Утвержден и введен в
действие
Постановлением
Госстроя СССР
от 22 декабря 1986
г. N 59
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КИСТИ И ЩЕТКИ МАЛЯРНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Painting brushes.
Specifications
ГОСТ 10597-87
Группа Ж36
ОКП 48 3327
Дата введения
1 января 1988 года
ИНФОРМАЦИОННЫЕ
ДАННЫЕ
1. Разработан и внесен Министерством строительного, дорожного и
коммунального машиностроения.
Разработчики: А.И.
Полунин (руководитель темы), В.А. Сафонова.
2. Утвержден и
введен в действие Постановлением Государственного строительного комитета СССР
от 22.12.1986 N 59.
3. Взамен ГОСТ
10597-80.
4. Ссылочные
нормативно-технические документы
─────────────────────┬────────────┬─────────────────────┬─────────
Обозначение НТД, на │ Номер
│ Обозначение НТД, на │
Номер
который дана ссылка │ пункта │ который дана ссылка │ пункта
─────────────────────┼────────────┼─────────────────────┼─────────
ГОСТ 9.032-74 │1.2.10 │
ГОСТ 12857-78 │ 1.3.1
ГОСТ 9.104-79 │1.2.10 │
ГОСТ 13345-85 │ 1.3.2
ГОСТ 1050-88 │1.3.2 │
ГОСТ 13837-79 │ 3.4
ГОСТ 2695-83 │1.2.6, 1.3.2│ ГОСТ 14192-77 │
1.5.4
ГОСТ 2991-85 │1.5.1 │
ГОСТ 15150-69 │ 4.2
ГОСТ 4598-86 │1.3.2 │
ГОСТ 16106-82 │ 1.5.1
ГОСТ 5959-80 │1.5.1 │
ГОСТ 16338-85 │ 1.3.2
ГОСТ 7016-82 │1.2.10 │
ГОСТ 16588-91 │ 3.8
ГОСТ 7827-74 │3.3 │ ГОСТ 18188-72 │
3.3
ГОСТ 7933-89 │1.3.2 │
ОСТ 6-05-08-76 │ 1.3.2
ГОСТ 8273-75 │1.5.1 │
ОСТ 6-06-С9-83 │ 1.3.2
ГОСТ 8486-86 │1.2.6, 1.3.2│ ОСТ 6-06-С4-79 │
1.3.2
ГОСТ 8828-89 │1.5.1 │
ОСТ 17-98-86 │ 1.3.1
ГОСТ 10350-81 │1.5.1 │ │
5. Переиздание с
Изменением N 1, утвержденным в ноябре 1990 г. (ИУС 2-91).
Настоящий стандарт
распространяется на кисти и щетки, предназначаемые для малярных работ в
строительстве.
1.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Основные
размеры
1.1.1. Малярные
кисти и щетки должны изготовляться в соответствии с требованиями настоящего
стандарта по рабочим чертежам и образцам-эталонам, согласованным с базовой
организацией по стандартизации и утвержденным в установленном порядке.
1.1.2.
Малярные кисти и щетки должны изготовляться следующих типов:
КР, КРС, КРО - кисти-ручники, предназначаемые для грунтовки и окраски
поверхностей;
КП - кисти плоские,
предназначаемые для грунтовки, окраски, а также для покрытия поверхностей
лаком;
КМ - кисти маховые, предназначаемые для промывки, грунтовки, побелки и
окраски поверхностей;
КМА -
кисти-макловицы, предназначаемые для окраски
поверхностей водными растворами;
КФ - кисти
флейцевые, предназначаемые для обработки (флейцевания)
свежеокрашенных поверхностей путем сглаживания следов кисти;
КФК - кисти
филеночные, предназначаемые для выполнения отделочных операций;
ЩТ -
щетки-торцовки, предназначаемые для обработки свежеокрашенных поверхностей и
придания им шероховато-матового вида.
1.1.3. Основные
размеры кистей и щеток должны соответствовать указанным
на черт. 1 - 11, 17а и в табл. 1 - 6.
Кисть-ручник типа КР
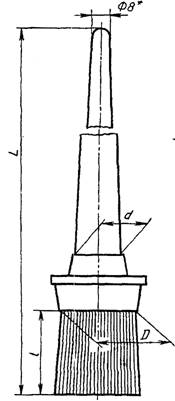
--------------------------------
<*> Размер
для справок.
Черт. 1
Кисть-ручник типа
КРС
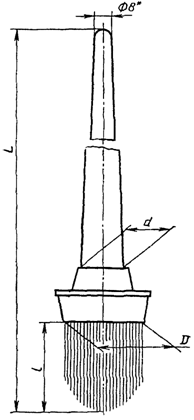
--------------------------------
<*> Размер
для справок.
Черт. 2
Кисть-ручник типа
КРО
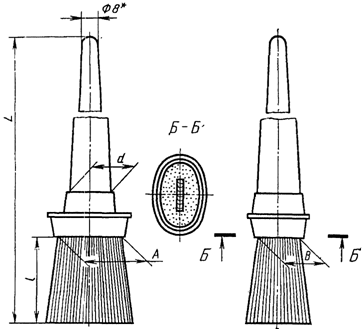
--------------------------------
<*> Размер
для справок.
Черт. 3
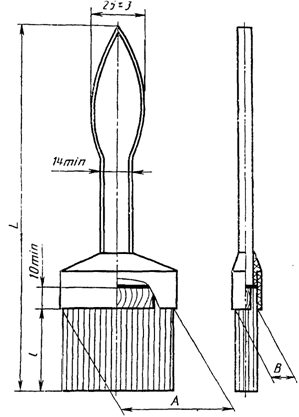
Кисть плоская типа
КП
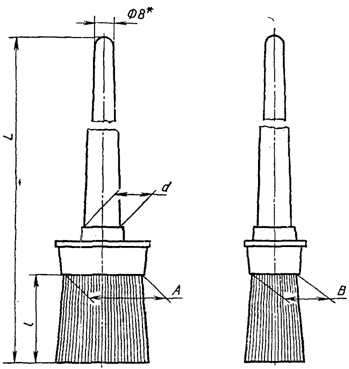
--------------------------------
<*> Размер
для справок.
Черт. 4
Кисть маховая типа КМ
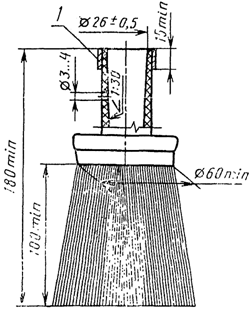
1 - кольцо
Черт. 5
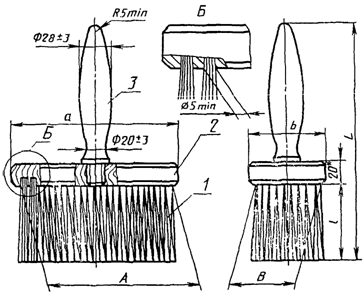
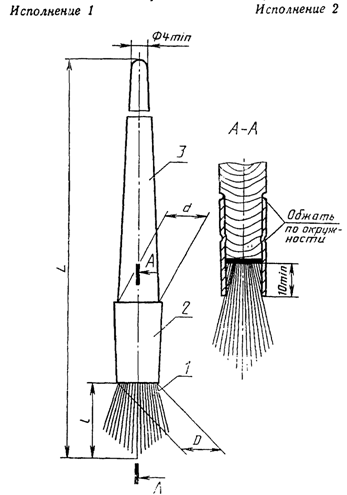
Кисть-макловица типа КМА
Исполнение 1
--------------------------------
<*> Размер
для справок.
1 - пучок; 2 -
колодка; 3 - ручка
Примечание.
Исполнение донной части кисти аналогично указанному на
черт. 1 Приложения 1.
Исполнение 2
(Остальное - см.
исполнение 1)
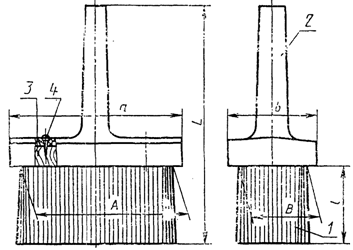
1 - пучок; 2 -
держатель; 3 - колодка; 4 - шуруп
Черт. 7
Кисть флейцевая
типа КФ
Исполнение 1
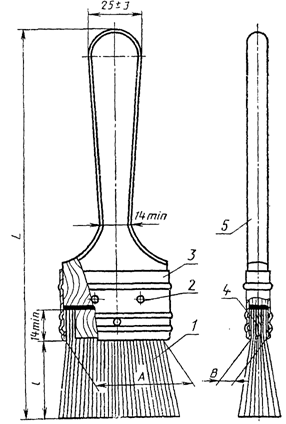
1 - пучок; 2 -
гвоздь; 3 - обойма;
4 - вкладыш; 5 -
ручка
Черт. 8
Исполнение 2
Черт. 9
Кисть филеночная
типа КФК
--------------------------------
<*> Размер
для справок.
1 - пучок; 2 -
обойма; 3 - ручка
Черт. 10
Щетка-торцовка типа
ЩТ
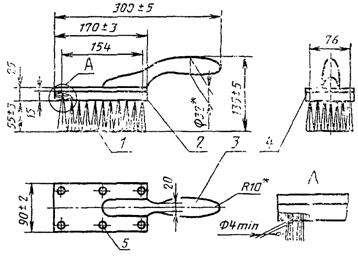
--------------------------------
<*> Размер
для справок.
1 - пучок; 2 -
колодка; 3 - ручка;
4 - накладка; 5 -
шуруп
Примечание.
Количество пучков в обойме кисти должно быть не менее 140.
мм
─────────────┬─────────────┬────────────┬───────────┬─────────────
Типоразмер │ D
│ L , │
d │ l,
│ +/- 1
│ 1 │
+1 │
не менее
│ │ не менее
│ -2 │
─────────────┼─────────────┼────────────┼───────────┼─────────────
КР20,
КРС20 │ 20
│ 200 │
16 │ 37
КР25,
КРС25 │ 25
│ 250 │
20 │ 37
КР30,
КРС30 │ 30
│ 250 │
20 │ 38
КР35,
КРС35 │ 35
│ 250 │
20 │ 38
КР40,
КРС40 │ 40
│ 250 │
20 │ 44
КР45,
КРС45 │ 45
│ 280 │
20 │ 51
КР50,
КРС50 │ 50
│ 280 │
20 │ 57
КР55,
КРС55 │ 55
│ 280 │
20 │ 63
КР55а │ 55
│ 280 │
20 │ 70
КР55б │ 55
│ 280 │
20 │ 76
КР55в
│ 55
│ 280 │
20 │ 82
КР55г │ 55
│ 280 │
20 │ 89
мм
────────────┬──────────┬─────────┬──────────┬──────────┬──────────
Типоразмер │ A
│ B │
d │ L
│ l
├──────────┴─────────┴──────────┼──────────┴──────────
│ +1 │ Не менее
│ -2 │
────────────┼──────────┬─────────┬──────────┼──────────┬──────────
КРО20 │ 20
│ 10 │
10 │ 200
│ 37
КРО25 │ 25
│ 15 │
15 │ 250
│ 37
КРО30 │ 30
│ 20 │
20 │ 250
│ 38
КРО35 │ 35
│ 20 │
20 │ 250
│ 38
КРО40 │ 40
│ 25 │
20 │ 250
│ 44
КРО45 │ 45
│ 30 │
20 │ 280
│ 51
КРО50 │ 50
│ 35 │
20 │ 280
│ 57
КРО55 │ 55
│ 40 │
20 │ 280
│ 63
КРО60 │ 60
│ 45 │
20 │ 280
│ 70
Таблица 3
мм
────────────┬──────────┬─────────┬──────────┬──────────┬──────────
Типоразмер│ A
│ B │
d │ L
│ l
├──────────┴─────────┤ +1
├──────────┴──────────
│ Не менее │
-2
│ Не менее
────────────┼──────────┬─────────┼──────────┼──────────┬──────────
КП35
│ 35 │
20 │ 16
│ 210 │
40
КП40
│ 40 │
20 │ 16
│ 210 │
45
КП50
│ 50 │
25 │ 20
│ 230 │
50
КП60
│ 60 │
30 │ 20
│ 230 │
60
КП75
│ 75 │
30 │ 20
│ 250 │
75
КП100
│ 100 │
35 │ 20
│ 250 │
80
Таблица 4
Размеры в мм
────────────┬──────┬──────┬───────┬───────┬──────┬──────┬─────────
Типоразмер│ A
│ B │
L │ a
│ b │
l │ Число
│ │ │ │ │ │ │ пучков
├──────┴──────┴───────┴───────┴──────┴──────┴─────────
│ Не менее
───────────┼──────┬──────┬───────┬───────┬──────┬──────┬─────────
КМА 135
│ 135 │ 55
│ 215 │
152 │ 70
│ 70 │
105
КМА 165
│ 165 │ 60
│ 245 │
176 │ 80
│ 75 │
140
КМА 195
│ 195 │ 65
│ 275 │
210 │ 80
│ 80 │
150
Примечание. Пучки в
колодке должны быть расположены равномерно.
Таблица 5
мм
────────────┬────────────┬────────────┬─────────────┬─────────────
Типоразмер │ A
│ B │
L │ l
├────────────┴────────────┴─────────────┴─────────────
│ Не менее
────────────┼────────────┬────────────┬─────────────┬─────────────
КФ25 │ 25
│ 9 │
180 │
37
КФ50 │ 50
│ 9 │
180 │ 37
КФ50а │ 50
│ 9 │
180 │ 43
КФ60 │ 60
│ 14 │
210 │ 43
КФ60а │ 60
│ 14 │
210 │ 49
КФ75 │ 75
│ 14 │
210 │ 49
КФ75а │ 75
│ 14 │
210 │ 56
КФ100 │ 100
│ 18 │
240 │ 56
КФ100а │
100 │ 18
│ 240 │
62
мм
────────────┬─────────────┬────────────┬────────────┬─────────────
Типоразмер │ D
│ L │ d
│ l
│ +/- 1
├────────────┴────────────┴─────────────
│ │ Не менее
────────────┼─────────────┼────────────┬────────────┬─────────────
КФК8 │ 8
│ 225 │
12 │ 25
КФК10 │ 10
│ 240 │
12 │ 35
КФК14 │ 14
│ 240 │
20 │ 35
КФК18 │ 18
│ 240 │
20 │ 35
Примеры исполнения
обоймы кистей типов КР, КРС, КРО, КФ и КП приведены на
черт. 15 - 18 Приложения 1.
Кисти типоразмеров
КР50, КР55, КРС50, КРС55, КРО50 - КРО60 и типа КМ
независимо от длины пучка должны изготовляться с обвязкой пучка.
Кисти типоразмеров
КР20 - КР45, КРС20 - КРС45 и КРО20 - КРО45 должны изготовляться с обвязкой
пучка в случае, если длина пучка превышает указанную в
табл. 1 и 2 более чем на 7 мм.
При изготовлении
кистей с обвязкой пучка рекомендуется применять съемные вкладыши.
Длина обвязки пучка
должна быть не менее величины превышения длины пучка, указанной в таблице 1 и
2.
(Измененная
редакция, Изм. N 1).
1.1.4. Условные
обозначения кистей и щеток должны состоять из условных обозначений типов или
типоразмеров, исполнения кистей и обозначения настоящего стандарта.
Пример условного
обозначения маховой кисти типа КМ:
Кисть маховая КМ ГОСТ 10597-87
То же,
кисти-ручника типоразмера КР20:
Кисть-ручник КР20
ГОСТ 10597-87
То же, кисть
флейцевая типоразмера КФ25 исполнения 1:
Кисть флейцевая
КФ25-1 ГОСТ 10597-87
1.2. Характеристики
(свойства)
1.2.1.
Обоймы с ручкой и пучком, а также колодки с пучком, ручкой или держателем
должны быть прочно соединены.
Прочность
соединения должна определяться методом вырывания пучка волокон диаметром 5 мм с
усилием не менее:
147 Н (15 кгс) -
для кистей типов КР, КРС, КРО, КП, КМ, КФ, КФК;
49 Н (5 кгс) - для
кистей и щеток типов КМА, ЩТ.
1.2.2. Колодку
щетки типа ЩТ допускается изготовлять без накладки при условии соблюдения
прочности соединения ручки с колодкой в соответствии с п. 1.2.1.
При изготовлении
ручек кистей типов КП и КФ из полиамида, а обоймы из жести допускается детали
кистей не соединять гвоздями при условии выполнения требований п. 1.2.1.
Для крепления
обоймы с ручкой и вкладышем кистей типа КФ допускается применять металлические
скобы. Ручки кистей типа КФ допускается изготовлять цельнолитыми с обоймой и
вкладышами.
Ручки кистей типов
КФ и КМ допускается располагать под углом от 35 до 45°
относительно пучка кисти.
Кисти типа КМ допускается изготовлять без предохранительного кольца.
Обоймы кистей могут
иметь крючки, обеспечивающие подвеску кистей на емкостях с лакокрасочным
составом.
(Измененная
редакция, Изм. N
1.)
1.2.3.
Коэффициент плотности пучка кистей типов КР, КРС, КРО,
КП, КФ, КМ должен быть не менее 0,6.
1.2.4. Кисти типов КР, КРС, КРО (за исключением кистей типоразмеров КР20, КР25,
КРС20, КРС25, КРО20, КРО25), КП, КФ и КМ должны иметь вкладыши.
Площадь вкладыша в
поперечном сечении относительно общей площади пучка должна составлять не более:
30% - для пучка из тянутой щетины или щетины шток;
40% - " " " другого вида сырья.
Вкладыши площадью
более 30% общей площади пучка для кистей типов КР и КМ
должны быть круглой формы.
Вкладыши должны
располагаться в центре пучка кисти.
1.2.5.
Допуск соосности обоймы, колодки и ручки относительно
общей оси симметрии кисти - 3 мм.
1.2.6.
Древесина для деталей кистей и щеток должна быть здоровой, без трещин, гнили,
прорости и червоточины.
Сучки диаметром
более 5 мм не допускаются. На ручках кистей не должно быть более 2 сучков. При
этом сучки должны быть здоровыми и сросшимися с древесиной. Остальные пороки и
дефекты древесины не должны превышать нормативов для пиломатериалов 2-го сорта
по ГОСТ 2695 и ГОСТ 8486.
1.2.7. Влажность
деталей кистей и щеток из древесины не должна быть более 12%.
1.2.8.
Обоймы из жести, а также предохранительные кольца не должны иметь вмятин,
рваных краев, пятен ржавчины.
1.2.9.
Пластмассовые детали должны быть защищены от грата и не должны иметь сколов,
вздутия, волнистой поверхности, коробления, непроплавов,
раковин, трещин.
1.2.10.
Ручки и колодки из древесины должны быть покрыты олифой или иметь лакокрасочное
покрытие. Лакокрасочное покрытие должно соответствовать классу V по ГОСТ 9.032,
условия эксплуатации - группе У1 по ГОСТ 9.104.
Ручки для кистей и
колодки из древесины лиственных пород допускается изготовлять без покрытия. При
этом шероховатость наружных поверхностей не должна быть более Rz = 100 мкм по ГОСТ 7016.
1.2.11.
Проникновение клея в пучок кистей типов КР, КРО, КП,
КФ, КМ и КФК за обойму со стороны пучка допускается на расстояние не более 5
мм, а у кистей типа КРС - не более 3 мм от наружной поверхности вкладыша.
1.3. Требования к
сырью и материалам
1.3.1. Для
изготовления пучков кистей и щеток должна применяться свиная обработанная
щетина по ОСТ 17-98, обработанный волос по ГОСТ 12857, синтетическая щетина по
нормативно-технической документации, утвержденной в установленном порядке.
1.3.2.
Сырье и материалы для изготовления деталей кистей и щеток должны
соответствовать указанным в табл. 7.
Таблица 7
────────────────────────┬─────────────────────────────────────────
Наименование детали │
Наименование сырья, материала
────────────────────────┼─────────────────────────────────────────
Пучок для кистей типо-│ Тянутая щетина, щетина шток, смесь тя-
размеров
КР20, КР25, │нутой
щетины и синтетической щетины в со-
КР30,
КР35, КРО20, │отношении: не
менее 70% тянутой и не бо-
КРО25,
КРО30, КРО35, │лее 30%
синтетической щетины
КП35,
КП40 │
Пучок для кистей типо-│ Тянутая щетина, смесь щетины тянутой и
размеров
КР40, КР45, │синтетической
щетины в соотношении: не
КР50,
КР55, КРС20, │менее 70%
тянутой и не более 30% синтети-
КРС25,
КРС30, КРС35, │ческой щетины
КРС40,
КРС45, КРС50, │
КРС55,
КРО40, КРО45, │
КРО50,
КРО55, КРО60, │
КП50,
КП60, КП75, КП100 │
Пучок для кистей типа │ Тянутая щетина конский или коровий во-
КМ │лос, смесь
конского колоса с коровьим в
│различных
соотношениях, конского или ко-
│ровьего волоса с синтетической щетиной в
│соотношении: не
менее 70% конского или
│коровьего волоса
и не более 30% синтети-
│ческой щетины
Пучок для кистей или │
Тянутая щетина, конский или коровий во-
щеток
типов КМА и ЩТ │лос,
синтетическая щетина, смесь конского
│волоса с коровьим в различных соотноше-
│ниях, смесь конского или коровьего волоса
│с синтетической
щетиной в соотношении 1:1
Пучок для кистей типо-│ Тянутая щетина, щетина шток
размеров
КФ25 и КФ50 │
Пучок для кистей типо-│ Тянутая щетина
типоразмеров
КФ60, КФ75,│
КФ100 │
Пучок для кистей типа │ Тянутая щетина, щетина шток
КФК │
Обойма для кистей ти- │ Полиамид 6 по ОСТ 6-06-С9, полиамид 6
пов КР, КРС, КРО, КМ,
КП│(вторичный) по ОСТ 6-06-С4
│
Обойма для кистей ти- │ Полиамид 6 по ОСТ 6-09-С9, полиамид 6
пов КФ,
КФК │(вторичный) по ОСТ
6-06-С4, жесть белая
│холоднокатаная горячего лужения по
│ГОСТ 13345
Ручки, вкладыши, ко- │
Древесина лиственных пород по
лодки,
накладки, держа- │ГОСТ 2695 или хвойных пород по
ГОСТ 8486,
тели │полиамид 6 по ОСТ 6-06-С9,
полиамид 6
│(вторичный)
по ОСТ 6-06-С4
Предохранительное │
Сталь любых марок по ГОСТ 1050
кольцо
для кистей типа │
КМ
│
Примечания. 1.
Допускается ручки, держатели, колодки для кистей и щеток типов КМА и ЩТ
изготовлять из полиэтилена низкого давления по ГОСТ 16338.
2. Допускается
пучки кистей и щеток типов КМА и ЩТ, изготовленные из конского или коровьего
волоса, окантовывать натуральной щетиной.
3. Допускается
обоймы, накладки, держатели изготовлять из отходов капроновой щетины по ОСТ
6-05-08.
4. Допускается
вкладыши для кистей типа КФ изготовлять из коробочного картона по ГОСТ 7933 или
древесноволокнистой плиты марки Т-350 или Т-400 по ГОСТ 4598.
1.3.3.
Синтетическая щетина должна удовлетворять следующим требованиям:
- форма волокон
должна быть конусообразной или цилиндрической;
- рабочие концы
волокон цилиндрической формы, предназначаемые для кистей, за исключением кистей
типа КМА, должны иметь флажки или должны быть заточенными;
- диаметр волокон в
основании должен быть не более 0,24 мм.
1.3.4.
Кисти и щетки должны быть стойкими к воздействию:
- растворителей
(ацетона, бензола и др.) и агрессивных сред (раствор медного купороса и
извести) - кисти типов КР, КРС и КРО;
- растворителей,
агрессивных сред и горячей воды - кисти типа КМ;
- растворителей -
кисти и щетки типов КП, КФ; КФК, ЩТ;
- агрессивных сред
и горячей воды - кисти типа КМА.
Температурный
предел стойкости (термостойкость) пучков кистей и щеток должен быть не менее 70
°С.
1.4. Маркировка
На каждой кисти и
щетке (ручке, обойме, колодке или держателе) должны быть нанесены:
- товарный знак
предприятия-изготовителя;
- тип или
типоразмер;
- цена (для
розничной продажи).
Примечание. Способ
нанесения указанных маркировочных знаков должен обеспечивать их сохранность в
течение срока службы кистей или щеток.
1.5. Упаковка
1.5.1.
Кисти и щетки должны быть уложены в ящики по ГОСТ 2991, ГОСТ 5959 или ГОСТ
10350.
Ящики внутри должны
быть выложены водонепроницаемой бумагой по ГОСТ 8828 или оберточной бумагой по
ГОСТ 8273.
Каждый ряд кистей и
щеток с пучками из щетины или волоса должен быть пересыпан 1 - 2 г технического
нафталина по ГОСТ 16106.
Допускается
применение других препаратов против моли, выпускаемых промышленностью.
По согласованию с
потребителем допускается другая упаковка, обеспечивающая сохранность кистей и
щеток во время хранения и транспортирования.
1.5.2. Масса ящиков
брутто - не более 30 кг.
1.5.3. В
транспортную тару должен быть вложен упаковочный лист, в котором должно быть
указано:
- наименование
предприятия-изготовителя;
- условное
обозначение изделий;
- число изделий;
- штамп
технического контроля;
- дата выпуска.
1.5.4.
Маркировка транспортной тары - по ГОСТ 14192.
2. ПРИЕМКА
2.1. Кисти и щетки
должны быть приняты техническим контролем предприятия-изготовителя.
2.2. Приемку и
поставку кистей и щеток производят партиями.
Объем партии
устанавливают соглашением сторон.
Партия должна
состоять из кистей и щеток одного типа или типоразмера, изготовленных из одних
и тех же материалов, обработанных по одному технологическому процессу и
одновременно предъявленных к приемке по одному документу.
2.3. При проверке
кистей и щеток на соответствие требованиям пп. 1.1.2,
1.2.3 - 1.2.11, 1.3.1 - 1.3.3 применяют двухступенчатый контроль в соответствии
с табл. 8.
Таблица 8
───────────┬────────┬────────────┬──────────────┬─────────────┬────────────
Объем
│Ступень │Объем одной │ Объем двух
│ Приемочное
│Браковочное
партии,
шт.│контроля│выборки,
шт.│ выборок, шт. │
число │ число
───────────┼────────┼────────────┼──────────────┼─────────────┼────────────
91 - 150 │ Первая │ 13
│ 26 │ 0
│ 3
│ Вторая │ 13
│ │ 3
│ 4
───────────┼────────┼────────────┼──────────────┼─────────────┼────────────
151 - 280 │ Первая │ 20
│ 40 │ 1
│ 4
│ Вторая │ 20
│ │ 4
│ 5
───────────┼────────┼────────────┼──────────────┼─────────────┼────────────
281 - 500 │ Первая │ 32
│ 64 │ 2
│ 5
│ Вторая │ 32
│ │ 6
│ 7
───────────┼────────┼────────────┼──────────────┼─────────────┼────────────
501 -
│ Первая │ 50 │
100 │ 3
│ 7
1200│ Вторая │ 50
│ │ 8
│ 9
───────────┼────────┼────────────┼──────────────┼─────────────┼────────────
1201
- │ Первая │ 80
│ 160 │ 5
│ 9
3200│ Вторая │ 80
│ │ 12
│ 13
───────────┼────────┼────────────┼──────────────┼─────────────┼────────────
3201
- │ Первая │ 125
│ 250 │ 7
│ 11
10000│ Вторая │ 125
│ │ 18
│ 19
2.4. Партию кистей
или щеток принимают, если число дефектных кистей или щеток в первой выборке
меньше или равно приемочному числу, и бракуют без назначения второй выборки,
если число дефектных кистей или щеток больше или равно браковочному числу.
Если число
дефектных кистей или щеток в первой выборке больше приемочного числа, но меньше
браковочного, проводят вторую выборку.
Партию кистей или
щеток принимают, если число дефектных кистей или щеток в двух выборках меньше
или равно приемочному числу, и бракуют, если число дефектных кистей или щеток в
двух выборках больше или равно браковочному числу.
2.5. Проверка
кистей или щеток на соответствие требованиям пп.
1.2.1 и 1.3.4 должна проводиться не реже одного раза в год или при замене
применяемого сырья, или технологии изготовления, для чего от партии отбирают
0,1%, но не менее 3 шт. кистей или щеток.
Если при проверке
отобранных кистей или щеток хотя бы одно изделие не будет удовлетворять
требованиям пп. 1.2.1 и 1.3.4, следует проводить
повторные испытания удвоенного числа изделий, отобранных из той же партии.
При
неудовлетворительных результатах повторной проверки партия кистей или щеток
приемке не подлежит.
Результаты
повторной проверки изделий являются окончательными.
2.6. Потребитель
имеет право проводить контрольную проверку качества кистей и щеток, соблюдая
при этом приведенный порядок отбора образцов и применяя методы испытаний,
установленные настоящим стандартом.
3. МЕТОДЫ
ИСПЫТАНИЙ
3.1. Размеры
кистей, щеток и их деталей, а также требования, предусмотренные п. 1.2.11,
проверяют с помощью измерительных средств, погрешность измерения которых +/-
0,1 мм, и шаблонов.
Кисти с обвязкой по
п. 1.2.11 не проверяют.
(Измененная
редакция, Изм. N
1.)
3.2.
Испытание пучков кистей и щеток на термостойкость проводят путем погружения
пучка в горячую воду температурой (70 +/- 2) °С и выдерживают их при этой
температуре в течение 1 ч.
Температуру воды
измеряют термометром, погрешность измерения при этом +/- 1 °С.
3.3.
Испытания деталей кистей и щеток на стойкость к воздействию растворителей или
агрессивных сред проводят путем погружения кистей или щеток в растворитель или
агрессивную среду.
Испытания всех
типов кистей и щеток, за исключением кистей типа КМА, проводят одним из
следующих способов:
- путем
выдерживания по 1 ч поочередно в растворителях N 646 по ГОСТ 18188, Р-12 по
ГОСТ 7827, растворах медного купороса и извести при температуре не ниже 20 °С;
- путем
выдерживания поочередно в ацетоне, бензоле, растворах медного купороса и
извести в течение 8 ч в каждом из них.
Кисти и щетки типов
КП, КФ, КФК и ЩТ в растворах медного купороса и извести не испытывают.
Испытание кистей
типа КМА проводят путем выдерживания поочередно в растворах медного купороса и
извести в течение 8 ч.
Концентрация
раствора медного купороса должна быть не менее 10%, раствор извести должен быть
с осадком.
После проведения
испытаний по пп. 3.2 и 3.3 и высушивания у пучков не
допускается появления закрученности, усадки по длине
и ломкости.
Примечание. Кисти и
щетки после проведения каждого этапа испытаний должны быть промыты в проточной
воде.
3.4.
Прочность соединения пучков кистей с обоймой и ручкой, а также колодок с
пучком, ручкой или держателем определяют на разрывной машине с усилием разрыва
300 Н (30 кгс) или при помощи динамометра по ГОСТ 13837 с использованием
специального приспособления, указанного на черт. 12.
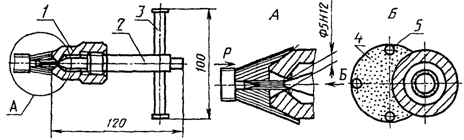
1 - патрон; 2 -
оправка; 3 - рукоятка;
4 - кисть; 5 - зона
замера
Черт. 12
Испытания проводят
в следующей последовательности:
- пучок
кисти или щетки диаметром 5 мм, выбранный в периферийной части кисти, вставляют
в отверстие патрона и при помощи подвижного конуса закрепляют в нем. После
этого кисть или щетку с указанным приспособлением устанавливают на разрывную
машину, закрепляя в ней ручку кисти и приспособление, или используют динамометр
и снимают показатели на машине или динамометре.
Показатели должны
соответствовать значениям, приведенным в п. 1.2.1.
Определение
прочности соединения пучков кистей и ручек определяют не менее чем в двух
местах.
За значение
прочности соединения принимают среднее арифметическое значение результатов двух
измерений.
3.5. Коэффициент
плотности пучков кистей типов КР, КРС, КМ, КФК и
кистей типов КРО, КП, КФ проверяют на специальных приспособлениях, указанных
соответственно на черт. 13 и 14.
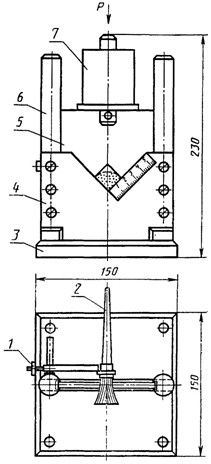
1 - зажим; 2 -
кисть; 3 - основание;
4 - неподвижная
часть приспособления;
5 - подвижная часть
приспособления;
6 - стойка; 7 -
груз
Черт. 13
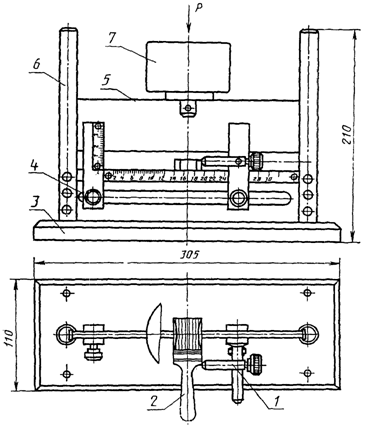
1 - зажим; 2 -
кисть; 3 - основание; 4 - неподвижная часть
приспособления; 5 -
подвижная часть приспособления;
6 - стойка; 7 -
груз
Обжатие пучка
должно производиться на середине его длины.
Коэффициент
плотности пучка K определяют по формуле
![]() ,
,
где ![]() - площадь поперечного сечения пучка на выходе
из обоймы кисти до ввода его в приспособление;
- площадь поперечного сечения пучка на выходе
из обоймы кисти до ввода его в приспособление;
![]() - площадь поперечного сечения пучка кисти
после его обжатия в приспособлении усилием P, измеренная следующим образом.
- площадь поперечного сечения пучка кисти
после его обжатия в приспособлении усилием P, измеренная следующим образом.
В приспособлении
устанавливают кисть таким образом, чтобы середина пучка находилась на кромке
подвижной части приспособления. Опускают подвижную часть приспособления. При
помощи упора закрепляют кисть в приспособлении и прикладывают статическую
нагрузку P:
- для кистей типов КР, КРС, КМ и КФК ... 49 Н (5 кгс);
- для кистей типов
КРО, КП и КФ ... 29,4 Н (3 кгс).
Статическую
нагрузку P складывают из массы груза и подвижной части приспособления.
Площадь поперечного
сечения пучка определяют по шкале приспособления.
3.6. Требования п.
1.2.5 проверяют при помощи приспособления, указанного на
черт. 18 Приложения 2, или шаблоном.
3.7. Требования пп. 1.2.6, 1.2.8, 1.2.9 проверяют визуально методом
сравнения с образцом-эталоном.
3.8.
Влажность древесины ручек определяют по ГОСТ 16588-79.
3.9. Параметр
шероховатости деталей из древесины определяют сравнением их с образцом-эталоном
или на приборе.
4.
ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Упакованные
кисти и щетки допускается перевозить транспортом любого вида при обеспечении
мер, предохраняющих кисти и щетки от механических повреждений и воздействия
влаги.
4.2.
Хранение кистей и щеток - по группе условий хранения с ГОСТ 15150.
Приложение
1
Обязательное
ПРИМЕРЫ ИСПОЛНЕНИЯ
ОБОЙМЫ
Исполнения
кистей-ручников типов КР, КРО
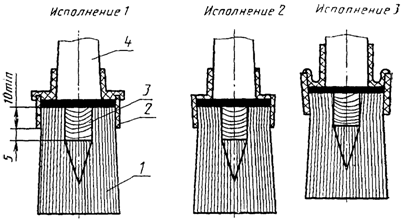
1 - пучок; 2 -
обойма; 3 - вкладыш; 4 - ручка
Исполнения
кистей-ручников типа КРС
1 - пучок; 2 -
обойма; 3 - ежеобразный вкладыш; 4 - ручка
Черт. 16
(Измененная
редакция, Изм. N
1.)
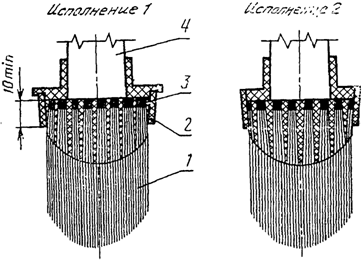
Кисть-ручник типа
КП
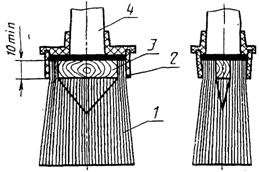
1 - пучок; 2 -
обойма; 3 - вкладыш; 4 - ручка
Черт. 17
Исполнение
флейцевой кисти типа КФ
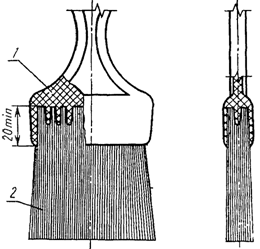
1 - ручка; 2 -
пучок
(Введен
дополнительно, Изм. N
1.)
Приложение
2
Рекомендуемое
ПРИСПОСОБЛЕНИЕ ДЛЯ
ПРОВЕРКИ СООСНОСТИ
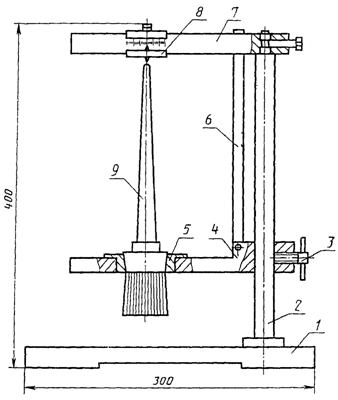
1 - станина; 2 -
стойка; 3 - стопор;
4 - кольцо-планка;
5 - вкладыш; 6 - держатель;
7 - шкала; 8 -
ползун; 9 - кисть
(Измененная
редакция, Изм. N
1.)
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026