Утвержден и введен в действие
Постановлением
Госстандарта СССР
от 14 мая 1982 г. N
1922
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РУКАВА СОЕДИНИТЕЛЬНЫЕ ДЛЯ ТОРМОЗОВ
ПОДВИЖНОГО СОСТАВА ЖЕЛЕЗНЫХ ДОРОГ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Coupling air brake hoses for
railway rolling stock.
Specification
ГОСТ 2593-82
Группа Д56
ОКП 31 8442 0015
Дата введения
1 января 1984 года
ИНФОРМАЦИОННЫЕ
ДАННЫЕ
1. Разработан и
внесен Министерством тяжелого машиностроения СССР.
Разработчики: И.И. Тужилкин (руководитель темы), Е.С. Марочкин,
А.С. Белова, Б.Л. Бабицкий, В.Ф. Ясенцев.
2. Утвержден и
введен в действие Постановлением Государственного комитета СССР по стандартам
от 14.05.1982 N 1922.
Изменение N 4
принято Межгосударственным советом по стандартизации, метрологии и сертификации
(Протокол N 9 от 12.04.1996).
За принятие
проголосовали:
──────────────────────────┬───────────────────────────────────────
Наименование государства │ Наименование национального органа
│ по стандартизации
──────────────────────────┼───────────────────────────────────────
Азербайджанская
Республика│Азгосстандарт
Республика
Армения │Армгосстандарт
Республика
Белоруссия │Госстандарт
Белоруссии
Республика
Казахстан │Госстандарт
Республики Казахстан
Киргизская
Республика │Киргизстандарт
Республика
Молдова │Молдовастандарт
Российская
Федерация │Госстандарт России
Республика
Таджикистан │Таджикгосстандарт
Туркменистан │Главная государственная
инспекция
│Туркменистана
Украина │Госстандарт Украины
3. Взамен ГОСТ
2593-69.
4. Ссылочные
нормативно-технические документы
──────────────────────────────────────────┬───────────────────────
Обозначение НТД, на который дана ссылка
│ Номер пункта
──────────────────────────────────────────┼───────────────────────
ГОСТ
9.014-78
│5.5; 5.6
ГОСТ
9.032-74
│2.13; 4.9
ГОСТ
9.104-79 │2.13
ГОСТ
12.2.003-91
│2.15
ГОСТ
38-72
│1.2
ГОСТ
380-94
│2.8
ГОСТ
1215-79
│2.8
ГОСТ
1335-84 │2.2, 5.1
ГОСТ
2405-88
│4.6
ГОСТ
5915-70
│1.5
ГОСТ
6357-81
│2.10
ГОСТ
7795-70
│1.5
ГОСТ
7796-70
│1.5
ГОСТ
8959-75
│1.2
ГОСТ
9736-91
│4.8
ГОСТ
15150-69
│2.3
ГОСТ
16523-89
│2.11
ГОСТ
28498-90
│4.8
5. Ограничение
срока действия снято по Протоколу N 3-93 Межгосударственного совета по
стандартизации, метрологии и сертификации (ИУС 5-6-93).
6. Переиздание
(июнь 1998 г.) с Изменениями N 1, 2, 3, 4, утвержденными в октябре 1983 г.,
июне 1988 г., декабре 1990 г., декабре 1996 г. (ИУС 1-84, 9-88, 3-91, 2-97).
Настоящий стандарт
распространяется на соединительные рукава (далее - рукава) для воздушного
тормоза локомотивов, а также вагонов всех видов подвижного состава железных
дорог и метрополитена, предназначенные для подачи воздуха под давлением до 1
МПа (10 кгс/см2).
Требования пп. 2.4 - 2.5 носят обязательный характер.
(Измененная
редакция, Изм. N 3).
1. ТИПЫ,
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Соединительные
рукава следует изготовлять трех типов, указанных в табл. 1.
Таблица 1
──────────┬────────────────────────────────┬───────────────────────────────
Тип
рукава│ Назначение │ Область применения
──────────┼────────────────────────────────┼───────────────────────────────
Р1 │ Для соединения воздушных │ Локомотивы, вагоны всех видов
│магистралей тормоза
смежных │подвижного состава
железных
│единиц │дорог и
метрополитена
──────────┼────────────────────────────────┼───────────────────────────────
Р2 │ Для соединения
тормозных │ Электровозы,
тепловозы, вагоны
│цилиндров с
воздухопроводом
│электропоездов, метрополитена,
│ │а также дизель-поезда
──────────┼────────────────────────────────┼───────────────────────────────
Р3 │ Для соединения
тормозных │ Тепловозы, вагоны
│цилиндров с воздухо- │электропоездов и
метрополитена
│распределителем или
краном │
│вспомогательного тормоза │
│и соединения воздушных
│
│магистралей вагона и
тележки │
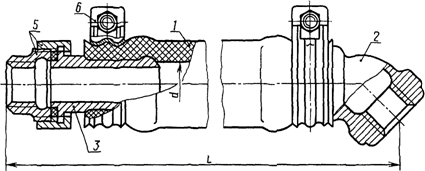
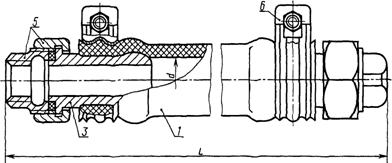
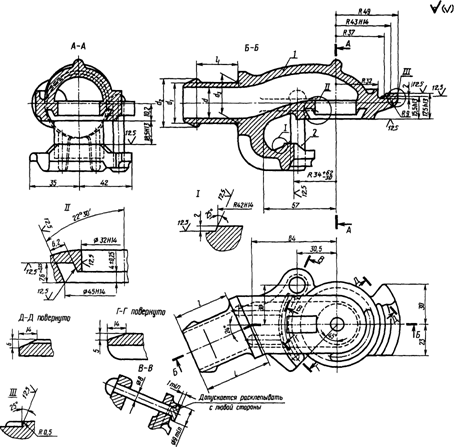
1.2.
Основные размеры рукавов должны соответствовать указанным
на черт. 1 - 3 и в табл. 2.
Тип Р1

Черт. 1
Тип Р2
Черт. 2
Черт. 3
─────┬─────┬────────────┬────────┬───────┬────────┬────────┬───────┬─────────┬───────
Тип │Типо-│ Код ОКП
│ Длина │Поз. 1
│Поз. 2 │Поз. 3 │Поз. 4 │Поз. 5 │Поз. 6
рука-│раз- │
│ рукава
│Рукав │Наконеч-│Наконеч-│Соеди-
│Соедини- │Хомутик
ва
│мер │ │ L, мм │рези-
│ник │ник │нитель-│тельные
│с внут-
│рука-│ │ (пред. │новый │
│ │ная │гайки
по │ренним
│ва │
│ откл. │с внут-│ │ │головка│ГОСТ
8959│диа-
│
│ │+/- 10)
│ренним
├────────┴────────┴───────┴─────────┤метром
│
│ │ │диа- │
Обозначение типоразмеров
│D, мм
│ │ │ │метром │
│(пред.
│
│ │ │d, мм │ │откл.
│
│ │ │ │ │+3,0)
─────┼─────┼────────────┼────────┼───────┼────────┬────────┬───────┬─────────┼───────
Р1 │ Р11 │31 8442 0001│ 720
│ 28 │
1б │ -
│ 1б │
- │ 45
├─────┼────────────┼────────┤ │ │ │ │ │
│ Р12 │31 8442
0002│ 860 │
│ │ │ │ │
├─────┼────────────┼────────┤ │ │ │ │ │
│ Р13 │31 8442
0003│ 410 │
│ │ │ │ │
├─────┼────────────┼────────┤ │ │
│ │ │
│ Р14 │31 8442
0004│ 560 │
│ │ │ │ │
├─────┼────────────┼────────┤
├────────┤
├───────┤ │
│ Р15 │31 8442
0009│ 675 │
│ 1б <*> │
│ - │ │
├─────┼────────────┼────────┤
├────────┤
├───────┤ │
│ Р16 │31 8442
0007│ 760 │
│ - │ │1б <*> │ │
├─────┼────────────┼────────┼───────┼────────┤
├───────┤
├───────
│Р17Б │31 8442 0018│
710 │ 35 │ 1а
│ │ 1а
│ │ 49
─────┼─────┼────────────┼────────┼───────┼────────┼────────┼───────┼─────────┼───────
Р2 │ Р21 │31 8442 0011│ 680
│ 25 │
2б │ 3в
│ - │
15 │ 41
├─────┼────────────┼────────┤ ├────────┼────────┤
├─────────┤
│ Р23 │31 8442
0012│ 980 │
│ 2а │
3б │ │
20 │
─────┼─────┼────────────┼────────┼───────┼────────┼────────┤ │
├───────
Р3
│ Р31 │31 8442 0013│
825 │ 28
│ - │ 3а <*> │ │ │ 45
├─────┼────────────┼────────┼───────┤
├────────┤ │
├───────
│ Р32 │31 8442
0014│ 880 │
25 │ │ 3б <*> │ │ │ 41
├─────┼────────────┼────────┤ │
├────────┤
├─────────┤
│ Р34 │31 8442
0015│ 885 │
│ │ 3в
<*> │ │ 15
│
--------------------------------
<*>
Устанавливают с обоих концов.
Пример условного
обозначения хомутика диаметром 49 мм:
Хомутик 49 ГОСТ
2593-82
Пример условного
обозначения рукава типоразмера Р11 длиной 720 мм с наконечником и
соединительной головкой типоразмера 16 и хомутиком диаметром 45 мм:
Рукав Р11 ГОСТ
2593-82
(Измененная
редакция, Изм. N 1, 2).
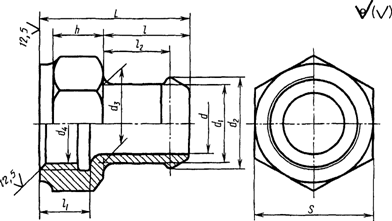
1.3. Основные
размеры соединительных головок должны соответствовать указанным
на черт. 4 и в табл. 3.
Таблица 3
мм
──────────────┬───┬──────────────┬──────────────┬──────────────┬───┬───┬───
Типоразмер
│ d │ d │ d
│ d │ L │ l │ l
соединительной│ │
1 │ 2
│ 3 │
│ │ 1
головки
│
├──────┬───────┼──────┬───────┼──────┬───────┤ │
│
│ │номин.│
пред. │номин.│
пред. │номин.│ пред. │ │
│
│ │
│ откл. │ │ откл.
│ │ откл.
│ │ │
──────────────┼───┼──────┼───────┼──────┼───────┼──────┼───────┼───┼───┼───
1а
│32 │ 37 │ +2,0
│ 42 │ +2,0
│ 41 │ +2,0
│55 │44 │34
──────────────┼───┼──────┼───────┼──────┼───────┼──────┼───────┼───┼───┼───
1б
│25 │ 30 │+/- 1,0│ 36
│+/- 1,0│ 34 │+/- 1,0│53 │42 │32
1 - соединительная
головка; 2 - заклепка
Пример условного
обозначения соединительной головки типоразмера 1а:
Головка
соединительная 1а ГОСТ 2593-82
(Измененная
редакция, Изм. N 2, 3).
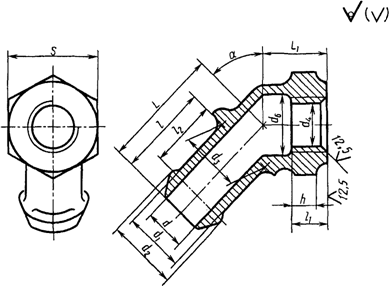
1.4. Основные
размеры наконечников типоразмеров 1а и 1б должны соответствовать указанным на черт. 5, типоразмеров 2а и 2б - на черт. 6,
типоразмеров 3а, 3б и 3в - на черт. 7 и в табл. 4.
(Измененная
редакция, Изм. N 2).
Тип 1
Черт. 5
Черт. 6

Черт. 7
Размеры в мм
──────┬──┬────────────┬────────────┬────────────┬───────┬────┬────┬────┬──┬───┬──┬───┬───┬───┬───┬──┬───
Типо- │d │ d
│ d │ d
│ d │ d
│ d │ d │L │ L │h │ l │
l │ l │ l │S │ a
размер│ │
1 │ 2
│ 3 │
4 │ 5 │
6 │ 7 │ │
1│ │ │
1│ 2│ 3│
│
на- │
├────┬───────┼────┬───────┼────┬───────┼───────┤ │
│ │ │
│ │ │
│ │ │
│
конеч-│ │но- │ пред. │но- │
пред. │но- │ пред. │резьба │ │
│ │ │
│ │ │
│ │ │
│
ника │ │мин.│ откл.
│мин.│ откл. │мин.│ откл. │трубная│ │
│ │ │
│ │ │
│ │ │
│
──────┼──┼────┼───────┼────┼───────┼────┼───────┼───────┼────┼────┼────┼──┼───┼──┼───┼───┼───┼───┼──┼───
1а
│32│ 37 │ +2,0
│ 42 │ +2,0 │
41 │ +2,0 │G1 1/2 │
- │ - │ -
│75│ - │26│44 │25 │34 │ -
│60│ -
──────┼──┼────┼───────┼────┼───────┼────┼───────┼───────┤ │
│
├──┤
│
├───┤
├───┤
├──┤
1б
│25│ 30 │+/- 1,0│ 36 │+/- 1,0│ 34
│+/- 1,0│G1 1/4 │
│ │ │73│ │
│42 │ │32
│ │55│
──────┼──┼────┤
├────┤ ├────┤
├───────┼────┼────┼────┼──┼───┼──┤ ├───┤
├───┼──┼───
2а
│19│ 25 │
│ 30 │ │
28 │ │ G 3/4 │
- │ 27 │ - │55│29 │12│ │16 │ │ - │41│45°
──────┤ │
│ │ │ │ │
├───────┤ │
│ │ │
│ │ │
│ │ │
│
2б
│ │ │ │ │ │ │ │ G 1/2 │ │
│ │ │
│ │ │
│ │ │
│
──────┼──┼────┤
├────┼───────┼────┤
├───────┼────┼────┼────┼──┼───┼──┼───┼───┼───┼───┼──┼───
3а
│25│ 30 │
│ 35 │ +0,5 │
34 │ │ -
│28,6│35,6│38,5│65│ - │- │42
│ 4 │ 4 │32 │- │ -
│
│ │ │ │ -1,5 │
│ │ │ │
│ │ │
│ │ │
│ │ │
│
──────┼──┼────┤
├────┼───────┼────┤ │
├────┤ │
├──┤
│ │ │
│ │ │
│
3б
│19│ 25 │ │ 30 │ +1,0 │ 28 │ │ │26,6│ │
│60│ │ │
│ │ │
│ │
──────┤ │
│ │ │ │ │ │
├────┼────┼────┤ │
│ │ │
│ │ │
│
3в
│ │ │ │ │ │ │ │ │23,7│31,7│34,5│ │
│ │ │
│ │ │
│
1.5.
Основные размеры хомутиков должны соответствовать указанным
на черт. 8 и в табл. 2, размеры вкладыша - на черт. 9.
Примечание.
Положение хомутика, указанного на черт.
8, и его размеры (табл. 2) приведены для хомутика, обжатого на металлической
оправке.
(Измененная
редакция, Изм. N 2, 3).

1 - болт
М8-8qx35.46 по ГОСТ 7795 или по ГОСТ 7796;
2 - гайка М8-7Н.5
по ГОСТ 5915; 3 - вкладыш; 4 - хомутик

--------------------------------
<*> Размеры
для справок.
Пример условного
обозначения наконечника типоразмера 1а:
Наконечник 1а ГОСТ
2593-82
2.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рукава и
арматура должны быть изготовлены в соответствии с требованиями настоящего
стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Рукава
резиновые по ГОСТ 1335.
2.3. Рукава
следует изготовлять в исполнениях У, Т, ХЛ категории
размещения 1 по ГОСТ 15150.
Особые условия
эксплуатации: интервал рабочих температур окружающего воздуха, не нарушающий
работоспособности изделия, от 218 до 343 К (от минус
55 до плюс 70 °C) при непрерывном воздействии температуры от 218 до 213 К (от
минус 55 до минус 60 °C) в течение 48 ч.
2.2, 2.3. (Измененная редакция, Изм. N 2).
2.4. Рукава
должны быть герметичны при давлении воздуха (1 +/- 0,10) МПа [(10 +/- 1,0)
кгс/см2], соединение деталей с резиновым рукавом должно
быть прочным при гидравлическом давлении ![]() .
.
Для рукавов Р17Б
соединение деталей с резиновым рукавом должно быть прочным при гидравлическом
давлении ![]() .
.
(Измененная
редакция, Изм. N 3, 4).
2.5. Рукава
типоразмера Р17Б должны разъединяться при отсутствии давления сжатого воздуха
под воздействием продольного растягивающего усилия не более 800 Н.
2.6.
Поверхности хвостовиков головок и наконечников, сопрягаемые с резиновыми
рукавами, должны быть зачищены от заливов, наростов и заусенцев и не должны
иметь острых кромок, а внутренняя поверхность и канавка наконечников - от
литейного нагара.
2.7.
Резиновый рукав должен быть насажен на хвостовик до упора и прочно закреплен
хомутиками (ушками в одну сторону) на расстоянии 7 - 16 мм от его торцов.
Зазор между ушками
хомутиков должен быть выдержан в пределах 7 - 16 мм.
2.5 - 2.7. (Измененная редакция, Изм. N 2).
2.8.
Головки и наконечники должны быть изготовлены из ковкого чугуна марок: КЧ
30-6-Ф, КЧ 33-8-Ф, КЧ 35-10-Ф по ГОСТ 1215.
Наконечники
допускается изготовлять из стали марок: Ст0, Ст1, Ст2
и Ст3 по ГОСТ 380.
2.9. При
сборке головки с заклепкой осевое перемещение заклепки не должно быть более 1
мм.
2.10.
Резьба наконечников и соединительных гаек - трубная, по классу В ГОСТ 6357.
2.11. Для
изготовления хомутиков следует применять листовую углеродистую качественную
сталь глубокой вытяжки по ГОСТ 16523.
2.12. При
сборке хомутиков должна быть обеспечена соосность
отверстий вкладыша и ушка хомутика.
2.13.
Необработанные поверхности металлических частей рукавов должны быть окрашены
эмалями или грунтовками, указанными в рабочих чертежах.
Покрытия - по VII
классу ГОСТ 9.032.
Условия
эксплуатации окрашенных рукавов - по У1, Т1, ХЛ1 ГОСТ
9.104.
2.14. Для
рукавов устанавливают следующие показатели надежности:
срок службы - не
менее 5 лет;
установленная
безотказная наработка 40000 циклов торможений. Критерием отказа является
несоответствие рукавов требованиям п. 2.4 по герметичности.
При эксплуатации
рукавов в режиме автоматического разъединения при расцеплении подвижного
состава усилие должно быть не более 1500 Н в течение срока службы при
отсутствии механических повреждений.
2.13, 2.14. (Измененная редакция, Изм. N 2).
2.15.
Конструкция стендов и управление ими должны обеспечивать надежную защиту
обслуживающего персонала во время работы.
Требования
безопасности - по ГОСТ 12.2.003.
3. ПРИЕМКА
3.1. Для проверки
соответствия рукавов требованиям настоящего стандарта предприятие-изготовитель
должно проводить приемо-сдаточные и периодические испытания.
3.1.1. При
приемо-сдаточных испытаниях 100% рукавов проверяют на соответствие требованиям пп. 1.2 - 1.5, 2.4, 2.6, 2.7, 2.9, 2.12, 2.13; 1% партии -
на гидравлическую прочность п. 2.4 и 2% партии - на соответствие требованиям п.
2.5.
За партию принимают
число рукавов, изготовленных за смену.
Результаты
испытаний распространяются на всю партию.
3.1.2.
Периодические испытания проводят раз в год.
На периодические
испытания представляют рукава, выдержавшие приемо-сдаточные испытания.
Периодические
испытания включают:
испытания для
контроля параметров пп. 1.2; 2.4 и 2.5;
климатические
испытания для контроля герметичности на соответствие требованиям п. 2.4, при
температуре ![]() два раза в год по два рукава каждого
типоразмера;
два раза в год по два рукава каждого
типоразмера;
испытания на
надежность на соответствие требованиям п. 2.14.
(Измененная
редакция, Изм. N 2).
3.1.3. (Исключен, Изм. N 2).
3.2. Инспекционному
контролю подвергают не более 10% предъявленных к приемке рукавов одного
типоразмера, но не менее 4 шт.
При несоответствии
хотя бы одного рукава требованиям настоящего стандарта, допускаются повторные
испытания на удвоенном количестве рукавов.
Результаты
повторных испытаний являются окончательными.
(Измененная
редакция, Изм. N 2).
4. МЕТОДЫ
КОНТРОЛЯ
4.1. Внешний вид
поверхности рукавов (пп. 2.6; 2.13) следует проверять
визуально.
4.2. Контроль
размеров по пп. 1.2 - 1.5 следует проводить
измерительными средствами, соответствующими нормативной точности измерения.
4.3. Испытание
рукавов на герметичность (п. 2.4) следует проводить в водяной ванне. Один конец
рукава заглушают, а другой присоединяют к источнику сжатого воздуха (рукав с
соединительной головкой должен быть заглушен со стороны наконечника). При этом
в течение 1 мин ни в одной части рукава не должны выделяться пузырьки воздуха.
Если пузырьки появляются, рукав выдерживают в ванне до 10 мин, считая его
годным, если выделение пузырьков прекратится за это время.
4.2, 4.3. (Измененная редакция, Изм. N 2).
4.4. Испытание на
прочность соединений рукавов гидравлическим давлением (п. 2.4) следует
проводить на специальном стенде. Один конец рукава заглушают, а другой
присоединяют к магистрали с гидравлическим давлением ![]() для рукавов Р17Б, остальные типоразмеры
рукавов присоединяют к магистрали с гидравлическим давлением
для рукавов Р17Б, остальные типоразмеры
рукавов присоединяют к магистрали с гидравлическим давлением ![]() . Время
выдержки давлением - 2 мин, после чего давление снимают.
. Время
выдержки давлением - 2 мин, после чего давление снимают.
Рукава считают
выдержавшими испытание, если в течение 2 мин не произошло срыва деталей.
Остаточный сдвиг деталей с места для рукавов типоразмера Р17Б - не более 2,5
мм.
4.5. Проверку
рукавов типоразмера Р17Б на разъединение (саморасцеп)
(п. 2.5) следует проводить на специальном стенде по программе, согласованной
между предприятием-изготовителем и заказчиком. Один конец двух сцепленных
рукавов подсоединяют к неподвижному кронштейну, а другой - к подвижному и
продольным растягивающим усилием разъединяют рукава.
4.6.
Контроль давления при испытаниях рукавов на герметичность и прочность
гидравлическим давлением следует проводить манометрами с верхними пределами
измерений 1,6; 2,5 МПа (16; 25 кгс/см2) класса
точности не ниже 2,5 по ГОСТ 2405.
4.7. Контроль
времени при испытании проводят секундомером по нормативной документации или
другими измерительными средствами, отвечающими нормативной точности измерения.
(Измененная
редакция, Изм. N 2, 4).
4.8.
Контроль температуры проводят термометром по ГОСТ 28498 или другими приборами класса
точности не ниже 1,5 ГОСТ 9736.
(Измененная
редакция, Изм. N 2, 3).
4.9.
Контроль показателей качества внешнего вида лакокрасочного
покрытия готового изделия следует проводить по ГОСТ 9.032.
4.10. Климатические
испытания проводят по программе, согласованной с заказчиком.
4.11. Испытания на
надежность проводят по программе, согласованной с заказчиком.
Допускается
дополнять показатели надежности сбором статистических данных на железных
дорогах.
4.9 - 4.11. (Введены дополнительно, Изм. N 2).
5.
МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый
рукав должен иметь маркировку с указанием квартала и двух последних цифр года
изготовления.
Маркировка
расположена на резиновой этикетке рукава по ГОСТ 1335.
Качество выполнения
маркировки должно обеспечивать ее четкость и сохранность в течение всего срока
службы рукава.
(Измененная
редакция, Изм. N 4).
5.2. Рукава типа Р1 должны быть связаны пачками по 5 шт., типов Р2 и Р3 - по
10 шт.
(Измененная
редакция, Изм. N 2).
5.3. Перед
упаковкой обработанные металлические части рукавов должны быть покрыты
консервирующим материалом. Попадание консервирующего материала на
уплотнительное кольцо браковочным признаком не является.
5.4. Отгружаемые
рукава следует сопровождать документом, удостоверяющим их качество и
соответствие требованиям настоящего стандарта и содержащим:
наименование
организации, в систему которой входит предприятие-изготовитель;
наименование
предприятия-изготовителя и его местонахождение;
условное
обозначение рукава;
дату отгрузки;
число рукавов;
результаты проверок
и испытаний;
обозначение
настоящего стандарта.
5.5. Рукава
транспортируют всеми видами транспорта в крытых транспортных средствах по
категории условий транспортирования С ГОСТ 9.014.
5.6. Рукава
следует хранить в помещениях на стеллажах.
Стеллажи с рукавами
следует размещать на расстоянии не менее 1 м от теплоизлучающих
приборов. Рукава должны быть предохранены от попадания прямых солнечных лучей.
Условия хранения
рукавов - по категории С ГОСТ 9.014.
5.7. При
транспортировании и хранении рукава не следует подвергать механическим
повреждениям, воздействию масла, бензина и других веществ, которые вредны для
резины.
6. УКАЗАНИЯ
ПО ЭКСПЛУАТАЦИИ
6.1. Применение и
установку рукавов следует согласовывать с предприятием-изготовителем.
6.2. Установку и
замену рукавов проводят при отключенном источнике сжатого воздуха.
6.3. При применении
рукавов на локомотивах допускается повышать рабочее давление до 1,2 МПа (12
кгс/см2) в тормозной системе на период регулировки
предохранительных клапанов.
(Введен
дополнительно, Изм. N 2).
7. ГАРАНТИИ
ИЗГОТОВИТЕЛЯ
7.1. Изготовитель
гарантирует соответствие рукавов требованиям настоящего стандарта при
соблюдении условий эксплуатации, транспортирования и хранения.
Гарантийный срок
хранения рукавов - 1 год с момента их изготовления.
Гарантийный срок
эксплуатации рукавов - 4,5 года с момента ввода их в эксплуатацию.
(Измененная
редакция, Изм. N 2, 4).
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026