Утвержден и введен в
действие
Постановлением
Госстандарта СССР
от 18 февраля 1982
г. N 735
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШКУРКА ШЛИФОВАЛЬНАЯ БУМАЖНАЯ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Abrasive paper. Specifications
ГОСТ 6456-82
Группа Г25
ОКП 39 8600
Срок действия
с 1 января 1983
года
до 1 января 1993
года
ИНФОРМАЦИОННЫЕ
ДАННЫЕ
1. Разработан и
внесен Министерством станкостроительной и инструментальной промышленности СССР.
Разработчики: Е.И.
Ардашев; Е.С. Виксман; В.Т. Ивашинников; Н.А. Ильина; В.А. Квитко; Л.А. Коган;
О.Ф. Котляров; И.Ф. Корчмарь; В.А. Морозов; Е.Б. Петросян; А.А. Пыльнев; С.К.
Розин; В.А. Рыбаков; Н.В. Сырейщикова; В.Д. Туников; В.Н. Тырков.
2. Утвержден и
введен в действие Постановлением Государственного комитета СССР по стандартам
от 18.02.1982 N 735.
3. Срок первой
проверки - 1992 г.
Периодичность
проверки - 5 лет.
4. Взамен ГОСТ
6456-75.
5. Ссылочные
нормативно-технические документы
────────────────────────────────────┬─────────────────────────────
Обозначение НТД, │ Номер пункта, подпункта,
на который дана
ссылка │ Приложения
────────────────────────────────────┼─────────────────────────────
ГОСТ
426-77
│Приложение 2
ГОСТ
427-75 │4.2
ГОСТ
2228-81 │5.4
ГОСТ
3252-80 │2.5
ГОСТ
3647-80 │2.6
ГОСТ
7502-89 │4.2
ГОСТ
10127-75
│2.3; 5.4
ГОСТ
12172-74
│Приложение 2
ГОСТ
13525.1-79 │4.8
ГОСТ
17622-72 │Приложение 2
ГОСТ
18277-72
│2.3; 5.4
ГОСТ
27595-88
│5.17
6. Срок действия
продлен до 01.01.1993 Постановлением Госстандарта СССР от 23.04.1987 N 1374.
7. Переиздание
(апрель 1990 г.) с Изменениями N 1, 2, 3, утвержденными в июне 1984 г., апреле
1987 г., июле 1989 г. (ИУС 9-84, 8-87, 11-89).
Настоящий стандарт
распространяется на бумажную шлифовальную шкурку, предназначенную для
абразивной обработки различных материалов без охлаждения или с применением
смазочно-охлаждающих жидкостей на основе масла, керосина, уайт-спирита.
1. ТИПЫ И
РАЗМЕРЫ
1.1. Шлифовальная
шкурка должна изготовляться типов:
1 - для машинной и
ручной обработки неметаллических материалов (дерева, кожи, резины, пластмассы и
т.п.);
2 - для машинной и
ручной обработки металлов, сплавов.
(Измененная
редакция, Изм. N 2).
1.2.
Шлифовальная шкурка должна выпускаться в рулонах, размеры которых указаны в
табл. 1.
Таблица 1
───────────┬────────────────────────────────┬─────────────────────
Зернистость│Ширина,
мм (пред. откл. +/-
3,0)│Длина, м (пред. откл.
│ │ +/- 0,5)
───────────┼────────────────────────────────┼─────────────────────
50
│ 1250 │ 20
├────────────────────────────────┼─────────────────────
│ 720; 750; 800; 850; 900;
1000 │ 30
───────────┼────────────────────────────────┤
40 - 16
│ 1250; 1350;
1400 │
───────────┼────────────────────────────────┤
40; 32
│ 1000 │
───────────┼────────────────────────────────┼─────────────────────
40 - 16
│ 720; 750; 800; 850;
900 │ 50
───────────┼────────────────────────────────┤
25 - 10
│ 1000 │
───────────┼────────────────────────────────┤
12
│ 900 │
───────────┼────────────────────────────────┤
12 - М40 │ 1250; 1350; 1400 │
├────────────────────────────────┼─────────────────────
│ 720; 750; 800; 850; 900 │ 100
───────────┼────────────────────────────────┤
8 - М40 │ 1000 │
Примечание. По
заказу потребителя допускается изготовление рулонов длиной более 100 м.
(Измененная
редакция, Изм. N 3).
1.3. Шлифовальная
шкурка должна изготовляться со следующими видами рабочего слоя:
С - сплошной;
Р - рельефный.
1.4.
Исполнения и размеры рельефного рабочего слоя должны соответствовать указанным на чертеже и в табл. 2.



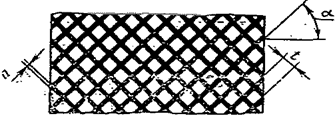
Таблица 2
─────────────┬────────────────────┬───────────────────────────────
Зернистость │ Ширина, а │ Шаг, t
├────────────┬───────┼──────────────┬────────────────
│ Интервал │ Пред. │ Интервал
│ Пред.
откл.
│ │ откл. │ │
─────────────┼────────────┼───────┼──────────────┼────────────────
50 - 40
│ 3,0 - 15,0 │+/- 1,0│
4,0 - 38,0 │ +/- 2,0
─────────────┼────────────┤ ├──────────────┤
32 - 25
│ 1,5 - 12,0 │
│ 3,0 - 30,0 │
─────────────┼────────────┼───────┼──────────────┼────────────────
20 - 16
│ 1,0 - 10,0 │+/- 0,3│
2,5 - 25,0 │ +/- 1,0
─────────────┼────────────┤ ├──────────────┼────────────────
12 - М40
│ 0,5 - 5,0 │ │
1,0 - 20,0 │ +/- 0,5
Угол наклона
рельефа ![]() должен быть 5° - 85°.
должен быть 5° - 85°.
1.5. Отклонение от
параллельности образующих линий рельефа должно быть в пределах допуска на шаг
рельефа.
Пример условного
обозначения бумажной шлифовальной шкурки типа 1, со сплошным рабочим слоем С, шириной 1000 мм, длиной 50 м, на бумаге марки 0-200, из
нормального электрокорунда марки 15А, зернистости 25-Н, на мездровом клее:
1С 1000 Х 50 П2 15А 25-Н М ГОСТ 6456-82
2.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шлифовальная
шкурка должна изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Шлифовальная
шкурка должна изготовляться из шлифовальных материалов, указанных в табл. 3.
Таблица 3
────────────────────────────────┬─────────────────────────────────
Вид шлифматериала │ Марка шлифматериала
────────────────────────────────┼─────────────────────────────────
Нормальный
электрокорунд │15А; 14А;
Ф14А; 13А; Ф13А
Белый
электрокорунд │25А;
24А; 23А
Легированный
электрокорунд │94А; 93А; 92А;
91А; 91А-М и 92А-М
Циркониевый
электрокорунд │38А
Монокорунд │44А; 43А
Зеленый
карбид кремния │64С; 63С
Черный
карбид кремния │54С; 53С;
51С
Стекло │71Ст
Примечание. По
заказу потребителя допускается изготовление шлифовальной шкурки из других марок
шлифматериалов или их смесей.
(Измененная
редакция, Изм. N 1, 2, 3).
2.3. Для
изготовления шлифовальной шкурки в качестве основы должны применяться бумага по
ГОСТ 18277-72, ГОСТ 10127-75 и отраслевой нормативно-технической документации
на бумагу в соответствии с табл. 4.
Таблица 4
────────────────┬─────────────────┬─────────────────┬─────────────
Марка бумаги
│ Условное │
Марка бумаги │ Условное
│ обозначение
│ │ обозначение
────────────────┼─────────────────┼─────────────────┼─────────────
0-140
│ П1 │ БШ-140
│ П6
0-200
│ П2 │ БШ-200
│ П7
0-210
│ П3 │ БШ-240
│ П8
0-235
│ П4 │ БВ-225
│ П9
0-240
│ П5 │ БВК-225
│ П10
│ │ ОВ-200
│ П11
Примечание. Если
бумага не имеет установленного условного обозначения, допускается в условном
обозначении шлифовальной шкурки указывать ее марку.
(Измененная
редакция, Изм. N 2).
2.4. Шлифовальная
шкурка должна изготовляться из шлифматериалов зернистостей, указанных в табл.
5.
Таблица 5
─────────────┬────────────────────────────────────────────────────
Условное │ Зернистость
обозначение
├──────────────┬───────────┬──────────────┬──────────
бумаги
│электрокорун-
│монокорунда│ карбида │
стекла
│ довых
│ │ кремния
│
│шлифматериалов│ │ │
─────────────┼──────────────┼───────────┼──────────────┼──────────
П2; П3; П4;
│ 50-М40 │
50 - 6 │ 25-М40
│ 50 - 6
П5; П7; П8;
│ │ │ │
П9; П10;
П11│ │ │ │
─────────────┼──────────────┤ ├──────────────┼──────────
П1; П6 │
25-М40 │ │ 16-М40
│ 25 - 6
Примечание. По
заказу потребителя допускается изготовление шлифовальной шкурки других
зернистостей или их смесей.
(Измененная
редакция, Изм. N 3).
2.5.
Шлифматериал должен быть связан с основой мездровым клеем по ГОСТ 3252-80 или
другими связками по отраслевой нормативно-технической документации.
Примечание.
Допускается вводить в связку красители или красящие пигменты.
2.6.
Зерновой состав шлифматериалов - по ГОСТ 3647-80.
2.7. (Исключен, Изм. N 3).
2.7.1. На
рабочей поверхности шлифовальной шкурки со сплошным рабочим слоем суммарная
площадь морщин, складок, участков без абразивных зерен, залитая связкой, не
должна превышать 0,5% площади рулона.
Примечание. По
согласованию с потребителем допускается суммарная площадь указанных дефектов не
более 1% площади рулона.
(Измененная
редакция, Изм. N 2, 3).
2.7.2. На
рабочей поверхности шлифовальной шкурки с рельефным рабочим слоем суммарная
площадь дефектов (слияние и непропечатка) рельефного слоя на 1 м2 не должна превышать 5% площади рулона с нанесенным
шлифматериалом.
(Измененная
редакция, Изм. N 3).
2.7.3. В
рулоне шлифовальной шкурки шириной до 1250 мм не допускаются кромки шириной
более 10 мм с дефектами, шириной более 1250 мм - более 15 мм.
Примечание. На
рабочей поверхности карбидкремниевой и электрокорундовой шлифовальной шкурки
зернистостей 6-М40 не допускаются точечные клеевые образования или вкрапления,
выступающие над рабочей поверхностью.
(Измененная
редакция, Изм. N 1, 2, 3).
2.8.
Неравномерность толщины шлифовальной шкурки должна соответствовать значениям,
указанным в табл. 6.
Таблица 6
────────────────────────────────┬─────────────────────────────────
Зернистость │ Неравномерность толщины, мм, не
│ более
────────────────────────────────┼─────────────────────────────────
50 │ 0,20
40 - 20 │ 0,12
16 - 10 │ 0,10
8 - 4 │ 0,08
М63 - М40 │ 0,06
2.9.
Прочность на разрыв шлифовальной шкурки в зависимости от марки бумаги должна
соответствовать значениям, указанным в табл. 7.
Таблица 7
──────────┬─────────────────────┬───────────┬─────────────────────
Условное │
Разрывная нагрузка, │ Условное
│ Разрывная нагрузка,
обозначе- │ Н, не
менее, в │обозначение│ Н, не менее, в
ние
бумаги│ направлениях │
бумаги │ направлениях
├──────────┬──────────┤
├──────────┬──────────
│продольном│поперечном│ │продольном│поперечном
──────────┼──────────┼──────────┼───────────┼──────────┼──────────
П1 │
196,0 │ 107,8
│ П7
│ 225,4 │
117,6
──────────┼──────────┼──────────┼───────────┼──────────┼──────────
П2 │
245,0 │ 137,2
│ П8 │
274,4 │ 137,2
──────────┼──────────┼──────────┼───────────┼──────────┼──────────
П3
│ 294,0 │
156,8 │ П9 │
401,8 │ 175,5
──────────┤ │
├───────────┼──────────┼──────────
П4 │ │ │ П10
│ 372,4 │
157,0
──────────┼──────────┼──────────┼───────────┼──────────┼──────────
П5
│ 392,0 │
98,0 │ П11
│ 225,5 │
117,6
──────────┼──────────┤ │ │ │
П6 │
176,4 │ │ │ │
2.10.
Коэффициент нанесения шлифматериала на основу ![]() для шлифовальной шкурки с рельефным рабочим
слоем должен быть 0,40 - 0,75.
для шлифовальной шкурки с рельефным рабочим
слоем должен быть 0,40 - 0,75.
2.11.
Влажность шлифовальной шкурки должна быть 3 - 7%.
2.12.
Приведенный износ электрокорундовой и стеклянной шлифовальных шкурок должен
соответствовать значениям, указанным в табл. 8.
Таблица 8
─────────────────────┬────────────────────────────────────────────
Зернистость │ Приведенный износ для типов
├────────────────────┬───────────────────────
│ 1 │ 2
─────────────────────┼────────────────────┼───────────────────────
50 - 32 │ 5,0 - 20,0 │ Св. 20,0
25 - 16 │ 4,0 - 15,0 │ "
15,0
12 - 6 │ 2,0 - 11,0 │ "
11,0
5 - М40 │ 1,5 - 9,0 │ " 9,0
Примечание.
Приведенный износ карбидкремниевой шлифовальной шкурки зернистостей 6 - М40
типа 1 должен быть 1,5 - 7,0; типа 2 - св. 7,0.
(Измененная
редакция, Изм. N 2).
2.13.
Режущая способность шлифовальной шкурки при условиях испытаний, указанных в
обязательном Приложении 2, должна соответствовать значениям, указанным в табл.
8а.
Таблица 8а
───────────────┬──────────────────────────────────────────────────
Зернистость │
Режущая способность шкурки, г/мин, не менее
├─────────────────┬─────────────────┬──────────────
│электрокорундовой│карбидкремниевой │ стеклянной
───────────────┼─────────────────┼─────────────────┼──────────────
50
│ 0,422 │ 0,450
│ 0,300
───────────────┼─────────────────┼─────────────────┼──────────────
40
│ 0,300 │ 0,320
│ 0,260
───────────────┤ │ │
32
│
│ │
───────────────┼─────────────────┼─────────────────┼──────────────
25
│ 0,290 │ 0,300
│ 0,250
───────────────┼─────────────────┼─────────────────┼──────────────
20
│ 0,200 │ 0,220
│ 0,160
───────────────┼─────────────────┼─────────────────┼──────────────
16
│ 0,195 │ 0,210
│ 0,110
───────────────┼─────────────────┼─────────────────┼──────────────
12
│ 0,187 │ 0,205
│ 0,080
───────────────┼─────────────────┼─────────────────┼──────────────
10
│ 0,176 │ 0,200
│ 0,070
───────────────┼─────────────────┼─────────────────┼──────────────
8
│ 0,151 │ 0,195
│ 0,060
───────────────┼─────────────────┼─────────────────┼──────────────
6
│ 0,100 │ 0,192
│ -
───────────────┼─────────────────┼─────────────────┤
5
│ 0,079 │ -
│
───────────────┼─────────────────┤ │
4
│ 0,041 │ │
───────────────┼─────────────────┼─────────────────┤
М63
│ 0,079 │
0,066 │
───────────────┼─────────────────┼─────────────────┤
М50
│ 0,038 │ 0,025
│
───────────────┼─────────────────┼─────────────────┤
М40
│ 0,014 │ 0,021
│
(Измененная
редакция, Изм. N 2, 3).
3. ПРАВИЛА
ПРИЕМКИ
3.1. Для
контроля соответствия шлифовальной шкурки требованиям настоящего стандарта
следует проводить приемочный контроль и периодические испытания.
3.2. Приемочному
контролю на соответствие требованиям пп. 1.2, 2.7.1, 2.7.2 и 2.7.3 должны
подвергаться не менее 1% рулонов шлифовальной шкурки от партии, но не менее 3
шт., по пп. 1.4; 1.15; 2.12 и 2.13 - 0,1%, но не менее 3 шт.
3.1, 3.2. (Измененная редакция, Изм. N 2).
3.2.1. Партия
должна состоять из шлифовальной шкурки одной характеристики, изготовленной за
одну смену и одновременно предъявленной к приемке по одному документу.
3.3. Если при
приемочном контроле установлено несоответствие требованиям стандарта более чем
по одному контролируемому показателю, то партию не принимают.
(Измененная
редакция, Изм. N 2).
3.3.1. Если
установлено несоответствие требованиям стандарта по одному из контролируемых
показателей, то проводят повторный контроль на удвоенном количестве рулонов
шкурки.
При наличии
дефектов в повторной выборке партию не принимают.
(Введен
дополнительно, Изм. N 2).
3.4. Периодическим испытаниям должна подвергаться продукция (один из
размеров рулонов), выдержавшая приемочный контроль (по п. 3.2), на соответствие
требованиям пп. 2.8 и 2.10 0,5%, но не менее 3 шт., пп. 2.9 и 2.11 0,5% рулонов
шлифовальной шкурки зернистостей 40; 8; 5 и М40, но не менее 3 шт., п. 2.9 - на
всех видах основ.
(Измененная
редакция, Изм. N 2).
3.5. Периодические
испытания должны проводиться не реже одного раза в год.
(Измененная
редакция, Изм. N 3).
4. МЕТОДЫ
КОНТРОЛЯ И ИСПЫТАНИЙ
4.1 -
4.1.2. (Исключены, Изм. N 2).
4.2. Размеры
и внешние дефекты рабочей поверхности шлифовальной шкурки измеряют
измерительной металлической линейкой по ГОСТ 427-75 или измерительной
металлической рулеткой по ГОСТ 7502-89.
4.2.1. Угол наклона
рельефа измеряют универсальными средствами измерения или специальным шаблоном.
4.3.
Неравномерность толщины шкурки измеряют микрометром типа МК (с пределом
допускаемой погрешности +/- 0,01 мм) на расстоянии не менее 10 мм от кромки
рулона.
(Измененная
редакция, Изм. N 2).
4.4. Расчет
коэффициента нанесения шлифматериала на основу ![]() приведен в обязательном Приложении 1.
приведен в обязательном Приложении 1.
4.5. Для определения влажности шлифовальной шкурки отбирают три образца
размерами 100 х 100 мм, взвешивают на технических весах с пределом допускаемой
погрешности +/- 0,01 г. Образцы шлифовальной шкурки помещают в сушильный шкаф и
высушивают при температуре (100 +/- 5) °С до тех пор, пока разность между двумя
последовательными взвешиваниями не будет превышать 0,02 г.
Влажность
шлифовальной шкурки определяют по разности масс до и после сушки и вычисляют в
процентах от первоначальной массы.
4.6. Приведенный
износ шлифовальной шкурки (отношение зернистости шлифовальной шкурки к ее
осыпаемости) определяют на приборе КЗШ ВНИИАШ истиранием шкурки о шкурку в
течение 2 мин при нагрузке 29,4 Н.
Испытанию
подвергаются два образца шлифовальной шкурки размерами 395 х 50 мм и 520 х 50
мм.
Образцы взвешивают
на технических весах с пределом допускаемой погрешности +/- 0,05 г.
Примечания. 1.
Осыпаемость шлифовальной шкурки равна массе осыпавшегося рабочего слоя в
заданный интервал времени при заданных условиях.
2. При расчете
приведенного износа для зернистостей М63; М50 и М40 в числителе берутся
соответственно цифры 5; 4 и 3.
(Измененная
редакция, Изм. N 2).
4.7. Метод
определения режущей способности шлифовальной шкурки приведен в обязательном
Приложении 2.
4.8.
Определение прочности на разрыв шлифовальной шкурки производится по ГОСТ
13525.1-79 кроме пп. 3.1 и 4.1 при температуре окружающей среды. Предельные
отклонения размеров образцов для испытания должны быть +/- 1,0 мм.
(Измененная
редакция, Изм. N 2).
4.9. Образцы для
контроля по пп. 4.1 - 4.8 отбирают из любого места рулона, удаленного от конца
рулона или кромок не менее, чем на 10 мм. Значение
показателей по пп. 4.3 и 4.5 - 4.8 берется как среднее арифметическое из трех
определений.
5.
МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На нерабочей
поверхности рулона шлифовальной шкурки через каждые (235 +/- 20) мм в
продольном и через каждые (200 +/- 20) мм в поперечном направлениях должны быть
нанесены:
товарный знак
предприятия-изготовителя;
условное
обозначение (кроме типа и указания вида рабочего слоя);
номер партии.
Примечания. 1. При
применении смеси шлифматериалов - в условном обозначении маркировать марку
основного шлифматериала, при применении смеси зернистостей - маркировать
основную зернистость.
2. По согласованию
с потребителем размеры рулона допускается не наносить.
(Измененная
редакция, Изм. N 2, 3).
5.2. Маркировка
связок:
мездровый клей - М;
комбинированная
связка - К.
5.3. Намотка
шлифовальной шкурки в рулоны должна быть ровной и плотной, рабочим слоем
наружу, не допускающей образование морщин, складок и мятых мест.
Торцовая
поверхность должна быть ровной, выступы кромок рулона шириной до 1250 мм не
должны превышать 5 мм, шириной свыше 1250 мм - 10 мм.
(Измененная
редакция, Изм. N 3).
5.4. Каждый
рулон шлифовальной шкурки должен быть обернут двойным слоем бумаги по ГОСТ
18277-72, ГОСТ 2228-81 или ГОСТ 10127-75.
Рулон должен быть
заклеен на стыке. Слои упаковочной бумаги должны закрывать торцы рулона и
обеспечивать сохранность его при транспортировании.
5.5. (Исключен, Изм. N 3).
5.6. На каждом
упакованном рулоне должна быть наклеена этикетка или нанесен штамп со
следующими данными:
товарный знак
предприятия-изготовителя;
условное
обозначение;
дата выпуска и
номер партии;
штамп технического
контроля;
изображение
государственного Знака качества по НТД для шлифовальной шкурки, которой в
установленном порядке присвоен государственный Знак качества.
5.7 - 5.16. (Исключены, Изм. N 3).
5.17.
Остальные требования к маркировке и упаковке, а также транспортирование и
хранение - по ГОСТ 27595-88.
(Введен
дополнительно, Изм. N 3).
Разд. 6. (Исключен, Изм. N 2).
Приложение
1
Обязательное
РАСЧЕТ
КОЭФФИЦИЕНТА НАНЕСЕНИЯ ШЛИФМАТЕРИАЛА НА ОСНОВУ
Коэффициент
нанесения шлифматериала на основу (![]() -
отношение площади основы с нанесенным шлифматериалом к
ее общей площади) для:
-
отношение площади основы с нанесенным шлифматериалом к
ее общей площади) для:
исполнений 1 и 3
рассчитывается по формуле
![]() ,
,
где а - ширина
рельефа, мм;
t - шаг рельефа, мм;
исполнения 2
рассчитывается по формуле
![]() ;
;
исполнения 4
рассчитывается по формуле
![]() .
.
(Измененная
редакция, Изм. N 1).
Приложение
2
Обязательное
МЕТОД
ОПРЕДЕЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНОЙ ШКУРКИ
1. Сущность метода
Метод основан на
определении массы сошлифованного образцом шлифовальной шкурки органического
стекла за время испытания.
2. Оборудование и
материалы
2.1. Схема и
описание прибора типа МИ-2 - по ГОСТ 426-77.
2.2. Образцы
шлифовальной шкурки с наружным диаметром (174 +/- 5) мм и диаметром отверстия
(55 +/- 3) мм.
2.3. Пластины из
органического стекла марки ТОСН - по ГОСТ 17622-72.
2.4. Подкладки из
резины твердости по Шору 60 - 80.
2.5. Клей марок
БФ-2 и БФ-4 по ГОСТ 12172-74 или других марок, обеспечивающих прочность
соединения пластин из органического стекла с резиновой прокладкой, - по
нормативно-технической документации.
(Измененная
редакция, Изм. N 2).
3. Подготовка к
испытанию
3.1. Наклеить
пластины на резиновые подкладки.
3.2. Новые пластины
из органического стекла предварительно притереть в условиях испытания до
появления следов износа на всей рабочей поверхности пластин, очистить от пыли и
взвесить с пределом допускаемой погрешности +/- 0,01 г.
4. Проведение
испытания
4.1. Установить
режимы испытания, указанные в таблице.
───────────────┬─────────────────┬─────────────────┬──────────────
Зернистость
│Усилие прижима, Н│ Время обработки,│Наличие обдува
│ │ мин
│ при обработке
───────────────┼─────────────────┼─────────────────┼──────────────
80 - 50
│ 98,0 │ 5 │
Без обдува
40 - 25
│ 72,5 │ ├──────────────
20 - 6
│ 49,0 │ │ С обдувом
5 - М40
│ 25,5 │ │
(Измененная
редакция, Изм. N 1, 2).
4.2. Установить
испытываемый образец шлифовальной шкурки, сменив на диске шлифовальную шкурку
после притирки.
4.3. Закрепить
пластины из органического стекла в держателях в том же положении, что и при
притирке.
4.4. По окончании
испытания освободить пластины из органического стекла, очистить от пыли и
взвесить с пределом допускаемой погрешности +/- 0,01 г.
5. Обработка
результатов испытания
5.1. Режущая
способность (Q г/мин) определяется по формуле
![]() ,
,
где m - масса
сошлифованного органического стекла, г;
5 - время
обработки, мин.
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026