Утверждены
Приказом ВНИИНМАШ
от 9 февраля 1988
г. N 37
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
ПО НОРМАЛИЗАЦИИ В МАШИНОСТРОЕНИИ
(ВНИИНМАШ)
НАДЕЖНОСТЬ В ТЕХНИКЕ
ПРОГРАММНЫЕ ИСПЫТАНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
ОБЩИЕ ТРЕБОВАНИЯ
РЕКОМЕНДАЦИИ
Р 50-54-98-88
Группа Т59
ОКСТУ 0027
ИНФОРМАЦИОННЫЕ
ДАННЫЕ
Разработаны и внесены МВТУ им. Н.Э. Баумана.
Утверждены Приказом ВНИИНМАШ N 37 от 09.02.1988.
Исполнители:
профессор, д.т.н. А.С. Проников (руководитель работы), доцент, к.т.н. В.С.
Стародубов, к.т.н. В.В. Селезнева, к.т.н. В.М. Утенков, к.т.н. В.С. Иванов,
к.т.н. Е.Л. Черняков, В.А. Харитонов, В.Б. Самойлов, Н.П. Спиренков, В.Б.
Мещерякова.
Редактор Баринова
Н.Д.
Разработаны
впервые.
В данных
рекомендациях рассмотрен комплексный метод испытания и диагностирования
технологического оборудования (ТО) по выходным параметрам, который получил
название программного, поскольку одной из основных его особенностей является
управление ходом испытаний по программе, заложенной в ЭВМ и отражающей весь
диапазон режимов и условий эксплуатации ТО с учетом вероятностной природы
внешних воздействий, а также применения специальных нагрузочных устройств,
управляемых от ЭВМ.
Программные
испытания проводятся для опытных образцов ТО, сложность применения которых
обуславливается следующими факторами:
стоимость
высокопроизводительного автоматизированного технологического оборудования
(особенно ТО с ЧПУ) возросла в десятки и сотни раз по сравнению с ранее
выпускаемыми универсальными образцами. В современном машиностроении часто
применяется уникальное ТО, доработка конструкции которого после начала
эксплуатации затруднительна;
идет интенсивное
обновление моделей ТО, в которых воплощаются последние достижения механики,
материаловедения, электротехники и электроники, в результате новые конструкции
сильно отличаются от существующих прототипов. В этих условиях трудно
использовать опыт эксплуатации действующих моделей, а времени для получения
нового опыта нет;
требования к
техническому уровню и качеству ТО растут, и необходимо целенаправленное изыскание
любых резервов в этом направлении при освоении новых типов и моделей;
освоение новых
производств должно идти высокими темпами, когда нет времени на доработку
конструкции по результатам эксплуатационных наблюдений, а экономические потери
от включения несовершенного ТО в производственные системы (например, ТО с ЧПУ в
гибкие производственные системы) весьма велики.
При
проведении программных испытаний ТО проверяется эффективность принятых при его
проектировании конструктивных решений, выявляются наиболее эффективные пути
достижения требуемого уровня качества и надежности и дается гарантия того, что
данная модель ТО после внесения соответствующих исправлений может быть запущена
в серийное изготовление с получением и сохранением в процессе установленного срока
эксплуатации заданных выходных параметров [1].
1. Общие
положения
1.1. Программные
испытания предназначены для оценки качества ТО по выходным параметрам, в том
числе с учетом изменения показателей качества во времени, что характеризует его
надежность. Данные испытания проводятся главным образом для опытных образцов
нового ТО [1].
1.2. Объектом
программных испытаний является технологическое оборудование в целом или его
агрегаты (узлы), выполняющие самостоятельные функции со своими выходными
параметрами.
1.3. В настоящее
время наиболее проработаны и применяются испытание и диагностирование отдельных
узлов и агрегатов ТО и в меньшей степени оборудования в целом.
1.4. Основные
требования к программным методам испытаний ТО следующие:
1.4.1. Нужно
учитывать весь диапазон внешних воздействий и режимов работы, характерных для
данного типа ТО.
1.4.2. Должны
определяться полная номенклатура выходных параметров, характеризующих
работоспособность ТО, и устанавливаться их допустимые значения.
1.4.3. Следует
учитывать вероятностную природу действующих факторов, поскольку технологическое
оборудование работает при различных режимах и в различных условиях
эксплуатации.
1.4.4.
Целесообразно применять тестовые методы диагностирования, которые позволяют
получать обширную информацию о его состоянии при различных спектрах действующих
нагрузок. Для этой цели необходимо иметь соответствующие нагрузочные
устройства.
1.4.5. Следует
применять методы прогнозирования для оценки возможных изменений параметров ТО в
предполагаемых условиях эксплуатации. При этом учитывают, что форсирование
испытаний для определения показателей надежности, как правило, не может дать
достоверных результатов, а ресурсные испытания при обычных режимах для многих
видов ТО практически невыполнимы из-за их длительности.
1.4.6. Необходимо в
максимальной степени использовать ЭВМ для управления процессом испытания и
прогнозирования возможного изменения состояния ТО.
1.5. При применении
программного метода испытания ТО проводятся комплексно, в автоматизированном
режиме с применением диагностических процедур и с оценкой начального качества и
надежности ТО по его выходным параметрам.
1.6. Включение в
испытания диагностирования и прогнозирования позволяет сделать данный метод
более результативным, т.к. не только проводится констатация пригодности ТО для
определенных условий работы, но и определяются те его характеристики, которые
должны быть изменены, а также узлы и механизмы, которые снижают технические
показатели ТО.
1.7.
Прогнозирование возможного изменения выходных параметров ТО базируется на
использовании физических закономерностей процессов, протекающих со средней
скоростью (тепловые, деформации и др.), и медленно протекающих процессов (износ
механизмов ТО), которые определяют происходящие необратимые изменения
характеристик ТО. При этом исходными данными для оценки начального качества и
надежности ТО являются, во-первых, результаты проводимых испытаний и,
во-вторых, априорная информация о процессах и факторах, приводящих к изменению
начальных характеристик ТО.
1.8. Реализация
программного метода испытаний ТО осуществляется в условиях специально создаваемых
испытательно-диагностических комплексов с применением на их базе мобильных
средств эксплуатационной диагностики. На этом комплексе с помощью
соответствующих нагрузочных устройств обеспечивается программное нагружение
объекта испытания, имитация внешних воздействий, измерение необходимых
параметров в процессе работы ТО, обработка информации на ЭВМ.
2.
Измеряемые выходные параметры,
показатели
начального качества и надежности
2.1. Выходные
параметры ТО, которые непосредственно характеризуют работоспособность,
определяются его целевым назначением. Такими параметрами могут быть
характеристики ТО, связанные с точностью перемещения рабочих органов, качеством
обрабатываемых изделий, уровнем динамических воздействий, производительностью,
КПД и др.
2.2. Номенклатура
выходных параметров ТО и их допустимые значения устанавливаются стандартами и
техническими условиями исходя из требований к назначению, точности
функционирования и надежности ТО. Работоспособность ТО гарантируется
нахождением численных значений выходных параметров в установленных пределах.
2.3.
Характеристикой качества ТО является соотношение областей состояний и
работоспособности выходных параметров. Область состояний может определяться как
в вероятностной трактовке (полная характеристика области состояний), так и при
экстремальных условиях (оценка границы области состояний).
2.4. Область
состояний - это область, в которой с заданной вероятностью находятся значения
регламентированных выходных параметров. В общем случае область состояний
представляет собой многомерное пространство, поскольку для каждого
ТО устанавливается ряд различных выходных параметров. Эти параметры
должны находиться в пределах, установленных нормативно-технической
документацией.
2.5. Область
работоспособности - область допустимых значений выходных параметров ТО.
Если область
состояний находится внутри области работоспособности, то ТО
является работоспособным, если она выходит за допустимые пределы, то возникает
вероятность параметрического отказа.
2.6. Основными
выходными параметрами ТО служат характеристики заданных траекторий движения
рабочих органов, несущих инструмент и заготовку, оценивающие точность и
надежность осуществления данным ТО процесса обработки.
Характеристики
точности траекторий определяются такими показателями, как точность положения
траектории в выбранной системе координат (величина отклонения от номинала в
плоскости или пространстве), точность фиксации конца траектории (точность
позиционирования рабочего органа), кривизна траектории, точность осуществления
движения во времени, микроотклонения и др.
2.7. Если в
качестве выходных параметров ТО принимаются КПД, мощность, динамические
нагрузки, скорость перемещения и др., то эти параметры также могут быть
представлены в виде некоторых функций (траекторий) в координатах
"параметр-время" при данных условиях работы.
2.8. Стохастическая
природа выходных параметров ТО связана с рассеиванием их начальных значений в
силу различного качества изготовления ТО, его работой при разных режимах, неоднородностью
заготовок, случайными воздействиями окружающей среды и т.д. Выходные параметры
характеризуются законами распределения или их численными показателями
(математическим ожиданием, дисперсией и др.).
При представлении
выходных параметров в виде характеристик траекторий последние образуют ансамбли
(совокупности) случайных функций, причем каждая реализация ансамбля отражает
работу ТО при данном режиме и внешних воздействиях, а ее показатели определяют
численные значения установленных выходных параметров.
2.9. В результате
испытания и прогнозирования должны быть получены следующие показатели
начального качества и параметрической надежности ТО:
- численные
характеристики областей состояний (размер каждой области, в которой с заданной
вероятностью находятся регламентируемые выходные параметры);
- запасы надежности
для каждого из выходных параметров (отношение допустимых значений, определяющих
область работоспособности, к фактическим значениям, характеризующим размер
области состояний);
- ресурс по
выходному параметру при заданной вероятности безотказной работы ТО или
вероятность его безотказной работы в течение заданного периода эксплуатации
(например, до среднего или капитального ремонта).
2.10. На основе
оценки начального качества ТО и его надежности должен быть получен сертификат
(свидетельство) о состоянии ТО, в котором указывается, при каких условиях
эксплуатации достигаются заданные выходные параметры ТО, в течение какого
времени эксплуатации и с какой
вероятностью числовые значения этих выходных параметров будут находиться в
заданной области состояний.
3.
Методические основы и алгоритм программных испытаний
3.1. При проведении
программных испытаний оценивается сопротивляемость ТО спектру внешних
воздействий, отражающих эксплуатационные нагрузки, и выявляется область
состояний для регламентированных выходных параметров.
3.2. Область
состояний является комплексной характеристикой качества ТО, т.к. определяет его
реакцию на внешние и внутренние воздействия. Чем меньше область состояний по
отношению к области работоспособности, тем выше начальное качество ТО, и чем
медленнее по времени изменение области состояний, тем выше надежность ТО.
3.3. Проведение
программных испытаний требует большого объема отдельных вычислений и циклов
испытаний, их логического построения, применения различных методов и моделей,
использования целого ряда подпрограмм (как специальных, так и стандартных),
организации взаимодействия процессов испытания, диагностирования, обработки
информации и вычисления.
3.4. Основным
средством получения информации является испытательный стенд, с помощью которого
в результате испытания ТО получают количественные характеристики контролируемых
выходных параметров.
3.5. Укрупненный
алгоритм программных испытаний приведен на рис. 1. Он отражает взаимодействие
отдельных блоков, каждый из которых характеризует определенный этап испытаний
или расчетов для получения информации, необходимой для оценки начального
качества и надежности ТО. Часть блоков связана с формированием значений входных
параметров, которые будут варьироваться при испытании. К ним относятся величины
и направления внешних сил (включая их динамические составляющие), скорости и
характер перемещения узлов, тепловые воздействия на ТО и др. Если осуществлять
на каждом цикле испытания различные сочетания этих параметров (по методу
Монте-Карло или другим методам), то реакция ТО на эти
воздействия даст возможность оценивать его выгодные параметры в вероятностном
аспекте.
┌───────────────────────────────────────────────────┐
│Банк данных (априорная и статистическая информация)│
└──────┬───────────────────┬────────────────────────┘
┌──────────────┐ ┌──────┴───────┐ ┌───────┴───────┐ ┌──────────┐
│ Входные │ │ Условия │ │Износостойкость│ │Требования│
│ данные │ │ эксплуатации │ │ пар трения │ │к выходным│
└──────┬───────┘ └──────┬───────┘ └───────┬───────┘ │параметрам│
│ │ │ │ машины │
\/ \/ \/ └─────┬────┘
┌──────────────┐ ┌──────────────┐ ┌───────────────┐ │
│Расчет законов│<─┤ Расчет │ │ Определение │ │
│распределения │ │ внешних │ │закономерностей│<──┐ │
│ варьируемых │ │ воздействий │ │ изнашивания │ │ │
│ параметров │ │ │ │ материалов │ │ │
└──────┬───────┘ └──────────────┘ └───────┬───────┘ │ │
│ │ │ │
\/ \/ │ │
┌───────────────────────┐ ┌───────────────┐ │ │
┌───>│Формирование комбинаций├────────────>│ Расчет износа │ │ │
│ ┌─>│ значений варьируемых │ │ сопряжений │ │ │
│ │ │ параметров │ │ │ │ │
│ │ └──────┬────────────────┘ └───────┬───────┘ │ │
│ │ │ │ │ │
│ │ \/ \/ │ │
│ │ ┌──────────────┐ ┌───────────────┐ ┌───────────────┐ │ │
│ │ │Испытательный │ │Диагностические│ │Прогнозирование│ │ │
│ │ │ стенд ├──>│ сигналы │ │ изменения │ │ │
│ │ │ │ │ │ │ выходных │ │ │
│ │ │ │ │ │ │ параметров │ │ │
│ │ └──────┬───────┘ └───────┬───────┘ └───────┬───────┘ │ │
│ │ │ │ │ │ │
│ │ \/ \/ │ │ │
│ │ ┌──────────────┐ ┌──────────────┐ │ │ │
│ │ │Контролируемые├───┤ ЭВМ │<──────────┘ │ │
│ │ │ параметры │ └─────────┬────┘ │ │
│ │ │ машины │ │ │ │
│ │ └──────┬───────┘ │ ┌───────────────┐ │ │
│ │ │ │ │ Физико- │ │ │
│ │ \/ │ │статистическое ├──┘ │
│ │ нет ┌───────┐ ┌────────┐ │ │ моделирование │ │
│ └─────┤ n = N │ ┌─>│ Печать │ │ │ износа │ │
│ └───┬───┘ │ └────────┘ │ └───────────────┘ │
│ да │ │ │ │
│ \/ │ │ │
│ ┌────────────┴─┐ │ ┌───────────────┐ │
│ │Расчет показа-│<────────────┘ │Расчет областей│ │
│ │телей качества│<─────────────────────┤работоспособ- │<────────┘
│ │и надежности │ │ности │
│ └──────┬───────┘ └───────────────┘
│ │ ┌───────────┐ да
│ └───────────>│ Допустимо ├─────────────┐
│ └─────┬─────┘ │
│ │ \/
│ ┌──────────────┐ нет │ ┌───────────────┐ ┌────────┐
│ │ Ограничение │<─────────┘ │ Сертификат ├────>│ Конец │
│ │режимов работы│ └───────────────┘ └────────┘
│ └──────┬───────┘ /\
│ │ ┌───────────┐ да │
│ └───────────>│ Допустимо ├─────────────┘
│ └─────┬─────┘
│ ┌──────────────┐ │
│ │ Оптимизация │ нет │
└────┤ параметров │<─────────┘
│ машины │
└──────────────┘
3.5.1. Для
формирования значений варьируемых входных параметров используется априорная и
статистическая информация о спектрах эксплуатационных нагрузок и условиях
работы, характерных для данного типа ТО, которая хранится в банке данных.
3.5.2. Для расчета
показателей начального качества и надежности ТО информация поступает двумя
потоками. Первый поток информации получают из испытательного стенда при
испытании данной модели ТО.
Второй поток
информации является результатом прогнозирования возможного изменения выходных
параметров испытываемого объекта при износе его базовых элементов и используется
для расчета показателей надежности.
3.5.3. Для
осуществления прогнозирования помимо специальных методов расчета необходимо
иметь сведения о скоростях изнашивания отдельных сопряжений. Эти значения
получаются как на основе обработки эксплуатационных наблюдений за износом
сопряжений у аналогичных моделей (прототипов разрабатываемой конструкции), так
и с использованием специальных методов физико-статистического моделирования
износа.
3.6. В основу
расчета показателей надежности должна быть положена модель параметрического
отказа, отражающая процесс изменения выходного параметра ТО при действии на
него различных факторов.
4.
Структура испытательно-диагностического комплекса
4.1. Общая
структура испытательно-диагностического комплекса и основные взаимодействия его
составных частей показаны на рис. 2.
┌───────────────────┐ ┌──────────────────────┐
│ Программные │ │ Априорная │
│ нагрузочные │<──┐ │ информация │
│ устройства │ │ │ │
└─────────┬─────────┘ │ └───────────┬──────────┘
│ │ │
\/ │ \/
┌───────────────┐ ┌───────────────────┐ │ ┌──────────────────────┐
│Диагностические│ │Испытываемый объект│ └──┤ ЭВМ: │
│ сигналы │<─────┤ (ТО) │<─────┤управление испытанием,│
│ │ │ │ │обработка результатов,│
│ │ │ │ ┌>│ прогнозирование │
└───────┬───────┘ └──┬──────┬──────┬──┘ │ └───────────┬──────────┘
│ │ │ │ │ │
│ \/ \/ \/ │ │
│ ┌───────────────────┐ │ │
│ │ Датчики │ │ \/
│ └─────────┬─────────┘ │ ┌──────────────────────┐
│ │ │ │Показатели начального │
│ \/ │ │качества и надежности │
│ ┌────────────────────────┐ │ └──────────────────────┘
└───────────>│ Измерительный комплекс ├─┘
└────────────────────────┘
Рис. 2
Испытание идет в
режиме автоматизированного эксперимента и состоит из последовательных циклов,
число которых должно быть достаточным для статистической обработки результатов.
Под циклом понимается испытание ТО на одном из исследуемых режимов его работы.
4.2. Значения
выходных параметров определяются при помощи измерительного комплекса и вводятся
в ЭВМ.
В процессе
испытания ЭВМ выполняет следующие функции:
а) обрабатывает и
хранит результаты испытаний;
б) использует
априорную информацию об эксплуатационных нагрузках и условиях эксплуатации,
износостойкости материалов, применяемых для базовых элементов ТО, требованиях к
показателям качества ТО, характерных для данной модели;
в) осуществляет
программное управление режимами работы и специальными нагрузочными
устройствами, включая имитацию внешних воздействий - изменение величины и
направления сил, наложение спектра вибраций, управление тепловыми потоками и
др.;
г) выполняет
расчеты показателей начального качества и прогнозируемых показателей надежности
ТО.
4.3. С помощью
диагностической аппаратуры комплекса оценивается состояние отдельных элементов
ТО, например по их тепловым полям, виброакустическим
сигналам и другим характеристикам.
Разработка при
проектировании и встраивание диагностических средств (датчиков,
преобразователей) позволит автоматизировать процесс диагностирования ТО как при испытании опытного образца, так и при
эксплуатации серийных моделей.
Анализ
диагностических сигналов на ЭВМ позволяет судить о причинах отклонения тех или
иных выходных параметров от их номинальных значений.
4.4. Если испытание
и прогнозирование выявили, что показатели качества не удовлетворяют техническим
требованиям или необходимо получить более высокие показатели, то надо провести
дополнительные испытания с целью более детальной оценки вклада отдельных
элементов конструкции ТО и степени их влияния на формирование области состояний
по лимитирующему выходному параметру.
4.5. При
программных испытаниях измерения выходных параметров производятся с применением как контактных измерительных средств, так и
бесконтактным способом. Для измерения отдельных параметров (например,
кинематических) может использоваться система управления испытываемого ТО
(например, система ЧПУ).
4.6. В процессе
программных испытаний проводится комплекс различных измерений:
параметров линейных
и круговых траекторий движения рабочих органов ТО, точности их
позиционирования, точности взаимного положения. Для этих измерений наиболее
целесообразно применение приборов, использующих оптические принципы измерения:
автоколлиматоров, лазерных интерферометров, голографических приборов;
кинематических
параметров - частот вращения, величин перемещения рабочих органов, линейных
скоростей, ускорений, передаточных отношений;
нагрузок - рабочих
усилий, сил и крутящих моментов в приводе, давлений в гидросистемах, напряжений
в корпусных деталях, давлений в направляющих и др. Например, при испытании
металлорежущих станков для измерения этих параметров широкое применение
получили динамометрические столы и устройства для измерения сил резания.
Различного рода первичные преобразователи - тензорезисторные,
пьезоэлектрические и другие широко используются для оценки сил по деформации
упругих элементов;
деформаций с
оценкой жесткости элементов ТО. Служит для получения диагностических сигналов,
позволяя выявить причины отклонения выходных параметров и ту роль, которую
играют деформации в суммарной погрешности работы ТО;
вибраций, когда
определяются амплитуды, частоты, фазы колеблющихся элементов ТО, оцениваются их
спектры, рассчитываются амплитудно-фазово-частотные и другие характеристики;
тепловых полей -
температур в различных точках ТО, тепловых деформаций, изменения температуры
смазки, колебания температуры окружающей среды, что позволяет оценить причины
тренда выходных параметров ТО и период их тепловой стабилизации. Для измерения
температур используют различные термопары - терморезисторы (проводниковые и
полупроводниковые). Для анализа всего теплового поля и его изменения обширную
информацию могут дать тепловизоры. Их высокая чувствительность к инфракрасному
излучению позволяет проводить измерения на расстоянии нескольких метров от
объекта;
износа
трущихся поверхностей при испытаниях на износостойкость, проводимых отдельно от
собственно программного испытания, поскольку данная информация вводится
непосредственно в ЭВМ для осуществления необходимых вычислений (см. блок-схему
алгоритма на рис. 1);
энергетических
показателей ТО и его элементов: мощности, коэффициента полезного действия,
потерь на трение - для получения в ряде случаев дополнительных диагностических
данных, характеризующих состояние объекта.
4.7. Измерение
времени производится для рассмотрения динамической картины изменения состояния
ТО. Переработка информации на ЭВМ осуществляется как в реальном масштабе
времени, так и с последующей обработкой накопленных данных в соответствии с
основной блок-схемой программного испытания.
При программном
испытании широко используются коммутаторы для опроса первичных преобразователей
(датчиков) в определенной последовательности и через заданные интервалы
времени.
4.8. При
осуществлении процесса диагностирования большое значение имеет степень
информативности того сигнала, который поступает от соответствующего преобразователя.
Различные диагностические сигналы несут неодинаковую по объему информацию,
поэтому требуется оценить возможности сигнала и выбрать наиболее целесообразную
его форму.
4.9. Значительно большую информацию, чем показания первичного
преобразователя, несет сигнал в виде функциональной зависимости. Такими
сигналами будут, например, характер изменения тепловых полей объекта, изменения
усилий или крутящих моментов за цикл работы механизма, вибрации, возникающие в
системе, и их амплитудно-частотные характеристики, виброакустические сигналы и
т.п. Анализ этих функций, спектральный анализ процессов вибраций позволяют из
одного сигнала выделить ряд составляющих, характеризующих состояние различных
элементов или узлов ТО.
4.10. При каждом
цикле программных испытаний необходимо создать ту комбинацию нагрузок и
скоростей работы ТО, которая определена программой испытания.
4.11. Для создания
рабочих нагрузок применяются программные нагрузочные устройства (ПНУ), управляемые по программе и имитирующие воздействия на
ТО, возникающие в процессе его функционирования. Конструкция ПНУ
не должна затруднять осуществление рабочего цикла ТО.
Использование ПНУ позволяет сэкономить заготовки и инструмент, создать
большую мобильность процесса испытаний и ускорить его. Применение программных
нагрузочных устройств не исключает контрольных проверок функционирования ТО на
рабочих режимах.
4.12. Различные
нагрузочные устройства в зависимости от метода создания сил (контактный и
бесконтактный метод), от возможности управлять величиной и направлением силы,
создавать динамические составляющие нагрузки и других характеристик могут
обладать большей или меньшей степенью приспособленности к проведению
программных испытаний (см. Приложение 4).
4.13. При
программном методе испытаний управление нагрузками производится как в
пространстве, так и во времени.
Изменение
пространственной ориентации силы существенно влияет на выходные параметры ТО,
т.к. в разных условиях эксплуатации рабочие нагрузки, реактивные силы и
моменты, эпюры давлений на направляющих различны.
Управление силами
во времени позволяет получать как статическое значение силы, так и ее
динамическую составляющую.
4.14. При
программных испытаниях осуществляется автоматизированное управление ПНУ по
программе, заложенной в ЭВМ, с применением обратной связи для контроля за отработкой программы нагружения. Накопление и
хранение результатов испытания производится в памяти ЭВМ с выходом данных на
цифропечатающее устройство и дисплей.
4.15. Для имитации
действия на ТО внешних тепловых потоков различной интенсивности и величины могут применяться специальные тепловые ПНУ.
Действие внутренних
источников тепла, как правило, создается работой ТО на исследуемых режимах.
5.
Управление программным испытанием
и программное
обеспечение
5.1. Управление
программным испытанием включает процедуры обработки информации, получаемой при
испытании, расчета показателей начального качества ТО, прогнозирования его
параметрической надежности, моделирования процессов и оптимизации
конструктивных параметров. Наличие больших потоков информации обычно связано с
тем, что при испытании производится измерение большого числа параметров,
регистрация диагностических сигналов, осуществляется управление режимом работы
объекта испытания и программными нагрузочными устройствами.
5.2. В общем виде
система управления испытанием с использованием ЭВМ включает ТО
как объект испытания, комплект измерительных преобразователей (датчиков),
систему устройств связи с объектом (УСО) и центральную ЭВМ. При управлении
испытанием от ЭВМ управляющие сигналы проходят через цифро-аналоговые
преобразователи (ЦАП) и поступают на устройства управления режимами работы ТО и
задания нагрузок и управляющих воздействий, которые имитируют внешние и
внутренние процессы, происходящие в ТО.
5.3. Ввод данных,
регистрация и наблюдение за ходом испытаний производится с рабочего места
оператора, оснащенного видеотерминалом. Вводимая и получаемая в процессе
испытаний информация выводится на внешние носители (магнитные диски, магнитные
и перфоленты, алфавитно-цифровые печатающие устройства и графопостроители).
5.4. При большой
сложности автоматического управления программными испытаниями они могут
проводиться в диалоговом или пакетном режиме. В режиме диалога на ЭВМ
рассчитывается программа испытаний (режимы, длительность, количество испытаний
и т.д.) и затем через АЦПУ вводятся данные, которые ЭВМ после испытаний
обрабатывает и выдает в виде таблиц или графиков. В пакетном режиме ЭВМ связана
одним или несколькими каналами (ввода-вывода) с испытательной установкой и
осуществляет либо обработку данных эксперименте, либо управление ходом
испытаний.
5.5. Для
организации испытательно-вычислительного процесса помимо входных данных большое
значение имеет информация, помещенная в банке данных управляющей ЭВМ.
5.6. Одним из
основных вопросов управления испытанием является формирование сигналов
управления на основе полученных законов распределения входных параметров.
Поскольку испытание состоит из N циклов (где N определяется из условий
статистической обработки информации и обычно находится в пределах 100 - 150),
то необходимо формировать набор значений входных данных для каждого цикла.
5.7. При
программных испытаниях можно применять два основных метода формирования входных
данных (рис. 3), которые определяют характер и последовательность процедур при
разработке программы испытания.
Первый метод
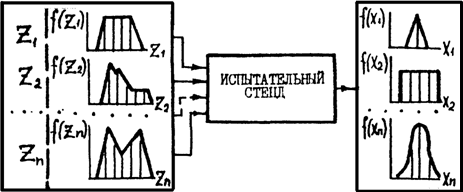
Второй метод
5.7.1. При первом
методе (см. рис. 3) процедура выбора значений варьируемых параметров для
каждого цикла испытаний строится по методу статистических испытаний (метод
Монте-Карло), когда для каждого такого цикла выбираются (разыгрываются)
фиксированные значения входных параметров с учетом их законов распределения. Полученные
тем или иным способом последовательные комбинации входных (варьируемых)
параметров преобразуются в сигналы управления программными нагрузочными
устройствами, создающими имитацию рабочего процесса нагружения ТО и внешних
воздействий на него.
В этом методе
законы распределения f(Z) входных параметров преобразуются после испытания в
законы распределения f(X) выходных параметров X.
5.7.2. Первый метод
целесообразно применять при достаточно стабильных условиях эксплуатации ТО.
Если эти условия
изменились или если надо оценить параметрическую надежность ТО при его работе в
различных сферах эксплуатации, для каждого варианта надо проводить свой полный
цикл испытаний.
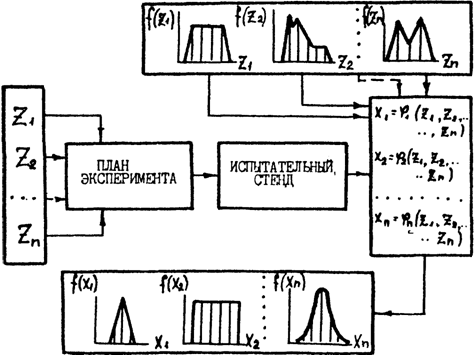
5.7.3. Второй метод
выбора значений варьируемых входных параметров (см. рис. 3) позволяет проводить
полный цикл испытаний один раз и затем использовать полученные результаты для
оценки выходных параметров при различных статистических характеристиках входных
данных.
Для этого выбор
значений варьируемых параметров осуществляется на основе применения методов
планирования многофакторного эксперимента. При испытании ТО оценивается отклик
системы на воздействие варьируемых параметров, что позволяет найти
функциональную зависимость между ними и аналитически оценить влияние каждого из
входных параметров.
5.7.4. Второй метод
формирования входных данных имеет несомненное преимущество, т.к. позволяет
сократить время испытаний в случае, когда надо оценить работоспособность
ТО при различных условиях эксплуатации. Этот же метод может быть использован и
для определения области наиболее рациональной эксплуатации данной модели ТО.
Однако он обладает меньшей точностью, поскольку оценивается отклик ТО не
непосредственно на весь спектр воздействий (как при первом способе), а через
зависимость, которая лишь с известной степенью приближения отражает реальные
взаимосвязи.
5.8. При
программном испытании в память ЭВМ вводятся как результаты измерения выходных
параметров, так и значения диагностических сигналов, обработка и анализ которых
дают информацию о влиянии основных факторов на параметры ТО и служат основой
при оптимизации этих факторов.
5.9. Особенность
управления программным испытанием заключается в том, что при всем разнообразии
проводимых испытаний в их основе лежит единый алгоритм управления с
определенными логическими связями и типовыми процедурами.
Это обстоятельство
позволяет более широко применять модульный принцип на основе микропроцессорной
техники, когда каждый модуль занимается осуществлением отдельных функций общего
алгоритма управления.
Другая особенность
программного испытания состоит в возможности его проведения на разных уровнях,
т.е. с большим или меньшим охватом всех процедур испытания и всех узлов ТО.
5.10. Прикладные
программы полного цикла испытаний разрабатываются для осуществления следующих
процедур (см. рис. 1).
5.10.1.
Формирование входных данных - расчеты рабочих нагрузок, скоростей, других
параметров и законов их распределения, формирование комбинаций входных и
управляющих сигналов.
5.10.2. Обработка
результатов испытаний и диагностирования - расчет регламентируемых выходных
параметров, статистическая обработка результатов испытаний, процедуры по
расшифровке диагностических сигналов.
5.10.3.
Прогнозирование потери начального качества из-за износа - обработка результатов
физико-статистического моделирования износа, расчет износа сопряжений,
определяющих работоспособность ТО, расчет влияния износа на выходные параметры
ТО, статистическая обработка результатов прогнозирования.
5.10.4. Расчет
показателей начального качества и параметрической надежности - определение
областей состояний и работоспособности, расчет запаса надежности, оценка
вероятности безотказной работы и ресурса по параметру на основе модели отказа,
оценка основных факторов, влияющих на качество ТО.
5.10.5. Оптимизация
параметров ТО - выбор оптимальных тепловых полей, технологических допусков,
жесткости, режимов работы ТО, оценка эффективности мероприятий по повышению
износостойкости механизмов.
В табл. 1 в
качестве примера приведен перечень прикладных программ, необходимый для проведения
полных программных испытаний металлорежущих станков.
Таблица 1
Перечень
прикладных программ
для проведения
программного
испытания металлорежущих станков
────┬───────────────────┬────────────────┬──────────────────┬──────────────
N
│ Подпрограмма │ Входные данные │ Результат │
Примечание
────┼───────────────────┼────────────────┼──────────────────┼──────────────
1
│ 2 │ 3
│ 4 │ 5
────┴───────────────────┴────────────────┴──────────────────┴──────────────
1. Формирование входных
данных
1.1.
Расчет рабочих Параметры Рабочие нагрузки Используются
нагрузок, скорос- обрабатываемых и перемещения формулы теории
тей перемещений деталей, в функции резания
и положений рабо- режимы их техпроцесса
чих органов обработки
───────────────────────────────────────────────────────────────────────────
1.2. Расчет законов Результаты 1.1 Законы распреде- Выборка дета-
распределения для ления в числовой лей должна
сил, действующих или аналитической быть предста-
на узлы станка, форме вительной
скоростей
перемещений и
положений узлов
───────────────────────────────────────────────────────────────────────────
1.3. Расчет законов Спектры внешних То же -
распределения воздействий
внешних воздейст-
вий - силовых
(динамических)
и тепловых
───────────────────────────────────────────────────────────────────────────
1.4. Формирование Законы рас- Значения комби- N должно быть
комбинаций значе- пределения наций варьируемых достаточным
ний варьируемых варьируемых параметров для для статисти-
параметров по параметров всех циклов ческой
методу Монте-Карло испытания обработки
───────────────────────────────────────────────────────────────────────────
1.5. Формирование Диапазон То же -
комбинаций значе- изменения
ний варьируемых и уровни
параметров с варьируемых
применением мето- параметров
дов планирования
эксперимента
───────────────────────────────────────────────────────────────────────────
1.6.
Управление испыта-
Значения Получение
выход- Применяются
нием (программными варьируемых ных сигналов с подпрограммы
нагрузочными параметров испытательного 1.4 или 1.5
устройствами, стенда
режимами работы
станка)
───────────────────────────────────────────────────────────────────────────
2. Обработка результатов испытаний и
диагностических сигналов
2.1.
Расчет регламенти-
Результаты Графическое Установленные
руемых параметров измерения изображение параметры
каждой траектории траекторий ансамбля траекторий
(включая ее графи- траекторий записываются
ческое изображение: в память
ЭВМ
промежуточное - на (внешнее
дисплее, оконча-
запоминающее
тельное - на
устройство)
графопостроителе)
───────────────────────────────────────────────────────────────────────────
2.2. Статистическая Данные по Законы Стандартная
обработка резуль- N испытаниям распределения подпрограмма
татов N испытаний в памяти ЭВМ выходных
(при действии параметров
подпрограммы 1.4)
───────────────────────────────────────────────────────────────────────────
2.3. Расчет функции Данные испытаний То же -
отклика и законов из памяти ЭВМ
распределения и 1.2, 1.3
выходных параметров
(при действии
подпрограммы 1.5)
───────────────────────────────────────────────────────────────────────────
2.4. Оценка миграций То же Скорость -
центров группи- и параметры
рования траекторий. траекторий
Прогнозирование миграций
миграций с учетом
1.3
───────────────────────────────────────────────────────────────────────────
2.5. Оценка тепловых Результаты Параметры Оценивается
полей станка измерения тепловых полей влияние диа-
тепловых полей и динамика гностических
их
изменения факторов на
во
времени параметры
траекторий
───────────────────────────────────────────────────────────────────────────
2.6. Оценка деформаций Результаты Оценка жесткости То же
(статистических) измерения системы
элементов станка деформаций
───────────────────────────────────────────────────────────────────────────
2.7. Оценка геометри- Результаты Оценка параметров, "
ческих параметров измерений при влияющих на
станка сборке станка траектории
───────────────────────────────────────────────────────────────────────────
2.8. Виброакустическая Результаты Оценка -
диагностика измерений виб- высокочастотных
роакустических составлявших
сигналов траекторий
───────────────────────────────────────────────────────────────────────────
3. Прогнозирование потери начального
качества из-за износа
3.1. Определение Результаты Аналитическая Используется
закономерностей физико- зависимость также инфор-
износа в функции статистического для скорости мация о ско-
режимов и моделирования изнашивания ростях изна-
эксплуатационных шивания
пар
факторов
из практики
эксплуатации
прототипов
───────────────────────────────────────────────────────────────────────────
3.2.
Расчет износа Результаты 1.4 Форма изношенной Используются
сопряжений (1.5) и 3.1 поверхности формулы теории
(например, (направляющих) изнашивания
направляющих) для и ее изменение машин и
данной комбинации во времени механизмов
входных параметров
───────────────────────────────────────────────────────────────────────────
3.3. Расчет величины и Результаты 3.2 Значение скорости -
скорости изменения изменения
параметров параметра для
траектории при каждого цикла
износе
сопряжений испытаний
───────────────────────────────────────────────────────────────────────────
3.4. Статистическая Результаты 3.3 Законы распре- Стандартная
обработка (из памяти ЭВМ) деления скоростей подпрограмма
результатов изменения
прогнозирования параметров
───────────────────────────────────────────────────────────────────────────
4. Расчет показателей
начального качества
и параметрической
надежности
4.1. Оценка параметров Результаты 2.2 Размеры области Область
областей состояний (или 2.3) состояний и ее состояний
испытываемого и 2.4 вероятностные определяется
станка
характеристики для периода
непрерывной
работы станка
───────────────────────────────────────────────────────────────────────────
4.2. Расчет областей Требования Размеры областей Учитываются
работоспособности точности к работоспособности требования
для каждого обрабатываемым при различных нормативно-
из параметров изделиям. Дан- требованиях к технической
ные точности точности
деталей документации
других компо-
нентов техноло-
гической системы
───────────────────────────────────────────────────────────────────────────
4.3.
Расчет запаса Результаты 4.1 Значения запаса -
по надежности и 4.2 по надежности
для каждого для каждого
из параметров из параметров
───────────────────────────────────────────────────────────────────────────
4.4.
Расчет показателей Результаты 4.1, Ресурс по точнос- Используется
параметрической 4.2, 3.4 ти при
заданной модель пара-
надежности вероятности метрического
безотказной
отказа
работы
───────────────────────────────────────────────────────────────────────────
4.5. Оценка основных Диагностичес- Ранжирование Осуществляются
факторов, влияющих кие сигналы основных диагностичес-
на качество станка и параметры факторов кие
процедуры
траектории
───────────────────────────────────────────────────────────────────────────
5. Оптимизация параметров
станка
5.1.
Оптимизация Результаты 2.5 Рекомендации Проводится
теплового поля и 4.5 по измерению оценка пара-
теплового баланса метров области
станка состояний,
расчет и экс-
периментальная
проверка
───────────────────────────────────────────────────────────────────────────
5.2.
Оптимизация Результаты 2.7 Допуски на точ- -
технологических и 4.5 ность и шерохо-
допусков на ватость поверх-
геометрические ности основных
параметры станка сопряжений станка
───────────────────────────────────────────────────────────────────────────
5.3.
Оптимизация Результаты 2.6, Технологические Могут
по параметру 2.8 и 4.5 режимы обработки использоваться
жесткости для различных
результаты
условий дополнительных
эксплуатации динамических
испытаний
станка
───────────────────────────────────────────────────────────────────────────
5.4.
Оптимизация Результаты 1.2 Рациональные -
режимов обработки режимы обработки
и области эксплуа- для различных
тации условий
эксплуатации
───────────────────────────────────────────────────────────────────────────
5.5.
Оценка эффектив-
Результаты 3.4 Повышение
ресурса -
ности мероприятий и 3.3 по точности при
по повышению модернизации пар
износостойкости трения
механизмов
───────────────────────────────────────────────────────────────────────────
6. Порядок
проведения испытаний,
оценка показателей
качества
6.1.
Последовательность этапов проведения испытаний определяется алгоритмом
испытания (см. рис. 1). При подготовке испытаний необходимо обеспечить:
выбор выходных
параметров ТО и установление допустимых пределов их изменения;
накопление банка
данных по условиям и режимам эксплуатации ТО;
установление
требований к параметрической надежности ТО и в первую очередь ресурсу по
регламентированным выходным параметрам при заданной вероятности безотказной
работы;
создание банка
данных по износостойкости материалов и пар трения, лимитирующих
работоспособность ТО.
6.2. Наиболее
сложным является накопление данных по износостойкости материалов, поскольку
теория изнашивания материалов в настоящее время позволяет лишь ориентировочно и
не для всех случаев определить скорость изнашивания.
6.3. При решении
задач прогнозирования протекания износа применительно к сопряжениям ТО
необходимую информацию можно получить следующим образом:
создать банк данных
по скоростям изнашивания аналогичных сопряжений у
эксплуатируемого ТО. Для этого необходимо проводить регулярные наблюдения и
измерения в процессе эксплуатации и ремонта ТО и обрабатывать полученную
информацию по специальной программе;
задаваться
определенной износостойкостью (выбирать класс износостойкости) исходя из
требуемого ресурса ТО. Выбранная износостойкость должна быть гарантирована
конструктивно-технологическими методами с тем, чтобы коэффициент износа не
превосходил заданного;
применять
специальные методы испытания на износ, которые позволили бы выявить зависимость
скорости изнашивания от основных факторов с тем, чтобы получить вероятностную
характеристику коэффициента износа. Эти методы базируются на принципах
физико-статистического моделирования [2].
6.4. Порядок
подготовки и аттестации аппаратуры, применяемой при испытаниях, подготовка
объекта, организация самого испытания должны подчиняться общепринятым правилам
и нормативам.
6.5. Программный
метод не отрицает испытания отдельных узлов и элементов ТО в соответствии с
предъявляемыми к ним техническими требованиями.
Однако
положительная оценка компонентов сложной системы еще не означает, что система в
целом также будет работоспособна.
Поэтому испытание
ТО в целом для оценки его выходных параметров с учетом возможного диапазона
эксплуатационных воздействий является основным завершающим этапом создания
нового образца ТО.
6.6. Для уточнения
и коррекции принятых предпосылок и выбранных контролируемых параметров с целью
сократить до минимума объем основных испытаний при сохранении достоверности
выводов и корректности выдвинутых ограничений проводятся предварительные
испытания.
6.7.
Предварительные испытания проводятся в полуавтоматическом или ручном режиме, без автоматизации эксперимента и без программного
нагружения, поскольку их цель заключается в проверке целесообразности принятых
предпосылок. Они должны уточнить следующее:
есть ли
необходимость оценивать при испытании всю номенклатуру установленных выходных
параметров ТО или можно ограничиться частью из них;
все ли
диагностические сигналы несут необходимую информацию, нет ли избыточной
информации, которая не используется для оценки качества ТО;
достаточна ли
точность используемой аппаратуры для достоверного суждения о полученных
значениях выходных параметров;
возможно ли
последовательное испытание отдельных узлов ТО, как это скажется на
достоверности общих выводов.
6.8. После
проведения предварительных этапов приступают к организации основных испытаний в
соответствии с блок-схемой алгоритма (см. рис. 1).
6.9. Обработка
результатов всех N циклов испытания ТО по выходным параметрам и расчет
показателей качества производится в соответствии с алгоритмом и основными
этапами процесса программных испытаний.
Наиболее характерна
следующая последовательность измерений и расчетов.
6.9.1. В каждом
цикле испытаний (всего N циклов) записываются показания K измерительных
преобразователей (датчиков), каждый из которых регистрирует протекание
некоторого процесса функционирования ТО в данных условиях работы. При этом от
каждого датчика записывается в память ЭВМ массив значений процесса ![]() , в
результате получаем многомерный массив (K x n) членов.
, в
результате получаем многомерный массив (K x n) членов.
6.9.2. По этим
данным рассчитываются числовые значения для m установленных выходных параметров
![]() ,
которые характеризуют работу ТО при данном цикле испытаний.
,
которые характеризуют работу ТО при данном цикле испытаний.
6.9.3. При
проведении всех N циклов накапливается массив значений для всех m выходных
параметров, который подвергается статистической обработке для определения
области состояний каждого выходного параметра.
6.9.4.
Рассчитываются показатели качества ТО из сравнения размеров областей состояния
с допустимыми границами заданных областей работоспособности. Определяется
прежде всего запас надежности по параметру или вероятность нахождения области
состояний внутри области работоспособности.
6.9.5.
Прогнозирование длительности сохранения работоспособного состояния ТО
производится на основе информации о величине и скорости приближения границы
области состояний к границе области работоспособности в процессе эксплуатации
ТО.
Такое
прогнозирование осуществляют при оценке надежности ТО по установленным выходным
параметрам.
6.10. В табл. 2
приведен пример расчета показателей точности станка по результатам программного
испытания для поступательного движения шпиндельной бабки при расточке
отверстий. Точность является основным показателем качества станков.
Таблица 2
Оценка
точности станка по результатам испытаний
┌─────────────┬──────────┬──────────┬──────────────────┬──────────────────┬─────────────┬───────────┐
│ Выходной
│Характе-
│Требования│
Область │Область состояний │
Запас │Примечание │
│ параметр
│ристика │к
точности│работоспособности │
по результатам │
надежности │ │
│ станка
│параметра │ изделия
│ X │ испытаний │ X
│ │
│ │ │ │ i max
├─────┬─────┬──────┤ i max│ │
│ │ │ │ │ X
│X │сигма
│k = ------│ │
│ │ │ │ │ i
│ i ср│ i│ н
i X
│ │
│ │ │ │ │ │
│ │ i
│ │
├─────────────┼──────────┼──────────┼──────────────────┼─────┼─────┼──────┼─────────────┼───────────┤
│X = X
│Размах
│Допуск │X = 0,033 мм
│0,017│0,015│0,002 │
1,75 │Допустимо. │
│
1 P │траекторий│на диметр │
1 max │
│ │ │ │Необходим │
│ │ │(0,1 мм) │<*> │ │
│ │ │прогноз │
│ │ │ │(30% от допуска) │
│ │ │ │ресурса │
│ │ │ │ │ │
│ │ │ │
│X = tg Бета │Наклон │Конусность│X = 0,025 мм
│0,020│0,015│0,001 │
1,25 │ │
│ 2
│траекторий│(0,05 мм
│ 2 max │ │
│ │ │ │
│ │ │на длине │(50% от допуска) │
│ │ │ │ │
│
│ │100
мм) │ │ │
│ │ │ │
│ │ │ │ │ │
│ │ │ │
│X = Дельта X│Точность │Расстояние│X = 0,075 мм
│0,111│0,070│0,007 │
0,90 │Необходимо │
│
3 │позициони-│между
│ 3 max │ │
│ │ │повышать │
│ │рования │осями │(75% от допуска) │
│ │ │ │точность │
│ │ │(0,1 мм) │ │ │
│ │ │позициони- │
│ │ │ │ │ │
│ │ │рования │
│ │ │ │ │ │
│ │ │ │
│X = a
│Амплитуда │Шерохова- │X = 0,300 мкм│0,270│0,220│0,030
│ 1,10 │Близко к │
│
4 w │высоко- │тость │ 4 max │ │
│ │ │предельному│
│ │частотных
│(P = 0,32)│(90% от допуска)
│ │ │ │ │ │
│ │колебаний │ │ │ │
│ │ │ │
└─────────────┴──────────┴──────────┴──────────────────┴─────┴─────┴──────┴─────────────┴───────────┘
--------------------------------
<*>
Учитывается, что на точность диаметра влияет биение шпинделя.
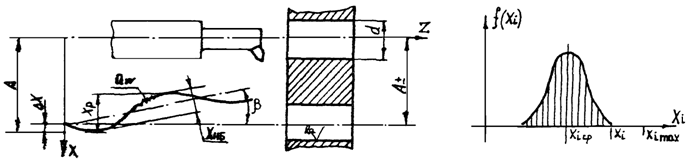
6.11. Точность
станка характеризуется выходными параметрами, оценивающими траекторию движения
формообразующего узла по точности размера ![]() , формы
обработанной поверхности (отверстия
, формы
обработанной поверхности (отверстия ![]() ),
взаимного положения обработанных поверхностей (расстоянию между обработанными
отверстиями
),
взаимного положения обработанных поверхностей (расстоянию между обработанными
отверстиями ![]() ), а также
шероховатости поверхности
), а также
шероховатости поверхности ![]() .
.
Допустимые значения
этих параметров ![]() ,
определяющие область работоспособности, устанавливаются с учетом требований к
точности обработки, но уменьшаются по отношению к ним, поскольку в образование
погрешности обработки свой вклад вносят и другие компоненты технологической
системы.
,
определяющие область работоспособности, устанавливаются с учетом требований к
точности обработки, но уменьшаются по отношению к ним, поскольку в образование
погрешности обработки свой вклад вносят и другие компоненты технологической
системы.
Доля, которая
приходится на станок, является результатом расчета точности обработки с учетом
запаса на износ, поскольку при эксплуатации станок теряет свою точность.
6.12. В табл. 2
указаны принятые размеры области работоспособности ![]() .
Учитывается, что в точность размера обработанного отверстия основной вклад
вносит вращательное движение шпинделя, поэтому на долю поступательного движения
принято 30% общего допуска. Конусность зависит только от поступательного
движения шпиндельной бабки, а точность позиционирования - от точности фиксации
стола по отношению к шпиндельной бабке после его перемещения на заданную
координату. Шероховатость поверхности связана с амплитудой высокочастотных
колебаний на частотах, которые выявляются при спектральном анализе процесса
колебаний.
.
Учитывается, что в точность размера обработанного отверстия основной вклад
вносит вращательное движение шпинделя, поэтому на долю поступательного движения
принято 30% общего допуска. Конусность зависит только от поступательного
движения шпиндельной бабки, а точность позиционирования - от точности фиксации
стола по отношению к шпиндельной бабке после его перемещения на заданную
координату. Шероховатость поверхности связана с амплитудой высокочастотных
колебаний на частотах, которые выявляются при спектральном анализе процесса
колебаний.
6.13. При обработке
результатов испытания для каждого из установленных выходных параметров
определяются: размер области состояний ![]() - наибольшее значение выходного параметра,
среднее значение (математическое ожидание) параметра
- наибольшее значение выходного параметра,
среднее значение (математическое ожидание) параметра ![]() и его дисперсия (среднее квадратическое
отклонение
и его дисперсия (среднее квадратическое
отклонение ![]() ).
).
6.14. Эти параметры
получают в результате применения статистических методов
обработки результатов испытания. Так, при определении наибольшего
значения параметра ![]() не учитываются случайные выбросы
и оценивается достоверность полученного значения. Величина
не учитываются случайные выбросы
и оценивается достоверность полученного значения. Величина ![]() необходима для непосредственного подсчета
запаса надежности
необходима для непосредственного подсчета
запаса надежности ![]() , а
, а ![]() и
и ![]() могут быть использованы для оценки
возможностей по обработке более точных деталей. Кроме того, при отсутствии
запаса надежности
могут быть использованы для оценки
возможностей по обработке более точных деталей. Кроме того, при отсутствии
запаса надежности ![]() в ряде случаев требуется определить
вероятность выхода параметра за заданные границы.
в ряде случаев требуется определить
вероятность выхода параметра за заданные границы.
6.15. Для
параметров, у которых ![]() ,
необходима разработка мероприятий по изменению конструкции соответствующего
узла или требований к качеству его изготовления для сужения области состояний
по данному параметру.
,
необходима разработка мероприятий по изменению конструкции соответствующего
узла или требований к качеству его изготовления для сужения области состояний
по данному параметру.
6.16. При
нахождении всех выходных параметров ТО в установленных пределах за основной
показатель принимается минимальное значение запаса надежности из всех
определенных ![]() .
.
При эксплуатации ТО
расходуется запас надежности по каждому из параметров, однако скорость этого
процесса неизвестна. Поэтому возможен случай, когда большой запас надежности по
параметру будет израсходован быстрее.
6.17. Изменение
начальных выходных параметров ТО с течением времени связано с медленно
протекающими процессами и, в первую очередь, с износом базовых элементов. Для
оценки этих изменений необходимо осуществить прогнозирование параметрической
надежности испытываемого ТО.
7.
Прогнозирование показателей параметрической надежности
7.1. На рис. 4
приведены основные этапы прогнозирования параметрической надежности ТО в
условиях программного испытания в соответствии с общим алгоритмом испытания.
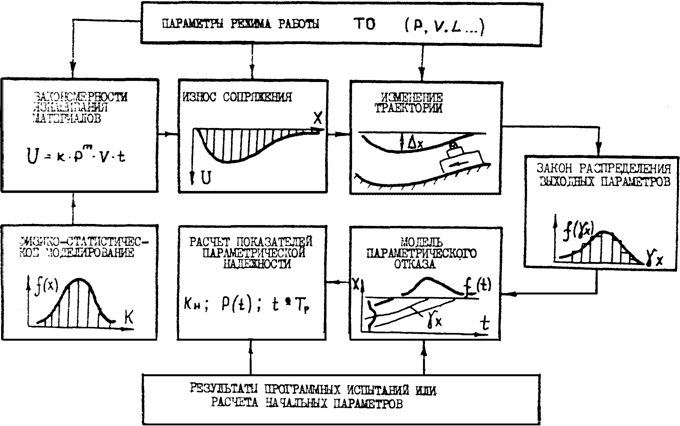
7.2. Методический подход к этой проблеме рассмотрен на примере
направляющих скольжения как наиболее типичного базового элемента ТО,
изменяющего свои параметры в процессе эксплуатации из-за износа трущихся
поверхностей.
7.3. Знание
физической закономерности процесса, изнашивания, которой подчиняются материалы
сопряжений пары, является необходимым, но недостаточным условием для
прогнозирования изменения выходных параметров ТО в процессе эксплуатации.
Необходимо иметь
методы расчета износа сопряженных поверхностей механизмов
различных конструктивных форм и оценки влияния этого износа на выходные
параметры ТО с учетом случайной природы процесса изнашивания.
7.4. Такие методы
разработаны в теории надежности машин [2]. Можно выделить следующие основные
этапы прогнозирования надежности при программном методе испытания.
7.4.1. Варьируемые
параметры, конкретные значения которых устанавливаются для каждого цикла
испытаний, вводятся в принятый закон изнашивания. Это
прежде всего давление на поверхности трения и скорость относительного
скольжения.
Коэффициент износа
берется из результатов испытания (физико-статистического моделирования) либо
как детерминированная величина (средняя, наибольшая), либо как случайная
величина (разыгрывается в соответствии с ее законом распределения).
Дальнейшие расчеты
производятся для этих установленных входных параметров по каждому циклу
испытания.
7.4.2. На основании
расчета определяется форма изношенных поверхностей трения U(X) и износ всего
сопряжения [2]. Например, для направляющих скольжения это
прежде всего форма изношенных поверхностей направляющих станины, по которым
перемещается стол или суппорт ТО. Характер этой изношенной поверхности U(X)
определяет скольжение при движении стола, которое изменяется во времени в
зависимости от скорости изнашивания сопряжения ![]() .
.
7.4.3. Знание формы
изношенных поверхностей даст возможность рассчитать величину ![]() и скорость
и скорость ![]() изменений координат
траекторий опорных точек данного узла. Например, для суппорта токарного
станка форма изношенных поверхностей направляющих скольжения станины повлияет
на отклонение от номинала траектории опорной точки, совпадающей с вершиной
резца.
изменений координат
траекторий опорных точек данного узла. Например, для суппорта токарного
станка форма изношенных поверхностей направляющих скольжения станины повлияет
на отклонение от номинала траектории опорной точки, совпадающей с вершиной
резца.
7.4.4. Если
известно изменение формы траектории опорной точки, то можно определить и
величину или скорость изменений ![]() установленных выходных параметров X, поскольку
они зависят от положения или формы траектории. В результате для каждого
выходного параметра X получим при данном n-ом цикле испытаний одно расчетное
значение скорости изменения параметра
установленных выходных параметров X, поскольку
они зависят от положения или формы траектории. В результате для каждого
выходного параметра X получим при данном n-ом цикле испытаний одно расчетное
значение скорости изменения параметра ![]() ,
которое соответствует принятой комбинации входных параметров.
,
которое соответствует принятой комбинации входных параметров.
Повторяя эти
расчеты для всех N циклов, получим гистограмму распределения ![]() (которую можно аппроксимировать тем или иным
законом распределения
(которую можно аппроксимировать тем или иным
законом распределения ![]() ), т.е.
характеристику
), т.е.
характеристику ![]() как случайной величины.
как случайной величины.
7.5. После
проведения всех процедур будут накоплены необходимые данные для расчета
надежности ТО по выходным параметрам: а) область состояний и ее вероятностные
характеристики для нового ТО, полученные в результате испытания; б)
вероятностные характеристики изменения выходных параметров, найденные путем
расчета.
7.6. Одна из
распространенных моделей параметрического отказа основана на линейном изменении
выходного параметра во времени t со средней скоростью ![]() в предположении нормального распределения
скорости процесса и начальных параметров ТО.
в предположении нормального распределения
скорости процесса и начальных параметров ТО.
В этом случае
вероятность безотказной работы P(t) за период T может быть рассчитана по
формуле [2]:
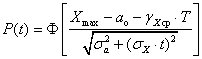 , (1)
, (1)где 0,5 <= Ф
<= 1 - функция Лапласа;
![]() -
предельно допустимое значение параметра (граница области работоспособности);
-
предельно допустимое значение параметра (граница области работоспособности);
![]() -
математическое ожидание значения выходного параметра для нового ТО;
-
математическое ожидание значения выходного параметра для нового ТО;
![]() и
и ![]() - средние квадратические отклонения
соответственно для значения параметра a и для скорости его изменения
- средние квадратические отклонения
соответственно для значения параметра a и для скорости его изменения ![]() .
.
7.7. Рассмотрим
пример расчета показателей надежности станка по результатам программного
испытания для поступательного движения шпиндельной бабки расточного станка (см.
табл. 2) и прогнозирования изменения параметров траектории по методике,
изложенной в [1]. В табл. 3 приведены данные испытания, взятые из табл. 2 с
учетом того, что параметр ![]() = a практически не будет изменяться при износе
направляющих. Кроме того, по результатам испытания была выявлена необходимость
повышения точности позиционирования, т.к. для параметра
= a практически не будет изменяться при износе
направляющих. Кроме того, по результатам испытания была выявлена необходимость
повышения точности позиционирования, т.к. для параметра ![]() был получен запас надежности
был получен запас надежности ![]() < 1 (см. табл. 2). Для нового механизма
позиционирования (более точная шариковая винтовая пара в системе привода)
получены меньшие размеры области состояний и соответственно
< 1 (см. табл. 2). Для нового механизма
позиционирования (более точная шариковая винтовая пара в системе привода)
получены меньшие размеры области состояний и соответственно ![]() = 1,2.
= 1,2.
Таблица 3
Оценка
параметрической надежности станка
──────┬──────────────────────────┬───────┬──────┬─────────────────┬────────────────────┬─────────
Выход-│ Область
состояний по │Область│Запас
│ Результаты │
Расчет │ Средний
ной │
результатам испытаний,
│работо-│надеж-│ прогноза
│
│ресурс по
пара- │
мкм
│способ-│ности │
и расчета │ │параметру
метр
├──────────┬───────────────┤ности │K
├─────────┬───────┼─────────┬──────────┤T , лет
│a
= X │сигма = сигма
│X │ н i │гамма
,│сигма ,│t = 1 год│t = 10 лет│ ср
│ 0 i ср│ a
i│ max │ │ X Ф │ X │ │ │
│ │ │по ТУ, │ │ мкм/год
│мкм/год│
│ │
│ │ │мкм │
│ │ │ │ │
──────┼──────────┼───────────────┼───────┼──────┼─────────┼───────┼─────────┼──────────┼─────────
X
│ 15 │ 2
│ 33 │ 1,75 │ 0,45
│ 0,80 │ 0,9999 │
0,95 │ 20
1
│ │ │ │ │ │ │ │ │
X
│ 15 │ 1
│ 25 │ 1,25 │ 0,70
│ 0,22 │ 0,9999 │
0,90 │ 16
2
│ │ │ │ │ │ │ │ │
X
│ 50 │ 4
│ 75 │ 1,20 │ 2,00
│ 0,23 │ 0,9999 │
0,86 │ 13
3
│ │ │ │ │ │ │ │ │
──────┴──────────┴───────────────┴───────┼──────┴─────────┴───────┼─────────┼──────────┼─────────
Показатели
параметрической надежности
│Вероятность безотказной │ 0,9997 │
0,730 │Средний
станка
│работы P(t) │ │ │ресурс
├────────────────────────┼─────────┴──────────┤станка
│Ресурс по точности T
│ T ~= 5 лет
│T =
│ P │
P │ ср
│при P(t) = 0,95
│
│= 12 лет
─────────────────────────────────────────┴────────────────────────┴────────────────────┴─────────
7.8. В табл. 3
указаны значения ![]() и
и ![]() для каждого из параметров, полученные на
основании испытаний на износ методами физико-статистического моделирования и
расчета скорости изменения регламентированных параметров при износе
направляющих.
для каждого из параметров, полученные на
основании испытаний на износ методами физико-статистического моделирования и
расчета скорости изменения регламентированных параметров при износе
направляющих.
7.9. Согласно
формуле (1) проведен расчет вероятности безотказной работы станка по каждому
параметру при длительности работы станка t = 1 год и t = 10 лет (с учетом
двухсменной работы станка и коэффициента загрузки 0,8), а также построена
функция надежности - изменение вероятности безотказной работы станка во времени
(рис. 5).
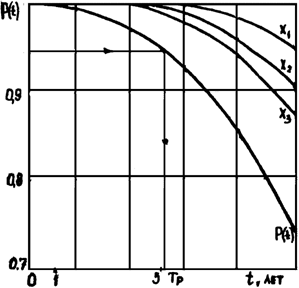
Рис. 5
7.10. Эти
зависимости являются полной характеристикой параметрической надежности станка и
позволяют численно оценить показатели надежности, в том числе и ресурс по
точности.
Например, если
задана вероятность безотказной работы станка по точности P(t) = 0,95, то
соответствующий ресурс будет составлять ![]() ~= 5 лет.
~= 5 лет.
7.11. Проведенные
расчеты по прогнозированию показателей надежности и анализ результатов
программного испытания позволяют указать наиболее эффективные методы повышения
надежности и выявить слабые места конструкции ТО.
7.12. В результате
испытания должен быть получен сертификат, являющийся официальной
характеристикой и документом, удостоверяющим работоспособность ТО по его
выходным параметрам.
Содержание сертификата, отражающего результаты испытаний и прогнозирования
включает значения основных показателей начального качества и надежности:
численные характеристики областей состояний, запас надежности для каждого
выходного параметра и как суммарный итог всех испытаний и расчетов - ресурс ТО
при заданной вероятности безотказной работы.
Табл. 2 и 3
иллюстрируют содержание основных граф сертификата на примере металлорежущего
станка.
В сертификате
указываются также данные об испытываемом объекте (модель, назначение, основные
технические характеристики) и условия испытания (диапазоны режимов работы,
внешние воздействия и др.).
Поскольку полные
программные испытания опытного образца ТО позволяют оценить влияние основных
факторов на показатели его качества и выявить узкие места, их результат должен
служить основанием, во-первых, для разработки методики упрощенной оценки
начального качества каждого серийного образца ТО, во-вторых, для создания
средств эксплуатационной диагностики ТО данной модели.
ПРИЛОЖЕНИЯ
В приложениях
рассматриваются вопросы выбора и применения ЭВМ для
испытательно-диагностического комплекса, аппаратуры для измерения траектории
вращательного движения и тепловых полей, программных нагрузочных устройств.
В Прилож. 5, 6 и 7
даны примеры практической реализации программного метода на основе испытаний
многоцелевых станков (МС) с ЧПУ, проведенных на кафедре "Металлорежущие
станки и автоматы" МВТУ им. Н.Э. Баумана.
Приложение
1
ВЫБОР ЭВМ ДЛЯ
ИСПЫТАТЕЛЬНО-ДИАГНОСТИЧЕСКОГО КОМПЛЕКСА
1. Для осуществления
программных испытаний требуется создание измерительно-управляющих
вычислительных комплексов (ИУВК) на базе средств вычислительной техники,
штатных устройств связи с объектом (УСО), различных автоматизированных
измерительных приборов с встроенными стандартными интерфейсами и периферийных
устройств.
2. Конфигурация
конкретной системы, ее аппаратное и программное обеспечение зависят от степени
сложности решаемых задач и соответственно от требований, предъявляемых к
создаваемому испытательно-диагностическому комплексу (ИДК).
3. Измерительно-управляющий вычислительный комплекс для
испытания технологического оборудования (ТО) с ЧПУ должен выполнять следующие
функции:
а)
управлять испытанием, режимами работы ТО через связь с системой ЧПУ, программными
нагрузочными устройствами, дистанционным включением, выключением
диагностического оборудования по заранее заданной программе;
б)
принимать и обрабатывать как медленно, так и быстро меняющуюся информацию,
поступающую от датчиков бесконтактных и контактных измерительных устройств
параллельным и параллельно-последовательным методом в режиме реального времени,
для чего иметь скорость преобразования данных 20000 - 50000 байт/с и буферную
память на каждый канал динамической информации по 10 - 12 кбайт;
в) проводить
необходимый комплекс расчетов, связанных с расшифровкой диагностических
сигналов и статистической обработкой получаемой информации, а также выполнять
анализ формы частотных сигналов, регистрируемых в процессе измерений;
г) хранить полную
информацию как минимум о нескольких циклах испытания данной модели ТО с ЧПУ и
создавать банк данных результатов испытаний, для чего иметь память на дисковых
носителях с быстрым доступом объемом до 100 Мбайт;
д) вести
прогнозирование и обеспечивать работу с разработанными программами, написанными
на языках высокого уровня, при этом быстродействие процессора должно быть не
менее 500 тыс. операций в секунду, а объем оперативной памяти более 512 кбайт;
е)
осуществлять параллельный вывод промежуточной информации без прерывания
процессов измерения, управления и расчета, для чего иметь символьно-графический
дисплей с высокой разрешающей способностью, квазиграфические печатающие
устройства и графопостроитель с собственным микропроцессорным управлением и
буферной памятью не менее 2 кбайт каждый;
ж) обеспечивать
максимальную экономическую эффективность, для этого быть компактным, иметь
модульное построение и невысокую стоимость, отличаться простотой обслуживания,
отсутствием штатного персонала.
4. Из пп. 3а, 3б
следует, что система выполнения указанных функций должна быть как минимум
двухпроцессорной и иметь набор устройств ввода-вывода
информации в аналоговом и цифровом виде (аналого-цифровые преобразователи
(АЦП), цифровые входы-выходы и встроенные стандартные интерфейсы).
Из п. 3е видно, что
система должна базироваться на мини- и микро-ЭВМ.
5. Если не имеется
средств вычислительной техники и программного обеспечения к ним, полностью
удовлетворяющих всем перечисленным требованиям, возможно построение ИУВК из
подсистем с разделением функций.
6. Для проведения
измерений и осуществления управления испытаниями следует использовать УСО в
стандартах КАМАК или IEEE-488, однако можно применять и встроенные в некоторые
модели ЭВМ собственные АЦП, ЦАП, модули цифровых входов-выходов и другие
устройства.
7. УСО в
стандарте КАМАК предназначены для стыковки с ЭВМ серии СМ (СМ 3, СМ 4, СМ 1420,
СМ 1300). Модульное построение УСО, широкая номенклатура и высокие технические
характеристики применяемых модулей, среди которых имеются даже периферийные
процессоры, позволяют создать практически любую конфигурацию ИУВК. Среди
недостатков системы КАМАК можно отметить высокую стоимость модулей,
значительные габариты и конструктивное исполнение, затрудняющее использование
аппаратуры в производственных условиях.
8. За основу
стандарта IEEE-488 (Европейский эквивалент - IEC-625, советский аналог -
"приборный интерфейс" по ГОСТ 26.003-80) был принят интерфейс HP-IB
ф. Hewlett-Packard. Интерфейс предназначен для встраивания в различные
измерительные приборы (которые в этом случае могут быть полностью
программируемыми от ЭВМ), в персональные микро-ЭВМ (которые выполняют
роль контроллеров шины) и для оснащения средств вычислительной техники
УСО, выполненными по этому стандарту. Приборный интерфейс - удобный и
перспективный вид связи приборов, который пока не имеет широкого
распространения.
9. Использование
модулей УСО, встроенных в некоторые типы ЭВМ, позволяет реализовать программный
метод испытания станков лишь частично, поскольку технические характеристики
ИУВК в этом случае значительно ниже, требуется специальное программное
обеспечение и вместо комплексных автоматизированных испытаний возможна только
автоматизация решения отдельных задач.
10. Для проведения
комплекса расчетов целесообразно применение персональных микро-ЭВМ с тактовой
частотой 5 МГц и объемом оперативной памяти 1 Мбайт, например, ЕС 1840, СМ
1810, ИСКРА 1030. Поскольку указанные микро-ЭВМ в настоящее время не оснащены
УСО и, следовательно, не могут использоваться в качестве управляющих элементов
ИДК, необходимо обеспечивать стыковку этих микро-ЭВМ с вычислительными
средствами (см. п. 7), управляющими процессом испытаний.
11. Для выполнения
требований по п. 3е рекомендуется использовать следующие периферийные
устройства:
- видеотерминалы
моделей СМ 7209 (ПНР), VIDEOTON (ВНР), штатные
видеотерминалы микро-ЭВМ ЕС 1840, СМ 1810, ИСКРА 1030;
- печатающие
устройства моделей ROBOTRON 1152 (ГДР), А521-4/6 (СССР), Д-100 (ПНР);
- графопостроители
моделей ЭНДИМ 620702 (ГДР), ROBOTRON K6418 (ГДР).
12. При реализации
программного метода испытаний с учетом приведенных выше замечаний оптимальной
может быть конфигурация ИУВК следующего состава:
а) локальная измерительно-управляющая сеть из двух ЭВМ серии СМ, например
СМ 1300, оснащенных двумя системами КАМАК с встроенными периферийными
процессорами, видеотерминалами, печатающими устройствами, графопостроителями,
накопителями на магнитных дисках;
б) персональная
микро-ЭВМ типа ЕС 1840 для проведения расчетов, связанная через ИРПР или
дисковые носители информации с измерительно-управляющей
сетью, оснащенная графическим дисплеем, квазиграфическим печатающим устройством
и графопостроителем.
13. Микро-ЭВМ
ЭЛЕКТРОНИКА-60 совместно с УСО в стандарте КАМАК или соответственными АЦП и ЦАП
обеспечивает проведение измерений и обработку результатов по одному или
нескольким параметрам (в зависимости от скорости протекания исследуемых
процессов). Поэтому для проведения комплексных многопараметрических
исследований, в том числе быстро протекающих процессов, целесообразно
применение локальной сети из таких микро-ЭВМ. Для реализации локальной сети
требуется разработка специализированного программного обеспечения.
14. Возможно
построение многоуровневых ИУВК с первым уровнем по п. 1, вторым, третьим и т.д.
на базе машин более высокого класса (например, СМ ЭВМ
ЭЛЕКТРОНИКА 100/25, ЭЛЕКТРОНИКА 79, ЭЛЕКТРОНИКА 85).
15. Для решения
отдельных задач программного испытания можно использовать мини-
и микро-ЭВМ типа ИСКРА-226 (исполнение 6), ИСКРА 1256 (исполнение 6),
ЭЛЕКТРОНИКА ДЗ-28, имеющих собственные встроенные УСО. Однако обеспечить
комплексность испытаний ТО с ЧПУ с помощью таких ЭВМ практически невозможно
ввиду малых вычислительных мощностей каждой из них и сложности совместного
включения этих ЭВМ в сеть.
16. Стыковка
периферийного оборудования с ЭВМ должна осуществляться при помощи штатных
средств связи (интерфейсы ИРПР, ИРПС, С2 и др.) с
соответствующими контроллерами.
17. При выборе
средств измерений - источников первичной информации используются приборы как с цифровыми, так и с аналоговыми выходами.
При цифровом вводе
информации с приборов в ЭВМ необходимо обеспечить согласованность их
входов-выходов по уровням логического "0" и "1",
применяемой системе кодирования, структуре протокола обмена информационными
сигналами.
При аналоговом
вводе информации следует достичь согласования выходных сигналов источников
первичной информации с диапазонами преобразования АЦП.
18. При
использовании штатных УСО к выходным сигналам средств измерения предъявляются
следующие требования:
а) для цифрового
ввода информации в ЭВМ применяют автоматизированные измерительные средства,
работающие на интерфейсах:
- RS232 (V24) -
режим работы "1 передатчик - 1 приемник" со скоростью передачи
информации 9600 или (и) 19200 бод/с;
- HP-IB (IEC, ЛКП)
- режим работы до 15 абонентов одновременно, из них 1 передатчик со скоростью
передачи информации до 20 кбайт/с;
- в стандарте КАМАК
- 24-разрядный двоичный код с ТТЛ-уровнем сигналов и скоростью передачи
информации свыше 20 кбайт/с;
- в коде 8-4-2-1;
б) для аналогового
ввода информации в ЭВМ уровни входных напряжений должны соответствовать +/- 0,5 В (для 8 - 10-разрядных АЦП) или 0 - 5 В, 0 - 10 В, +/- 10
В (для 12-разрядных АЦП); при этом АЦП должны обеспечивать:
- время
преобразования 5, 10, 30, 50 мкс в зависимости от количества разрядов
преобразования, разрядности процессора и его тактовой частоты;
-
количество каналов преобразования 16/8, 32/16, 64/32 для
однополярного/дифференциального входов;
- время
мультиплексирования 3 - 5 мкс для полупроводниковых мультиплексоров или до 2 мс
для переключателей релейного типа.
19. Окончательный
выбор ЭВМ для испытания ТО может быть произведен лишь после детального
выявления всех временных соотношений исследуемых процессов, а также
характеристик АЦП, ЦАП, коммутаторов, других устройств в целях передачи
информации и сопоставления этих параметров с быстродействием выполнения
соответствующих операций ЭВМ.
Приложение
2
АППАРАТУРА ДЛЯ
ИЗМЕРЕНИЯ ТРАЕКТОРИИ
ВРАЩАТЕЛЬНОГО
ДВИЖЕНИЯ
1. Измерение траекторий
вращательного движения - сложная задача, которая может быть решена применением
бесконтактных преобразователей (индуктивных на основе ферритового сердечника,
токовихревых, емкостных), устанавливаемых в плоскости измерения в двух взаимно
перпендикулярных направлениях (рис. 6).
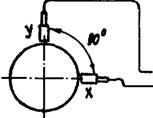
Рис. 6
2. Бесконтактные
преобразователи при измерении траектории оси шпинделя могут устанавливаться
относительно измерительной шейки шпинделя или оправки, закрепленной в шпинделе,
на столе станка, направляющих станины или в резцедержателе и т.д.
3. Для измерения траектории
вращательного движения могут использоваться индуктивные бесконтактные
преобразователи перемещений (ИПП) на основе ферритового сердечника конструкции
МВТУ им. Н.Э. Баумана и Московского завода координатно-расточных станков [6].
Параметры ИПП согласованы
с характеристиками стандартного тензоусилителя ТА-5.
Сигналы с усилителя ТА-5 поступают на шлейфовый осциллограф типа Н-117,
регистрирующий колебательные смещения по оси X, Y на осциллограмме (рис. 7).
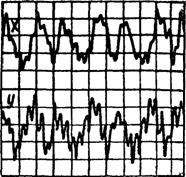
Рис. 7
4. Для последующей
обработки данных измерения используется преобразователь графиков типа Ф014 с
перфоратором, позволяющий набить ординаты точек осциллограммы с нужной
дискретностью на перфоленту и тем самым преобразовать графическую информацию в цифровую. Аналогичной цели служит магнитограф НО-46,
который информацию, преобразованную в цифровую, несет
на магнитной, а не на перфоленте.
Далее перфо- или магнитная лента используется как носитель исходных
данных спецпрограмм для ЭВМ типа ЕС или СМ 4. Используемые
спецпрограммы строят круговую траекторию, производят ее статистическую
обработку и спектральный анализ.
Блок-схема,
иллюстрирующая расположение датчиков на станке и взаимосвязь аппаратуры и ЭВМ,
показана на рис. 8.
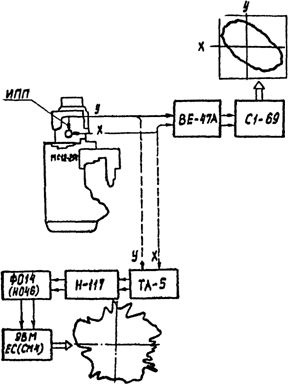
5. Измерение
траектории вращательного движения, в частности, электрошпинделей станков может
осуществляться также с помощью бесконтактных индуктивных преобразователей малых
перемещений (БИМП-1, БИМП-2) [7]. Преобразователь типа БИМП основан на
использовании ферритового сердечника и принципиально отличается от ИПП
применением специального усилительного блока, обеспечивающего усиление сигнала
и передачу его на регистрирующий прибор. В качестве регистрирующего прибора
используются двухканальные катодные осциллографы без запоминания С1-48Б и с
запоминанием С8-14. Траектория вращательного движения регистрируется на экране
осциллографа и может быть сфотографирована с него (рис. 9).
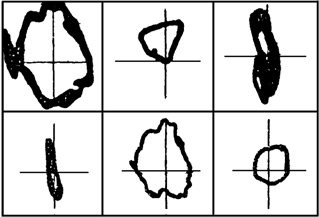
Рис. 9
6. Подобное аппаратурное
оснащение применяется в существующем стандартном измерительном комплексе ВЕ-47А
для измерения радиального биения вала. Здесь в качестве измерителей биения
применены емкостные бесконтактные преобразователи перемещений. Снимаемая с
прибора ВЕ-47А информация поступает на двухканальный катодный осциллограф
С1-69. Блок-схема соединения приборов приведена на рис. 8.
7. Следует
отметить, что при использовании в блок-схеме измерения катодного осциллографа в
качестве последнего прибора теряется информация о параметрах колебательного
процесса на траектории. Этого недостатка лишена система MVDS фирмы "![]() "
(ФРГ), служащая для измерения и контроля вибраций валов и роторов. В качестве
измерителей вибраций используются бесконтактные индуктивные токовихревые
преобразователи той же фирмы.
"
(ФРГ), служащая для измерения и контроля вибраций валов и роторов. В качестве
измерителей вибраций используются бесконтактные индуктивные токовихревые
преобразователи той же фирмы.
Сигнал от датчиков
через усилитель поступает на двухкоординатный катодный осциллограф (для
регистрации характера траектории и ее размаха), а с
него на анализатор спектра (для амплитудно-частотного анализа профиля
траектории) (рис. 10).
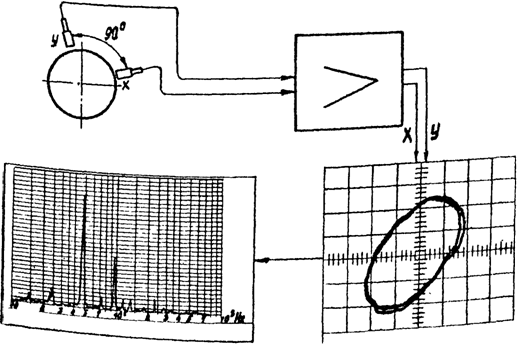
Рис. 10
8. Описанные выше
измерительные средства реализуют один метод измерения траектории вращательного
движения, заключающийся в том, что измерительные преобразователи установлены с
зазором относительно эталонных поверхностей, качество и точность установки
которых влияют на результаты измерения.
Этот недостаток в
значительной степени устранен в методе, где в качестве эталонной использована
оправка с двумя позиционными сферами, некруглость которых менее 0,1 мкм (рис. 11).
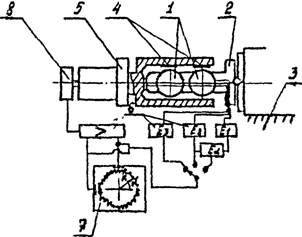
Рис. 11
Эталонные сферы 1
выставляются с помощью регулируемого основания 2 на столе 3 станка. Бесконтактные электрические датчики (кроме емкостных) установлены
на этих сферах и измеряют изменение зазора между сферами и металлическими
пластинами 4 в оправке 5 шпинделя, сигнал от преобразователей на сферах и
измерителя углового положения 8 через усилители подается на осциллограф 7.
Измерения биения шпинделя Е1 и Е2 в радиальном
направлении в двух точках позволяют оценить его угловое положение ![]() .
.
Приложение
3
АППАРАТУРА ДЛЯ
ИЗМЕРЕНИЯ ТЕПЛОВЫХ ПОЛЕЙ
1. Измерение
тепловых полей узлов станка возможно проводить двумя
способами - контактным и бесконтактным. В первом случае измеряется
непосредственно температура объекта, во втором - его инфракрасное излучение.
Диапазон измерений составляет реально несколько десятков градусов (от 20 °C до
70 °C), необходимая точность измерения температуры - не более 0,5 °C.
2. Наиболее просто
конструктивно выполнить контактную систему измерения температуры с применением
термоэлектрических преобразователей - термопар. В выбранном диапазоне измерений
для пары хромель-копель зависимость термоэдс от температуры можно считать линейной.
Регистрацию
значений термоэдс следует проводить, используя электронные вольтметры с
разрешением не менее чем в 1 мкВ, например, применять интегрирующий
аналого-цифровой преобразователь мод. Ф4833, который
также позволяет подавлять помехи по сети питания.
3. При ручном сборе
информации о температурах термопары подключаются к АЦП при помощи ручного
переключения, и в таблицу измерений записываются значения термоэдс в
микровольтах, которые требуют затем ручного перевода в градусы с исключением
случайных и учетом систематических погрешностей измерения.
4. Более
целесообразно проводить измерения на автоматизированных установках с
применением средств вычислительной техники. Они обеспечивают значительно более
высокую производительность с одновременным повышением точности измерений.
5. К бесконтактным
методам измерения температур относятся тепловизионные методы измерения
температуры объекта. Быстродействие тепловизоров позволяет сократить время
обследования объекта, наблюдать нестационарные тепловые процессы в их развитии
и изучать распределение температуры на поверхности движущихся тел.
Для тепловизора
ТВ-03 можно привести следующие основные технические данные: угол зрения 4,5 x
4,5°; частота строк 1600 Гц; частота кадров 16 Гц; температурное разрешение в
диапазоне 30 ... 40 °C - 0,2 °C; угловое разрешение 4,5"; интервал
температур объекта 20 ... 200 °C.
Наиболее эффективно
применение тепловизоров на стадии предварительного исследования температурных
полей узлов станка, когда определяются не только основные источники
тепловыделений и их сравнительная интенсивность, но и наличие переменных по
направлению тепловых потоков.
Основным
недостатком применения тепловизора указанной модели является отсутствие
цифровой обработки видеосигнала, что не позволяет иметь абсолютные значения
температуры поверхности объекта.
Приложение
4
ПРОГРАММНЫЕ
НАГРУЗОЧНЫЕ УСТРОЙСТВА
1. Программные
нагрузочные устройства (ПНУ) - устройства, имитирующие
эксплуатационные нагрузки, действующие на ТО при его испытаниях.
2. ПНУ используются при программных испытаниях ТО для имитации
силовых и тепловых нагрузок.
3. По способу
нагружения силовые ПНУ подразделяются на контактные и
бесконтактные (табл. 4).
───────────────────┬──────────────────────────────────────────────
Вид создаваемых │ Характер воздействия
нагрузок │
───────────────────┴──────────────────────────────────────────────
Нагружение силой Контактный Бесконтактный


──────────────────────────────────────────────────────────────────
Нагружение
моментом Контактный Бесконтактный

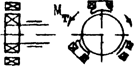
──────────────────────────────────────────────────────────────────
Регулирование не регулируется по одной по трем
точки приложения координате координатам
силы

![]()
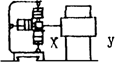
──────────────────────────────────────────────────────────────────
Обеспечение без линейного с линейным
подвижности перемещения перемещением
шпинделя
![]()
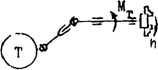
──────────────────────────────────────────────────────────────────
Изменение силы не регулируется регулируется с вращением
в пространстве



──────────────────────────────────────────────────────────────────
Изменение силы Квазистатический Динамический
во времени
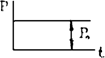
──────────────────────────────────────────────────────────────────
Бесконтактный
способ нагружения позволяет исключить дополнительные механические связи между
рабочими органами ТО (например, шпинделя металлорежущего станка и суппорта), а следовательно, обеспечивает большую степень их
относительной подвижности.
4.
Регулирование точки приложения силы и обеспечение подвижности рабочих органов,
например шпинделя металлорежущего станка при нагружении силами и моментом,
производится по одной, двум или трем координатам в зависимости от целей
проводимых испытаний ТО (см. табл. 4).
5. Характер
изменения силы в пространстве, обеспечиваемый ПНУ,
может быть различным: с нерегулируемой и регулируемой пространственной ориентацией
или с непрерывным изменением пространственной ориентации при вращении.
6. По характеру
изменения силы во времени режимы нагружения подразделяются на квазистатический и динамический. Квазистатический режим
характеризуется статической составляющей ![]() силы резания, возникающей при работе ТО, а
динамический - статической составляющей
силы резания, возникающей при работе ТО, а
динамический - статической составляющей ![]() и совокупностью динамических гармоник с
амплитудами
и совокупностью динамических гармоник с
амплитудами ![]() и частотами
и частотами ![]() (см. табл. 4).
(см. табл. 4).
7. При
реализации программного нагружения с помощью ПНУ нужно
учитывать, что в процессе работы ТО при движении рабочего органа изменяется
точка приложения силы в рабочем пространстве, причем пространственная
ориентация силы и ее направление могут быть различны.
8. Особенность ПНУ заключается в том, что они обеспечивают нагружение
автоматически.
9. По типу
преобразователя силовые нагрузочные устройства подразделяются на механические, гидравлические, электромагнитные.
Наиболее полно
характеристики силового нагружения (см. пп. 4 - 7) при
программном методе испытаний отражают электромагнитные ПНУ (ЭПНУ).
10. Принцип работы
ЭПНУ основан на бесконтактном силовом взаимодействии якоря и сердечника,
закрепленных на рабочих органах испытываемого ТО.
Якорь и сердечник,
установленные с воздушным зазором, образуют замкнутый магнитопровод, в котором
при запитывании обмоток сердечника напряжением возникает магнитный поток,
создающий силы взаимного притяжения якоря и сердечника.
Величина силы при
заданном воздушном зазоре и конструктивных параметрах обмоток возбуждения
определяется подводимым к обмоткам электрическим напряжением. Управляя
напряжением по командам от ЭВМ, обеспечивают программное
нагружение испытываемого объекта.
11. Для испытаний
токарных станков с ЧПУ, например, было использовано программное нагрузочное
устройство с ортогонально расположенными электромагнитными преобразователями 1
и 2 (рис. 12). Якорь 3, выполненный в виде гладкого цилиндра, закреплен в
шпиндельном узле станка. Преобразователи 1, 2 размещены в кронштейне 4,
закрепленном на суппорте 5. Обмотки возбуждения 6, 7, 8, 9 соединены с блоком
управления (БУ), в качестве которого могут быть использованы ЭВМ, оснащенные
цифро-аналоговыми преобразователями (ЦАП), например микро-ЭВМ ИСКРА 1256.
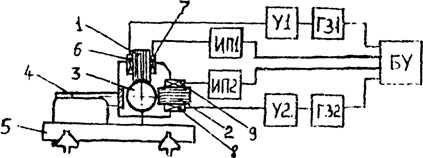
Управляющие сигналы
поступают с выходов БУ по 4 каналам. Управление статическими составляющими силы
осуществляется через источники питания постоянного тока ИП 1, ИП 2 с
дистанционным управлением, например, типа Б5-46. Управление динамическими
составляющими силы осуществляется через дистанционно управляемые генераторы
Г31, Г32, например модели ГЗ-110, ГЗ-113, и усилители мощности У1, У2, например трансляционные усилители мощности моделей
ТУ-100, ТУ-600.
Величина
статической составляющей силы может регулироваться в пределах 0 - 2000 Н;
динамической составляющей силы по амплитуде - 0 - 200 Н, по частоте - 0 - 400
Гц.
12. При
необходимости варьирования направлением силы в широком диапазоне может быть использовано многополюсное ПНУ (рис. 13), в
котором величиной силы управляют от БУ 1 по первому каналу, а направление
задается по второму каналу подключаемыми через коммутатор 2 полюсами 3.
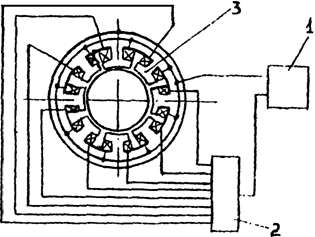
13. Для испытаний
многоцелевых станков с ЧПУ, например, использовано ПНУ
с поворотным сердечником 1 (рис. 14), который укреплен на оправке 2,
установленной в шпинделе станка. Якорь 3 концентрично охватывает оправку с
сердечником и установлен на столе станка. Обмотки возбуждения 4 запитываются
через подвижные контакты 5 и соединены с блоком управления БУ 6 по двум цепям,
одна из которых содержит источник питания тока ИП, другая - генератор частот ГЗ
и усилитель У. Пространственная ориентация силы совпадает с положением полюсов
сердечника 1. При вращении оправки с сердечником сила меняет пространственную
ориентацию с частотой, пропорциональной частоте вращения шпинделя станка.
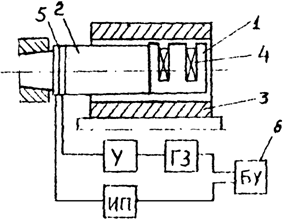
14. Тепловое нагружение испытываемого ТО может осуществляться либо с
использованием специального устройства, содержащего нагревательный элемент и
вентилятор для подачи теплового потока в зону нагружения, либо путем
естественного прогрева приводов главного движения и приводов подачи ТО.
Приложение
5
ИСПЫТАТЕЛЬНО-ДИАГНОСТИЧЕСКИЙ
КОМПЛЕКС
НА БАЗЕ МИНИ-ЭВМ
ИСКРА 226 ДЛЯ ИСПЫТАНИЯ
МНОГОЦЕЛЕВЫХ
СТАНКОВ С ЧПУ
1. В порядке
реализации положений программного метода испытаний ТО был разработан
испытательно-диагностический комплекс для автоматизированной оценки показателей
точности и надежности многоцелевых станков с ЧПУ на основе применения мини-ЭВМ
ИСКРА 226.
2. Особенностью
многоцелевых станков с ЧПУ является обработка на них широкой номенклатуры
изделий. В этих условиях важно знать характер и степень
влияния выходных параметров точности станка с ЧПУ на показатели точности
каждого конкретно обрабатываемого на нем изделия с учетом места его
расположения в рабочем объеме станка, а также воздействия на станок в процессе
эксплуатации спектра различных внешних и внутренних факторов, имеющих
вероятностный характер проявления.
3. Для данной
оценки использовались в качестве обобщенного выходного параметра точности
геометрические образы (ГО) обрабатываемых поверхностей конкретного изделия,
которые формируются за счет взаимосвязанных перемещений рабочих органов,
несущих режущий инструмент и заготовку, по управляемым координатам (X, Y, Z, A,
B, C) в ходе имитации процесса обработки соответствующих поверхностей изделия
[4, 5]. В этом случае каждый ГО поверхности представляет собой отображение
конкретной реально обрабатываемой поверхности изделия, которая может быть
описана математически, а характеристики (параметры) ГО
являются выходными параметрами станка.
На рис. 15 в
качестве примера показаны идеальные (тонкими линиями) и реальные ГО
вертикальной (IY [f(Z)]) и горизонтальной (IY [f(X)]) поверхностей, ГО
отверстия (II ZC [X, Y, Z]) и межцентровых расстояний двух отверстий (IY [X, Y,
Z] и IX [X, Y, Z]).
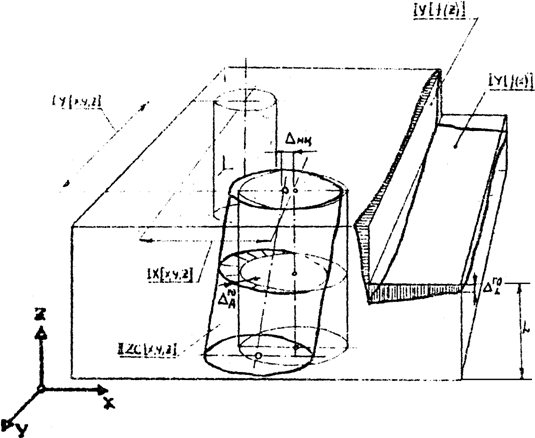
4. Использование ГО
обрабатываемых поверхностей в качестве выходных параметров позволяет оценить
как начальный уровень точности станка с ЧПУ, так и его изменение в процессе
эксплуатации под действием различных внешних и внутренних факторов.
По отношению к
существующим выходным параметрам точности станков с ЧПУ, определяемым по
соответствующим ГОСТам и характеризующим точность их отдельных узлов, данный
выходной параметр является обобщенным, поскольку в ходе формирования
обрабатываемых поверхностей проявляется влияние всех узлов станка с ЧПУ.
5. Оценка выходных
параметров точности станков с ЧПУ по предлагаемой методике производится в
следующей последовательности:
а) на основе
анализа компоновки и конструкции станка и применяемой измерительной системы
строится эквивалентная схема станка с заменой его основных узлов координатными
системами с деформирующими связями;
б) экспериментально
определяются пространственные положения рабочих органов станка с ЧПУ, несущих
режущий инструмент и заготовку;
в) на основе
разработанного прикладного программного обеспечения проводится математическая
обработка экспериментальных данных с целью получения аналитических выражений,
описывающих пространственные координаты фиксированных точек, которыми заданы
положения рабочих органов;
г) на базе
полученных аналитических выражений осуществляется построение ГО обрабатываемых
поверхностей изделия;
д) затем производится
сравнение идеального ГО поверхности, полученного по чертежу изделия, с реальным
ГО. Получаемые отклонения размеров, формы и относительного положения ГО
соответствующей поверхности дают количественную оценку выходных параметров
точности станка с ЧПУ, а именно, влияние погрешностей станка с ЧПУ на точность
обработки поверхностей конкретного изделия.
6. В качестве
объекта оценки указанным методом был выбран многоцелевой станок с ЧПУ мод.
243ВМФ2 с устройством ЧПУ мод. Размер-2М позиционного типа.
Данный станок
вертикальной компоновки с крестовым столом с рабочей поверхностью 500 x 320,
величиной ходов по оси X - 420 мм и по оси Y - 250 мм. На колонне станка
располагаются направляющие шпиндельной бабки, имеющей установочные перемещения
на 240 мм. В шпиндельной бабке помещена цилиндрическая направляющая гильзы, в
которой расположен шпиндель станка. Гильза со шпинделем может перемещаться по
координате Z на величину, равную 120 мм.
7. Испытываемый
станок предназначен для обработки средних (до 150 кг) изделий типа корпусов и
плит из алюминиевых сплавов, черных и цветных металлов и выполняет операции
сверления, зенкерования, нарезания резьбы метчиками, растачивания и чистового
фрезерования.
Основными
поверхностями, которые формируются при выполнении вышеуказанных операций с
учетом компоновки станка и устройства ЧПУ, являются горизонтальные и
вертикальные плоскости, а также отверстия различного диаметра.
8. Анализ
технологических возможностей испытываемого станка и структуры типовых ГО,
формируемых на станках с ЧПУ [5], показывает, что на данном станке могут
формироваться ГО, приведенные в табл. 5.
Таблица 5
Типовые ГО,
формируемые на станке мод. 243ВМФ2
────────────────┬────────────────────┬────────────────────────────
Структурная │
Координатная │ Возможный вид ГО
формула ГО
│ формула ГО │
────────────────┴────────────────────┴────────────────────────────
IX
[f(Y)]
IX
[f(Z)] 
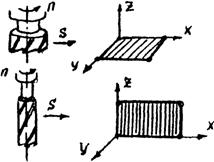
──────────────────────────────────────────────────────────────────
IY
[f(X)]
IY
[f(Z)] 
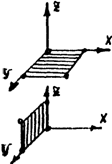
──────────────────────────────────────────────────────────────────
II
ZC [X, Y, Z]
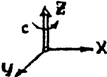
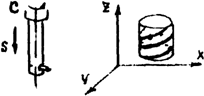
──────────────────────────────────────────────────────────────────
9. Рассмотрение метода автоматизированной оценки выходных параметров точности
указанного станка проводится на примере ГО вертикальной поверхности (см.
IV [f(Z)] в табл. 5), который формируется при перемещении салазок станка по
координате Y. В качестве инструмента, обеспечивающего формирование данной
поверхности, выбирается фреза диаметром 20 мм с длиной рабочей части 40 мм.
10. Задание
пространственного положения рабочих органов производится фиксацией
определенного количества точек, по которым можно определить положения рабочего
стола и шпинделя, осуществляющих относительные перемещения заготовки и режущего
инструмента.
Для задания
положения стола выбираем три, а положения шпинделя две фиксированные точки
(рис. 16). Как видно из рисунка, выбранные фиксированные точки задают
координатные системы ![]() и
и ![]() соответственно пиноли шпинделя и рабочей
поверхности стола в координатной системе 0XYZ несущей системы экспериментальной
установки.
соответственно пиноли шпинделя и рабочей
поверхности стола в координатной системе 0XYZ несущей системы экспериментальной
установки.
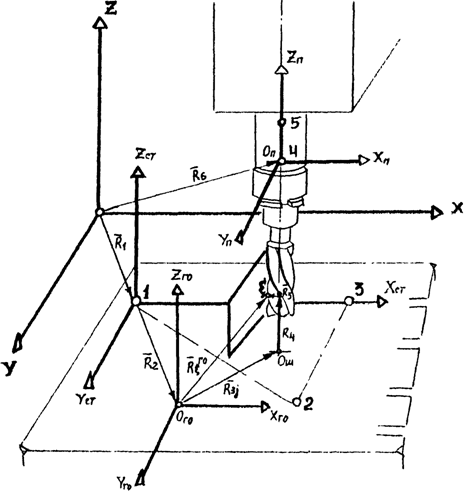
Место крепления
несущей системы экспериментальной установки на испытываемом станке должно
обеспечивать постоянство ее пространственного положения в течение всего периода
испытаний.
11. Указанные
координатные системы привязываются к характерным точкам соответствующих рабочих
органов: базовому пазу или отверстию на столе, торцу шпинделя, расположенному в
пиноли, и т.д. Координаты фиксированных точек, определенные в базовой системе
координат 0XYZ при исходном состоянии рабочих органов, являются началом отсчета
для определения пространственных координат фиксированных точек перемещающегося
рабочего органа.
12. После выбора фиксированных точек, применяя метод координатных
систем с деформируемыми связями [3], производят построение координатной модели
испытываемого станка с ЧПУ (рис. 17), в которой задаются конкретные
пространственные положения координатных систем элементов станка с ЧПУ,
составляющие исходную информацию для подстановки в программу расчета и оценки
получаемых ГО обрабатываемых поверхностей.
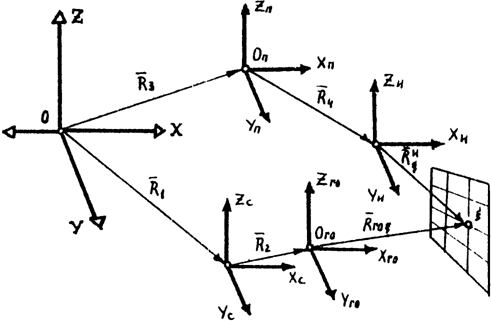
13. Крепление
несущей системы автоматизированной экспериментальной установки (АЭУ)
производится к нижней части направляющих колонны испытываемого станка, чтобы
исключить влияние тепловых деформаций на пространственное положение данной
системы при тепловом нагружении станка в процессе
испытаний.
14. АЭУ строится на
базе мини-ЭВМ ИСКРА 226 шестого исполнения. Структурная схема АЭУ показана на
рис. 18. Измерительные преобразователи (ИП), расположенные на несущей
конструкции, фиксируют точки (ФТ) стола - 1, 2 и 3, а также ФТ шпинделя - 4 и
5.
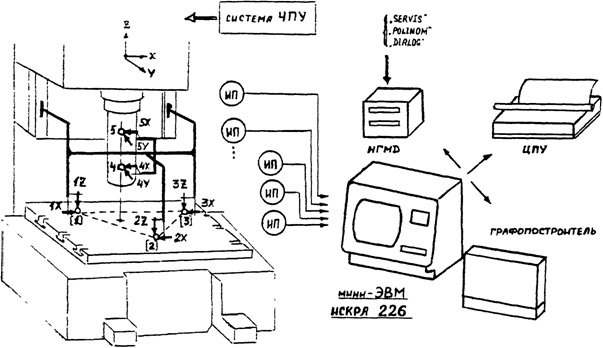
15. В качестве ИП,
определяющих пространственное положение рабочих органов, используются
индуктивные контактные датчики мод. 223, входящие в состав электронной
измерительной системы мод. 214, выпускаемой заводом Калибр. В качестве
эталонной отсчетной поверхности для фиксированных точек, определяющих
пространственное положение стола, применяют лекальные четырехгранные линейки
ЛЧ-320 нулевого класса точности; для фиксированных точек, определяющих
пространственное положение шпинделя, - высокоточную поверхность гильзы, в
которой расположены опоры шпинделя.
16. Линейки
располагаются параллельно движению салазок стола по координате Y. Для ИП 1X, 2X и 3X (см. рис. 18), выполняющих измерения в
горизонтальной плоскости X0Y, линейки настроены для определения отклонения от
прямолинейности вдоль направления перемещения салазок; а для ИП 1Z, 2Z и 3Z,
осуществляющих измерения в вертикальной плоскости Z0Y, они настроены для
определения отклонения от параллельности вдоль направления перемещения салазок
(согласно ГОСТ 22267-76).
17. Для определения
пространственного положения шпинделя используются ИП 4X, 4Y, 5X и 5Y (см. рис.
18), измеряющие смещение поверхности гильзы в горизонтальных плоскостях,
параллельных друг другу. Зависимость удлинения шпинделя вдоль оси Z на
различных частотах его вращения для разных моментов времени была найдена
заранее экспериментальным путем.
18. Для получения
достоверных результатов при измерении пространственного положения рабочих
органов станка предварительно были определены формы отсчетных поверхностей
поверочных линеек и рассчитаны на мини-ЭВМ уравнения регрессии, аналитически
описывающие эти формы. Уравнения использовались для автоматической коррекции
экспериментальной информации, поступающей с ИП по пути перемещения рабочих
органов.
19. Для всех ИП по
результатам тарировок были построены такие же регрессионные уравнения и введены
в оперативное запоминающее устройство (ОЗУ) мини-ЭВМ с целью коррекции
характеристик ИП, что позволило гарантировать высокую точность контактного
метода измерений (на уровне +/- 1,5 мкм).
20. Выходной
уровень сигналов с индуктивных ИП позволяет производить их непосредственное
подключение к аналого-цифровому преобразователю (АЦП) мини-ЭВМ. Общее
количество ИП составляет 10 шт.
21. Применяемая
мини-ЭВМ структурно может быть представлена как набор блоков интерфейсных
функциональных (БИФ), который включает алфавитно-цифровое печатающее устройство
(АЦПУ), графопостроитель (ГП), накопитель на гибких магнитных дисках (НГМД),
указатель графической информации (УГИ), аналого-цифровой преобразователь (АЦП),
оперативное запоминающее устройство (ОЗУ), постоянное полупроводниковое
запоминающее устройство (ППЗУ). Все они объединены через интерфейс
"центральная шина". Функционирование АЭУ обеспечивается операционной
системой, хранящейся в ППЗУ, а также специально разработанным математическим
обеспечением, вводимым в ОЗУ.
22. На рис. 19
приведены алгоритмы, на базе которых составлены программы, обеспечивающие:
автоматизированный
сбор экспериментальной информации с ИП, определяющих линейные смещения рабочих
органов станка при их движении по управляемой координате, измерение температуры
рабочих органов станка, первичную обработку полученной информации и создание на
ее основе банка экспериментальных данных (см. рис. 19, а);
проведение
статистической обработки результатов экспериментальных исследований в
диалоговом режиме, заключающейся в определении величины систематических и
случайных составляющих погрешности пространственного положения рабочих органов
при их перемещении вдоль управляемых координат под действием различных
факторов, а также в получении непрерывных функциональных зависимостей,
описывающих пространственные координаты фиксированных точек рабочих органов в
данных условиях, и формировании банка исходных данных для расчета и построения
типовых ГО (рис. 19, б);
выполнение расчета
и построение типовых ГО, получение их изображения на графическом дисплее
мини-ЭВМ и проведение с помощью этих изображений оценки
выходных параметров точности станка и показателей его точностной
надежности в диалоговом режиме (рис. 19, в, г).
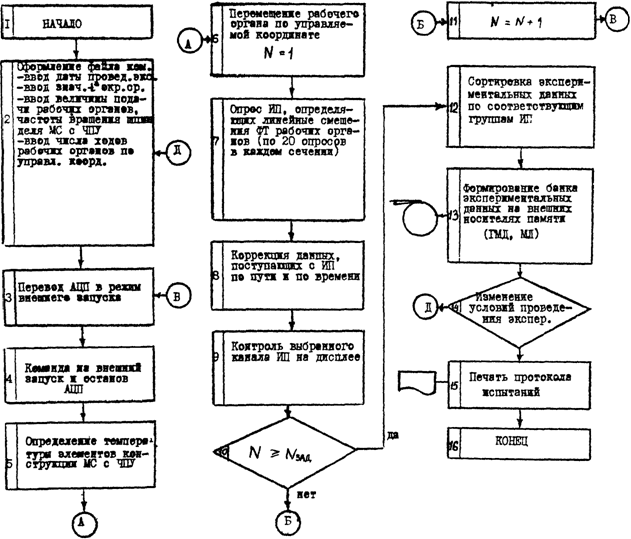
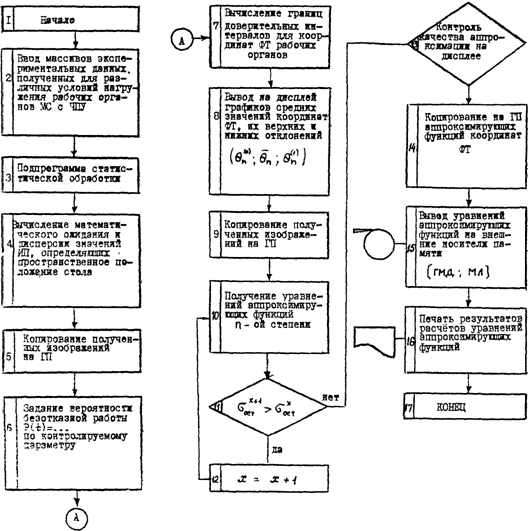
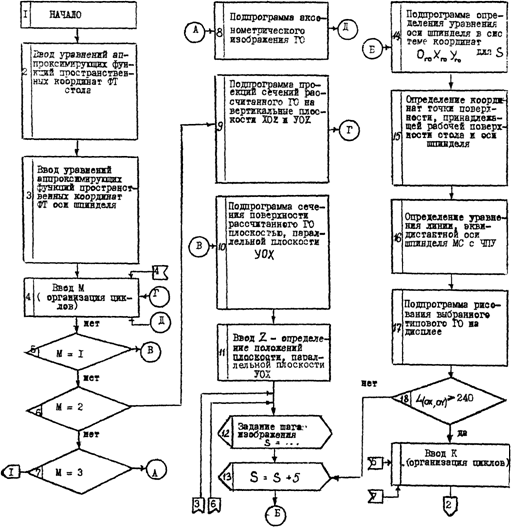
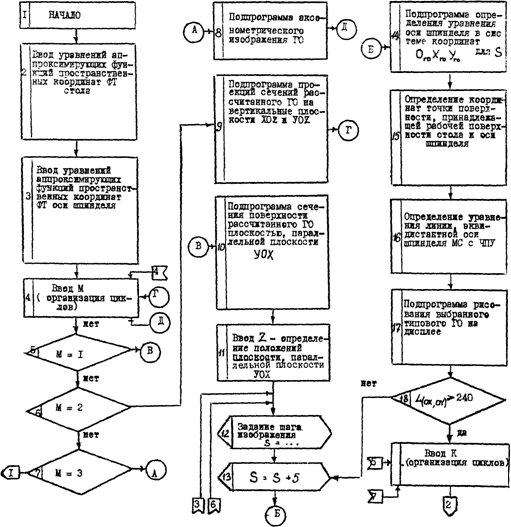
23. Оценка выходных
параметров точности станка производилась на холостом ходу (оценка начального
состояния) при статическом силовом погружении рабочих органов и тепловом
нагружении вращением шпинделя.
24.
Траектории перемещений ФТ рабочих органов при оценке начального состояния
станка с ЧПУ определялись при десятикратном перемещении салазок стола по
координате Y на всю величину хода (250 мм).
На рис. 20
представлены результаты экспериментов по определению координат ФТ стола при его
перемещении по управляемой координате Y на холостых ходах для двух ИП,
расположенных в фиксированной точке 1.
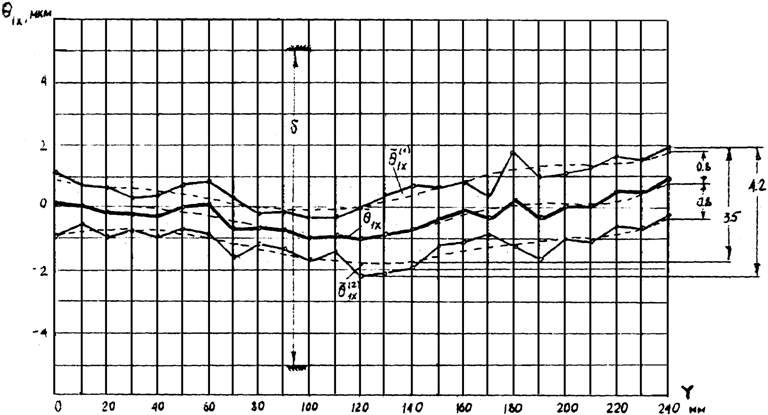
Рис. 20, а
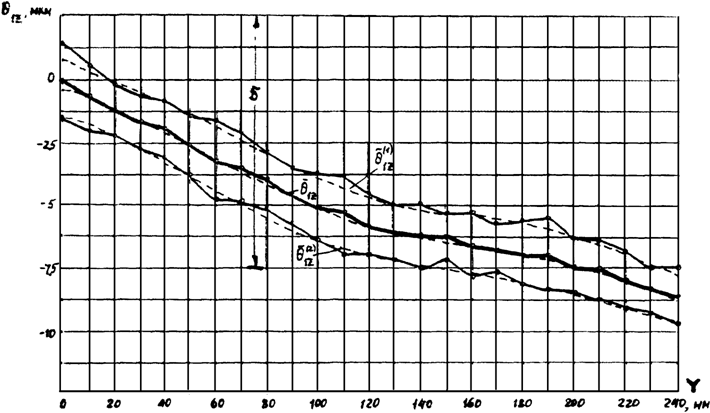
Рис. 20, б
Результаты
эксперимента аппроксимируются с помощью имеющихся программ для получения
непрерывной функциональной зависимости.
25. Силовое статическое нагружение стола производилось
ступенчато через 100 Н от 0 до 1000 Н. Координаты ФТ фиксировались в виде
непрерывной записи на ленте самописцев.
Как показали
полученные данные, ИП, определяющие отклонение от прямолинейности в плоскости
X0Y, не фиксировали влияния процесса силового статического нагружения стола на
координаты ФТ.
Однако указанное
нагружение рабочей поверхности стола оказывает влияние на отклонение от
параллельности ФТ 2 и 3 в плоскости Y0Z (рис. 21).
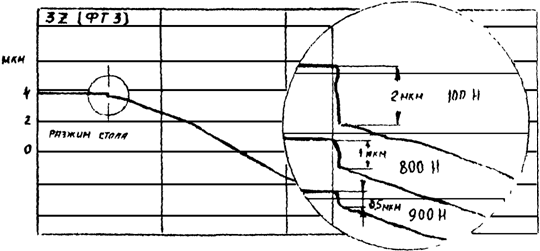
Рис. 21
26. Оценка влияния
теплового нагружения станка проводилась при температуре окружающей среды,
равной t = 19,5 °C. Тепловое нагружение станка проводилось
путем вращения шпинделя станка на частоте 1000 об/мин в течение восьми часов.
Как показали
испытания, на координаты ФТ стола тепловое нагружение
не оказывало заметного влияния, и их значения соответствовали значениям,
полученным при оценке начального состояния станка.
Координаты ФТ
шпинделя изменили свое первоначальное положение под действием тепловой
нагрузки, причем наиболее существенное изменение произошло в первый час его
работы. На рис. 22 приведены результаты экспериментов, в ходе которых
определялись величины смещений ФТ 4 в двух взаимно перпендикулярных
направлениях.
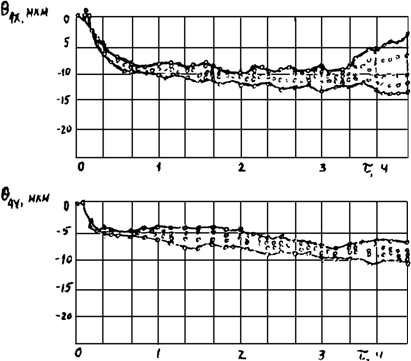
27. На основе
полученной информации производится построение ГО вертикальной поверхности,
образованной при перемещениях салазок стола на указанную в п. 24 величину.
Построенный ГО характеризует начальную точность многоцелевого станка по данному
ГО, которая определяется конкретно для его различных сечений (рис. 23).
28. Анализ
полученных изображений ГО показал заметное влияние на точность формирования
поверхности типового ГО места расположения его на рабочей поверхности стола
станка. На рис. 23, в приведен ГО, расположенный непосредственно на рабочей
поверхности стола, т.е. Z = 0 мм. Форма полученного ГО существенно отличается
от ГО, расположенных на высоте ![]() = 120 мм и
= 120 мм и ![]() = 180 мм (см. рис. 23, а и 23, б).
= 180 мм (см. рис. 23, а и 23, б).
29. На основе
проведенных испытаний получен документ - сертификат, качественно и
количественно характеризующий точность и точностную надежность испытываемого
станка по предлагаемому выходному параметру точности, учитывающему конкретную
обрабатываемую деталь, тип инструмента, используемого для обработки, а также
определенное положение детали в рабочей зоне станка (рис. 24).
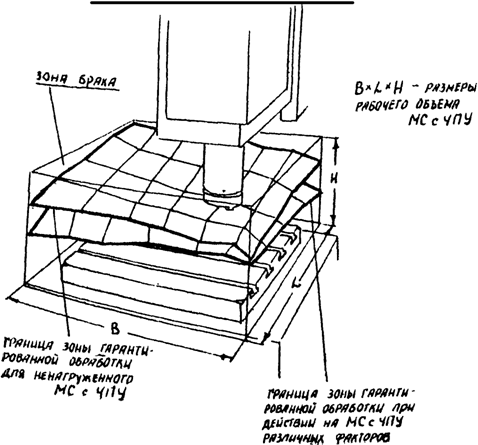
Рис. 24
Данный сертификат
устанавливает соответствие между точностью обрабатываемых изделий и выходными
параметрами точности станка с ЧПУ.
Основой сертификата
являются уравнения аппроксимирующих функций для пространственных координат
фиксированных точек рабочих органов станка с ЧПУ, полученных при различных
условиях нагружения.
По размерам зон
гарантированной обработки, построенных для типовых ГО, которые представлены в
сертификате, определяются максимальные размеры формируемых поверхностей
и их расположение в рабочем объеме станка с ЧПУ для заданного промежутка
времени его работы, в течение которого станок будет обеспечивать заданную
точность обработки.
Приложение
6
ИСПЫТАТЕЛЬНО-ДИАГНОСТИЧЕСКИЙ
КОМПЛЕКС
НА БАЗЕ МИКРО-ЭВМ
ЭЛЕКТРОНИКА ДЗ-28
ДЛЯ ПРОГРАММНЫХ
ИСПЫТАНИЙ МНОГОЦЕЛЕВЫХ СТАНКОВ С ЧПУ
1.
Испытательно-диагностический комплекс состоит из измерительно-диагностической
системы и вычислительного устройства.
Измерительно-диагностическая
система включает в себя: измерительные преобразователи первичной информации,
усилительно-преобразующую аппаратуру, коммутирующие устройства,
аналого-цифровые преобразователи. К вычислительным устройствам относятся ЭВМ и
интерфейсные приборы, устройства ввода и вывода информации (рис. 25).
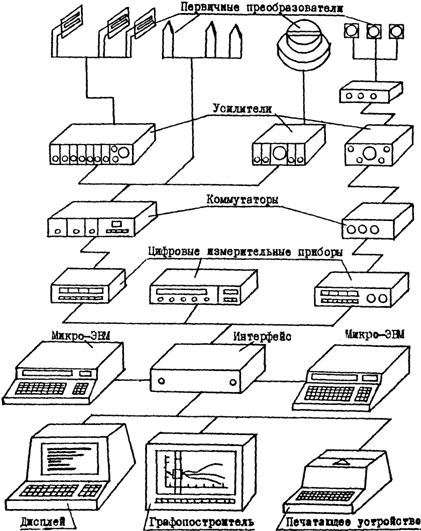
2. ИП служат для
измерения:
составляющих сил
резания (тензостол универсального динамометра УДМ-100);
траекторий движения
рабочих органов (фотоприемники устройства контроля линейных перемещений);
температурных полей
исследуемых узлов (хромель-копелевые термопары);
деформаций деталей
станка (комплект тензорезисторов).
Выбор места
установки первичных преобразователей определяется конкретными задачами
испытаний.
3. В качестве
усилительно-преобразующей аппаратуры применяются:
- для динамометра
УДМ-100 - тензоусилитель УТ4-1;
- для устройства
контроля линейных перемещений (УКЛП) - селективные усилители (например У2-8) и фазометры (Ф2-13);
- для
тензорезисторов - тензоусилитель Топаз 3-01 с источником питания Агат.
Для коммутации
измерительных сигналов используются аналоговые коммутаторы Ф240/1Б.
4. Цифровые
измерительные приборы применяются:
для
измерения термоэдс термопар и сигналов с тензоусилителей (интегрирующий
аналого-цифровой преобразователь мод. Ф4833);
для измерения
сигналов с фазометров (универсальный вольтметр В7-16).
5. Интерфейсные
приборы организуют связь между ЭВМ и периферийным оборудованием, к которому
относятся устройства ввода и вывода информации, а также цифровые измерительные
приборы и коммутаторы.
6. Основным
элементом данного измерительно-диагностического комплекса является микро-ЭВМ
ЭЛЕКТРОНИКА ДЗ-28, которая организует измерения электрических величин,
вырабатывает сигналы синхронизации для коммутаторов и периферийного
оборудования, а также производит вычисления по принятым алгоритмам и
обеспечивает выдачу результатов по устройствам ввода.
Устройства для
вывода информации в данном комплексе состоят из электрической печатающей машины
Консул 260.1, двухкоординатного самописца Н 306 и алфавитно-цифрового дисплея
15ИЭ-00-013.
7. Вычислительный
процесс включает в себя следующие этапы:
восприятие,
преобразование и обработку электрических сигналов от первичных измерительных
преобразователей;
управление
средствами измерения и коммутационными устройствами;
представление
результатов измерений оператору в заданном виде.
8. К программному
обеспечению (ПО) относятся системное и общее прикладное ПО.
Системное ПО обеспечивает работу в диалоговом режиме,
управление измерительными приборами и проверку работоспособности комплекса.
Общее прикладное ПО реализует типовые алгоритмы
обработки измерительной информации (такие, как фильтрация, сглаживание,
коррекция погрешностей, введение поправок, масштабирование, аппроксимация
функциями, статистические процедуры).
9. Для обслуживания
цифровых измерительных приборов и коммутаторов используются следующие
подпрограммы-драйверы: инициализация системы, дистанционное управление
пределами измерения, запуск АЦП, ожидание конца цикла кодирования, ввод данных
с нормализацией, синхронизация и начало цикла для коммутатора.
10. Программное
обеспечение графопостроителя служит для вывода информации из микро-ЭВМ и
представляет собой набор подпрограмм: инициализации графопостроителя к работе,
выключения графопостроителя, установки пера в точку с заданными координатами
линейного интерполятора, отметки точки заданным маркером, вычерчивания осей
координат, границ поля записи, символов и цифр. Знакогенератор обеспечивает
нанесение цифр, служебных знаков, букв латинского и русского алфавита.
11.
Прикладное программное обеспечение в первую очередь производит перерасчет
показаний электроизмерительных приборов из величин напряжений: при измерении
температуры - в градусы Цельсия, при измерении перемещений - в миллиметры и
микрометры.
Так, в случае
измерения температур при помощи термопар тарировочные данные формируются
следующим образом. Считая, что с достаточной степенью
точности термоэдс прямо пропорциональна температуре рабочего спая
хромель-копелевой термопары в выбранном диапазоне измерений, можно
аппроксимировать полученную зависимость уравнением ![]() , где k
- коэффициент пропорциональности;
, где k
- коэффициент пропорциональности; ![]() - термоэдс при 0 °C. Тогда, определив
для каждой термопары эти коэффициенты по методу наименьших квадратов, получаем
массив градуировочных данных.
- термоэдс при 0 °C. Тогда, определив
для каждой термопары эти коэффициенты по методу наименьших квадратов, получаем
массив градуировочных данных.
При измерении
перемещений с помощью устройства контроля линейных перемещений коэффициент
тарировки определяют путем измерения периодов штрихов изображения растра в
плоскости анализирующих диафрагм при помощи микроскопа. Тогда, зная, что
изменению разности фаз в 180° соответствует напряжение 2 В
на аналоговом выходе фазометра, делают вывод о соотношении перемещения и
величины напряжения. Так как напряжение во всем диапазоне измерения линейно
зависит от измеряемой разности фаз сигналов, то коэффициент тарировки
определяется как частное от деления значения напряжения на выходе фазометра на
величину измеренной разности фаз сигнала.
12. Программа
измерения температуры узлов станка представляет собой процесс многоканального
опроса первичных преобразователей с накоплением (рис. 26). Она загружается с
магнитной ленты, начиная с нулевого шага. Устанавливается частота опроса
каналов и формат печати путем изменения определенных шагов программы. При
подготовке ее к запуску вводятся значения идентификатора замера, число каналов
опроса, величина наполнений (число циклов опроса). Затем производится запуск
системы клавишей S. По программе вычисляются средние арифметические значения
данных измерений по каждому каналу измерения, производится перерасчет по
формуле (см. п. 11), и на печать выдаются результаты замеров в градусах Цельсия
с указанием номера канала измерения.
┌───────────────────┐
│Ввод идентификатора│
└─────┬─────────────┘
┌─────┴──────────────────────────┐
│Ввод числа каналов измерений (N)│
│ числа накоплений (K) │
└─────┬──────────────────────────┘
┌─────┴───────────────────────────────────┐
│Измерение по N каналам A(N) = A(N) + K(N)│
└─────┬───────────────────────────────────┘
┌─────┴───────────────────────────────────┐
│Вычисление средних значений A(N) = A(N)/K│
└─────┬───────────────────────────────────┘
┌─────┴───────────────────────────┐
│Перевод в °C T(N) = A(N) K + U(N)│
└─────┬───────────────────────────┘
┌─────┴─────┐
│Печать T(N)│
└───────────┘
13. В случае измерения траекторий перемещений контрольных точек рабочего органа
ТО программа измерения строится более сложным образом, так как необходимо
результаты измерения вывести на графопостроитель.
14. Первоначально
производится замер базовой траектории перемещения, необходимой для определения
систематической погрешности измерений. Все последующие реализации формируются
относительно базовой, исключая систематическую погрешность (непараллельность оптической
оси оптикоэлектронной системы регистрации траекторий и направления перемещения
рабочего органа ТО).
15. В качестве
исходных данных для измерений в программу вводятся количество точек опроса,
частота опроса (в зависимости от величины подачи рабочего органа ТО) и
вспомогательная информация для работы графопостроителя (последовательность
прорисовки траекторий, граничные значения массивов прорисовки). На
графопостроитель выводятся реализации замеров базовой и текущей траекторий по
любому из шести каналов измерений, а также значения разности текущей и базовой
реализаций с учетом систематической погрешности измерений. Также производится
разметка и оцифровка осей и нанесение вспомогательного текста на рисунках.
16. Процесс
испытаний начинается с функциональной диагностики испытательно-диагностического
комплекса. Специальная программа проверяет как работоспособность первичных
преобразователей, так и качество их установки и допустимые характеристики
условий окружающей среды и объекта испытаний.
17. Поскольку основной
целью испытания является оценка влияния воздействующих факторов и процессов на
траектории движения рабочих органов ТО, то съем всей информации производится за
время выполнения ТО одного перехода обработки. Использование в системе
коммутатора с циклическим опросом каналов определяет одинаковый размер массивов
для каждого измеряемого параметра.
18. При включении
подачи рабочего органа ТО в ОЗУ микро-ЭВМ записывается информация о траекториях
контрольных точек, температурах измеряемых точек, силах резания.
19. Полученные
результаты служат для разработки сертификата качества испытываемого ТО, а также
являются исходной информацией для оптимизации конструкции опытного образца ТО.
Приложение
7
ИСПЫТАТЕЛЬНО-ДИАГНОСТИЧЕСКИЙ
КОМПЛЕКС
НА БАЗЕ ДВУХ
МИКРО-ЭВМ ИСКРА 1256
ДЛЯ ПРОГРАММНОГО
ИСПЫТАНИЯ
СУППОРТНОЙ ГРУППЫ
ТОКАРНЫХ СТАНКОВ
1. Структура
комплекса и его основные системы показаны на рис. 27. Объектом испытания
является токарный станок высокой точности мод. 16К20ВФ1.
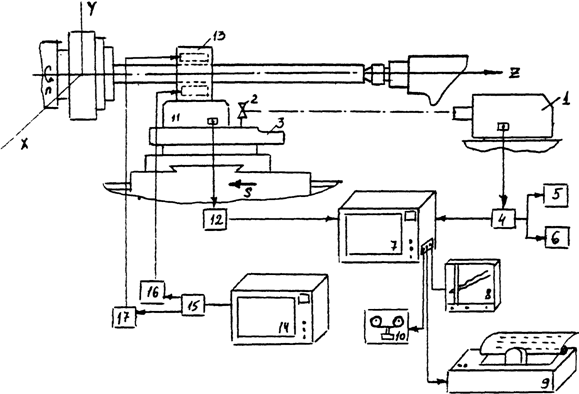
Рис. 27
2. Измерение
параметров траекторий движения суппортной группы производится фотоэлектрическим
автоколлиматором (АКМ) (1), установленным на жестком столе с правой стороны
станка. Для проведения измерения зеркало (2) АКМ устанавливают на каретке
станка (3). Показания АКМ через блок автоматики (4) поступают к цифровым
пересчетным устройствам (5 и 6), которые обеспечивают визуальный контроль по
координатам X и Y.
Электрические
сигналы, пропорциональные углам между оптической осью АКМ и перпендикулярами к
плоскости зеркала, поступают с блока автоматики на встроенный в микро-ЭВМ (7)
(мод. ИСКРА 1256 шестого
исполнения) аналого-цифровой преобразователь. После обработки в
микро-ЭВМ результатов измерений осуществляется их регистрация на
двухкоординатном планшетном потенциометре ПДП-4 и печать на устройстве ROBOTRON
(9). Для дальнейшей обработки результатов измерений осуществляется их запись на
магнитной ленте в блоке накопления информации (10) и на графопостроителе (8).
3. Одновременно с
показаниями АКМ в микро-ЭВМ от универсального динамометра УДМ-100 (11) через
тензометрический усилитель УТ 4-1 (12) поступают электрические сигналы,
пропорциональные уровню нагружающей силы, создаваемой электромагнитным
нагрузочным устройством (13), приведенном на рис. 13.
Управление параметрами
(пространственная ориентация и модуль) вектора нагружающей силы осуществляется
от второй микро-ЭВМ ИСКРА 1256 (14). При этом управляющие сигналы от
встроенного в данную микро-ЭВМ цифро-аналогового преобразователя поступают к
релейному устройству (15), обеспечивающему стыковку микро-ЭВМ с двумя блоками
питания Б5-46 (16 и 17). Использование указанных устройств позволяет
осуществить одновременное управление двумя парами полюсов нагрузочного
устройства (микро-ЭВМ ИСКРА 1256 имеет только один канал управления внешними
устройствами).
4. Микро-ЭВМ (7) измерительного комплекса обеспечивает расчет
параметров траектории в вертикальной и горизонтальной плоскостях. Для
этого в период подготовки испытания после введения основной программы
функционирования в диалоговом режиме задаются исходные данные: частота вращения
шпинделя ![]() ,
подача суппорта S и расстояние, которое проходит суппорт в промежутки
времени между циклами измерений. После расчетов, необходимых для определения
временных интервалов между циклами измерений, на экране дисплея появляются
данные необходимой коррекции основной программы.
,
подача суппорта S и расстояние, которое проходит суппорт в промежутки
времени между циклами измерений. После расчетов, необходимых для определения
временных интервалов между циклами измерений, на экране дисплея появляются
данные необходимой коррекции основной программы.
После начала
движения суппорта проводится сбор информации, при этом осуществляется байтовый
обмен процессора с подключенными каналами АЦП, один из которых опрашивается на
предмет срабатывания контактного датчика, сигнализирующего о начале движения
суппорта. После остановки суппорта и получения сигнала о
конце отработки программы опросов осуществляется переход к подпрограммам, по
которым для каждого цикла измерений проводится расчет параметров траекторий
движения суппорта в горизонтальной и вертикальной плоскостях измерений.
При этом пересчет угловых показаний АКМ к отклонениям от прямолинейности
траекторий осуществляется как по стандартизированной методике, так и по формуле
Симпсона.
5. Микро-ЭВМ
нагрузочного комплекса обеспечивает:
программный (по
гистограммам распределений) или диалоговый ввод требуемых уравнений сил
нагружения и длительности их выдержки по двум каналам (всего до 150 значений);
пересчет заданных
уравнений в двоичный код, запоминаемый в регистрах памяти ЦАП, а также в
десятичный код, необходимый для организации байтового обмена между процессором
ЭВМ и ЦАП;
байтовый обмен;
отработку заданной
длительности выдержки уровней напряжения на выходе источника питания, т.е.
времени сохранения неизменным нагружающего усилия, создаваемого нагрузочным
устройством.
ЛИТЕРАТУРА
1. Проников
А.С. Программный метод испытания металлорежущих станков. - М.: Машиностроение,
1985. - 288 с.
2. Проников
А.С. Надежность машин. - М.: Машиностроение, 1978. - 592 с.
3. Базров
Б.М. Расчет точности машин на ЭВМ. - М.: Машиностроение, 1964. - 256 с.
4. МР
33-81. Надежность в технике. Технологические системы. Расчет и оценка
показателей параметрической надежности технологического оборудования с ЧПУ. -
М.: ВНИИНМАШ, 1981. - 109 с.
5.
Стародубов В.С., Черняков Е.Л. Геометрический образ обрабатываемой детали как
обобщенный выходной параметр точности металлорежущих станков с ЧПУ//Известия
вузов. - 1983. - N 10. - С. 140 - 144.
6.
Селезнева В.В., Севрюгин Д.А. Бесконтактный индуктивный преобразователь
перемещений для измерения колебаний станков//Повышение устойчивости и
динамического качества металлорежущих станков. - Куйбышев, 1983. - С. 37 - 40.
7.
Головатенко В.Г., Скрынин Ю.В., Минченя Н.Т. Способ повышения точности вращения
вала-ротора электрошпинделя//Станки и инструмент. - 1983. - N 6. - С. 15 - 16.
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026