральную стойку или специальный каркас с
кольцами, которые должны обладать достаточной жесткостью для правильного
формирования рулона и обеспечения его геометрической формы при
погрузочно-разгрузочных работах и транспортировании.
С целью экономии
металла допускается использование инвентарного каркаса, извлекаемого из рулона
после снятия последнего с планшайб. В этом случае в качестве элементов
жесткости в рулоне остаются съемные кольца.
3.71. Сборка и
сварка колец, а также последующая сборка и сварка шахтных лестниц, центральных
стоек и специальных каркасов должны осуществляться в специальных кондукторах,
обеспечивающих их правильную геометрическую форму и проектные размеры.
3.72. Начальная
кромка полотнища крепится к кольцам с помощью приварных планок шириной 100 мм,
толщиной 4 - 10 мм. Крепление кромки должно обеспечивать ее плотное прилегание
к кольцам и отсутствие перегибов полотнища в процессе наворачивания, связанных
с выпучиванием начальной кромки.
3.73. Перед
сворачиванием полотнище должно быть приподнято над медными или другими подкладками
во избежание повреждения их поверхности при движении полотнища.
3.74. Намотка
полотнища должна производиться так, чтобы витки плотно укладывались друг на
друга, а кромки на торце рулона располагались на одном уровне. Максимальные
зазоры между смежными витками рулона стенки, замеренные у торца со стороны
более толстых поясов, не должны превышать 20 мм. Максимальные зазоры между
смежными витками рулона днища не должны превышать 60 мм. Допуск на
телескопичность намотки полотнища стенки - 50 мм, полотнища днища (со стороны
прямолинейных кромок) - 80 мм.
3.75. Конечная
кромка навернутого полотнища крепится к рулону с помощью приварных удерживающих
планок шириной 100 мм, толщиной 4 - 10 мм. Количество планок должно быть таким,
чтобы обеспечивать надежную упаковку рулонов и исключать остаточные перегибы
конечной кромки. Приварку удерживающих планок следует начинать на расстоянии
200 мм от кромки рулона.
3.76. В рулонах с
двумя и более намотанными полотнищами конец каждого полотнища должен быть
надежно прикреплен к его предыдущему витку с помощью приварных планок.
3.77. В рулонах
днищ, состоящих из 4-х полотнищ, в первую очередь наматываются средние, а затем
крайние элементы.
3.78. Снятие
рулонов с планшайб сворачивающего устройства должно производиться с помощью поддомкратных
устройств и выдвижения планшайб или другими способами, исключающими повреждение
торцевых кромок.
Грунтование,
окраска, маркировка, приемка и отгрузка
3.79. Грунтование и
окраска резервуарных металлоконструкций производится заводом-изготовителем по
согласованию с заказчиком в соответствии с указаниями проекта.
3.80. При
грунтовании и окраске должны соблюдаться следующие условия:
а) перед
грунтованием поверхность стальных конструкций должна быть очищена от ржавчины,
загрязнений и обезжирена;
б) грунтовка может
наноситься только после проверки качества очистки стальных конструкций, а
покрасочные материалы - после проверки качества грунтования; при производстве
работ надлежит соблюдать технологию, указанную в стандартах и технических
условиях на применяемые материалы;
в) не подлежат
грунтованию и окраске места монтажной сварки на ширину 100 мм по обе стороны от
шва и другие поверхности, оговоренные в чертежах;
д) грунтование и
окраску следует производить при температуре окружающего воздуха и грунтуемых
конструкций не ниже +5 °C; нанесение грунтов и покрывных материалов при более
низких температурах допускается при применении специальных материалов и
методов, обеспечивающих надлежащее качество пленок покрытия;
е) грунтовки и
покрывные материалы должны наноситься тонкими ровными слоями без пропусков и
подтеков;
ж) при грунтовании
и окраске пневматическими распылителями сжатый воздух должен быть очищен от
влаги, масла и пыли;
з) при наличии
указания в дополнительных правилах или в проекте для защиты от коррозии могут
применяться металлические или комбинированные покрытия.
3.81. Приемка
изготовленных конструкций производится до грунтования, приемку грунтования и
окраски следует производить дополнительно после их выполнения.
3.82. Отклонения
действительных размеров изготовленных резервуарных конструкций от проектных не
должны превышать величин, предусмотренных в табл. 2 и 4.
Таблица 4
────────────────────────────────────────────────┬─────────────────
Параметры готовых конструкций │ Допускаемые
│ отклонения, мм
────────────────────────────────────────────────┴─────────────────
Ширина
рулонируемого полотнища, м:
до 9 +/-
11
9 - 15 +/- 16
свыше 15 +/- 19
Длина
рулонируемого полотнища, м:
до 27 +10
более 27 +20
Саблевидность
верхней кромки полотнищ на длине +/- 10
18
м (контроль осуществляется при помощи
натянутого
шнура)
Длина
радиальных балок плоских щитов покрытий
+/- 7
Прямолинейность
балок щитов покрытий в плане не более
8
на
длине 10 м
Кривизна
балок щитов сферических покрытий,
+/- 15
измеренных
по стрелке в центре балок
Габаритные
размеры элементов коробов и колец +/-
2
жесткости
Радиус
кривизны бортовых уголков плоских щитов
+/- 5
─────────────────────────────────────────────────────────────────
Полотнища днищ
должны иметь припуск по диаметру днища равный 1/750 проектного диаметра, но не
менее 20 мм.
3.83. При приемке
должны проходить контрольную сборку (целиком или частями) следующие конструкции
резервуаров:
стационарные
покрытия;
короба плавающих
крыш и понтонов;
кольца жесткости.
Периодичность и
объем контрольной сборки должны быть установлены в соответствии с главой СНиП о
правилах производства и приемки работ для металлических конструкций, указаниями
проекта и требованиями монтирующей организации. Элементы покрытий, коробов и
колец жесткости должны быть взаимозаменяемы.
3.84. Изготовленные
резервуарные конструкции должны быть замаркированы в соответствии с чертежами
КМД.
3.85. Транспортная
маркировка конструкции должна производиться в соответствии с ГОСТ 14192-77.
С целью сохранения
правильной геометрической формы рулонов при погрузочно-разгрузочных работах и
транспортировании на них должны быть нанесены предупредительные знаки центра
тяжести и мест строповки, предупредительная надпись "С платформы не
сбрасывать", а также метки размещения колец шахтных лестниц или каркасов
для определения мест установки подкладок.
Маркировка грузов
без тары производится в соответствии с чертежами упаковки непосредственно на
самих грузах или на металлических таблицах размером 150 x 200 мм, прочно
прикрепляемых к грузам. Содержание маркировки: товарный знак
завода-изготовителя, условное обозначение резервуара, заводской номер
отгрузочного места, вес брутто, год выпуска, клеймо ОТК.
4.
ТРЕБОВАНИЯ К КАЧЕСТВУ
ОСНОВАНИЙ И
ФУНДАМЕНТОВ И ИХ ПРИЕМКА
4.1. При приемке
основания должны быть проверены:
а) правильность
разбивки осей резервуара;
б) наличие
обозначенного центра основания (в центре должен быть забит знак из трубы
диаметром ![]() 40 на глубину 500 - 600 мм);
40 на глубину 500 - 600 мм);
в) соответствие
уклона основания проектному;
г) обеспечение
отвода поверхностных вод от основания;
д) соответствие
толщин и технологического состава гидроизолирующего слоя проектным;
е) правильность
устройства фундамента под шахтную лестницу.
4.2. При сооружении
основания, имеющего кольцевой фундамент, выемку грунта для устройства
фундамента выполняют после уплотнения основания.
4.3. Отклонения
фактических размеров оснований и фундаментов резервуаров от проектных не должны
превышать величин, приведенных в табл. 5.
Таблица 5
───────────────────────────────────────────┬──────────────────────
Наименование отклонения │ Допускаемая величина
│ отклонения, мм
───────────────────────────────────────────┴──────────────────────
Отклонение
отметки центра основания
от
проектной при основании:
плоском +30
с подъемом к центру +50
с уклоном к центру -50
Отклонение
от проекта отметок периметра +/- 10
основания,
определяемых в зоне расположения
окраек
не реже чем через 6 м и не менее чем
в
восьми точках
Разность
отметок любых несмежных точек 20
основания,
не более
Отклонение
от проекта отметок поверхности +/- 5
кольцевого
фундамента, определяемых не
реже
чем через 6 м и не менее чем в восьми
точках
Разность
отметок любых несмежных точек 10
кольцевого
фундамента, не более
Отклонение
наружного диаметра кольцевого +50; -30
фундамента
от проектного
Отклонение
толщины гидроизолирующего слоя Не более
5
на
бетонном кольце в месте расположения
стенки
резервуара
──────────────────────────────────────────────────────────────────
5.
ТРАНСПОРТИРОВАНИЕ, РАЗГРУЗКА
И СКЛАДИРОВАНИЕ
МЕТАЛЛОКОНСТРУКЦИЙ
5.1. Конструкции
резервуара должны поставляться на монтажную площадку с завода-изготовителя с
сертификатами по форме 1 Приложения.
5.2. Рулонированные
конструкции транспортируются на четырехосных железнодорожных платформах
грузоподъемностью 60 т. При транспортировании рулонов высотой 18 м необходимо
обеспечить перекрытие с двух сторон двухосными платформами грузоподъемностью по
20 т. Целесообразно одновременное отправление нескольких рулонов высотой 18 м,
когда малая платформа используется для перекрытия концов двух рулонов.
5.3. При
погрузке на железнодорожные платформы рулоны должны быть уложены на деревянные
брусья и подбиты клиньями со столярно обработанными выкружками. Брусья
укладываются на траверсы платформы и должны находиться под кольцами шахтных
лестниц, центральных стоек или каркасов. Кромка полотнища должна располагаться
ниже горизонтальной оси лежащего рулона на 800 мм, т.е. вне зоны полосы
крепления рулона к железнодорожной платформе.
5.4. Элементы
резервуарных конструкций (щиты покрытий, элементы колец жесткости и опорных
колец, короба понтонов и плавающих крыш и др.) укладывают в специальные
контейнеры и закрепляют способами и средствами, исключающими их деформацию.
Мелкие детали
(болты, гайки, соединительные элементы ограждений, патрубки и др.) укладывают в
специальные ящики.
5.5. Выступающие
части транспортируемых конструкций должны быть укреплены и обозначены флажками.
5.6. Для разгрузки
большого числа рулонов должна быть устроена разгрузочная площадка с пологим
пандусом, дающим возможность производить разгрузку рулонов с железнодорожной
платформы и погрузку их на трейлеры (прицепы-тяжеловозы) или сани.
Разгрузка
небольшого числа рулонов с железнодорожной платформы производится по
специальным разгрузочным балкам. Категорически запрещается сбрасывание рулонов
с платформы на песчаные или другие подсыпки.
5.7. Разгрузка
рулонов с железнодорожной платформы в зависимости от массы и высоты рулона, а
также наличия грузоподъемных средств должна производиться следующими способами:
а) с помощью
грузоподъемного крана (рис. 5). В этом случае нужно учитывать, что один конец
рулона стенки резервуара несколько тяжелее другого, и ориентироваться по
отметке центра тяжести, обозначенной на рулоне заводом-изготовителем;
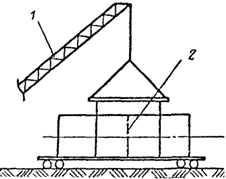
Рис. 5. Разгрузка
рулонов с железнодорожной платформы
с помощью
грузоподъемного крана:
1 - кран; 2 - риска
центра тяжести рулона
б) с помощью
тракторов. Железнодорожную платформу закрепляют тормозными башмаками.
Устанавливают две разгрузочные балки, а под край платформы подставляют
специальные поддерживающие стойки. Рулон обматывают по центру тяжести
несколькими витками тормозного каната, идущего к удерживающему трактору. На
расстоянии 500 - 800 мм от торца со стороны толстых листов рулон обматывают
несколькими витками другого каната, идущего на тяговый трактор, который
располагается в стороне от пути скатывания рулона. После снятия элементов
крепления рулона к платформе тяговым трактором, рулон плавно накатывают на
разгрузочные балки, а удерживающий трактор тормозит его при самопроизвольном
скатывании по балкам (рис. 6).
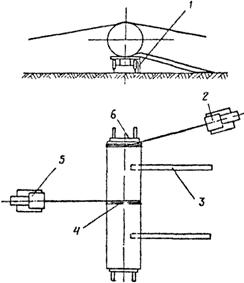
Рис. 6. Разгрузка
рулонов
с железнодорожной
платформы с помощью двух тракторов:
1 - опорная стойка;
2 - тяговый трактор;
3 - разгрузочная
балка;
4 - риска центра
тяжести рулона;
5 - удерживающий
трактор;
6 - железнодорожная
платформа
Разгружать с
железнодорожной платформы рулоны массой свыше 50 т и высотой более 12 м
необходимо с помощью трех тракторов (рис. 7).
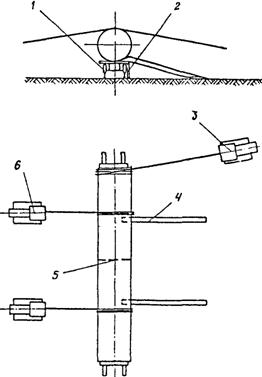
Рис. 7. Разгрузка
рулонов с железнодорожной платформы
с помощью трех
тракторов: 1 - железнодорожная платформа;
2 - опорная стойка;
3 - тяговый трактор;
4 - разгрузочная
балка;
5 - риска центра
тяжести рулона;
6 - удерживающие
тракторы
Погрузку рулонов на
трейлеры или сани производят по специальным балкам или через
погрузочно-разгрузочную платформу. Площадки железнодорожной и
погрузочно-разгрузочной платформ должны быть на одном уровне.
5.9.
Транспортировать рулон от разгрузочной площадки к месту монтажа следует на
трейлерах (прицепах) или санях, а при наличии выровненной грунтовой поверхности
разрешается перекатывать рулоны (по ходу витков) на расстояние не более 50 м с
применением песчаной подсыпки. Не допускается наличие в песке камней и других
твердых предметов.
Для
транспортирования по автомобильной дороге могут быть применены прицеп
грузоподъемностью 60 т, оборудованный поворотной седловиной, совместно с
двухколесным прицепом-роспуском грузоподъемностью 25 т, а также прицеп ЧМЗАП-5530
с удлиненной платформой.
На транспортное
средство рулон должен быть уложен на деревянные подкладки (брусья) с обтяжкой
хомутами (в соответствии с требованиями п. 5.3 настоящей инструкции).
При погрузке,
разгрузке и транспортировании рулонов следует тщательно соблюдать правила
техники безопасности.
5.10. Складировать
конструкции резервуаров необходимо на заранее спланированной площадке. Элементы
конструкций должны быть уложены таким образом, чтобы исключить возможность их
поломки и деформации. Рулоны нужно укладывать на деревянные балки,
располагаемые под кольцами каркаса.
5.11. Перед
монтажом конструкции резервуаров необходимо проверить на комплектность поставки
по комплектовочной ведомости, а также соответствие проекту, требованиям
настоящей инструкции и соответствующих нормативных документов.
6. МОНТАЖ
РЕЗЕРВУАРОВ ИЗ РУЛОНИРОВАННЫХ КОНСТРУКЦИЙ
Подготовка
монтажной площадки
До начала монтажа
должны быть выполнены следующие работы:
6.1. Сооружено и
принято основание под резервуар и под шахтную лестницу, оформлены акты на
скрытые работы по подготовке и устройству насыпной подушки, а также
гидроизолирующего слоя под резервуар по форме 2 Приложения.
6.2. Устроены
временные проезды (не менее двух) к основанию резервуара.
6.3. Спланирована
кольцевая площадка вокруг основания для работы крана и других строительных
механизмов. Кольцевая площадка должна быть уплотнена до состояния, при котором
она выдержит давление не менее 0,6 МПа.
6.4. Подведена
электроэнергия.
6.5. Уложен
заглубленный трубопровод для подвода и отвода воды при гидроиспытании. В
пределах монтажной площадки должны быть уложены только заглубленные
трубопроводы.
6.6. Согласно
генплану устроены площадки для общего складирования металлоконструкций и для
укрупнительной сборки.
6.7. Устроен пандус
для накатывания рулонов на основание.
6.8. Построены или
установлены все временные здания и сооружения, необходимые для нормальной
работы производственного персонала (контора, бытовки, осветительные мачты и
др.).
Монтаж и
разметка днища
6.9. Монтаж днища,
состоящего из центральной рулонированной части и окраек, производят в следующем
порядке.
6.10. Укладывают в
проектное положение окрайки, контролируя правильность их укладки с помощью
разметочного приспособления, закрепленного в центре основания.
При монтаже
резервуаров объемом более 20000 м3 окрайки следует укладывать по радиусу,
превышающему проектный на величину усадки кольца окраек после сварки (10 - 15
мм).
6.11. По окончании
сборки кольца окраек необходимо проверить:
а) отсутствие
изломов в стыках окраек;
б) отсутствие
прогибов и выпуклостей;
в) горизонтальность
кольца окраек (рис. 8), при этом допустимые отклонения не должны превышать
величин, приведенных в табл. 6 настоящей инструкции.
Рис. 8. Схема
нивелировки периферийного участка
основания для
укладки окраек:
1 - основание
резервуара; 2 - зона укладки окраек;
3 - точки, в
которых замеряют высотные отметки
────────────────┬─────────────────────────────────────────────────
Объем
│ Допускаемые
отклонения наружного
резервуара, м3 │ контура днища, мм
├────────────────────────┬────────────────────────
│ при незаполненном │
при заполненном
│ резервуаре │ резервуаре
├──────────────┬─────────┼──────────────┬─────────
│ разность
│разность │ разность │разность
│ отметок
│ отметок │
отметок │отметок
│соседних
точек│ любых │соседних точек│ любых
│на расстоянии │ других │на расстоянии │ других
│ 6 м
│ точек │
6 м │ точек
────────────────┼──────────────┼─────────┼──────────────┼─────────
Менее
700 │ 10
│ 25 │
20 │ 40
700
- 1000 │ 15
│ 40 │
30 │ 60
2000
- 5000 │ 20
│ 50 │
40 │ 80
10000
- 20000 │ 10
│ 50 │
30 │ 80
30000
- 50000 │ 15
│ 50 │
30 │ 80
────────────────┴──────────────┴─────────┴──────────────┴─────────
6.12. После выверки
и прихватки собранного кольца окраек приступают к сварке радиальных стыков,
соблюдая требования раздела 8 настоящей инструкции.
6.13.
Накатывают рулоны днища на основание по специально устроенному пандусу одним из
следующих способов:
а) тракторами,
применяя приспособления, закрепленные на торцах рулона (рис. 9);
б) с помощью
охватывающего рулон каната, концы которого закрепляют к тракторам или
тракторным лебедкам (рис. 10).
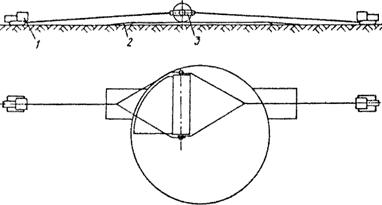
Рис. 9.
Развертывание рулонов днища резервуара
специальным
приспособлением: 1 - трактор; 2 - пандус;
3 - приспособление
для развертывания рулонов
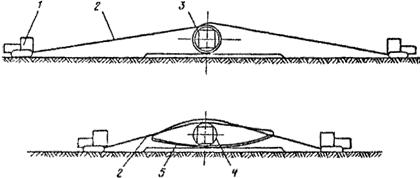
Рис. 10.
Развертывание рулонов днища канатом,
Охватывающим рулон:
1 - трактор;
2 - канат,
охватывающий рулон;
3 - рулон днища;
4 - каркас рулона,
освобожденный от полотнища днища;
5 - развернутое
полотнище днища
При наличии на
монтажной площадке крана требуемой грузоподъемности укладку рулона днища на
основание производят с его помощью.
Конструкция пандуса
должна обеспечивать сохранность формы основания и бетонного кольца во время
накатывания рулонов. Если при накатывании и развертывании рулонов тягового
усилия трактора (тракторной лебедки) недостаточно, то следует применить
полиспаст.
6.14. Развертывание
рулонов днища следует производить с наименьшим перекатыванием рулонов на
основании с последующим перемещением развернутых полотнищ в проектное
положение, соблюдая следующую последовательность:
а) устанавливают
рулон в исходное положение для развертывания и срезают удерживающие планки;
б) развернув
наружное полотнище, скатывают с основания каркас с оставшимися полотнищами, а
развернутое полотнище перетаскивают дальше проектного положения на 0,3 - 0,5 м
с помощью тракторов или тракторных лебедок (рис. 11). Таким же образом
развертывают остальные полотнища;
в) устанавливают в
проектное положение центральное полотнище. Параллельно прямолинейным кромкам
полотнища наносят риски на величину нахлестки полотнищ.
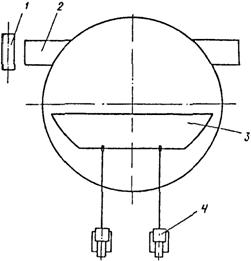
Рис. 11. Укладка
развернутого полотнища днища
в проектное
положение: 1 - каркас рулона днища
с оставшимися
полотнищами; 2 - пандус;
3 - развернутое
полотнище днища; 4 - трактор
По этим рискам
приваривают ограничительные пластины и с помощью трактора смещают промежуточные
полотнища в проектное положение (до ограничительных пластин). Аналогичным
образом укладывают остальные полотнища.
6.15. Перед
сваркой днища необходимо проверить: соответствие его размеров проектным;
соблюдение зазоров в нахлесточных соединениях, особенно в местах двойной
нахлестки; предусмотренное проектом расположение окраек относительно средней
части днища; правильность размещения и зачистку прихваток.
При наличии
остаточной деформации на периферийных участках центральной части днища до
установки полотнища в проектное положение необходимо выполнить их правку.
Допускается
развертывание одного полотнища днища на другом, а также полотнищ днища вне
основания. Перемещение развернутых полотнищ в проектное положение производят
трактором (тракторной лебедкой).
6.16. По окончании
монтажа и сварки днища необходимо зафиксировать центр резервуара приваркой
шайбы и нанести оси резервуара.
В центре днища
закрепляют разметочное приспособление, обеспечивающее точность кольцевой
разметки.
6.17. На днище
резервуаров без плавающей крыши или понтона наносят кольцевые риски:
а) установки
ограничительных уголков (по наружному радиусу резервуара). Для резервуаров
объемом свыше 20000 м3 рекомендуется вводить поправку, учитывающую усадку при
сварке (10 - 15 мм);
б) контроля
вертикальности стенки (на 200 мм меньше внутреннего радиуса резервуара);
в) установки
опорной плиты под монтажную стойку;
г) контроля
вертикальности монтажной стойки (величину радиуса риски определяют в
зависимости от диаметра центрального щита покрытия).
Радиальные риски
длиной 400 - 500 мм наносят (начиная от точки пересечения оси резервуара с
кольцевой риской установки ограничительных уголков) для фиксации:
а) положения
вертикальной кромки стенки резервуара при начале развертывания первого рулона;
б) положения
монтажных стыков стенки;
в) места установки
первого элемента опорного кольца или кольцевой площадки;
г) места установки
первого щита покрытия.
Намечают также
места приварки скоб для крепления расчалок монтажной стойки.
6.18. На днище
резервуаров с плавающей крышей или понтоном наносят кольцевые риски:
а) установки
ограничительных уголков (по наружному радиусу резервуаров);
б) установки
коробов плавающей крыши или понтона. Эти риски используют для проверки
вертикальности стенки резервуара.
6.19. От точки
пересечения оси резервуара с кольцевой риской установки ограничительных уголков
наносят радиальные риски:
а) начала
развертывания первого рулона;
б) положения
монтажных стыков стенки (при наличии нескольких рулонов стенки);
в) начала установки
первого элемента кольца жесткости.
При наличии на
стенке резервуара промежуточных колец отмечают начало установки первых
элементов.
Наносят также
риски, определяющие места расположения стоек плавающей крыши (понтона). По этим
рискам приваривают к днищу опорные плиты под стойки (кроме плит, находящихся в
зоне развертывания рулонов стенки).
6.20. От точки
пересечения оси резервуара с кольцевой риской установки коробов наносят
радиальную риску начала установки коробов плавающей крыши (понтона).
Все радиальные
риски наносят яркой несмываемой краской.
Монтаж и
разметка центральной части
плавающей крыши
(понтона)
6.21. Центральную
часть плавающей крыши (понтона) необходимо развертывать после разметки днища
резервуара и приварки плит под опорные стойки.
Накатывание рулонов
и их развертывание на днище резервуара следует производить одним из способов,
описанных в п. 6.13 данной инструкции.
6.22. Развернутые
элементы центральной части плавающей крыши (понтона) сваривают между собой.
Центральный монтажный стык сваривают на 1/3 длины от центра в обе стороны,
когда кольцевой понтон собирают из заводских закрытых коробов, и на всю длину,
когда при монтаже кольцевой понтон сваривают из отдельных элементов (открытые
короба).
6.23. По окончании
сборки и сварки полотнищ центральной части необходимо проверить правильность ее
расположения относительно криволинейной кромки окраек и прихватить днище
плавающей крыши (понтона) к днищу резервуара.
6.24. После
завершения монтажа центральной части плавающей крыши (понтона) на нее следует
перенести центр днища резервуара, закрепить в центре разметочное приспособление
и произвести разметку кольцевых рисок:
а) установки
подкладного листа под монтажную стойку (на 10 мм больше радиуса подкладного
листа);
б) контроля
вертикальности монтажной стойки (размер определяется в зависимости от диаметра
центрального щита);
в) определяющих
положение опорных стоек плавающей крыши (понтона).
Подъем
рулона стенки в вертикальное положение
6.25.
Подъем рулонов рекомендуется производить краном с поворотом вокруг шарнира или
трактором с помощью А-образной стрелы и шарнира.
6.26. Перед
подъемом рулонов стенки любым способом необходимо произвести следующие
подготовительные работы:
а) шарнир для
подъема установить таким образом, чтобы поднятый рулон занял исходное положение
для начала развертывания;
б) краном уложить
рулон на ложе шарнира. Приподняв нижний конец рулона, подвести под него шарнир
и закрепить рулон к ложу шарнира с помощью крепежного устройства. Верхний конец
рулона опирается на клеть из шпал высотой 300 - 500 мм, располагаемую под
вторым кольцом каркаса, считая от торца рулона;
в) на первый рулон
стенки рядом с вертикальной кромкой на расстоянии приблизительно 800 мм
закрепить трубу жесткости с тремя расчалками, придающую жесткость начальной
кромке полотнища при развертывании;
г) к нижнему торцу
рулона закрепить поддон из листовой стали толщиной 6 - 8 мм и диаметром на 500
мм больше диаметра рулона. Поддон со стороны днища обильно смазать солидолом;
д) проверить
перпендикулярность осей рулона и шарнира. Ось рулона, тяговый и тормозной
(удерживающий) канаты должны находиться в одной вертикальной плоскости. Кроме
этого, произвести проверку такелажной оснастки путем пробного подъема рулона на
100 - 200 мм с выдержкой в течение 10 мин. При этом тщательно проверить
состояние всей такелажной оснастки.
6.27. При подъеме
рулонов краны устанавливают на специально подготовленные горизонтальные
площадки с уплотненной поверхностью, способной выдержать давление 0,6 МПа.
6.28. Подъем
рулонов стенки следует осуществлять с помощью крана, перемещающегося в процессе
подъема (рис. 12). Строповку осуществляют с помощью захвата, устанавливаемого
на верхней кромке рулона, и каната, закрепленного к шарниру. Кроме того, к
захвату крепят тормозной канат.
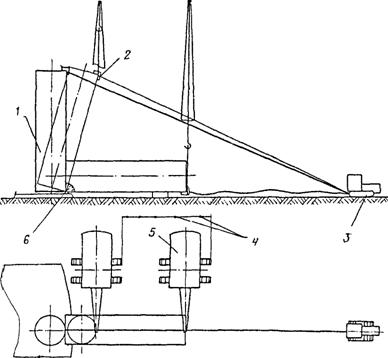
Рис. 12. Подъем
рулона стенки краном,
перемещающимся в
процессе подъема:
1 - рулон стенки; 2
- захват для подъема рулона;
3 - тормозной
трактор;
4 - колышки,
определяющие этапы перемещения крана;
5 - кран; 6 - угловой
сектор
Подъем необходимо
осуществлять попеременным чередованием двух операций: подъема рулона с
одновременным контролем допустимого отклонения полиспаста крана от вертикали
(по соответствующей риске на угловом секторе) и перемещения крана на определенный
отрезок по подготовленной площадке без изменения вылета (на расстояние между
заранее установленными реперами).
6.29. Необходимо
обеспечить провисание тормозного каната до достижения рулоном угла наклона на
10 - 15° меньше положения неустойчивого равновесия. При дальнейшем подъеме
выбирают слабину каната. Движение рулона при переходе его центра тяжести через
ось обеспечивают за счет своевременного включения в работу тормозного трактора,
что достигается контролем угла наклона рулона по угловому сектору.
С помощью
тормозного трактора рулон плавно опускают на днище резервуара.
6.30. Подъем
рулонов стенки трактором с помощью А-образной стрелы (рис. 13) следует
производить в том случае, когда на монтажной площадке нет кранов требуемой
грузоподъемности.
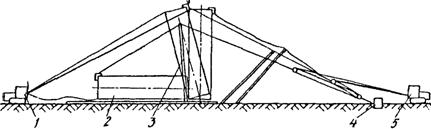
Рис. 13. Подъем
рулона стенки трактором
с помощью
А-образной стрелы: 1 - тормозной трактор;
2 - рулон стенки; 3
- А-образная стрела;
4 - инвентарный
якорь;
5 -тяговой трактор
Перед подъемом
рулона необходимо произвести подготовительные работы, указанные в п. 6.25
настоящей инструкции, а также следующие работы:
а) к шарниру
закрепить А-образную стрелу таким образом, чтобы она могла выйти из зацепления
под воздействием усилий, направленных вдоль А-образной стрелы;
б) к верху
А-образной стрелы закрепить блоки полиспаста и подъемный канат, который в свою
очередь закрепить к захвату, установленному на рулоне; неподвижный блок
полиспаста крепят к якорю, а сбегающую ветвь - к тяговому трактору (тракторной
лебедке);
в) закрепить тормозной
канат к захвату и тормозному трактору.
6.31. По окончании
этих работ необходимо проверить надежность такелажной оснастки.
6.32. При подъеме
рулона необходимо обеспечить расположение тормозного трактора оси, А-образной
стрелы, якоря и тягового трактора в одной вертикальной плоскости, проходящей
через ось рулона.
6.33. При подъеме
рулона высотой 18 м к нему необходимо закрепить две боковые страховочные
расчалки.
Допускается
применять другие способы подъема рулона, в том числе с применением кранов или
специальных подъемных устройств, обеспечивающих надежность и безопасность
работы на всех этапах подъема.
Установка
центральной монтажной стойки
6.34. После
завершения монтажа днища резервуара измеряют фактическую высоту его центра и на
основании полученных данных уточняют высоту монтажной стойки с таким расчетом,
чтобы центр покрытия расположился выше проектного положения на величину
строительного подъема.
6.35. Подъем стойки
в вертикальное положение рекомендуется осуществлять краном. В процессе подъема
трактор подтягивает низ монтажной стойки, обеспечивая вертикальность полиспаста
крана.
Монтажную стойку
фиксируют в центре днища с помощью специальных упоров.
6.36. В
вертикальном положении стойку удерживают три-пять расчалок с талрепами.
Расчалки крепят к периферийной части днища на расстоянии не менее 4,5 м от
стенки резервуара таким образом, чтобы при развертывании рулона стенки расчалки
не мешали его перемещению.
До закрепления
расчалок к днищу понтона в местах крепления рекомендуется устанавливать
железобетонные пригрузы.
6.37.
Вертикальность стойки контролируют по отвесам.
6.38. Оголовки
монтажных стоек должны быть снабжены устройством, позволяющим плавно опускать в
проектное положение смонтированное и полностью сваренное покрытие.
Развертывание
рулона стенки
6.39. До начала
развертывания рулона стенки к днищу резервуара по кольцевой риске приваривают
ограничительные уголки с интервалом 250 - 300 мм (рис. 14). В зоне
вертикального монтажного стыка на расстоянии 2,5 - 3,5 м в обе стороны от стыка
ограничительные уголки приваривают по окончании формообразования концов
полотнищ.
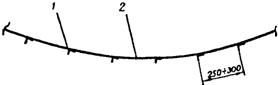

а

б
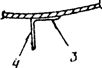
в
Рис. 14. Приварка
ограничительных уголков:
а) для резервуаров
объемом до 20000 м3;
б) для резервуаров
объемом свыше 20000 м3;
в) усиленная для
резервуаров объемом свыше 20000 м3;
1 - ограничительный
уголок;
2 - стенка
резервуара; 3 - прихватка;
4 - приварка
6.40. Развертывание
рулона (рис. 15) производят трактором с помощью каната и тяговой скобы,
привариваемой к рулону на высоте до 1000 мм.
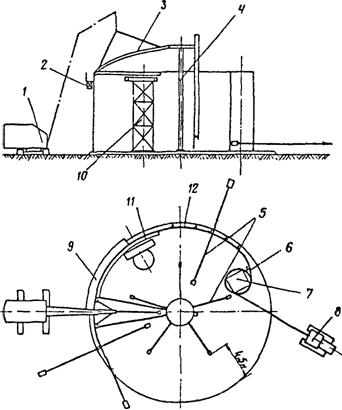
Рис. 15. Схема
развертывания рулона стенки,
установки элементов
опорного кольца
и кольца жесткости,
щитов покрытия: 1 - кран;
2 - навесные леса;
3 - щит покрытия;
4 - монтажная
стойка; 5 - расчалки; 6 - клиновой упор;
7 - рулон стенки; 8
- трактор; 9 - кольцо жесткости;
10 - стойка для
монтажа опорного кольца;
11 - опорное
кольцо; 12 - развернутая часть
полотнища стенки
При развертывании
рулона стенки соблюдают такую последовательность:
а) приваривают
тяговую скобу в первое положение;
б) срезают
удерживающие планки (см. п. 11.11);
в) развернув часть
полотнища и не ослабляя натяжение каната, устанавливают клиновой упор между
рулоном и развернутой частью полотнища;
в) ослабляют
натяжение каната тяговой скобы до прижатия рулона к клиновому упору и погашения
упругих деформаций полотнища;
г) приваривают
вторую тяговую скобу с канатом, снимают первую скобу и продолжают развертывание
рулона.
По мере
развертывания рулонов полотнище стенки прижимают к ограничительным уголкам, прихватывают
и приваривают к днищу резервуара.
На всех этапах
развертывания рулона необходимо обеспечить исключающее работу на излом
положение сварного шва крепления тяговой скобы к рулону. Развертывание
очередного участка полотнища необходимо прекратить, когда опорная пластина
тяговой скобы расположится по направлению тягового каната.
Концы полотнища на
участке длиной 3 м от вертикальных кромок к днищу не прихватывают.
При развертывании
рулонов стенки (высотой 18 м) из высокопрочной стали для удержания витков
полотнища в зоне развертывания рекомендуется применять удерживающий канат, один
конец которого закрепляют к окрайкам днища резервуара, а другой к трактору. По
мере развертывания рулона этот канат постепенно ослабляют (рис. 16).
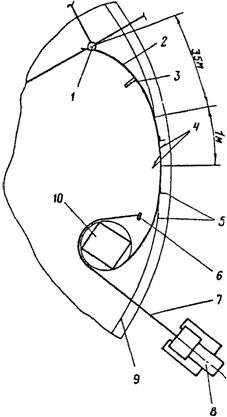
Рис. 16. Схема
удерживания рулона стенки
из высокопрочной
стали в зоне развертывания:
1 - труба
жесткости;
2 - начальный
участок полотнища стенки; 3 - упор;
4 - прихватка
стенки к днищу; 5 - ограничительные уголки;
6 - скоба; 7 -
удерживающий канат; 8 - трактор;
9 - риска для
приварки ограничительных уголков;
10 - рулон стенки
Развертывание
рулонов высотой 18 м с последующей их прихваткой к днищу следует производить
участками не более 2 м.
6.41. На верхних
поясах стенки резервуара, не закрепленных элементами опорных колец, кольцевых
площадок или щитами покрытия, должны быть установлены расчалки, предохраняющие
стенку от потери устойчивости под действием ветровой нагрузки.
6.42. Перед
замыканием монтажных стыков развернутых полотнищ стенки производят
формообразование концов полотнищ, имевших значительные остаточные деформации от
рулонирования. Как правило, формообразуют концы полотнищ стенки толщиной 8 мм и
более.
Формообразование
производят трактором с помощью специального приспособления. В случае, если
требуется формообразовать один или два пояса полотнища стенки, в качестве
приспособления рекомендуется применять гибочный сектор (рис. 17).

Рис. 17.
Формообразование нижних поясов стенки:
1 - рулон стенки; 2
- кран; 3 - гибочный сектор;
4 - формообразуемый
участок полотнища;
5 - тяговый канат;
6 - трактор
При
формообразовании полотнища по всей высоте применяют специальное приспособление,
изготовляемое из каркаса рулона с приваренными к нему (по всей высоте)
гибочными секторами (рис. 18).
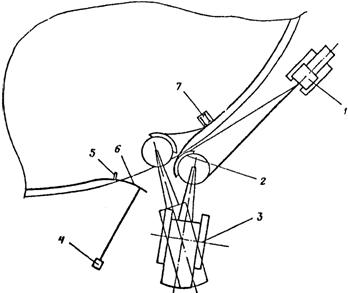
Рис. 18.
Формообразование полотнища стенки по высоте:
1 - тяговый
трактор; 2 - приспособление
для
формообразования; 3 - кран; 4 - инвентарный якорь;
5 - упор; 6 -
формообразованный участок полотнища;
7 - стойка-упор
Формообразование
считают законченным, когда концы полотнища будут иметь кривизну близкую к
проектной.
6.43. При
формообразовании концы полотнищ на длине 3 м не должны иметь элементов опорного
кольца или кольцевой площадки.
6.44. После
формообразования срезают фаску и окончательно собирают стык установкой зазора и
наложением прихваток. Для этой цели применяют приспособление, обеспечивающее
вывод стыкуемых участков полотнищ в вертикальное положение (рис. 19).
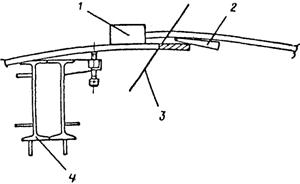
Рис. 19. Замыкание
вертикального монтажного стыка:
1 - ограничительная
пластина; 2 - клин;
3 - ось
вертикального монтажного стыка;
4 - приспособление
для замыкания
6.45. По окончании
сварки снимают все монтажные приспособления с полотнища стенки в зоне стыка,
следы сварки зачищают, вырезы подваривают и зачищают абразивными кругами.
Установка
опорных колец и колец жесткости
6.46. Элементы
опорного кольца и кольца жесткости устанавливают по мере развертывания
полотнища стенки. Предварительно верх стенки в соответствующем месте с помощью
расчалок и переносной скобы выводят в проектное положение.
6.47. До монтажа
кривизну элементов опорного кольца и кольца жесткости проверяют по риске
наружного диаметра резервуара, проведенной на днище.
6.48. В зависимости
от конструкции опорного кольца допускается монтаж его элементов укрупненными
блоками.
6.49. Перед
установкой элемента опорного кольца в проектное положение к нему закрепляют
ловители и краном навешивают элемент на станку резервуара.
6.50. Элемент
опорного кольца, прихваченный к стенке резервуара, приводят с помощью расчалок
к проектному положению, определяемому с помощью отвеса по риске контроля
вертикальности стенки резервуара, проведенной на днище. Отвесы оставляют до
конца монтажа.
6.51. После
установки последующих элементов, прихватки и приварки их к стенке проверяют
вертикальность стенки по отвесам и только тогда производят сварку элементов
между собой. Установку элементов кольца жесткости ведут аналогично установке
элементов опорного кольца.
6.52. Если
резервуар имеет промежуточные кольца жесткости по высоте стенки, то монтаж
элементов этих колец должен опережать монтаж верхнего кольца жесткости
(опорного кольца) на 5 - 7 м.
6.53. Элементы
промежуточного кольца жесткости краном устанавливают на опорные кронштейны,
ранее закрепленные к стенке.
6.54. Для монтажа
элементов опорных колец и колец жесткости рекомендуется применять вертикальные
самоходные подъемники.
Монтаж
плавающих крыш и понтонов
6.55. Центральную
часть плавающих крыш (понтонов) собирают так же, как и днище из рулонированных
полотнищ, сразу после завершения его монтажа (см. пп. 6.13 - 6.15 настоящей
инструкции).
Края центральной
части плавающих крыш (понтонов) прихватывают по всему периметру к днищу
резервуара. Короба плавающих крыш (понтонов) монтируют по мере развертывания
стенки резервуара.
6.56. К установке
коробов приступают после проверки герметичности их сварных соединений и
сварного шва, соединяющего стенку с днищем.
По мере установки
коробов срезают прихватки, фиксирующие периферийную кромку центральной части
плавающей крыши (понтона) на днище резервуара.
До установки
коробов монтируют расположенные в их зове опорные плиты под стойки.
6.57. Нижнюю кромку
наружного вертикального кольцевого листа короба совмещают с риской на днище,
проверяют вертикальность наружного кольцевого листа по отвесу и фиксируют это
положение подкладками.
6.58. Короба по
мере укладки прихватывают друг к другу.
Сваривать короба
между собой можно после полного окончания их монтажа или по мере прихватки друг
к другу.
6.59. К сборке
коробов с центральной частью плавающей крыши (понтона) разрешается приступать
после полного завершения монтажа, сварки и проверки кольца из коробов согласно
допускам (см. раздел 7 настоящей инструкции).
Сборку и сварку
недоваренного участка днища плавающей крыши (понтона) осуществляют только после
прихватки всего кольцевого шва.
6.60. Установку и
крепление стоек плавающей крыши (понтона) осуществляют после подъема плавающей
крыши (понтона) наполнением резервуара водой до уровня, превышающего проектную
высоту стоек на 200 мм.
После слива воды из
резервуара и очистки днища производят окончательную сварку потолочных швов и
элементов крепления направляющих. Допускается подъем плавающей крыши с помощью
сжатого воздуха.
Сборка и
установка покрытия
6.61. Высота
монтажной стойки выбирается с учетом строительного подъема и уклона днища.
Перед началом
монтажа покрытия любого типа необходимо проверить соосность вертикальных
пластин центрального опорного щита (до установки его на монтажную стойку) и
пластин, приваренных к балкам щитов. Установку щитов рекомендуется производить
по мере развертывания полотнищ стенки, при этом необходимо тщательно следить за
вертикальностью центральной монтажной стойки.
6.62. Первым
укладывают начальный щит, имеющий две несущие балки; затем промежуточные щиты, имеющие
по одной несущей балке, и в последнюю очередь, укладывают замыкающий щит, не
имеющий несущих балок. Первый щит покрытия устанавливают по разметке.
6.63. Все плоские
щиты сначала опускают вершиной на центральную стойку, после закрепления вершины
щита болтами опускают основание щита с ловителями на стенку резервуара. Щиты
прихватывают к стенке резервуара и друг к другу.
6.64. Щиты
сферических покрытий собирают из двух или более частей на специальных
стендах-кондукторах. При установке сферических щитов сначала опускают основание
щита с ловителями на опорное кольцо, затем вершину на центральный щит и
закрепляют ее монтажными болтами с последующей приваркой. При этом необходимо
следить за тем, чтобы вершина легко продвинулась на центральном щите, погасив распорные
усилия сферического щита.
6.65. При укладке
каждого последующего сферического щита необходимо обеспечить его опирание на
опорное кольцо, центральный щит и радиальную кромку предыдущего щита.
6.66. По мера
укладки щитов в первую очередь прихватывают основание щита к опорному кольцу,
затем радиальные стыки сферических щитов друг к другу и, наконец, вершину к
центральному щиту.
6.67. Сборку щитов
арочного покрытия выполняют на стенде, обеспечивающем соосность балок и
стыкуемых элементов. В остальном технология сборки щитов арочного покрытия
аналогична приведенной в данном разделе.
6.68. Перед
укладкой замыкающего щита любого покрытия демонтируют выступающую часть
лестницы монтажной стойки.
6.69. После
завершения всех монтажных и сварочных работ на покрытии с монтажной стойки
снимают нагрузку, плавно опуская покрытие в проектное положение.
В процессе
опускания покрытия необходимо контролировать величину просадки, которая должна
соответствовать указанию проекта. Опустив покрытие в проектное положение, в
течение 2 - 3 ч следят за его состоянием. Если деформаций покрытия не
происходит, демонтируют стойку.
6.70. При
сооружении резервуаров небольшого объема покрытие в проектное положение
допускается устанавливать в полностью собранном виде без применения центральной
монтажной стойки, строго соблюдая все требования ППР, учитывающие особенности
конструкции и условия монтажа. В этом случае покрытие рекомендуется
устанавливать тогда, когда один из вертикальных стыков стенки собран на
временных креплениях. Окончательную сборку и сварку этого стыка производят по
окончании монтажа покрытия.
7. ТРЕБОВАНИЯ К ГЕОМЕТРИЧЕСКОЙ ФОРМЕ
СМОНТИРОВАННЫХ
РЕЗЕРВУАРОВ
7.1. После
завершения монтажа резервуара производят замеры горизонтальности наружного
контура днища, а также контроль геометрической формы стенки. Отклонения не
должны превышать приведенных в табл. 6, 7, 8, 9. Наряду с данными таблиц
следует руководствоваться требованиями проекта по допускаемым отклонениям,
контролю качества работ и испытанию резервуаров. Результаты замеров заносятся в
журнал монтажных работ.
────────────────────────────────────────────┬─────────────────────
Наименование отклонения │Допускаемая величина
│ отклонения, мм
────────────────────────────────────────────┼─────────────────────
1 │ 2
────────────────────────────────────────────┴─────────────────────
Высота
хлопунов днища (допускаемая площадь Не
более 150
одного
хлопуна 2 м2)
Отклонение
величины внутреннего радиуса
стенки
на уровне днища от проектной при
радиусе:
до 12 м +/- 20
свыше 12 м +/- 30
Отклонение
высоты стенки от проектной,
смонтированной:
из рулонных заготовок высотой до 12 м +/- 20
из рулонных заготовок высотой до 18 м +/- 25
из отдельных листов +/- 30
Разность
отметок верхней кромки наружного
вертикального
кольцевого листа коробов
плавающей
крыши (понтона):
для соседних коробов 20
для любых других 40
Отклонение
направляющих плавающей крыши 25
(понтона)
от вертикали на всю высоту
Отклонение
наружного кольцевого листа +/- 10
коробов
плавающей крыши (понтона) от
вертикали
на высоту листа
Отклонение
величин зазоров между наружным +/- 10
кольцевым
листом короба плавающей крыши
(понтона)
и стенкой резервуара от проектных
при
монтаже на днище
Разность
отметок смежных узлов радиальных 20
балок
и ферм покрытий
──────────────────────────────────────────────────────────────────
──────────┬───────────────────────────────────────────────────────────────────────────────────
Тип
│ Допускаемые
отклонения образующих стенки от вертикали, мм,
резервуара│ в поясах N (считая
от днища)
├──────┬──────┬──────┬──────┬──────┬──────┬──────┬──────┬──────┬──────┬──────┬──────
│ I
│ II │ III
│ IV │
V │ VI
│ VII │ VIII
│ IX │
X │ XI
│ XII
──────────┴──────┴──────┴──────┴──────┴──────┴──────┴──────┴──────┴──────┴──────┴──────┴──────
Для резервуаров высотой до
12 м
С
понто- +/-10 +/-20
+/-30 +/-40 +/-45
+/-50 +/-55 +/-60
- - -
-
нами
или
плавающими
крышами
Для резервуаров
высотой до 18 м
+/-10 +/-20
+/-30 +/-40 +/-45
+/-50 +/-55 +/-55
+/-55 +/-55 +/-60
+/-60
Для резервуаров
высотой до 12 м
Другие +/-15
+/-30 +/-40 +/-50
+/-60 +/-70 +/-80
+/-90 - -
- -
типы
Для резервуаров
высотой до 18 м
+/-15 +/-30
+/-40 +/-50 +/-60
+/-60 +/-70 +/-70
+/-70 +/-80 +/-80
+/-90
Примечания. 1.
Замеры производят для каждого пояса (высотой 1,5 м) на расстоянии до 50 мм от
верхнего горизонтального шва.
2. Проверка
отклонений производится не реже чем через 6 м по окружности резервуара.
3. Для 20%
образующих (по которым производится контроль отклонений) резервуаров с
понтонами или плавающими крышами допускаются в уровне восьмого пояса отклонения
+/- 90 мм, а для резервуаров других типов +/- 120 мм. В уровне остальных поясов
допускаемое отклонение определяется по интерполяции.
─────────────────────────────────┬────────────────────────────────
Расстояние
от нижнего до верхнего│Допускаемая величина выпуклости
края выпуклости или вмятины, мм │или
вмятин на поверхности стенки
│ вдоль образующей, мм
─────────────────────────────────┴────────────────────────────────
До
1500
+/- 15
С
1500 до 3000
+/- 30
С
3000 до 4500
+/- 45
Примечание.
Суммарные отклонения стенки резервуаров должны укладываться в допустимые
отклонения (см. табл. 8).
7.2. Перед
гидравлическим испытанием и монтажом затвора резервуара с плавающей крышей или
понтоном при нахождении крыши (понтона) на опорных стойках или кронштейнах
проводится дополнительно измерение фактического периметра поверхности наружного
кольцевого листа плавающей крыши (понтона), которое производят на уровне
верхней кромки листа с целью разметки мест крепления элементов уплотняющих
затворов.
7.3. Вертикальность
направляющих плавающей крыши (понтона) проверяют с помощью отвеса, опущенного
от верха направляющих до верха коробов. Ось направляющей должна проходить через
центр направляющего патрубка короба.
7.4. Измерение
отклонения от вертикали наружного кольцевого листа коробов плавающей крыши
(понтона) производят с помощью отвеса и линейки с миллиметровыми делениями (не
менее одного раза на каждом коробе).
7.5.
Горизонтальность верхних кромок наружных кольцевых листов коробов плавающей
крыши (понтона) определяют нивелировкой.
Нивелировка
производится на каждом коробе не менее чем в трех точках.
8. СВАРОЧНЫЕ РАБОТЫ НА МОНТАЖЕ
И КОНТРОЛЬ СВАРНЫХ
СОЕДИНЕНИЙ
8.1. Сварка
резервуарных конструкций или отдельных узлов должна производиться только после
проверки правильности их сборки согласно требованиям проектов и соответствующих
нормативных документов.
8.2.
Последовательность сборочно-сварочных работ на монтажной площадке, способы
сварки, порядок наложения швов, режимы сварки, диаметры и марки электродов и
электродной проволоки, требования к другим сварочным материалам должны
соответствовать указаниям проекта производства работ, учитывающего
конструктивные особенности резервуара, а также условия конкретной монтажной
площадки.
8.3. Допуск
сварщиков к сварке резервуаров осуществляется в соответствии с требованиями
главы СНиП о правилах производства и приемки работ для металлических
конструкций и п. 3.34 данной инструкции.
Все монтажные
сварные соединения должны иметь номер или знак сварщика и регистрироваться в
журнале сварочных работ по форме 3 Приложения.
Руководство
сварочными работами и контроль за установленной технологией сварки должно
осуществлять лицо, имеющее специальную техническую подготовку.
8.4. При сборке
монтажных стыков под ручную сварку прихватки следует производить электродами
той же марки, что и сварку.
8.5. Наложение шва
поверх прихваток или на предыдущий слой (при многослойной сварке) допускается
производить только после зачистки от шлака и брызг металла. Участки шва или
прихваток с порами, раковинами и трещинами должны быть удалены и вновь
заварены.
8.6. Качество швов
сварных соединений для крепления монтажных приспособлений должно быть не ниже
качества основных швов.
8.7. При сварке монтажных
соединений резервуарных конструкций преимущественно следует применять
механизированные способы: автоматическую и полуавтоматическую сварку под слоем
флюса, в среде защитных газов и самозащитной порошковой проволокой.
Для нахлесточных
соединений днища, центральной части плавающей крыши (понтона), стационарного
покрытия, таврового соединения стенки с днищем целесообразно применять
автоматическую сварку.
Для стыковых
соединений окраек днища и вертикальных стыковых соединений полотнищ стенки
целесообразно применять полуавтоматическую сварку.
8.8. Сварка
монтажных соединений резервуарных конструкций должна производиться с
применением технологических приемов (способы и порядок наложения швов,
количество слоев, количество одновременно работающих сварщиков и т.п.),
обеспечивающих получение наименьших сварочных деформаций. Эти приемы должны
быть отражены в проекте производства работ. Соблюдение их обязательно.
8.9. Свариваемая
поверхность и рабочее место сварщика должны быть ограждены от дождя, снега,
сильного ветра и сквозняков.
При температуре
наружного воздуха -15 °C и ниже рекомендуется иметь вблизи рабочего места
сварщика устройство для обогрева рук, а при температуре ниже -40 °C сварку не
производить или производить с применением тепляков, воздухоопорных оболочек
либо других укрытий.
8.10. Сварка
монтажных соединений резервуаров при низких температурах должна производиться в
соответствии с пп. 3.40 - 3.42 настоящей инструкции.
8.11. Швы сварных
соединений и конструкций по окончании сварки должны быть очищены от шлака,
брызг и натеков металла. Приваренные заводские и монтажные приспособления
надлежит удалять без применения ударных воздействий и повреждения основного
металла, а места их приварки зачищать до основного металла с удалением всех
дефектов. Углубления в основном металле не допускаются. Места зачистки на
стенке из высокопрочной стали должны быть проконтролированы методом цветной
дефектоскопии с целью выявления и устранения трещин в основном металле.
8.12. Контроль
сварных соединений на монтаже включает следующие этапы:
а) наружный осмотр;
б) испытание на
герметичность керосином или вакуум-камерой;
в) просвечивание.
Перед проверкой
сварные швы должны быть тщательно очищены от шлака и сварочных брызг.
8.13. Наружному
осмотру для выявления возможных дефектов подвергают все сварные швы резервуара
(пп. 3.52 - 3.54).
8.14. Днища
резервуаров, плавающих крыш и понтонов проверяют вакуум-камерой, смазывая
участки швов длиной не более 1 м мыльным раствором при положительных
температурах и раствором лакричного корня с солью хлористого натрия или
хлористого кальция при отрицательных температурах (15 г концентрированного
раствора лакричного экстракта на 1 л водного раствора хлористой соли).
Разрежение в камере
должно быть не менее 0,067 МПа (500 мм рт. ст.) для сварных соединений листов
толщиной 4 мм и не менее 0,08 МПа (600 мм рт. ст.) для соединений листов
большей толщины.
Появление пузырей
указывает на наличие неплотностей.
8.15. Сварное
соединение стенки с днищем проверяют керосином (обрызгивая наружный шов) или
вакуум-камерой.
Для ускорения
проверки можно смачивать швы керосином, подогретым до 60 - 70 °C.
8.16. Швы покрытия
резервуаров проверяют на герметичность вакуум-камерой или созданием избыточного
давления в момент гидравлического испытания (см. п. 10.6).
Обнаруженные
дефекты в сварных соединениях отмечают мелом или краской и исправляют подваркой
без вырубки шва (избыточное давление должно быть снято).
Зачеканка дефектных
мест запрещается.
8.17. Просвечиванию
подвергают сварные стыковые швы вертикальных монтажных стыков стенок
резервуаров объемом от 2000 до 50000 м3 по всей их протяженности, а также
стыковые швы окраек на длине 300 мм в зоне примыкания к ним стенки резервуара.
Примечание. Взамен
просвечивания сварных соединений при толщине стали 10 мм и более разрешается
производить контроль ультразвуковой дефектоскопией с последующим просвечиванием
проникающими излучениями участков швов с признаками дефектов.
8.18. После
исправления дефектных участков швы должны быть подвергнуты повторному контролю.
8.19. Для
резервуаров, сооружаемых в районах с расчетной температурой ниже минус 40 °C и
до минус 65 °C включительно, вырубка дефектов швов и основного металла при
температурах ниже указанных в табл. 3 может выполняться после подогрева зоны
сварного соединения до 100 - 120 °C. Заварку дефектных швов следует производить
после подогрева этой зоны до 180 - 200 °C.
9. МОНТАЖ
УПЛОТНЯЮЩИХ ЗАТВОРОВ
9.1. Конструктивные
элементы уплотняющих затворов необходимо транспортировать с завода-изготовителя
на монтажную площадку и доставлять на плавающую крышу в упакованном виде.
9.2. Монтаж
уплотняющего затвора производят после окончания всех сборочно-сварочных работ,
контроля сварных соединений элементов конструкций, проверки геометрических
размеров и проведения гидравлических испытаний резервуара.
В исключительных
случаях по согласованию с заказчиком допускается монтировать затвор во время
гидравлических испытаний резервуара. В этом случае в процессе подъема плавающей
крыши (понтона) производят все подготовительные работы в соответствии с п. 10.8
настоящей инструкции. В крайнем верхнем положении плавающей крыши осуществляют
монтаж затвора, а при опускании контролируют работу его элементов.
9.3. До начала
монтажа уплотняющего затвора поверхность плавающей крыши (понтона) должна быть
очищена от посторонних предметов.
9.4. Разметку мест
установки опорных устройств защитных козырьков, кронштейнов подвесок, крепления
оснований рычажных систем и других необходимых конструктивных узлов производят
в соответствии с требованиями проектов затворов.
9.5. Уплотняющий
затвор мягкого типа монтируют в следующем порядке:
а) из ящиков
достают резинотканевый материал оболочки, заполнители из эластичных материалов
и крепежные детали;
б) производят
предварительную сборку элементов уплотняющего затвора между собой и укладывают
по периметру плавающей крыши (понтона);
в) собранные
элементы уплотняющего затвора последовательно опускают в кольцевое пространство
между стенкой резервуара и плавающей крышей (понтоном) и закрепляют в проектном
положении.
9.6. По мере
установки уплотняющего затвора в проектное положение производят сборку защитных
козырьков.
9.7. Монтаж
уплотняющего затвора механического типа производят в следующем порядке:
а) на скользящем
листе собирают все необходимые элементы затвора;
б) собранные
скользящие листы устанавливают в кольцевое пространство и соединяют с плавающей
крышей с помощью рычажно-подвесных устройств;
в) скользящие листы
соединяют между собой мягкими соединительными элементами;
г) к нижней части
скользящих листов и к наружному кольцевому листу плавающей крыши присоединяют
кольцевую мембрану;
д) устанавливают в
проектное положение прижимные устройства;
е) работы
завершаются установкой защитных козырьков.
9.8. После
завершения монтажа затвора производят его испытания путем подъема и опускания
плавающей крыши (понтона) водой. При этом тщательно наблюдают за
работоспособностью как затвора в целом, так и отдельных его узлов и механизмов.
10. ИСПЫТАНИЯ
И ПРИЕМКА РЕЗЕРВУАРОВ
10.1. Приемку
резервуаров в целом и отдельных конструктивных элементов производит специально
выделенная комиссия, состоящая из представителей строительной и монтажной
организаций и заказчика.
10.2. До начала
испытаний организации, участвующие в строительстве, должны предъявить заказчику
всю техническую документацию на резервуары, в том числе:
а) сертификаты на
стальные конструкции резервуара с приложениями, в которых удостоверяют качество
металла и сварочных материалов, представлены данные по сварочным работам,
проведенным при изготовлении, и результаты проверки качества сварных соединений
(форма 1 Приложения);
в) акты на скрытые
работы по устройству гидроизолирующего слоя (форма 3 Приложения);
г) результаты
контроля сварных соединений смонтированного резервуара (формы 4 - 7
Приложения).
Для резервуаров с
плавающей крышей (понтоном) должна быть представлена техническая документация
на конструкции уплотняющего затвора и акты испытаний на герметичность коробов
плавающей крыши (понтона) после их монтажа.
10.3. Испытание
резервуаров повышенного давления производится в соответствии с требованиями,
приведенными в проекте, с учетом конструктивных особенностей.
10.4. При испытании
резервуаров низкого давления на прочность и устойчивость избыточное давление
принимается на 25%, а вакуум на 50% больше проектной величины, если в проекте
нет других указаний, а продолжительность нагрузки - 30 мин.
10.5. Испытание
резервуара без давления на прочность производится только на расчетную
гидростатическую нагрузку наливом его водой до высоты, предусмотренной
проектом.
10.6.
Покрытие должно быть испытано при полностью заполненном водой резервуаре
давлением, превышающим проектное на 10%. Как правило, давление создают либо
непрерывным наполнением резервуара водой при закрытых люках и штуцерах, либо
нагнетанием сжатого воздуха.
В процессе
испытания герметичность сварных соединений проверяют путем нанесения мыльного
или другого индикаторного раствора.
Контроль давления
осуществляют U-образным манометром, выведенным по отдельному трубопроводу за
обвалование.
10.7.
Гидравлические испытания резервуаров с понтонами и плавающими крышами
производят без уплотняющих затворов с тщательным наблюдением за работой катучей
лестницы, дренажного устройства, направляющих стоек. Скорость подъема
(опускания) понтона или плавающей крыши при гидравлических испытаниях не должна
превышать эксплуатационную.
10.8. По
мере подъема и опускания плавающей крыши (понтона) в процессе гидравлического
испытания резервуара производят:
а) зачистку
шлифовальной машинкой на внутренней поверхности стенки резервуара брызг
наплавленного металла, заусенцев и других острых выступов;
б) замеры зазоров
между верхней кромкой наружной стенки коробов плавающей крыши (понтона) и
стенкой резервуара. Замеры выполняют в зоне стыков между поясами на расстоянии
50 - 100 мм против каждого вертикального шва стенки (при необходимости между
швами) линейкой с миллиметровыми делениями. Результаты замеров записывают в
журнал монтажных работ и прикладывают к акту на испытание резервуара наливом
воды (форма 8 Приложения). Допускаются отклонения величины зазора от
номинального: +100 мм, -80 мм для резервуаров объемом 2000 м3 и более и +/- 40
мм для резервуаров объемом до 2000 м3;
в) замеры зазоров
между направляющими трубами и патрубками в крыше (понтоне). Допустимое
отклонение величины зазора от номинального: +/- 20 мм для резервуаров со
стенкой высотою 18 м и +/- 12 мм для резервуаров со стенкой высотою до 12 м.
10.9. По мере
заполнения резервуара водой необходимо наблюдать за состоянием конструкций и
сварных швов.
При обнаружении
течи из-под края днища или появлении мокрых пятен на поверхности отмостки
необходимо прекратить испытание, слить воду, установить и устранить причину
течи.
Если в процессе
испытания будут обнаружены свищи, течи или трещины в швах стенки, испытание
(независимо от величины дефекта) должно быть прекращено и вода слита:
а) при обнаружении
дефекта в поясах от I до VI - на один пояс ниже расположения дефекта;
б) при обнаружении
трещин в поясах от VII и выше - до V пояса.
10.10.
Гидравлическое испытание рекомендуется проводить при температуре окружающего
воздуха не ниже +5 °C.
Испытание
резервуаров при низких температурах (в зимних условиях) можно производить водой
или нефтепродуктом по специальному согласованию с заказчиком. При этом должны
быть приняты меры по предотвращению замерзания воды в трубах и задвижках, а
также обмерзания стенок резервуара.
Испытание
резервуаров морской водой или при других особых условиях производят по
специальным указаниям, согласованным с заказчиком.
10.11. Резервуары
объемом до 20000 м3, залитые водой до проектной отметки, испытывают на
гидравлическое давление выдерживанием под нагрузкой (без избыточного давления)
не менее 24 ч, а резервуары объемом свыше 20000 м3 - не менее 72 ч.
Резервуар считается
выдержавшим гидравлическое испытание, если в процессе испытания на поверхности
стенки или по краям днища не появятся течи и если уровень воды не будет
снижаться.
Обнаруженные мелкие
дефекты (свищи, отпотины) подлежат исправлению при пустом резервуаре.
Исправленные места должны быть проверены на герметичность.
В случае
необходимости выдержки резервуара под нагрузкой водой (без избыточного
давления) более длительное время, предусматриваемое проектом с целью обжатия
грунта основания, срок выдержки определяется проектной организацией. Результаты
испытаний отражаются в акте по форме 8 Приложения.
10.12. На
резервуар, прошедший испытания, составляют приемочный акт по форме 9, а при
сдаче в эксплуатацию - паспорт по форме 10 Приложения.
В указанных
документах приводят сведения об оборудовании резервуара, которое монтируется в
соответствии с инструкциями заводов-изготовителей.
11. ТЕХНИКА
БЕЗОПАСНОСТИ ПРИ СООРУЖЕНИИ РЕЗЕРВУАРОВ
11.1. Перед началом
работ рабочие должны быть ознакомлены с содержанием ППР и безопасными методами
ведения работ.
11.2. При
транспортировании рулонов к месту монтажа следует особо тщательно следить за
креплением рулона на железнодорожной платформе, трейлере, санях и др.
11.3. При разгрузке
и погрузке рулонов люди должны находиться в зоне, обеспечивающей их безопасность
при обрыве любого из канатов или скатывании рулонов.
11.4. Перед
разгрузкой рулона с железнодорожной платформы при помощи лебедок и тракторов
необходимо, согласно проекту производства работ, установить под края платформы
дополнительные опоры, предохраняющие ее от опрокидывания. При разгрузке на
эстакаду можно под рулон уложить три короткие балки, опирающиеся одним концом
на середину платформы, а другим на эстакаду. В этом случав установка
дополнительных опор не требуется.
11.5. Разгрузка
металлоконструкций, поступающих на монтаж, должна производиться краном,
грузоподъемность которого (по паспорту) при необходимых вылетах соответствует
массе разгружаемых конструкций.
11.6. До завоза
конструкций должны быть выбраны и подготовлены такие площадки для их разгрузки
и хранения, чтобы было удобно перемещать конструкции к месту монтажа.
11.7. При
перекатывании рулонов как впереди, так и сзади их на расстоянии не менее 10 м
не должны находиться люди.
11.8. Монтажная
площадка должна обеспечивать свободный доступ обслуживающего персонала и
механизмов к конструкциям, иметь ограждения опасных зон и предупредительные
надписи. Для прохода через траншеи должны быть проложены инвентарные трапы.
11.9. Рулон днища
при обрезке удерживающих планок устанавливают таким образом, чтобы
освобождающаяся при разрезании планок кромка полотнища была прижата массой
рулона к основанию резервуара. При разрезании удерживающих планок последними
разрезают крайние планки. При этом резчик должен располагаться у торца рулона.
При развертывании
полотнищ днища без перекатывания рулона необходимо применять страхующий канат,
который устанавливают перед срезкой удерживающих планок.
При развертывании
днища резервуара впереди рулона на расстоянии 15 м не должны находиться люди.
11.10. При подъеме
рулонов стенки в вертикальное положение в зоне подъема (в радиусе 25 м шарнира
и под канатами) не должны находиться люди.
Опасную зону
необходимо оградить предупредительными знаками.
11.11. До
обрезки удерживающих планок рулон должен быть затянут канатом с помощью
трактора или другими способами так, чтобы предотвратить самопроизвольное его
распружинивание и сделать обрезку планок безопасной.
После этого
последовательно, начиная сверху, обрезают удерживающие планки. Рабочий,
обрезающий планки, стоит на навесной монтажной лестнице, прикрепившись к ней
предохранительным поясом. Две нижние планки рабочий срезает, стоя на днище,
находясь все время на стороне, противоположной направлению разворачивания
полотнища. Затем, постепенно ослабляя канат, позволяют рулону плавно
распружиниться.
Особую осторожность
необходимо соблюдать при обрезке удерживающих планок рулонов полотнищ из
высокопрочных сталей ввиду их большой упругости. В этом случае рулон затягивают
с помощью двух тракторов. Канатом первого трактора обматывают верхнюю часть
рулона, а канатом второго - нижнюю часть рулона (рис. 20).
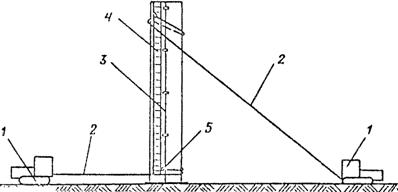
Рис. 20. Стягивание
рулона стенки
из высокопрочной
стали
перед срезкой
удерживающих планок:
1 - трактор; 2 -
удерживающий канат;
3 - начальная
кромка полотнища;
4 - навесная
лестница; 5 - тяговая скоба
11.12. В процессе
развертывания рулона люди не должны находиться ближе 12 м от освобождающегося
витка полотнища. Запрещается пребывание людей ближе 15 м от каната, с помощью
которого производится развертывание (в связи с опасностью разрыва каната и
отрыва тяговой скобы).
После развертывания
очередного участка полотнища для предотвращения самопроизвольного
распружинивания витков рулона и обеспечения безопасного производства работ
между развернутой частью полотнища и рулоном вставляется клиновой
предохранительный упор. До установки упора работы по подгонке и прихватке
полотнища стенки к днищу, а также по переносу тяговой скобы с канатом на новое
место запрещаются.
Особую осторожность
необходимо соблюдать при развертывании рулонов высотой 18 м. В этом случав при
необходимости применяют подвижные расчалки.
11.13. Устойчивость
стенки резервуара, сооружаемой из рулонных заготовок, при монтаже должна быть
обеспечена расчалками, а также установкой щитов покрытия или элементов колец
жесткости по мере разворачивания полотнища.
До окончания
монтажа покрытия или кольца жесткости во время перерывов в работе стенка
резервуара должна быть прочно закреплена расчалками.
11.14. Перед
установкой щитов покрытия в проектное положение на начальном щите необходимо
приварить временное радиальное и проектное кольцевое ограждения. На последующих
щитах устанавливают только проектное кольцевое ограждение.
Выходить на первый
установленный щит разрешается только после приварки балок щита к опорному
кольцу и стенке.
11.15. При
выполнении монтажных и сварочных работ на высоте более трех метров рабочие
должны быть снабжены предохранительными поясами, нескользящей обувью,
инструментальными ящиками или сумками для инструментов и крепежных материалов.
При установке
элементов кольца жесткости и щитов покрытия запрещается пребывание людей под
устанавливаемыми элементами.
11.16. Следует
избегать ведения работ в два и более яруса по одной вертикали. В случае
необходимости ведения таких работ необходимо оградить рабочие места от
возможного падения с ярусов инструмента и других предметов.
11.17. Вновь
изготовленные леса, люльки и тому подобное должны быть испытаны и приняты
специальной комиссией. Подвеску люлек следует производить под наблюдением
инженерно-технического персонала.
11.18. Освещение
внутри резервуара должно быть обеспечено светильниками с лампами напряжением 12
вольт (типа переносных), питающимися от трансформаторов с раздельными обмотками
первичного и вторичного напряжения; один из выводов вторичной обмотки должен
быть заземлен.
Применение
автотрансформаторов внутри резервуара запрещено.
11.19. Все
металлические леса, электрооборудование и механизмы, которые могут оказаться
под током, должны быть надежно заземлены.
11.20. При
производстве сварочных работ необходимо следить за сохранностью изоляции
сварочного кабеля и обеспечивать необходимую вентиляцию.
11.21. При
просвечивании гамма-дефектоскопами необходимо оградить зону, в пределах которой
уровень радиации превышает допускаемую величину, а на границах зоны вывесить
плакаты или знаки, предупреждающие об опасности.
При применении для
дефектоскопии гамма-излучения искусственных радиоактивных изотопов, кроме
требований главы СНиП по технике безопасности в строительстве, необходимо
выполнять требования "Норм радиационной безопасности (НРБ-76) и основных
санитарных правил работы с радиоактивными веществами и другими источниками
ионизирующих излучений" - ОСП-72/80 (М.: Энергоиздат, 1981), а также
"Правил безопасности при транспортировании радиоактивных веществ" -
ПБТРВ-73 (М.: Атомиздат, 1974).
11.22. При
проведении испытаний весь персонал, принимающий в них участие, должен пройти
инструктаж.
На все время
испытаний устанавливается граница опасной зоны радиусом не менее двух диаметров
резервуара, внутри которой не допускается нахождение людей, не связанных с
испытанием.
Во время повышения
давления или вакуума допуск к осмотру резервуара разрешается не ранее, чем
через 10 мин после достижения установленных испытательных нагрузок.
Во время испытаний
запрещается оставлять без наблюдения герметически закрытые резервуары, не
имеющие соответствующей дыхательной аппаратуры.
Контрольные
приборы, за которыми производится постоянное наблюдение в течение всего времени
испытаний, должны устанавливаться вне опасной зоны или в надежных укрытиях.
Для предотвращения
превышения испытательной нагрузки при избыточном давлении и вакууме должны быть
предусмотрены специальные гидрозатворы, соединенные с резервуаром
трубопроводами расчетного сечения.
11.23. При
производстве работ по сооружению резервуаров необходимо также
руководствоваться:
а) СНиП III-4-80
"Техника безопасности в строительстве";
б) "Правилами
устройства и безопасной эксплуатации грузоподъемных кранов"
Госгортехнадзора СССР, 1976 г.;
в) "Типовой
инструкцией по технике безопасности при изготовлении стальных
конструкций", ВСН 347-75/ММСС СССР;
г)
"Инструкцией по технике безопасности при монтаже стальных и сборных
железобетонных конструкций", ВСН 61-74/ММСС СССР;
д)
"Инструкцией по проведению прочностных испытаний стальных вертикальных
цилиндрических резервуаров для нефти и нефтепродуктов", МСН 177-68/ММСС
СССР, утвержденной Техническим управлением Минмонтажспецстроя 19.04.1968;
е)
"Инструкцией по проектированию электрического освещения строительных
площадок", СН 81-80;
ж) "Типовой
инструкцией для стропальщиков (такелажников-зацепщиков), обслуживающих
грузоподъемные краны", утвержденной Госгортехнадзором РСФСР в 1966 г.;
з) СНиП III-18-75
"Правила производства и приемки работ. Металлические конструкции",
глава "Дополнительные правила для конструкций цилиндрических вертикальных
резервуаров".
12.
ИЗГОТОВЛЕНИЕ И МОНТАЖ РЕЗЕРВУАРОВ
МЕТОДОМ ПОЛИСТОВОЙ
СБОРКИ
12.1. При
изготовлении и монтаже резервуаров методом полистовой сборки требования к
материалам для изготовления резервуарных конструкций, изготовлению конструкций,
транспортировке, разгрузке, складированию конструкций, приемке основания,
подготовке монтажной площадки, монтажу днищ из рулонных заготовок, монтажу
плавающих крыш и понтонов, сборке и установке щитов покрытия, требования к
геометрической форме смонтированных резервуаров, выполнению сварочных работ на
монтаже и контролю сварочных соединений, монтажу уплотняющих затворов,
испытанию и приемке резервуаров, технике безопасности при сооружении
резервуаров указаны в соответствующих разделах настоящей инструкции.
12.2. Организация,
разрабатывающая проект производства работ по монтажу резервуаров, должна в
дополнительных технических требованиях (ДТТ) уточнить подготовку кромок листов
стенки в зависимости от принятых видов сварки, места строповки конструкций и
другие вопросы, вытекающие из принятых решений по монтажу резервуаров. Одновременно
необходимо запроектировать поставляемые вместе с конструкциями резервуаров:
специальные металлические подмости, конструкция которых должна предусматривать
восприятие ветровых нагрузок для обеспечения устойчивости стенки во время
монтажа, монтажные стойки для резервуаров с покрытием, сборочные и строповочные
приспособления, контрольные пластины для сварщиков.
12.3. В числе
временных сооружений необходимо предусмотреть:
а) помещения для
сварочного оборудования;
б) специальные сани
для автоматической установки типа "Циркоматик" и других сварочных
аппаратов;
в) хранилище для
контейнеров с ампулами радиоактивных веществ (в случае отсутствия
рентгеновского аппарата);
г) кладовую для
хранения в ней сварочной проволоки, электродов и флюса с установкой в ней
электрической печи для прокалки и сушки сварочных материалов;
д) помещение для
проявления и обработки снимков просвеченных швов.
12.4. При
сборке и сварке днищ резервуаров, плавающих крыш (понтонов), монтируемых из
рулонных заготовок, следует соблюдать следующий порядок, предусматривающий
получение минимальных сварочных деформаций:
а) монтируют
окрайки днища, собирая стыки между ними на остающейся подкладке с зазором
клиновидной формы, равным у периферии 4 - 6 мм, а у другого конца стыка 10 - 12
мм. Стыки сваривают на длине 200 - 250 мм в местах примыкания стенки (рис. 21);
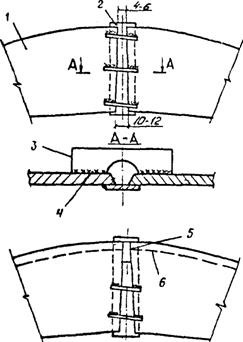
Рис. 21. Схема
сборки стыков окраек: 1 - окрайка;
2 - подкладка; 3 -
гребенка; 4 - сварочный шов;
5 - частичная
сварка; 6 - риска установки первого пояса
б) монтируют
рулонированные полотнища днища резервуара и сваривают соединения между ними
только на площади, закрываемой впоследствии днищем плавающей крыши (понтона);
в) после приварки
на днище плит под опорные стойки и испытания сварных соединений днища
резервуара на герметичность монтируют полотнища плавающей крыши (понтона).
Соединения между ними не доваривают по концам на длину 3 - 4 мм;
г) монтируют I пояс
стенки резервуара, сваривают его, затем пояс приваривают к окрайкам днища;
д) после сварки
пояса с окрайками зазор в стыках окраек становится нормальным и стыки сваривают
по всей их длине. Затем собирают полотнища днища резервуара с окрайками и
приваривают их. В последнюю очередь заканчивают сварку соединений между
полотнищами, которые оставлялись несваренными;
е) днище плавающей
крыши, после монтажа и сварки II пояса стенки резервуара и коробов понтона,
собирают и сваривают сначала с ребром понтона, затем заваривают соединения
между полотнищами, которые ранее оставались несваренными.
12.5. Днища,
сооружаемые из отдельных листов и окраек так же, как и днища из рулонных
заготовок, монтируют в два этапа. Сначала монтируют окрайки, затем центральную
часть днища. Порядок сборки и сварки окраек такой же, как и при монтаже днищ
резервуаров из рулонных заготовок (см. п. 12.4). Листы укладывают полосами от
центра днища к периферии, соблюдая минимальный размер нахлестки (30 мм). Сборку
листов между собой осуществляют с помощью сборочных приспособлений. Разделку
кромок в узлах стыковки выполняют, как указано на рис. 22. К сварке днища
приступают после закрепления листов днища на прихватках, за исключением соединений
периферийных листов с примыкающими к ним окрайками.
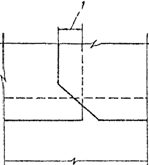
а
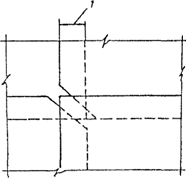
б
Рис. 22. Разделка
кромок листов в узлах стыковки:
а - стыковка трех
листов; б - стыковка четырех листов;
1 - величина
нахлестки
Для получения
минимальной деформации днища сварку его выполняют по следующей схеме. Листы
днища разбивают на отдельные зоны (четверти). После завершения сварки листов в
зонах, зоны сваривают между собой. Затем сваривают: соединения периферийных
листов на участках несколько больше их нахлестки на окрайки; кольцевое
соединение периферийных листов с окрайками; оставшиеся соединения периферийных
листов между собой и, в последнюю очередь, периферийные листы со всей средней
частью днища. Схема сварки днища из листов показана на рис. 23.
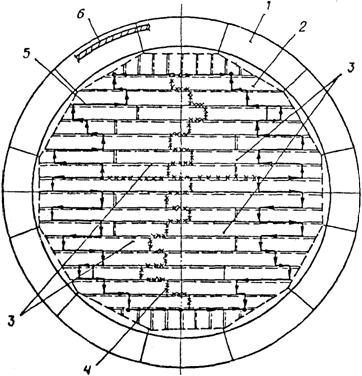
Рис. 23. Схема
сборки и сварки днища из листов:
1 - окрайка; 2 -
периферийные листы; 3 - зона;
4 - сварочный
стыковочный шов между зонами;
5 - шов между
периферийными листами и зонами;
6 - стенка
12.6. Днища из
отдельных листов без окраек монтируют в один этап. Сборка листов и закрепление
их, разделка кромок в узлах стыковки и порядок разбивки днища на зоны во всем
аналогичны соответствующим операциям монтажа днища с окрайками. Аналогична и
сварка днища. После сварки листов в зонах соединения периферийных листов на их
краях, на длине 200 - 250 мм, переводят нахлесточное соединение в стыковое и
заваривают эти участки на подкладке. Затем собирают I пояс стенки, сваривают вертикальные
швы, приваривают пояс к периферийным листам днища, посла чего заваривают
соединения между периферийными листами, в последнюю очередь, сваривают
периферийные листы со всей средней частью днища.
12.7. Стенки
резервуаров изготавливают и поставляют на монтажную площадку в виде отдельных
вальцованных листов. Правку, обработку и гибку (вальцовку) листов производят
способами, предусмотренными разделом 3 настоящей инструкции.
12.8.
Транспортировать и хранить вальцованные листы следует в контейнерах, исключающих
возможность их развальцовки и деформации.
12.9. До начала
сборки стенки резервуара необходимо проверить: горизонтальность окраек днища
(см. табл. 7), правильность геометрической формы листов (радиус гибки),
соответствие проекту и дополнительным техническим требованиям ППР к разделке
кромок и их чистоте.
12.10. В процессе
полистовой сборки следует строго соблюдать очередность установки элементов,
предусмотренную ППР. Особенно тщательно необходимо контролировать сборку и
сварку первого пояса, так как их качество предопределяет правильность
геометрической формы всей стенки резервуара.
12.11. Листы
первого пояса устанавливают на окрайки по разметке. При этом необходимо следить
за тем, чтобы расположение первого листа соответствовало проекту.
12.12. Размеры
разбежки между вертикальными стенками листов первого пояса и стыками окраек
днища должны быть не менее 200 мм. Размеры разбежки между вертикальными стыками
отдельных поясов - не менее 500 мм.
12.13. Листы пояса
с окрайками и между собой соединяют при помощи сборочных приспособлений (рис.
24 и 25), обеспечивающих проектные зазоры между кромками. В процессе сборки
необходимо контролировать геометрическую форму стенки резервуара по поясам,
совпадение кромок и зазоры в вертикальном и горизонтальном стыках. Последний
(замыкающий) лист пояса обрезают по месту с разделкой кромок и обеспечением
проектного зазора.
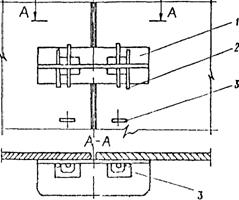
Рис. 24. Сборка
вертикального стыка между листами стенки:
1 - тавровое
стяжное приспособление;
2 - клин; 3 -
проушина
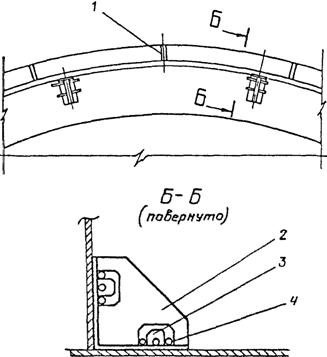
Рис. 25.
Сборка листов первого пояса стенки с днищем:
1 - ограничитель; 2
- угловое стяжное приспособление;
3 - проушина; 4 -
клин
12.14. Стенки
резервуара монтируют с обеспечением устойчивости от ветровых нагрузок,
раскрепляя стенку расчалками или используя при сборке и сварке металлические
подмости, конструкция которых предусматривает восприятие ветровых нагрузок.
12.15. Технологию
сборки и сварки стенки разрабатывают с учетом обеспечения геометрической формы
и допустимых отклонений, приведенных в табл. 6. Для резервуаров объемом более
20000 м3, наряду с данными таблицы, следует руководствоваться требованиями
проекта по допускаемым отклонениям.
12.16.
Горизонтальные стыковые соединения крупнообъемных резервуаров следует сваривать
с применением высокопроизводительных сварочных автоматов типа
"Циркоматик", а вертикальные стыковые соединения - автоматами с
принудительным формированием шва.
В случаях
отсутствия высокопроизводительных автоматов для сварки горизонтальных стыковых
соединений стенки, а также с целью уменьшения количества монтажных элементов
целесообразно производить укрупнение листов в монтажные блоки из двух-трех
листов, свариваемых по длинной кромке автоматом под слоем флюса. Сборку и
сварку в блоки необходимо производить в удобных положениях, в кондукторах.
Вертикальные стыки
пояса, а также горизонтальный стык между поясами сваривают одновременно
несколько сварщиков, располагающихся равномерно по окружности и продвигающихся
по мере сварки в одном направлении. Для сварки вертикальных стыков стенки
следует предусмотреть технологию, обеспечивающую минимальное западание и
выпучивание зоны стыка.
12.17. Качество
монтажных швов стенки и днища резервуаров, монтируемых полистовым методом,
контролируется посредством повседневной проверки установленного
технологического процесса, внешнего осмотра, проверки размеров и испытания на
герметичность (керосином, вакуум-прибором и др.) всех швов. Для резервуаров
объемом 2000 м3 и более, кроме того, обязателен контроль вертикальных швов
проникающим излучением или другими физическими методами. Контролю
просвечиванием должны подвергаться:
а) все вертикальные
стыковые соединения I и II поясов, включая пересечения вертикальных и
горизонтальных швов между I и II, II и III поясами;
б) 50% соединений
III и IV поясов резервуаров, преимущественно в местах пересечения вертикальных
и горизонтальных швов;
в) все стыковые швы
окраек днища в местах примыкания стенки к днищу.
Длина снимка должна
быть не менее 300 мм.
Взамен
просвечивания при толщине стали 10 мм и более разрешается производить контроль
вертикальных стыковых соединений ультразвуковым методом. В этом случае
контролируют все вертикальные швы с последующим просвечиванием дефектных и
сомнительных мест.
12.18. Монтаж
плавающей крыши (понтона), подъем крыши для установки опорных стоек, монтаж
оборудования и направляющих крыши (понтона) выполняется так же, как на
резервуарах, сооружаемых со стенкой из рулонных заготовок.
12.19. К началу
монтажа арочного покрытия у резервуаров с понтоном должны быть полностью
закончены все сварочные работы по стенке и опорному кольцу, проверена
горизонтальность кольца, установлена и закреплена монтажная стойка.
12.20. Монтаж
конструкций арочного покрытия выполняют предварительно укрупненными блоками в
порядке, показанном на рис. 26.
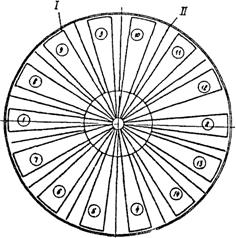
Рис. 26. Схема
монтажа блоков покрытия:
I - блок арки; II -
полуарка;
1 - 14 -
последовательность монтажа блоков
12.21. Демонтаж
временной монтажной стойки производят только после сварки всех несущих
конструкций покрытия.
Приложение
ФОРМЫ ТЕХНИЧЕСКОЙ
ДОКУМЕНТАЦИИ,
СОСТАВЛЯЕМОЙ В
ПРОЦЕССЕ СООРУЖЕНИЯ,
ИСПЫТАНИЯ И СДАЧИ
РЕЗЕРВУАРОВ
Форма 1
СЕРТИФИКАТ N _____ НА СТАЛЬНЫЕ
КОНСТРУКЦИИ РЕЗЕРВУАРА
Завод-изготовитель
1. ОБЩИЕ СВЕДЕНИЯ
1.1. Изготовлено
Начато
__________ 19___ г.
Окончено ________ 19___ г.
1.2. Заказчик
____________________________________________________
1.3. Назначение
__________________________________________________
1.4. Стенка, днище и центральная часть плавающей крыши (понтона)
резервуара изготовлены на
___________________________________
стенде
при помощи автоматической сварки
под флюсом
с последующим сворачиванием в рулон.
1.5. Стенка
изготовлена по чертежам ______________________________
_____________________________________________________________
Днище изготовлено по чертежам
_______________________________
Центральная часть
плавающей крыши (понтона)
изготовлена
по чертежам
_________________________________________________
1.6. Двустороннюю сварку горизонтальных и вертикальных
соединений
листов
______________________________________________________
(стенки, днища, понтона
и др.)
производили сварочным автоматом
_____________________________
на
постоянном (переменном) токе
при температуре воздуха
__________ °C.
1.7. Сварку стенки
производили проволокой ________________________
под флюсом _______________; днище сварили
проволокой ________
__________ под флюсом
_______________________________________
1.8. Сварные швы
проверяли:
а) на герметичность
_________________________________________
б) просвечивали гамма-лучами
радиоактивных препаратов или
рентгеновскими лучами места, указанные на схеме развертки
__________________________________________________________
в) внешним осмотром
_________________________________________
1.9. По окончании
изготовления, проверки и
приемки отделом
технического контроля отгружен в следующий
адрес: ___________
а) дата отгрузки __________________
б) станция назначения _____________
в) вагон N _______ накладная N ____.
2. ОСНОВНЫЕ ДАННЫЕ
2.1. Проектные и фактические
размеры рулонированных
конструкций
стенки,
днища и центральной части
плавающей крыши (понтона)
указаны
в схеме развертки рулона (см. Приложение 1 к данному
сертификату).
2.2. Габариты
────┬────────────────┬──────┬────────────────┬────────────┬───────
N
│ Наименование │Масса,│Размеры стенки,
│ Диаметр │Приме-
п/п
│ элементов │
кг │ мм
│ по нижнему │чание
│ │
├────────┬───────┤ поясу
│
│ │ │ высота │ длина
│резервуара, │
│ │ │ │ │ мм
│
────┴────────────────┴──────┴────────┴───────┴────────────┴───────
1 Стенка
2 Днище
3 Центральная
часть плавающей
крыши (понтона)
4
5
3. ВЫПИСКА ИЗ СЕРТИФИКАТА СВАРОЧНЫХ
МАТЕРИАЛОВ
────────────┬────────────────┬────────┬───────┬───────────────────
Сварочные
│Завод-поставщик │
ГОСТ │ Марка │ Сертификат
материалы
│
│ │ ├──────────┬────────
│ │ │ │
дата │ N
────────────┴────────────────┴────────┴───────┴──────────┴────────
Флюсы:
..........
..........
Сварочная
проволока:
..........
..........
Электроды:
..........
..........
4. ВЫПИСКА ИЗ СЕРТИФИКАТА НА ЛИСТОВОЙ
МЕТАЛЛ,
ИЗРАСХОДОВАННЫЙ НА ИЗГОТОВЛЕНИЕ
СТЕНКИ, ДНИЩА,
ПЛАВАЮЩЕЙ КРЫШИ (ПОНТОНА) И
ПОКРЫТИЯ
───────┬────┬────────────────────────────┬───────────────────────────────────────────────────────────────────────┬───────────────────────
Наиме-
│Раз-│ Химический состав,
% │ Механические
свойства
│ Сертификат
нование│меры├─┬───┬──┬──┬─┬──┬──┬──┬──┬──┼──────┬──────┬────────┬─────────┬────────────────────────────────┬─────┼───┬───┬────┬─────┬────
конст-
│лис-│C│Mg │Si│P
│S│Cr│Ni│
│ │ │сигма │сигма │дельта │дельта │
ударная вязкость, Дж/м2
│изгиб│да-│но-│мар-│за- │при-
рукции
│тов,│ │ │ │
│ │ │ │
│ │ │
в│ т│ 5%│
10%├──────┬──────┬──────┬──────┬────┤на │та │мер│ка │вод- │ме-
│мм │ │ │
│ │ │ │
│ │ │
│ │ │ │ │+20 °C│-20 °C│-40
°C│-70 °C│пос-│180° │
│
│ста-│по- │ча-
│ │ │ │
│ │ │ │
│ │ │
│ │ │ │ │ │ │ │ │ле
│в хо-│ │ │ли
│став-│ния
│ │ │ │
│ │ │ │
│ │ │
│ │ │ │ │ │ │ │ │ме- │лод- │ │
│ │щик │
│ │ │ │
│ │ │ │
│ │ │
│ │ │ │ │ │ │ │ │ха- │ном │
│ │ │
│
│ │ │ │
│ │ │ │
│ │ │
│ │ │ │ │ │ │ │ │ни- │со- │
│ │ │
│
│ │ │ │
│ │ │ │
│ │ │
│ │ │ │ │ │ │ │ │чес-│стоя-│ │
│ │ │
│ │ │ │
│ │ │ │
│ │ │
│ │ │ │ │ │ │ │ │кого│нии │
│ │ │
│
│ │ │ │
│ │ │ │
│ │ │
│ │ │ │ │ │ │ │ │ста-│ │
│ │ │
│
│ │ │ │
│ │ │ │
│ │ │
│ │ │ │ │ │ │ │ │ре- │ │
│ │ │
│
│ │ │ │
│ │ │ │
│ │ │
│ │ │ │ │ │ │ │ │ния │ │
│ │ │
│
───────┼────┼─┼───┼──┼──┼─┼──┼──┼──┼──┼──┼──────┼──────┼────────┼─────────┼──────┼──────┼──────┼──────┼────┼─────┼───┼───┼────┼─────┼────
1
│ 2 │3│ 4
│5 │6 │7│8 │9 │10│11│12│ 13
│ 14 │
15 │ 16
│ 17 │
18 │ 19
│ 20 │ 21 │ 22 │23 │24 │ 25 │
26 │ 27
───────┴────┴─┴───┴──┴──┴─┴──┴──┴──┴──┴──┴──────┴──────┴────────┴─────────┴──────┴──────┴──────┴──────┴────┴─────┴───┴───┴────┴─────┴────
Стенка:
.......
.......
Днище:
.......
.......
Цент-
ральная
часть
плава-
ющей
крыши
(понто-
на)
и
короба:
.......
.......
Покры-
тие:
.......
5. ДАННЫЕ О СВАРЩИКАХ, ПРОИЗВОДЯЩИХ
СВАРОЧНЫЕ
РАБОТЫ НА СТЕНКЕ
───────────────┬────────────┬─────────┬───────────────────┬───────
Фамилия, имя, │ Разряд
│ Знак │
Удостоверение │Приме-
отчество
│ │сварщика
├──────────┬────────┤чание
│ │ │ дата
│ N │
───────────────┴────────────┴─────────┴──────────┴────────┴───────
Дополнительные испытания металла,
электродной проволоки, флюса
на механические и
химические свойства, произведенные в связи с ___
_________________________________________________________________,
показали следующие
результаты: __________________________ и т.д.
Сертификат составлен
_______________ 19___ г.
Приложения. 1.
Развертки стенки, днища
и центральной части
плавающей крыши
(понтона).
2. Заключение о
качестве сварных соединений.
3. Акт приемки
конструкций покрытия и коробов
плавающей крыши
(понтона) резервуара.
Главный инженер завода
Начальник ОТК завода
Начальник цеха
Приложение
1
к форме 1
(сертификат)
" " __________ 19___ г.
РАЗВЕРТКИ СТЕНКИ, ДНИЩА И ЦЕНТРАЛЬНОЙ ЧАСТИ
ПЛАВАЮЩЕЙ КРЫШИ (ПОНТОНА)
Приложение
2
к форме 1
(сертификат)
" " __________ 19___ г.
о качестве сварных соединений, выполненных
двусторонней автоматической сваркой
Проверка производилась ______________________________
Оценка качества сварки дана по ГОСТ 7512-75
При просвечивании установлено
───┬─────────────┬───────────┬────────────┬───────┬────────┬──────
N │ Объект │ Толщина │ Длина │Чувст- │Обнару- │Оценка
п/п│ проверки │металла, мм│проверенного│витель-│женные │
│ │ │участка шва,│ность │дефекты │
│ │ │ мм │снимка │ │
───┴─────────────┴───────────┴────────────┴───────┴────────┴──────
1
2
3
4
5
6
7
8
9
10
Заключение составил радиограф _____________________
(фамилия)
Удостоверение N __________
Подписи:
Приложение
3
к форме 1
(сертификат)
приемки конструкций покрытия и коробов плавающей
крыши (понтона) резервуара
Заказ N _____
Наименование объекта _________________ Резервуар объемом ______ м3
Заводской N ________
─────────────────────────┬───────────┬────────┬────────┬──────────
Наименование конструкций │ N чертежа │ Метод │ Марка │ Марка
│ │ сварки │ стали │электродов
─────────────────────────┴───────────┴────────┴────────┴──────────
Щиты покрытия
Короба плавающей крыши
(понтона)
Герметичность швов проверена при помощи __________________________
__________________________________________________________________
Начальник ОТК завода
Приемку произвел
Форма 2
на приемку основания резервуара N под монтаж
__________________________________________________________________
(наименование объекта)
" " __________ 19___ г.
Мы, нижеподписавшиеся, представитель заказчика _______________
____________________________________, представитель строительной
организации ______________________________________________________
произвели осмотр выполненных работ по сооружению основания под
резервуар N и установили следующее:
Насыпная подушка, кольцевой фундамент и гидроизолирующий слой
выполнены в соответствии с проектом N _____.
На основании результатов осмотра и прилагаемых документов
основание принимается под монтаж.
Приложения. 1. Акт на открытые работы по подготовке и устройству
насыпной подушки под резервуар N _______.
2. Акт на скрытые работы по устройству гидроизолирующего слоя под
резервуар N _______.
3. Исполнительная схема на кольцевой фундамент и основание под
резервуар N _______.
Подписи:
Форма 3
сварочных работ по резервуару N _____ объемом _____ м3
─────┬──────┬──────┬─────┬──────┬────────┬────────┬─────┬──────┬─────┬─────
Номер│Тип │Марка │Дата │Темпе-│Фамилия │Номер │Знак │Оценка│Под- │Под-
швов │шва и │элект-│свар-│ратура│сварщика│и срок │свар-│швов │пись │пись
по │поло- │рода │ки │возду-│ │действия│щика │по │свар-│конт-
схеме│жение │или │ │ха, °C│ │удосто- │ │внеш- │щика │роль-
│в про-│прово-│ │ │ │верения │ │нему │ │ного
│стран-│локи и│ │ │ │сварщика│ │виду │ │мас-
│стве │флюса │ │ │ │ │ │ │ │тера
─────┴──────┴──────┴─────┴──────┴────────┴────────┴─────┴──────┴─────┴─────
Приложение. Схемы швов резервуара.
Производитель работ
Мастер по сварке
Примечания. 1. Настоящий журнал оформляется в виде тетради из
10 - 12 страниц для того, чтобы все записи выполненных сварочных
работ вплоть до окончания сооружения резервуара были занесены
в один документ.
2. В журнал вносят только сварочные работы, выполненные
на монтаже.
Форма 4
на испытание швов днища резервуара
__________________________________________________________________
(наименование объекта)
" " __________ 19___ г.
Мы, нижеподписавшиеся, представитель заказчика _______________
_______________________________________, представитель монтажной
организации ______________________________________________________
составили настоящий акт в том, что после окончания работ
по монтажу днища резервуара N _______ было произведено испытание
швов днища (указывается метод испытания) ___________ со следующими
результатами _____________________________________________________
На основании вышеуказанных результатов комиссия считает
днище ____________________________________________________________
Подписи:
Форма 5
на испытание керосином сварного соединения
стенки резервуара с днищем
__________________________________________________________________
(наименование объекта)
" " __________ 19___ г.
Мы, нижеподписавшиеся, представитель заказчика _______________
_______________________________________, представитель монтажной
организации ______________________________________________________
составили настоящий акт в том, что были произведены проверка
и испытание сварного соединения стенки с днищем на герметичность
путем опрыскивания керосином при температуре окружающего
воздуха __________________________________________________________
По истечении __________ получены следующие результаты:
На основании вышеуказанных результатов комиссия считает
швы ____________________ испытание на герметичность ______________
Подписи:
Форма 6
на просвечивание вертикальных монтажных стыков
стенки резервуара гамма-лучами
__________________________________________________________________
(наименование объекта)
" " __________ 19___ г.
Мы, нижеподписавшиеся, представитель заказчика _______________
_______________________________________, представитель монтажной
организации ______________________________________________________
составили настоящий акт в том, что просвеченные швы (см. схему
резервуара) выполнены сварщиками _________________________________
знака __________________.
В результате просвечивания установлено _______________________
На основании вышеуказанного резервуар может быть представлен
к гидравлическим испытаниям.
Приложение. Схема просвеченных вертикальных стыков стенки
резервуара и заключение радиографа.
Подписи:
Форма 7
испытания швов покрытия на герметичность
__________________________________________________________________
(наименование объекта)
" " __________ 19___ г.
Мы, нижеподписавшиеся, представитель заказчика _______________
_________________________________________________________________,
представитель монтажной организации ______________________________
составили настоящий акт в том, что после окончания сварочных работ
на покрытии резервуара N _______ было проведено испытание швов
покрытия на герметичность путем __________________________________
при температуре окружающего воздуха _______________ с контрольной
выдержкой в течение __________.
В результате испытаний установлено __________________________.
Выявленные дефекты швов были устранены путем повторной
подварки без вырубки дефектных участков.
На основании вышеуказанных результатов покрытие считать
__________________________________ испытание.
Подписи:
Форма 8
на испытание резервуара наливом воды
" " __________ 19___ г.
Мы, нижеподписавшиеся, представитель заказчика ______________,
представитель строительной организации __________________________,
представитель монтажной организации ______________________________
составили настоящий акт в том, что резервуар N _______ был залит
водой на высоту __________ м с _______________ по ________________
в течение __________ ч.
Во время испытания были получены следующие результаты
__________________________________________________________________
Произведенные обмер и осмотр показали, что резервуар имеет
следующие размеры:
1) высота _________ м; 2) диаметр _________ м; 3) максимальное
отклонение образующих стенки от вертикали _____________ мм
(см. приложение 1); 4) местные выпуклости (вмятины) на поверхности
стенки вдоль образующей _______ мм (высота выпуклости _______ мм);
5) максимальный зазор между плавающей крышей (понтоном) и стенкой
_______ мм, минимальный _______ мм (см. приложение 2).
Максимальная осадка резервуара за период испытаний _______ мм.
Схема осадки резервуара по отдельным точкам периметра приведена
в приложении 3.
На основании вышеуказанных результатов считать резервуар
_______________ испытание на прочность.
Приложения. 1. Схема отклонений образующих стенки от вертикали
(замеры производятся после слива воды для 20% образующих
с наибольшими отклонениями по результатам замеров на монтаже,
зафиксированных в журнале монтажных работ).
2. Схема и таблица зазоров между верхней кромкой наружной
вертикальной стенки коробов плавающей крыши (понтона) и стенкой
резервуара, а также зазоров между направляющими трубами
и патрубками в крыше (понтоне).
3. Схема осадки резервуара. Горизонтальность наружного контура
днища проверяется нивелировкой в точках, отстоящих на расстоянии
не более 6 м. Точки отмечаются постоянными реперами. Нивелировка
производится: а) перед заполнением резервуара; б) по достижении
максимального уровня налива; в) по окончании выдержки при
максимальном уровне налива; г) после слива воды.
Форма 9
на приемку резервуара
__________________________________________________________________
(наименование объекта)
" " __________ 19___ г.
Мы, нижеподписавшиеся, представитель заказчика ______________,
представитель строительной организации __________________________,
представитель монтажной организации ______________________________
составили настоящий акт в том, что в резервуаре N ________________
после удаления воды днище очищено от грязи. На резервуаре
в соответствии с проектом N установлено следующее оборудование
__________________________________________________________________
(перечисляется установленное резервуарное оборудование с указанием
его регулировки или испытания) ___________________________________
__________________________________________________________________
__________________________________________________________________
На основании осмотра и результатов ранее проведенных испытаний
считаем строительство резервуара полностью законченным. Резервуар
может быть принят в эксплуатацию.
Приложения. 1. Сертификат на стальные конструкции резервуара
(форма 1).
2. Акт на приемку основания резервуара под монтаж (форма 2).
3. Журнал сварочных работ (форма 3).
4. Акт на испытание швов днища резервуара (форма 4).
5. Акт на испытание керосином сварного соединения стенки
резервуара с днищем (форма 5).
6. Акт на просвечивание вертикальных монтажных стыков стенки
резервуара гамма-лучами (форма 6).
7. Акт испытания швов покрытия на герметичность (форма 7).
8. Акт на испытание резервуара наливом воды (форма 8).
9. Паспорт цилиндрического вертикального резервуара (форма 10).
Подписи:
Форма 10
ПАСПОРТ ЦИЛИНДРИЧЕСКОГО ВЕРТИКАЛЬНОГО РЕЗЕРВУАРА
Объем ____________________________________________________________
Марка ____________________ N _____________________________________
Дата составления паспорта ________________________________________
Место установки (наименование предприятия) _______________________
Назначение резервуара ____________________________________________
Основные размеры элементов резервуара (диаметр, высота) __________
Наименование организации, выполнившей рабочие чертежи КМ,
и номера чертежей ________________________________________________
Наименование завода-изготовителя стальных конструкций ____________
Наименование строительно-монтажных организаций, участвующих
в сооружении резервуара:
1) ______________; 2) ______________; 3) ______________ и т.д.
Перечень установленного на резервуаре оборудования _______________
__________________________________________________________________
Отклонения от проекта ____________________________________________
Дата начала монтажа ______________________________________________
Дата окончания монтажа ___________________________________________
Дата начала и окончания каждого промежуточного и общего испытаний
резервуара и результаты испытаний ________________________________
Дата приемки резервуара и сдачи его в эксплуатацию _______________
Приложения. 1. Деталировочные чертежи стальных конструкций (КМД)
N __________ и рабочие чертежи (КМ) N __________.
2. Заводские сертификаты на изготовленные стальные конструкции
__________________________________.
3. Документы о согласовании отступлений от проекта при монтаже
_____________________________.
4. Акты приемки скрытых работ ______________________________.
5. Документы (сертификаты и др.), удостоверяющие качество
электродов, электродной проволоки, флюсов и прочих материалов,
примененных при монтаже ________________________.
6. Схемы геодезических замеров при проверке разбивочных осей
и установке конструкций _________________________________________.
7. Журнал сварочных работ ___________________.
8. Акты испытания резервуара _______________________.
9. Описи удостоверений (дипломов) о квалификации сварщиков,
производивших сварку конструкций при монтаже, с указанием
присвоенных им цифровых или буквенных знаков _____________.
10. Документы результатов испытания сварных монтажных швов _______
__________________.
11. Заключение по просвечиванию сварных монтажных швов проникающим
излучением со схемами расположения мест просвечивания.
12. Акты приемки смонтированного оборудования.
Подписи представителей заказчика и строительно-монтажных
организаций (перечислить) _______________________________________.
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026