Введены в
действие
Письмом Минморфлота
СССР
от 10 августа 1988
г. N 133
НОРМЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ СУДОРЕМОНТНЫХ ЗАВОДОВ
РД 31.31.15.01-88
Срок введения
в действие
установлен
с 1 октября 1988
года
Разработан
Государственным проектно-изыскательским и научно-исследовательским институтом
морского транспорта "СОЮЗМОРНИИПРОЕКТ", Одесский филиал
"ЧЕРНОМОРНИИПРОЕКТ".
Главный инженер
В.М. Таран.
Руководитель темы
Г.М. Комаров.
Ответственные
исполнители: А.А. Брюм, Е.Я. Даен, И.И. Шпринц, Ю.М. Чернов.
Согласован Главным
управлением проектирования и капитального строительства.
Заместитель
начальника ГУПИКСа М.Г. Тетенко.
Внесен Главным
управлением судостроения, судоремонта и технического обслуживания судов.
Заместитель
начальника Главсудомеха В.Н. Штонда.
Взамен РД
31.31.15.01-75, РД 31.31.15.02-75, НТП "Электроремонтные цехи",
утвержденных 25.02.1975; НТП "Такелажные цехи", утвержденных
25.02.1975.
Настоящие нормы
распространяются на проектирование вновь строящихся, расширяемых,
реконструируемых и технически перевооружаемых судоремонтных заводов и их
отдельных объектов.
Нормы устанавливают
фонды времени работы оборудования и рабочих основных судоремонтных
специальностей, требования к заводским территориям, акваториям и подходным
каналам, основным параметрам, оборудованию, энергоснабжению судоремонтных
причалов и эксплуатационным нагрузкам на них; выбору и установке плавучих
доков, их связи с берегом и энергетическому обеспечению; расстановке
технологического оборудования и размерам рабочих мест, складскому хозяйству
завода и цехов, цеховым проездам и въездам, строительным решениям зданий цехов
и общезаводских складов, распределению трудоемкости работ по их видам, составу
и численности вспомогательных рабочих, инженерно-технических работников,
служащих и младшего обслуживающего персонала, величине общей площади цехов на
единицу основного технологического оборудования и на одного производственного
рабочего, размещению участков и хозяйств цехов, обеспечению взрывной,
взрывопожарной и пожарной безопасности, производственной санитарии,
безопасности труда и охраны окружающей среды.
1.1. Нормы
технологического проектирования судоремонтных заводов разработаны с учетом
следующих принципиальных направлений научно-технического прогресса в области
техники, технологии и организации производства:
развитие
малооперационной, малоотходной и ресурсосберегающей технологий;
применение
высокопроизводительного современного оборудования и оснастки;
комплексная
механизация и автоматизация производства, сокращение объема ручных работ;
углубление
технологической и подетальной специализации, развитие кооперирования;
переход к гибкому
судоремонтному производству.
1.2. Нормы
технологического проектирования судоремонтных заводов состоят из следующих
разделов:
─────────────┬─────────────────────────────────────────────────────────────
Номер
раздела│
Наименование раздела
─────────────┼─────────────────────────────────────────────────────────────
1
│Общие положения
2
│Фонды времени работы оборудования и рабочих
3
│Генеральные планы судоремонтных производств
4
│Судоремонтные причалы и плавучие доки для судоремонта
5
│Механосборочные цехи
6
│Корпусные цехи
7
│Трубопроводные цехи
8
│Комплексные доковые цехи
9
│Электроремонтные цехи
10
│Деревообделочные цехи
11
│Такелажные цехи
12
│Общезаводские склады
─────────────┴─────────────────────────────────────────────────────────────
1.3. Другие
производственные цехи, в том числе заготовительные и вспомогательные цехи и
хозяйства, не имеющие специфических особенностей судоремонтного предприятия и
аналогичные соответствующим цехам других отраслей промышленности, проектируются
по общесоюзным или ведомственным нормам, указанным в рекомендуемом Приложении
1.
1.4. Нормы
технологического проектирования судоремонтных заводов составлены исходя из
следующей номенклатуры работ, выполняемой цехами основного производства:
а) механическими
цехами ремонтируются главные и вспомогательные двигатели и механизмы
машинно-котельных отделений, механизмы судовых устройств и систем, обменный
фонд, изготавливаются сменно-запасные части, машины и механизмы по программе
машиностроения соответственно планам внутриминистерской и межведомственной
кооперации, выполняются работы по прочим заказам Минморфлота;
б) корпусными
цехами выполняются работы по ремонту и испытанию корпусов судов, котлов,
судовых устройств, дельных вещей и металлоконструкций;
в) трубопроводными
цехами выполняются работы по ремонту, замене и испытаниям судовых систем и
трубопроводов, путевой арматуры, теплообменных аппаратов, изготовлению
нормализованных изделий;
г) комплексными
доковыми цехами (КДЦ) выполняются работы по ремонту рулевых устройств (кроме
рулевых машин), движителей, валопроводов, донно-бортовой арматуры, а также
корпусные, трубопроводные и сопутствующие сварочные и газорезательные работы,
такелажные работы для обеспечения КДЦ, малярные работы, плотницкие работы по
подготовке судоподъемных средств к постановке судов;
д)
электроремонтными цехами выполняется ремонт судовых электрических машин
мощностью до 100 кВт, пускорегулирующей аппаратуры, главных распределительных
щитов, аппаратуры освещения, аккумуляторов; монтаж сетей и кабельных трасс,
замена осветительной арматуры, магнитных пускателей, установочных автоматов,
реле и другой низковольтной аппаратуры, не подлежащей ремонту; изготавливаются
новые щиты, станции управления, панели, скобы и прочее;
е) деревообделочные
цехи выполняют замену и ремонт деревоконструкций в составе корпуса, ремонт и
изготовление судовой мебели и инвентаря, ремонт деревянных шлюпок, заготовку
кильблоков, подушек и деталей рештований для комплексного докового цеха,
малярные, обойно-парусные и стекольно-зеркальные работы;
ж) такелажные цехи
ремонтируют и испытывают судовой такелаж, ремонтируют и изготавливают изделия
судового такелажного снабжения, изготавливают стропы, выполняют
подъемно-транспортные работы.
Указанные работы
выполняются в цеховых условиях, на открытых производственных площадках,
непосредственно на ремонтируемых судах, стоящих у причалов и на судоподъемных
сооружениях.
1.5. Здания
основных производственных цехов, общезаводских складов и их блоков на особо
важных объектах должны предусматриваться не ниже II степени огнестойкости.
Перечень особо важных объектов определяется министерством.
1.6. Тип
судоподъемного сооружения (СПС) СРЗ должен быть выбран в процессе
проектирования с учетом размерений и массы докуемых судов, производственной
программы, акватории и берегообразования, колебаний уровня воды, возможностей
строительных организаций, сроков и стоимости строительства СПС, климатических
условий и других соображений, имеющих перспективное значение.
1.7. Коэффициенты
сменности работы оборудования производственных цехов следует принимать согласно
"Отраслевым прогрессивным показателям технического уровня производства и
строительных решений в проектах реконструкции действующих и строительства новых
судоремонтных заводов".
1.8. Проектирование
судоремонтных предприятий следует осуществлять с учетом отраслевых документов
по специализации СРЗ, системе "Качество" и АСУ
"Судоремонт", РД 31.50.02-86, РД 31.50.01-79, РД 31.07.13-83, РД
31.07.14-83.
1.9. При
проектировании судоремонтных предприятий следует разрабатывать мероприятия по
защите окружающей природной среды. Указанные материалы разрабатываются с учетом
требований ГОСТ 17.2.3.02-72, "Правил охраны поверхностных вод от
загрязнений сточными водами", методических и нормативных документов, утвержденных
Госкомгидрометом, Минводхозом СССР, Главным государственным врачом СССР,
Минрыбхозом СССР.
1.10. Для учета при
проектировании СРЗ техники безопасности и производственной санитарии применять
ГОСТ 12.3.002-75, РД 31.83.01-80, РД 31.83.04-75.
1.11. При проектировании
электросетей и общих электротехнических устройств соблюдать Правила устройства
электроустановок (ПУЭ), а также ГОСТ 12.1.019-79 и ГОСТ 12.1.030-81.
1.12. При
проектировании судоремонтных заводов и их отдельных объектов, помимо настоящих
норм, следует руководствоваться другими нормативно-инструктивными документами.
Полный перечень документов, включая упомянутые в настоящем разделе, содержится
в рекомендуемом Приложении 1.
2. ФОНДЫ ВРЕМЕНИ РАБОТЫ ОБОРУДОВАНИЯ И РАБОЧИХ
2.1. Номинальный и
эффективный (расчетный) годовой фонд времени рабочих
───────────────────────┬───────┬─────┬────────┬────────┬────────┬──────────
Вид работы │Продол-│Номи-│%
потерь│Эффек- │Эффек- │Эффектив-
│житель-│наль-│от
номи-│тивный │тивный │ный (рас-
│ность │ный
│нального│(рас-
│(рас- │четный)
│рабочей│фонд │годового│четный) │четный)
│годовой
│недели,│вре- │фонда
│годовой │годовой │фонд вре-
│ч │мени,│времени
│фонд │фонд │мени для
│ │ч │ │времени,│времени │районов,
│ │ │ │ч │для │приравнен-
│ │ │ │ │районов │ных к
│ │ │ │ │Крайнего│Крайнему
│ │ │ │ │Севера, │Северу, ч
│ │ │ │ │ч │
───────────────────────┼───────┼─────┼────────┼────────┼────────┼──────────
Работа
в нормальных │ 41
│2070 │ 10,0 │
1860 │ 1730
│ 1780
условиях
(15 рабочих │ │ │ │ │ │
дней
отпуска) │ │ │
│ │ │
Работа,
требующая │ 41
│2070 │ 11,0 │
1840 │ 1710
│ 1760
дополнительного
отпуска│ │ │ │ │ │
6
рабочих дней │ │ │ │ │ │
Работа,
требующая │
41 │2070 │ 12,0
│ 1820 │
1690 │ 1740
дополнительного
отпуска│ │ │ │ │ │
12
рабочих дней │ │ │ │ │ │
Работа
при 6-часовом │ 36
│1830 │ 12,0 │
1610 │ 1500
│ 1540
рабочем
дне, требующая │ │ │ │ │ │
дополнительного
отпуска│ │ │ │ │ │
12
рабочих дней │ │ │ │ │ │
Примечания. 1.
Дополнительный отпуск 6 и 12 рабочих дней добавляется к отпуску 12 рабочих
дней.
2. Эффективный
годовой фонд времени для районов Крайнего Севера и местностей, приравненных к
ним, определен с учетом дополнительных отпусков продолжительностью
соответственно 18 и 12 рабочих дней.
2.2. Эффективный
(расчетный) годовой фонд времени рабочих основных судоремонтных специальностей,
ч
────────────────────────────────────────┬────────┬────────────┬────────────
Наименование специальности │Годовой │Годовой
фонд│Годовой фонд
│ фонд
│ рабочего │
рабочего
│рабочего│времени для │времени для
│времени │
районов │ районов,
│ │ Крайнего
│приравненных
│ │ Севера
│ к Крайнему
│ │ │ Северу
────────────────────────────────────────┼────────┼────────────┼────────────
Станочники │ 1860
│ 1730 │
1780
Слесари-судоремонтники,
трубопроводчики,│ 1860 │
1730 │ 1780
электромонтажники,
такелажники при │ │ │
работе
в цехе
│ │ │
То
же, на наружных работах
│ 1840 │
1710 │ 1760
"
при работе внутри судна
│ 1820 │
1690 │ 1740
Судокорпусники-ремонтники,
отделочники │ 1820
│ 1690 │
1740
Столяры
судовые
│ 1860 │
1730 │ 1780
Плотники
судовые
│ 1840 │
1710 │ 1760
Электро-
и газосварщики, газорезчики
│ 1820 │
1690 │ 1740
То
же, при работе внутри судна
│ 1610 │
1500 │ 1540
Рабочие
по очистке и окраске корпусов
│ 1610 │
1500 │ 1540
судов │ │ │
2.3. Номинальный и
эффективный (расчетный) годовой фонд времени работы оборудования
────────────────────────┬────────────────────┬────────────────────┬────────────────────
Наименование │
При одной смене │ При двух сменах │
При трех сменах
├─────┬───────┬──────┼─────┬───────┬──────┼─────┬───────┬──────
│номи-│потери │эффек-│номи-│потери
│эффек-│номи-│потери │эффек-
│наль-│от
но- │тивный│наль-│от но- │тивный│наль-│от
но- │тивный
│ный │миналь-│годо- │ный │миналь-│годо- │ный │миналь-│годо-
│годо-│ного │вой │годо-│ного │вой
│годо-│ного
│вой
│вой │фонда, │фонд │вой
│фонда, │фонд
│вой │фонда,
│фонд
│фонд
│% │вре- │фонд │% │вре- │фонд │% │вре-
│вре-
│ │мени, │вре- │ │мени, │вре- │ │мени,
│мени,│
│ч
│мени,│ │ч │мени,│ │ч
│ч │ │ │ч │ │ │ч │ │
────────────────────────┼─────┼───────┼──────┼─────┼───────┼──────┼─────┼───────┼──────
I. Металлорежущее │
│ │ │ │ │ │ │ │
оборудование │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │
Металлорежущие
станки │ │ │ │
│ │ │ │ │
массой,
т: │ │ │ │
│ │ │ │ │
до 10 │2070 │ 1,5
│ 2040 │4140 │
2 │ 4055 │6210
│ 2,5 │ 6055
св. 10 до 100 │2070 │ 3,5
│ 2000 │4140 │
4 │ 3975 │6210
│ 4,5 │ 5930
св. 100 │ -
│ - │
- │4140 │ 8
│ 3810 │6210 │
9 │ 5650
Металлорежущие
станки ПУ│ │ │ │
│ │ │ │ │
и
станки типа │ │ │ │
│ │ │ │ │
"обрабатывающий
центр", │ │ │ │ │ │ │ │ │
устанавливаемые │ │ │ │
│ │ │ │ │
как
отдельно, │ │ │ │
│ │ │ │ │
так
и встраиваемые │ │ │ │
│ │ │ │ │
в
автоматизированные │ │ │ │
│ │ │
│ │
участки,
массой, т: │ │ │ │
│ │ │ │ │
до 10 │ -
│ - │
- │4140 │ 5
│ 3935 │6210 │
6 │ 5835
св. 10 до 100 │ -
│ - │
- │4140 │ 7
│ 3850 │6210 │ 8
│ 5715
св. 100 │ -
│ - │
- │4140 │ 10
│ 3725 │6210 │
11 │ 5525
Агрегатные
станки │ -
│ - │
- │4140 │ 3
│ 4015 │6210 │
3,5 │ 5990
Автоматические
линии │ -
│ - │
- │4140 │ 10
│ 3725 │6210 │
12 │ 5465
│ │ │ │
│ │ │ │ │
II.
Деревообрабатывающее│
│ │ │ │ │ │ │ │
оборудование │ │ │ │ │ │ │ │
│
│ │ │ │
│ │ │ │ │
Деревообрабатывающие │2070 │ 1
│ 2050 │4140 │
1 │ 4100 │ -
│ - │
-
станки │ │ │ │
│ │ │ │ │
│ │ │ │
│ │ │ │ │
III.
Кузнечно-прессовое │
│ │ │ │ │ │ │ │
оборудование │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │
А. Прессы механические │ │ │ │
│ │ │ │ │
│ │ │ │
│ │ │ │ │
Прессы
кривошипные │
│ │ │ │ │ │ │ │
листоштамповочные, │ │ │ │
│ │ │ │ │
обрезные,
винтовые, │ │ │ │
│ │ │ │ │
чеканочные
усилием, тс: │ │ │ │ │ │ │ │ │
100 │2070 │ 1
│ 2050 │4140 │
1,5 │ 4080 │6210
│ 2 │ 6085
до 315 │ -
│ - │
- │4140 │ 3
│ 4015 │6210 │
3,5 │ 5990
до 800 │ - │ -
│ - │4140 │ 6,5
│ 3870 │6210 │
7 │ 5775
св. 800 │ -
│ - │
- │4140 │ 9,5
│ 3745 │6210 │
10 │ 5590
│ │ │ │
│ │ │ │ │
Б.
Прессы гидравлические│ │ │ │ │ │ │ │ │
│ │ │ │
│ │ │ │ │
Прессы
гидравлические │ -
│ - │
- │4140 │ 4
│ 3975 │6210 │
4,5 │ 5930
листоштамповочные
рамные│ │ │
│ │ │ │ │ │
Прессы
гидравлические │ -
│ - │
- │4140 │ 15
│ 3520 │6210 │
17 │ 5155
листоштамповочные │ │ │ │
│ │ │ │ │
колонные │ │ │ │
│ │ │ │ │
Ножницы,
машины гибочные│2070 │
2,5 │ 2020 │4140
│ 3 │ 4015 │6210 │ 3,5
│ 5990
и
правильные │ │ │ │
│ │ │ │ │
│ │ │ │ │ │ │ │ │
В. Молоты │ │ │ │ │ │ │ │ │
│ │ │ │
│ │ │ │ │
Молоты
ковочные м.п.ч., │ │ │ │ │
│ │ │ │
кг: │ │ │ │
│ │ │ │ │
до 400 │2070 │ 1
│ 2050 │4140 │
1 │ 4100 │6210
│ 1,5 │ 6115
до 2000 │2070 │ 2,5
│ 2020 │4140 │
3 │ 4015 │6210
│ 3,5 │ 5990
до 5000 │ -
│ - │
- │4140 │ 6
│ 3890 │6210 │
6,5 │ 5805
Молоты
штамповочные │ │ │ │
│ │ │ │ │
м.п.ч., кг:
│ │ │ │ │ │ │ │ │
630 - 2000 │2070 │ 4
│ 1985 │4140 │
4,5 │ 3955 │6210
│ 5 │ 5900
3150 - 5000 │ -
│ - │
- │4140 │ 6,5
│ 3870 │6210 │
7 │ 5775
10000 - 25000 │ -
│ - │
- │4140 │ 14
│ 3560 │6210 │
16 │ 5215
│ │ │ │
│ │ │ │ │
Г. Автоматы │ │ │ │ │ │ │ │ │
кузнечно-прессовые │
│ │ │ │ │ │
│ │
│ │ │ │
│ │ │ │ │
Автоматы │ -
│ - │
- │4140 │ 6
│ 3890 │6210 │
6,5 │ 5805
холодновысадочные
одно- │ │ │ │ │ │ │
│ │
и
двухударные, обрезные │
│ │ │ │ │ │ │ │
│ │ │ │
│ │ │ │ │
IV. Литейное │ │ │ │ │ │ │ │ │
оборудование │ │ │ │ │ │ │ │ │
│ │ │ │
│ │ │ │ │
Формовочные
машины │ │ │ │
│ │ │ │ │
(пневматические), │ │ │ │ │ │ │ │ │
грузоподъемность │ │ │ │
│ │ │ │ │
до
500 кг │ │ │ │
│ │ │ │ │
Смесеприготовительное │2070 │ 3
│ 2010 │4140 │
4 │ 3975 │6210
│ 5 │ 5900
оборудование
(бегуны, │ │ │ │
│ │ │ │ │
сита,
сепараторы, │ │ │ │
│ │ │ │ │
мельницы,
агрегаты │
│ │ │ │ │ │ │ │
для
приготовления │ │ │ │
│ │ │ │ │
крепителей,
суспензии); │ │ │ │ │ │ │ │ │
машины
для выбивки форм │ │ │ │ │ │ │ │ │
и
стержней; машины │ │ │ │
│ │ │ │ │
для
очистки отливок │ │ │ │
│ │ │ │ │
и
удаления стержней │ │ │ │
│ │ │ │ │
Стержневые
машины │2070 │ 4
│ 1985 │4140 │
5 │ 3935 │6210
│ 6 │ 5835
пескодувные;
формовочные│ │ │ │ │ │ │ │ │
машины
(пневматические) │ │ │ │
│ │ │ │ │
грузоподъемностью │ │ │ │
│ │ │ │ │
от
500 до 600 кг │ │ │ │
│ │ │ │ │
Литейное
оборудование │ -
│ - │
- │4140 │ 11 │ 3685 │6210 │ 12
│ 5465
особо
крупное и сложное │
│ │ │ │ │ │ │ │
(формовочные
машины │ │ │ │
│ │ │ │ │
грузоподъемностью
свыше │ │ │ │ │ │
│ │ │
600
кг, пескометы, │ │ │ │
│ │ │ │ │
гидрокамеры,
дробеметные│ │ │ │ │ │ │ │ │
установки) │ │ │ │
│ │ │ │ │
Автоматические │ -
│ - │
- │4140 │ 12
│ 3645 │6210 │
14 │ 5340
и
механизированные │ │ │ │
│ │ │ │ │
формовочные
линии │ │ │ │
│ │ │ │
│
Автоматические │ -
│ - │
- │4140 │ 10
│ 3725 │6210 │
12 │ 5465
формовочные
линии │ │ │ │
│ │ │ │ │
безопочной
формовки │ │ │ │
│ │ │ │ │
с
горизонтальным │ │ │ │
│ │ │ │ │
расположением
стопки │ │ │ │
│ │ │ │ │
(типа
Disamatic, │ │ │ │
│ │ │ │ │
КЛ
2002) и │ │ │ │ │ │ │ │ │
автоматизированные
линии│ │ │ │ │ │ │ │ │
изготовления
стержней │ │ │ │
│ │ │ │ │
│
│ │ │ │ │ │ │ │
V.
Литейное оборудование│
│ │ │ │ │ │ │ │
для специальных видов │
│ │ │ │ │ │ │ │
литья │ │ │ │ │ │ │ │ │
│ │ │ │
│ │ │ │ │
Машины
для литья под │ │ │ │
│ │ │ │ │
давлением
цветных │ │ │
│ │ │ │ │ │
сплавов: │ │ │ │
│ │ │ │ │
с усилием запирания │2070 │ 5
│ 1965 │4140 │
6 │ 3890 │6210
│ 7 │ 5775
до
250 тс │ │ │ │ │ │ │ │ │
с усилием свыше 250 тс │ -
│ - │
- │4140 │ 11
│ 3685 │6210 │
12 │ 5465
Машины
для литья по │2070 │ 4
│ 1985 │4140 │
5 │ 3935 │6210
│ 6 │ 5835
выплавляемым
моделям, │ │ │ │ │ │ │ │ │
машины
для литья │ │ │ │
│ │ │ │ │
в
оболочковые формы, │ │ │ │
│ │ │ │ │
кокильные
и центробежные│ │ │ │ │
│ │ │ │
машины │ │ │ │
│ │ │ │ │
│ │ │ │
│ │ │ │ │
VI.
Печное оборудование │
│ │ │ │ │ │ │ │
│ │ │ │
│ │ │ │ │
А. Печи плавильные │
│ │ │ │ │ │ │ │
│ │ │ │
│ │ │ │
│
Дуговые
электропечи для │ │ │ │ │ │ │ │ │
плавки
стали и чугуна │ │ │ │
│ │ │ │ │
емкостью,
т: │ │ │ │
│ │ │ │ │
0,5 - 1,5 │2070 │ 4
│ 1985 │4140 │
6 │ 3890 │ -
│ - │
-
3 - 6 │ -
│ - │
- │4140 │ 6
│ 3890 │6490 │
10 │ 5840
12 - 25 │ -
│ - │
- │4140 │ 7
│ 3850 │6490 │
11 │ 5775
Индукционные
печи │2070 │ 4
│ 1985 │4140 │
6 │ 3890 │ -
│ - │
-
повышенной
частоты для │ │ │ │
│ │ │ │ │
плавки
стали емкостью │ │ │ │
│ │ │ │ │
0,06
- 2,5 т │ │ │ │ │ │ │ │ │
Индукционные
печи │2070 │ 3
│ 2010 │4140 │
4 │ 3975 │6490
│ 6 │ 6100
промышленной
частоты для│ │ │ │ │ │ │ │ │
плавки
или подогрева и │ │ │ │ │ │ │ │ │
разлива
чугуна емкостью │ │ │ │ │ │ │ │ │
до
2,5 т │ │ │ │
│ │ │ │ │
Печи
плавильные для │1830 │ 3
│ 1775 │3660 │
4 │ 3515 │5490
│ 6 │ 5160
медных
сплавов │ │ │ │
│ │ │ │ │
Печи
плавильные для │2070
│ 3 │ 2010 │4140 │ 4
│ 3975 │6210 │
6 │ 5835
алюминиевых
и других │
│ │ │ │ │ │ │ │
легких
сплавов │ │ │ │
│ │ │ │ │
│ │ │ │
│ │ │ │ │
Б. Печи термические │
│ │ │ │ │ │ │ │
и сушильные │ │ │ │ │ │ │ │ │
│ │ │ │
│ │ │ │ │
Механизированные
печи, │ -
│ - │
- │4140 │ 6
│ 3890 │6490 │
8 │ 5970
вакуумные
печи │ │ │ │
│ │ │ │ │
Немеханизированные
печи │2070 │ 3 │ 2010 │4140 │ 4
│ 3975 │6210 │
6 │ 5835
(камерные
шахтные, │ │ │ │
│ │ │ │ │
соляные
ванны) │ │ │ │
│ │ │ │ │
Немеханизированные
печи │2070 │ 1,5 │ 2040 │4140 │ 2
│ 4055 │ - │
- │ -
камерные
с площадью пода│ │ │ │
│ │ │ │ │
не
более 0,3 м2 │ │ │ │
│ │ │ │ │
Высокочастотные │ │ │ │
│ │ │ │ │
установки: │ │ │ │
│ │ │ │ │
механизированные │
- │ -
│ - │4140 │ 7
│ 3850 │ - │
- │ -
и
автоматизированные │ │ │ │
│ │ │ │ │
немеханизированные │2070 │ 3,5
│ 2000 │4140 │
4 │ 3975 │ -
│ - │
-
Печи
сушильные камерные │2070 │
3 │ 2010 │4140
│ 4 │ 3975 │6210 │ 6
│ 5835
│ │ │ │
│ │ │ │ │
VII. Оборудование │
│ │ │ │ │ │
│ │
сварочное и для │
│ │ │ │ │ │ │ │
газопламенной
обработки │ │ │ │ │ │ │ │ │
металлов │ │ │ │ │ │ │ │ │
│ │ │ │
│ │ │ │ │
Установки
для сборки │2070 │ 3
│ 2010 │4140 │
4,5 │ 3955 │6210
│ 6 │ 5835
и
электродуговой сварки │
│ │ │ │ │ │ │ │
со
сварочным головками, │
│ │ │ │ │ │ │ │
механическое
сварочное │ │ │ │
│ │ │ │ │
оборудование
(манипуля- │ │ │ │ │ │ │ │ │
торы,
кантователи, │ │ │ │ │ │ │ │ │
позиционеры
и др.) │ │ │ │
│ │ │ │ │
Поточно-механизированные│ -
│ - │
- │4140 │ 10
│ 3725 │6210 │
11 │ 5525
сборочно-сварочные
линии│ │ │ │ │ │ │ │ │
Источники
питания для │ │ │ │
│ │ │ │ │
электродуговой
сварки: │ │ │ │
│ │ │ │ │
трансформаторы │2070 │ 1,5
│ 2040 │4140 │
2 │ 4055 │6210
│ 2 │ 6085
сварочные │ │ │ │
│ │ │ │ │
выпрямители │2070 │ 4
│ 1985 │4140 │
4,5 │ 3955 │6210
│ 5 │ 5900
и
преобразователи │ │
│ │ │ │ │ │ │
сварочные │ │ │ │
│ │ │ │ │
Полуавтоматы
и автоматы │2070 │ 5 │ 1965 │4140 │ 5,5
│ 3910 │6210 │
6 │ 5835
для
дуговой сварки под │ │ │ │ │ │ │ │ │
флюсом
и в среде │ │ │ │
│ │ │ │ │
защитных
газов │ │ │ │
│ │ │ │ │
(с
источниками питания) │
│ │ │
│ │ │ │ │
Машины
контактные │2070 │ 4,5
│ 1975 │4140 │
5 │ 3935 │6210
│ 5,5 │ 5870
для
точечной, шовной, │ │ │ │
│ │ │ │ │
рельефной
и стыковой │ │ │ │ │ │ │ │ │
сварки │ │ │ │
│ │ │ │ │
Машины
и установки │2070 │ 5
│ 1965 │4140 │
6,5 │ 3870 │6210
│ 7,5 │ 5745
для
кислородной и газо- │
│ │ │ │ │ │ │ │
электрической
резки │ │ │ │
│ │ │ │ │
и
сварки │ │ │ │
│ │ │ │ │
│ │ │ │
│ │ │
│ │
VIII. Оборудование для │ │ │ │
│ │ │ │ │
цехов металлопокрытий │
│ │ │ │ │ │ │ │
и окраски │ │ │ │ │ │ │ │ │
│ │ │ │
│ │ │ │ │
Комплексные │2070 │ 6
│ 1945 │4140 │
8 │ 3810 │6210
│ 10 │ 5590
автоматизированные, │
│ │ │
│ │ │ │
│
автоматические
и │ │ │ │
│ │ │ │ │
механизированные
линии │ │ │ │
│ │ │ │ │
Оборудование │2070 │ 2
│ 2030 │4140 │
3 │ 4015 │6210
│ 4 │ 5960
немеханизированное │ │ │ │
│ │ │ │ │
│ │ │ │
│ │ │ │ │
IX. Оборудование │
│ │ │ │ │ │ │ │
сборочных цехов │
│ │ │ │ │ │ │ │
│ │ │ │
│ │ │ │ │
Рабочие
места без │2070 │ -
│ 2070 │4140 │
- │ 4140 │6210
│ - │ 6210
оборудования,
стенды │ │ │ │ │ │ │ │ │
сборочно-разборочные, │
│ │ │
│ │ │ │ │
сборочно-сварочные │ │ │ │
│ │ │ │ │
и
подобные │ │ │ │ │ │ │ │ │
Рабочие
места │2070 │ 1
│ 2050 │4140 │
1,5 │ 4080 │6210
│ 2 │ 6085
с
механизированными │ │ │ │
│ │ │ │ │
приспособлениями │ │ │ │ │ │ │ │ │
Испытательные
стенды │2070 │ 2,5
│ 2020 │4140 │
3 │ 4015 │6210
│ 3,5 │ 5990
│ │ │ │
│ │ │ │ │
X. Специализированное │
│ │
│ │ │ │ │ │
оборудование
комплексных│ │ │ │ │ │ │ │ │
доковых цехов │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │
Кантователи │2070 │ 3
│ 2010 │4140 │
4,5 │ 3955 │6210
│ 6 │ 5835
и
позиционеры гребных │ │ │ │
│ │ │ │ │
винтов;
станки, стенды │ │ │ │
│ │ │ │ │
и
приспособления │ │ │ │
│ │ │ │ │
для
статической │ │ │ │
│ │ │ │ │
и
динамической │ │ │ │
│ │ │ │ │
балансировки
гребных │ │ │ │
│ │ │ │ │
винтов;
стенды для │ │ │ │
│ │ │ │ │
проверки
ВРШ и другие │ │ │ │
│ │ │
│ │
средства
механизации │ │ │ │
│ │ │ │ │
демонтажно-монтажных │
│ │ │
│ │ │ │ │
и
ремонтных работ по │ │ │ │
│ │ │ │ │
валопроводам,
гребным │ │ │ │
│ │ │ │ │
и
рулевым устройствам │ │ │ │
│ │ │ │ │
Автоматы
и машины для │ -
│ - │
- │4140 │ 11
│ 3685 │6210 │
12 │ 5465
очистки
корпусов судов, │ │ │ │ │ │ │ │ │
дробеметные, │ │ │ │
│ │ │ │ │
гидроструйные
и другие │ │ │ │
│ │ │ │ │
установки │ │ │ │ │ │ │ │ │
Аппараты
для │ -
│ - │
- │4140 │ 8
│ 3810 │6210 │
10 │ 5590
безвоздушного
распыления│ │ │ │ │ │ │ │ │
лакокрасочных │ │ │ │ │ │ │ │ │
материалов,
устройства │ │ │ │
│ │ │ │ │
для
нанесения │ │ │ │
│ │ │ │ │
термопластичных
покрытий│ │
│ │ │ │ │ │ │
и
другие средства │ │ │ │
│ │ │ │ │
механизации
окраски │ │ │ │
│ │ │ │ │
корпусов
судов │ │ │ │ │ │ │ │ │
3. ГЕНЕРАЛЬНЫЕ ПЛАНЫ СУДОРЕМОНТНЫХ ПРЕДПРИЯТИЙ
3.1.1. Генеральные
планы новых, расширяемых и реконструируемых судоремонтных предприятий, схемы
генеральных планов групп предприятий следует проектировать в соответствии с
главой СНиП по проектированию генеральных планов промышленных предприятий.
3.1.2.
Месторасположение площадки для строительства судоремонтного предприятия следует
выбирать с учетом требований размещения:
объектов
производственного и вспомогательного назначения;
инженерных сетей,
коммуникаций и дорог;
причальных и
судоподъемных сооружений;
объектов
обслуживания трудящихся.
3.1.3.
Планировочные отметки площадок судоремонтных предприятий должны приниматься не
менее чем на 0,5 м выше расчетного наивысшего горизонта вод с учетом подпора и
уклона водотока, а также нагона от расчетной волны, определяемой в соответствии
с главой СНиП по нагрузкам и воздействиям на гидротехнические сооружения.
3.1.4. Планировка
площадок судоремонтных предприятий должна обеспечивать наиболее благоприятные
условия для производственного процесса и труда на предприятиях, рациональное и
экономное использование земельных участков; должна быть увязана с прилегающим
населенным пунктом и промышленными предприятиями и учитывать при необходимых
обоснованных резервах перспективное развитие предприятий.
3.1.5. В
генеральных планах следует предусматривать:
функциональное
зонирование территории с учетом технологических связей, санитарно-гигиенических
и противопожарных требований, грузооборота и видов транспорта;
рациональные
производственные, транспортные и инженерные связи;
возможность
осуществления строительства и ввода в эксплуатацию пусковыми комплексами или
очередями;
благоустройство
территории предприятий.
3.1.6. На
территории судоремонтных предприятий следует предусматривать минимально
необходимое количество зданий. Производственные, вспомогательные и складские
помещения следует объединять в одно или несколько крупных зданий (блоков).
Размещение отдельно стоящих зданий допускается только при технико-экономическом
обосновании или технологической необходимости.
3.1.7. Территория
предприятия, расположение зданий и сооружений на ней должны соответствовать
требованиям действующих санитарных и противопожарных норм и правил.
3.1.8. В
генеральном плане расширяемого и реконструируемого судоремонтного предприятия
следует предусматривать:
организацию (при
необходимости) санитарно-защитной зоны;
увязку с
планировкой и застройкой прилегающих селитебных и других функциональных зон
города;
совершенствование
функционального зонирования и планировочного решения отдельных зон территории
предприятия и ее благоустройства без остановки основного производства
предприятия;
объединение
разрозненных производственных и вспомогательных объектов.
3.1.9.
Автомобильные, железные дороги судоремонтных предприятий следует проектировать
в соответствии с главами СНиП по проектированию промышленного транспорта и
автомобильных дорог.
3.1.10. Территория
судоремонтных предприятий должна быть ограждена.
3.2. АКВАТОРИЯ И
ПОДХОДНЫЕ КАНАЛЫ
3.2.1. Акватория
судоремонтного предприятия должна быть защищена от волнения, ледохода и
обеспечивать:
размещение
расчетного количества судоремонтных причалов и судоподъемных средств и
сооружений;
безопасность
маневрирования и стоянки ремонтируемых судов у причалов и на судоподъемных
сооружениях;
работу буксиров при
швартовных и доковых операциях;
наиболее
благоприятную эксплуатацию причальных и судоподъемных сооружений в условиях
замерзающей акватории и ледохода;
3.2.2. При
определении параметров акватории следует предусматривать возможность
перспективного развития завода:
увеличение
территории, глубин и протяженности причального фронта;
количество типов и
параметров судоподъемных средств и сооружений соответственно перспективной
программе судоремонта и прогнозируемым размерениям судов-представителей.
3.2.3. При
необходимости сооружения подходного канала к заводской акватории проектирование
его должно выполняться согласно ВСН 19-70.
3.2.4. Отсчетный
уровень акватории завода в приливных и неприливных морях следует принимать
минимальным на основе графика многолетней продолжительности стояния фактических
уровней с обеспеченностью 98%.
3.2.5. Положение
отсчетного уровня должно указываться в Балтийской системе высот с указанием
разницы отсчета уровня относительно "нуля" глубин, принятого на
гидрографических картах данного бассейна.
3.2.6. Высота волны
на акватории судоремонтного предприятия должна быть:
в районе причальных
сооружений не более 0,7 м;
в районе установки
плавучих доков не более 2,0 м;
при длине волны,
превышающей в 1,5 раза ширину дока, не более 1,0 м.
3.2.7. Акватория,
примыкающая к головным оконечностям параллельных судоремонтных причалов,
образующих между собой узкий бассейн, не позволяющий проводить на нем разворот
судов (рис. 3.1), должна обеспечить маневрирование буксиров-кантовщиков с
ремонтируемым судном-представителем и разворот его в необходимых случаях на
площади полукруга радиусом ![]() , где
, где ![]() - наибольшая длина судна-представителя.
- наибольшая длина судна-представителя.
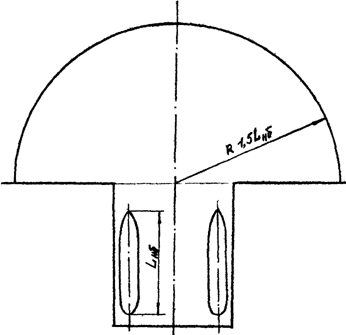
Рис. 3.1.
Схема свободной акватории перед узким бассейном
Для нескольких
узких бассейнов или для отдельного судоремонтного пирса, при невозможности
выполнения указанного требования у каждого из них, следует предусматривать
общую маневровую зону в виде круга диаметром ![]() в пределах защищенной акватории СРЗ.
в пределах защищенной акватории СРЗ.
3.2.8. Акватория
завода, предназначенная для маневрирования буксиров-кантовщиков с ремонтируемым
судном и для производства швартовных операций, не должна использоваться для
отстоя судов.
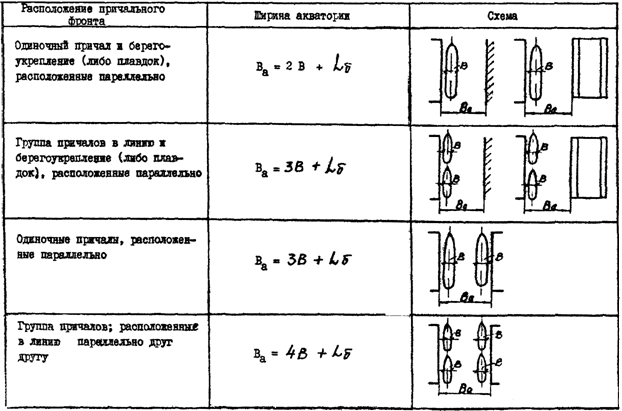
3.2.9. Ширина ![]() между параллельно расположенными
судоремонтными причалами, между причалом и берегоукреплением (нижней бровкой
дноуглубления) либо между причалом и плавдоком при установке судов лагом к
причалу должна определяться в зависимости от конкретной схемы расстановки
ремонтируемых у причалов судов. Для примерных схем расстановки судов в один ряд
величина
между параллельно расположенными
судоремонтными причалами, между причалом и берегоукреплением (нижней бровкой
дноуглубления) либо между причалом и плавдоком при установке судов лагом к
причалу должна определяться в зависимости от конкретной схемы расстановки
ремонтируемых у причалов судов. Для примерных схем расстановки судов в один ряд
величина ![]() определяется в табл. 3.1, в которой приняты
следующие условные обозначения:
определяется в табл. 3.1, в которой приняты
следующие условные обозначения:
B - ширина
наибольшего судна-представителя, м;
![]() - суммарная длина буксира-кантовщика и
проекции длины буксирного троса на горизонтальную плоскость, м.
- суммарная длина буксира-кантовщика и
проекции длины буксирного троса на горизонтальную плоскость, м.
3.2.10. При
проектировании следует учитывать, что проведение маневровых операций будет
производиться только одним судном с буксирами при подводе (отводе) судна к
смежным либо параллельным судоремонтным причалам, расположенным на общей
акватории.
3.2.11. При
установке судов к судоремонтному причалу лагом в два ряда ширина акватории,
определенная по табл. 3.1, должна быть увеличена на ширину судна,
установленного во втором ряду.
3.2.12. Суммарная
длина буксира-кантовщика и проекции буксирного троса на горизонтальную
плоскость должна приниматься по табл. 3.2 в зависимости от дедвейта
буксируемого судна-представителя.
Таблица 3.2
────────────────────────────────────┬──────────────────────────────────────
Дедвейт буксируемого │
Суммарная длина буксира и проекции
судна-представителя, тыс. т │
буксирного троса на горизонтальную
│ плоскость, м,
L
│ б
────────────────────────────────────┼──────────────────────────────────────
До 5 │ 45
Св. 5 до 10 │ 46 - 50
Св. 10 до 30 │ 51 - 60
Св. 30 до 60 │ 61 - 70
Св. 60 │ 71 - 85
────────────────────────────────────┴──────────────────────────────────────
Примечание.
Величина суммарной длины буксира и проекции буксирного троса на горизонтальную
плоскость ![]() может быть уменьшена в исключительных случаях
по согласованию со службой мореплавания соответствующего пароходства.
может быть уменьшена в исключительных случаях
по согласованию со службой мореплавания соответствующего пароходства.
3.2.13. Глубина
акватории завода устанавливается при проектировании на расчетный год и на
перспективу. Проектная глубина акватории должна обеспечить безопасную стоянку и
движение ремонтируемых судов-представителей.
3.2.14.
Проектная глубина заводской акватория ![]() в пределах, предназначенных для проводки и
маневрирования судов-представителей, должна определяться по формуле:
в пределах, предназначенных для проводки и
маневрирования судов-представителей, должна определяться по формуле:
![]() ,
,
где ![]() - максимальная осадка судна-представителя
порожнем с минимальным количеством балласта, необходимым для обеспечения
безопасности плавания на акватории завода, с учетом габаритов конструкций и
устройств, выступающих за основную линию, м;
- максимальная осадка судна-представителя
порожнем с минимальным количеством балласта, необходимым для обеспечения
безопасности плавания на акватории завода, с учетом габаритов конструкций и
устройств, выступающих за основную линию, м;
![]() - минимальный навигационный запас глубины,
обеспечивающий безопасность и управляемость судна при движении, м;
- минимальный навигационный запас глубины,
обеспечивающий безопасность и управляемость судна при движении, м;
![]() - волновой запас глубины на погружение
оконечностей судна при волнении, м;
- волновой запас глубины на погружение
оконечностей судна при волнении, м;
![]() - скоростной запас глубины на увеличение
осадки судна при движении, м;
- скоростной запас глубины на увеличение
осадки судна при движении, м;
![]() - запас глубины на крен судна, м;
- запас глубины на крен судна, м;
![]() - запас глубины на заносимость акватории в
период между ремонтными черпаниями, м.
- запас глубины на заносимость акватории в
период между ремонтными черпаниями, м.
Примечание. При
проектировании акватории в устьях рек необходимо учитывать изменение осадки
судна при переходе из соленой воды в пресную.
3.2.15. Минимальный
навигационный запас глубины ![]() следует определять в зависимости от характера
грунтов и осадки судна-представителя согласно таблице 3.3.
следует определять в зависимости от характера
грунтов и осадки судна-представителя согласно таблице 3.3.
Таблица 3.3
─────────────────────────────────────────────────────┬─────────────────────
Характер грунта дна акватории │Величина минимального
│навигационного запаса
│ глубины Z , м
│ 1
─────────────────────────────────────────────────────┼─────────────────────
Илистый
грунт
│ 0,03T
│ б
Наносной
грунт (заиленный песок, ракуша, гравий)
│ 0,04T
│ б
Слежавшийся
плотный грунт (песок, глина)
│ 0,05T
│ б
Скальный
грунт │ 0,06T
│ б
─────────────────────────────────────────────────────┴─────────────────────
3.2.16. Значения
навигационного запаса глубины ![]() принимаются при толщине слоя грунта низа
проектной отметки дна не менее 0,5 м, при меньшей толщине слоя грунта
навигационный запас глубины принимается для подстилающих грунтов, если они
более плотные.
принимаются при толщине слоя грунта низа
проектной отметки дна не менее 0,5 м, при меньшей толщине слоя грунта
навигационный запас глубины принимается для подстилающих грунтов, если они
более плотные.
3.2.17. При наличии
запаса на заносимость ![]() и заполнении этого запаса илистыми
отложениями, величина навигационного запаса глубины
и заполнении этого запаса илистыми
отложениями, величина навигационного запаса глубины ![]() может быть соответственно уменьшена.
может быть соответственно уменьшена.
3.2.18. Для
судоремонтных причалов, под основаниями которых постели из камня выступают в
сторону акватории от линии кордона на 2 м и более, значение навигационного
запаса глубины ![]() принимается, как для скальных грунтов.
принимается, как для скальных грунтов.
3.2.19. При наличии
в грунте валунов навигационный запас глубины ![]() принимается, как для скальных грунтов.
принимается, как для скальных грунтов.
3.2.20. Волновой
запас глубины ![]() следует определять в зависимости от длины
судна-представителя и высоты волны (в зоне проводки и маневрирования судов)
повторяемостью один раз в 25 лет по графику распределения высот волн 3%
обеспеченности.
следует определять в зависимости от длины
судна-представителя и высоты волны (в зоне проводки и маневрирования судов)
повторяемостью один раз в 25 лет по графику распределения высот волн 3%
обеспеченности.
Для открытого со
стороны моря сектора акватории высота волны не должна превышать 2,0 м. Величина
![]() приведена в таблице 3.4.
приведена в таблице 3.4.
Таблица 3.4
────────────────────┬──────────────────────────────────────────────────────
Длина │ Предельная высота волны, м
судна-представителя,├─────────────┬─────────────┬─────────────┬────────────
м │ 0,5
│ 1,0 │
1,5 │ 2,0
├─────────────┴─────────────┴─────────────┴────────────
│ Величина волнового запаса глубины Z , м
│ 2
────────────────────┼─────────────┬─────────────┬─────────────┬────────────
75 │ 0,10
│ 0,17 │
0,34 │ 0,58
100 │ 0,05
│ 0,14 │
0,28 │ 0,46
150 │ 0
│ 0,09
│ 0,20 │
0,34
200 │ 0
│ 0,05 │
0,15 │ 0,26
250 │ 0
│ 0,03 │
0,10 │ 0,21
300 │ 0
│ 0 │
0,07 │ 0,16
────────────────────┴─────────────┴─────────────┴─────────────┴────────────
Примечание.
Волновой запас для промежуточных значений длины судна принимается
интерполированием граничных значений табличных величин.
3.2.21. Скоростной
запас глубины ![]() следует определять по таблице 3.5 в
зависимости от длины судна-представителя.
следует определять по таблице 3.5 в
зависимости от длины судна-представителя.
Таблица 3.5
────────────────────┬────────────┬─────────────────────┬───────────────────
Район
движения судна│Длина судна,│
Скорость судна │ Величина
│ м
├──────────┬──────────┤скоростного
запаса
│ │ уз
│ м/с │
глубины Z , м
│ │ │ │ 3
────────────────────┼────────────┼──────────┼──────────┼───────────────────
Акватория
завода │свыше 150 │
2 │ 1,1
│ 0,10
То
же │менее 150 │
3 │ 1,6
│ 0,15
Подходной
канал │свыше 150 │
4 │ 2,1
│ 0,20
То
же │менее 150 │
5 │ 2,6
│ 0,25
────────────────────┴────────────┴──────────┴──────────┴───────────────────
3.2.22. Запас
глубины на крен судна ![]() следует определять по таблице 3.6 в зависимости
от типа и ширины "B" судна-представителя, но не более
следует определять по таблице 3.6 в зависимости
от типа и ширины "B" судна-представителя, но не более ![]() .
.
Таблица 3.6
────────────────────────────────────┬──────────────────────────────────────
Назначение судна-представителя │Величина запаса глубины на крен судна
│ Z , м
│ 4
────────────────────────────────────┼──────────────────────────────────────
Наливные
суда │ 0,017B
Сухогрузы
и комбинированные суда │ 0,026B
Ледоколы │ 0,027B
Буксиры │ 0,030B
Лесовозы
и пассажирские суда │ 0,034B
────────────────────────────────────┴──────────────────────────────────────
3.2.23.
Запас глубины на заносимость акватории ![]() следует назначать в зависимости от ожидаемой
интенсивности отложения наносов в период между ремонтными дноуглубительными
работами, но не менее 0,4 м, обеспечивающий производительную работу земснаряда.
следует назначать в зависимости от ожидаемой
интенсивности отложения наносов в период между ремонтными дноуглубительными
работами, но не менее 0,4 м, обеспечивающий производительную работу земснаряда.
3.2.24.
Осадка судна-представителя порожнем, принимаемая для расчета глубины акватории,
может быть увеличена против указанной в п. 3.1.14 для пассажирских,
научно-исследовательских и промысловых судов при сохранении части снабжения и
запасов на судне на период ремонта.
3.2.25. На
вновь проектируемых СРЗ свободная акватория перед доком должна быть достаточной
для гашения инерции хода подводимого к доку судна, разворота судна (при
необходимости), удержания его в аварийных случаях и обеспечения маневрирования
буксиров-кантовщиков, обеспечивающих ввод (вывод) судна в док.
Эту акваторию
следует принимать в виде круга диаметром не менее ![]() (рис. 3.2), где
(рис. 3.2), где ![]() - наибольшая длина докуемого судна, м. Для
действующих СРЗ в соответствии с конкретными условиями указанное требование
может быть изменено по согласованию со службой мореплавания соответствующего
пароходства.
- наибольшая длина докуемого судна, м. Для
действующих СРЗ в соответствии с конкретными условиями указанное требование
может быть изменено по согласованию со службой мореплавания соответствующего
пароходства.
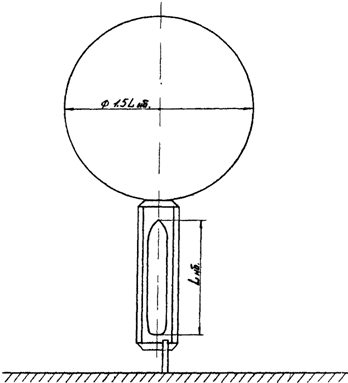
Рис. 3.2.
Схема свободной акватории перед плавдоком
3.2.26. Глубину
акватории перед доком в пределах, указанных в п. 3.2.25 настоящего подраздела,
следует определять по пп. 3.2.14 - 3.2.24, в которых в качестве осадки судна
следует принимать наибольшую из доковых осадок судов-представителей, подлежащих
докованию.
4. СУДОРЕМОНТНЫЕ ПРИЧАЛЫ И ПЛАВУЧИЕ ДОКИ ДЛЯ СУДОРЕМОНТА
4.1. Основные
параметры причалов
4.1.1. Под судоремонтным
причалом завода понимается стационарное гидротехническое сооружение с
инженерными сетями и необходимым технологическим оборудованием, обеспечивающее
стоянку и ремонт судов-представителей.
Судоремонтные
причалы могут быть запроектированы в виде набережной (стоянка судов с одной
стороны) либо пирса (стоянка судов с двух сторон).
4.1.2. Состав
судоремонтных причалов должен определяться в каждом конкретном случае в
соответствии с расчетной длиной причального фронта в зависимости от
конфигурации акватории и генерального плана завода.
При этом линия
кордона судоремонтных причалов по возможности должна быть приближена к
направлению действия господствующих ветров.
4.1.3. К основным
параметрам судоремонтного причала относятся: длина, глубина у причала, ширина и
возвышение кордона над отсчетным уровнем акватории.
4.1.4. Расчетная
длина причала определяется в каждом конкретном случае, как сумма наибольшей
длины судна-представителя и запаса свободной длины причала, необходимого для
безопасной швартовки (отшвартовки) и стоянки у причала.
Расчетной длиной
причала следует считать расстояние между границами причала, измеренное по линии
кордона.
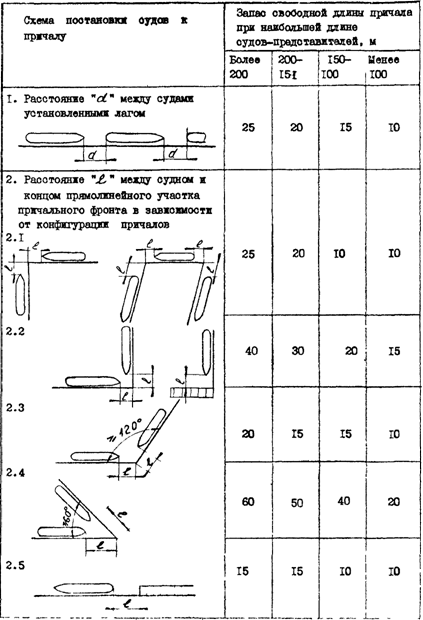
4.1.5.
Величина свободного запаса длины причала и противопожарные разрывы между судами
должны приниматься по таблице 4.1 в зависимости от длины судна-представителя и
конфигурации причального фронта по численным значениям "d" и
"l", где d - расстояние между судами, стоящими в линию у смежных причалов,
м; l - расстояние между судном и границей причала, м.
4.1.6. При
расположении нескольких судов-представителей, относящихся к различным группам
по длине, на прямолинейном участке причального фронта, величина свободного
запаса между судами должна назначаться равной среднему значению, полученному по
табл. 4.1 для указанных судов.
4.1.7. При
сопряжении причала с берегоукреплением запас свободной длины причального фронта
должен назначаться согласно п. 4.1.5 в пределах расчетной глубины причала.
4.1.8. Для судов
портового флота, пассажирских катеров и других маломерных судов запас свободной
длины причала следует принимать равным 50% от наименьших значений величин,
указанных в табл. 4.1.
4.1.9. Допускается
постановка судна-представителя лагом к причалу с выступающей носовой
оконечностью за пределы причального сооружения, но не более 1/3 длины судна,
при условии обслуживания выступающей части корпуса портальным краном и
обеспечения надежной и безопасной стоянки судна.
4.1.10. Проектная
длина причала должна определяться в каждом конкретном случае по расчетной длине
причала с учетом принятых в проекте конструктивных решений.
4.1.11. Расчетная
глубина у причала ![]() должна определяться по формуле:
должна определяться по формуле:
![]() ,
,
где ![]() - осадка максимальная порожнем
судна-представителя (с учетом габаритов конструкций и устройств, выступающих за
основную линию), м;
- осадка максимальная порожнем
судна-представителя (с учетом габаритов конструкций и устройств, выступающих за
основную линию), м;
![]() - запасы глубины у причала. Запасы глубины
следует принимать в соответствии с разделом 3.1 настоящего РД с учетом
определения величины
- запасы глубины у причала. Запасы глубины
следует принимать в соответствии с разделом 3.1 настоящего РД с учетом
определения величины ![]() согласно осадке
согласно осадке ![]() .
.
Примечание. Осадку ![]() следует заменять осадкой
следует заменять осадкой ![]() (см. п. 3.1.14), если последняя превышает
осадку
(см. п. 3.1.14), если последняя превышает
осадку ![]() .
.
4.1.12. Для
судоремонтных причалов устанавливается следующая сетка унифицированных глубин у
кордона причала:
5,00; 6,50; 7,50;
8,25; 9,75; 11,50 м
4.1.13. Проектная
глубина у причала должна назначаться по принятому судну-представителю с
округлением расчетного значения глубины в большую сторону по унифицированной
сетке глубин согласно п. 4.1.12.
4.1.14. При
постановке нескольких расчетных судов в линию на смежных причалах проектная
глубина у причала должна определяться согласно п. 4.1.12 раздельно по каждому
судну.
При этом
допускаются переменные значения глубины у причала вдоль линии кордона на
переходных участках.
4.1.15. При
разработке требований к конструкции причала следует учитывать возможность
увеличения глубин у причала при развитии причального фронта в перспективе.
4.1.16. Для судов
портофлота, пассажирских катеров и других маломерных судов, в том числе судов
на воздушной подушке, допускается проектирование причалов с глубиной менее 5 м.
4.1.17. Применение
глубин у причала, отличающихся от установленных унифицированной сеткой,
допускается в исключительных случаях при подтверждении принятых решений
расчетом экономической эффективности.
4.1.18. Под шириной
причала понимается размер части береговой территории, перпендикулярный линии
кордона причала, достаточный для размещения технологических средств и
инженерных коммуникаций, обеспечивающих ремонт ошвартованных к причалу судов.
Ширина причала
должна определяться в зависимости от типа судна-представителя, высоты его
надводного борта, положения судовых надстроек при возможном крене судна, условий
обслуживания судна крановым и технологическим оборудованием, размещения
швартовных устройств, инженерных сетей и проезда для транспортных средств
(включая противопожарные средства) при соблюдении требований безопасности труда
согласно РД 31.83.01-80.
4.1.19. На
причалах, предназначенных для ремонта крупнотоннажных высокобортных судов (при
высоте борта 15 м и более), расстояние от кордона до головки подкранового
рельса следует принимать 4,25 м, а для низкобортных среднетоннажных и
маломерных судов - 3,25 м.
4.1.20. При выборе
в качестве судоремонтного причала-пирса и установке на нем портального крана с
колеей 10,5 м - ширина пирса согласно указаниям п. 4.1.19 должна составить
соответственно 19 либо 17 м (без учета отбойного устройства).
4.1.21. При наличии
пандуса для связи причала с берегом ширина его должна определяться условиями
обеспечения двухстороннего движения используемых транспортных средств. Пандус
не должен пересекать подкрановые пути. Уклон пандуса не должен превышать 1:10.
4.1.22. Расстояние от
линии кордона причала до зданий и сооружений, расположенных на территории СРЗ
вдоль причала, следует принимать не менее 30 м.
При наличии на
причале портального крана это расстояние определяется по выражению:
E = R + 0,5A + C +
1,
где E - расстояние
от линии кордона до зданий и сооружений, м;
R - наибольший
вылет стрелы портального крана, установленного на причале, м;
A - ширина колеи
портального крана, м;
C - расстояние от
линии кордона до подкранового рельса, м.
При необходимости
расстояние "E" может быть уменьшено с учетом осуществления
специальных мероприятий, обеспечивающих безопасную эксплуатацию кранового
оборудования.
4.1.23. Возвышение
кордона причала над отсчетным уровнем акватории при прокладке инженерных сетей
в туннелях и каналах следует определять по табл. 4.2 соответственно по основной
и поверочной нормам.
Таблица 4.2
──────────────┬──────────────────────────────┬─────────────────────────────
Характер
│ Основная норма │ Поверочная норма
бассейна
│
│ (по высокому уровню)
├───────────────────┬──────────┼──────────────────┬──────────
│ Исходный уровень │Возвышение│ Исходный уровень
│Возвышение
│ │не менее, │ │не менее,
│ │ м
│
│ м
──────────────┼───────────────────┼──────────┼──────────────────┼──────────
Неприливные │Средний многолетний│ 2,0
│Наивысший годовой │
1,0
моря │уровень за навига-
│ (1,2) │уровень обеспечен-│ (0,0)
│ционный период │ │ностью в много- │
│ │ │летнем ряду 2% │
│ │ │(один раз │
│ │ │в 50 лет) │
Приливные
моря│Уровень обеспечен- │
2,0 │Уровень
обеспечен-│ 1,0
│ностью 50% по │
(1,0) │ностью 1% в году │
(0,0)
│ежечасным уровням │ │по многолетней │
│за навигационный │ │кривой обеспечен- │
│период по │ │ности ежечасных │
│многолетним │ │уровней │
│наблюдениям │ │ │
──────────────┴───────────────────┴──────────┴──────────────────┴──────────
Примечания. 1. К
приливным морям относятся моря с величиной прилива более 0,5 м.
2. В скобках
указаны нормы для причалов портового, служебно-вспомогательного флота и
пассажирских катеров. По компоновочным решениям отметка кордона для этих
причалов может быть повышена до уровня общей планировки территории.
3. Для СРЗ,
расположенных на реках в значительном удалении от устья, где влияние моря
незначительно, возвышение кордона следует определять по СНиП II-50-74.
По основной норме
устанавливается возвышение кордона относительно среднего положения уровня воды
заводской акватории, обеспечивающее удобство стоянки судна, нормальную
эксплуатацию транспорта и инженерных сетей.
По поверочной норме
устанавливается возвышение кордона, обеспечивающее незатопляемость территории
причала.
Возвышение кордона
причала принимается по наибольшему значению основной и поверочной норм.
4.1.24. Для причалов,
подверженных действию волн высотой более 0,5 м, возвышение кордона должно быть
достаточным, чтобы гарантировать от захлестывания воды территорию причала, а
для свайных сооружений эстакадного типа - от ударов волны о ростверк снизу.
4.1.25. Для районов
с глубиной промерзания грунта 1,6 м и более возвышение кордона и
соответствующая этому возвышению отметка прилегающей территории должна
проверяться исходя из требования обеспечения прокладки инженерных сетей по
территории завода ниже глубины промерзания грунта и по возможности выше уровня
грунтовых вод.
4.1.26. Возвышение
кордона причала может быть увеличено в зависимости от размеров и характера
укладки на причале инженерных сетей или установки оборудования с учетом
обеспечения их сохранности.
4.1.27. Отметка
кордона причала может быть повышена по отношению к расчетной величине, если это
обосновано планировочными решениями по прилегающей территории, не нарушает
нормальных условий эксплуатации причального сооружения и экономически
целесообразно.
4.1.28. Для
реконструируемых участков причального фронта возвышение кордона вновь
проектируемых причалов при достаточном обосновании может приниматься равным
возвышению кордона существующих причалов.
4.2. Оборудование
причалов
4.2.1.
Судоремонтные причалы должны быть оснащены оборудованием и инженерными сетями,
необходимыми для выполнения судоремонтных работ, швартовным и отбойным
устройствами, обеспечивающими безопасное раскрепление и стоянку расчетных
судов, как в нормальных, так и в штормовых условиях.
4.2.2. На причалах
следует предусматривать установку монтажных полноповоротных портальных кранов.
Рекомендуемые параметры портальных кранов приведены в табл. 3.9.
Таблица 3.9
───────────────────────┬───────────────────────────────────────────────────
Глубина у причала, м │ Характеристика портального крана
├─────────────────┬────────────────┬────────────────
│Грузоподъемность,│Наибольший вылет│ Высота портала
│ т
│ стрелы, м │
не менее, м
───────────────────────┼─────────────────┼────────────────┼────────────────
5,00 │ 10/20
│ 30/17 │ 13,0
6,5 │ 16/32
│ 30/17 │ 13,0
7,5; 8,25 │ 12/30
│ 45/25 │ 22,0
9,75 и более │
10/25/50 │ 60/50/30
│ 28,0
───────────────────────┴─────────────────┴────────────────┴────────────────
Примечание. Для
портальных кранов с переменной грузоподъемностью указана максимальная
грузоподъемность на соответствующих вылетах стрелы.
4.2.3. На
набережных портальные краны устанавливаются через каждые 150 - 250 м, а на
пирсах - через 100 - 150 м в зависимости от длины судна-представителя.
4.2.4. Установка портального
крана и крепление подкранового рельса должно осуществляться в соответствии с
типовой документацией (серия 3.504-9-19) с соблюдением следующих требований:
подкрановый рельс
устанавливается в лотке так, чтобы головка рельса находилась на отметке покрытия
верхнего строения причала либо превышала ее не более 30 мм;
конструкция лотка
подкранового рельса должна обеспечить возможность установки противоугонного
устройства на любом участке подкранового пути;
лоток подкранового
рельса должен иметь уклон для отвода ливневых и талых вод;
по концам
подкранового пути должны устанавливаться упоры, расстояние от упора до конца
причального сооружения должно быть минимальным и принимается по конструктивным
соображениям.
При кабельном
электропитании крана должно быть предусмотрено устройство для автоматического
отключения электропитания в случае чрезмерного натяжения кабеля.
4.2.5. При
постановке в ремонт высокобортных судов (высота борта 15 м и более) на причале
следует предусматривать установку переносного (передвижного) грузопассажирского
подъемника (лифта).
4.2.6.
Судоремонтные причалы рекомендуется оборудовать средствами для механизации
швартовных операций. Усредненные данные расчетного тягового усилия швартовного
шпиля приведены в табл. 4.4 в зависимости от глубины у причала.
Таблица 4.4
────────────────────────────────────┬──────────────────────────────────────
Глубина у причала, м │ Тяговое усилие швартовного
шпиля, кН
────────────────────────────────────┼──────────────────────────────────────
5,0 │ 30
6,5; 7,5; 8,25 │ 50
9,75 и более │ 80
────────────────────────────────────┴──────────────────────────────────────
Тип и количество
швартовных устройств определяется в зависимости от условий эксплуатации причала
в каждом конкретном случае.
4.2.7.
Судоремонтные причалы должны быть оснащены швартовными тумбами согласно ГОСТ
17424-72* и отбойными устройствами, а установка их производится согласно
указаниям СНиП II-57-82 и типовой документации (серия 3.504-14-75).
4.2.8. Расположение
швартовных устройств должно быть увязано с размещением оборудования и не должно
препятствовать безопасной работе, а также проезду транспортных и противопожарных
средств по судоремонтному причалу.
4.2.9.
Судоремонтные причалы оборудуются отбойными устройствами, обеспечивающими
безопасность подхода и стоянки ошвартованных судов. При этом рекомендуется
принимать такую отметку низа отбойного устройства, чтобы обеспечить швартовку к
причалу буксиров и судов портофлота с малой высотой надводного борта.
4.2.10. Минимальное
расстояние между линией кордона и оборудованием, а также линией кордона и
ошвартованным судном следует принимать согласно таблице 4.5.
Таблица 4.5
────────────────────────┬────────────┬───────────────────┬─────────────────
Наименование │
Начало │ Расстояние, м │
Примечание
│ отсчета
├─────────┬─────────┤
│ │набереж- │набереж- │
│ │ная для │ная для │
│ │средне- │крупно- │
│
│тоннажных│тоннажных│
│ │судов, │судов │
│ │пирс │(пирс │
│ │шириной │шириной │
│ │17 м │19 м │
────────────────────────┼────────────┼─────────┼─────────┼─────────────────
1.
Подкрановый рельс │ Линия
│ 3,25 │
4,25 │Размер указан
│ кордона
│ │ │до оси головки
│ │ │ │рельса
2.
Швартовная тумба │ То же
│ 0,675 │
0,675 │До габаритного
(прикордонная) │ │ │ │размера тумбы
3.
Швартовное устройство│
" │ 0,12
│ 0,12 │До габаритного
│ │ │ │размера
│ │ │ │устройства
4.
Защитный кожух │ "
│ 0,425 │
0,425 │До габаритного
газоразборной
колонки │ │ │ │размера колонки
5.
Защитный кожух │ "
│ 0,425 │
0,425 │ То же
кислородоразборной │ │ │ │
колонки │ │ │ │
6.
Электроколонка │ "
│ 1,40 │
1,40 │ "
7.
Трап, швартовное │Габарит
ноги│ 0,7 │
0,7 │На высоте до 2 м
устройство │портального │ │ │
│ крана
│ │ │
8.
Грузопассажирский │Габарит
ноги│ - │
0,7 │
подъемник │портального │ │ │
│ крана
│ │ │
9.
Ошвартованное судно │ Линия
│0,4 - 0,6│0,6 - 0,8│До борта судна.
│ кордона
│ │ │Уточняется в
│ │ │ │конкретном случае
│ │ │ │в зависимости
│ │ │ │от конструкции
│ │ │ │отбойного
│ │ │ │устройства
────────────────────────┴────────────┴─────────┴─────────┴─────────────────
4.2.11. Установка
прожекторных мачт и средств навигационного оборудования в зоне действия
портальных кранов допускается только при условии разработки специальных
мероприятий, обеспечивающих безопасную эксплуатацию портальных кранов согласно
РД 31.83.01-80.
4.2.12.
Судоремонтные причалы должны быть оборудованы металлическими трапами с
поручнями либо скоб-трапами (в нишах) для спасения людей, упавших в воду, а
также рымами для швартовки спасательных шлюпок. Трапы (стремянки) и рымы
устанавливать с шагом не более 50 м.
4.2.13.
Судоремонтные причалы должны быть оснащены спасательными и противопожарными
средствами в соответствии с требованиями охраны труда согласно РД 31.83.01-80 и
противопожарной безопасности.
Причалы должны быть
оборудованы пожарным водопроводом с разборными колонками через каждые 50 м, а
также первичными средствами пожаротушения, в том числе: пожарные щиты с набором
пожарного инструмента (топор, багор, лом), ведро, огнетушители, пожарные рукава
со стволом, ящики с песком и лопатой.
Причалы должны быть
оборудованы пожарным водопроводом с разборными колонками через 50 м.
Проектирование наружного пожаротушения следует осуществлять в соответствии с РД
5.318.057-86 "Технологическое обеспечение строящихся, переоборудуемых и
ремонтируемых судов. Система водяного пожаротушения. Правила и нормы
проектирования".
Причалы должны быть
оборудованы первичными средствами пожаротушения, в том числе: пожарные щиты с
набором пожарного инструмента (топор, багор, лом), ведро, огнетушители,
пожарные рукава со стволом, ящики с песком и лопатой.
4.2.14. При
проектировании судоремонтных причалов завода рекомендуется предусматривать
специальный причал для проведения швартовных испытаний, соответствующим образом
рассчитанный и оснащенный необходимыми устройствами в зависимости от конкретных
судов и программ их испытаний.
Причал для
проведения швартовных испытаний должен быть размещен таким образом, чтобы
исключить неблагоприятное воздействие от работающего винта испытываемого судна
на остальные причальные сооружения и другие объекты завода.
4.2.15. При
проектировании на причалах зданий и сооружений должны соблюдаться
противопожарные требования соответствующих глав строительных норм и правил и
предусматриваться специально оборудованные площадки для дежурства передвижной
пожарной техники.
4.2.16. При
проектировании судоремонтных причалов следует предусматривать систему пожарной
сигнализации и средства радиосвязи с пожарной охраной в соответствии с
"Руководством по техническому проектированию связи и сигнализации в
морских портах и на судоремонтных предприятиях ММФ", Часть 1, РД
31.30.11.01-84 "Подводные средства связи"; Часть 2, РД 31.30.11.02-83
"Пожарная и охранная сигнализация".
4.3.
Эксплуатационные нагрузки на причалы
4.3.1.
Судоремонтные причалы должны быть рассчитаны на восприятие эксплуатационных
нагрузок от ремонтируемых судов, временного складирования материалов, деталей и
механизмов, от установленного оборудования, транспортных средств (в т.ч.
противопожарных) и инженерных сетей.
4.3.2.
Равномерно-распределенная нагрузка должна приниматься в зависимости от глубины
у причала его таблице 4.6.
Таблица 4.6
───────────────┬─────────┬─────────────────────────────────────────────────
Глубина
│Категория│
Равномерно-распределенная нагрузка, КПа
у причала, м
│нагрузок
├─────────────────────┬───────────────────────────
│на причал│ рабочая зона │рабочая зона на набережной
│ │на пирсе, набережной │
│
├──────────┬──────────┼─────────────┬─────────────
│ │от линии │междупутье│ от тылового │в
тылу
│ │кордона │ │подкранового │на расстоянии
│ │до подкра-│ │ рельса на
│более 6 м
│ │нового │
│ расстоянии │от подкрано-
│ │рельса │ │ 6 м
│вого рельса
───────────────┼─────────┼──────────┼──────────┼─────────────┼─────────────
8,25 и более
│ I │
20 │ 40
│ 60 │ 100
7,50 │ II
│ 15 │
30 │ 40
│ 60
6,50
│ │ │ │ │
5,00
│ III │
7,5 │ 15
│ 20 │ 20
───────────────┴─────────┴──────────┴──────────┴─────────────┴─────────────
Примечание. При
складировании механизмов либо деталей большой массы, при которой нагрузка
превышает допускаемую, необходимо променять подкладки, рассредотачивающие
нагрузку до допускаемой.
4.3.3. К разряду
сосредоточенных нагрузок следует отнести нагрузки: крановую, от автотранспорта,
ветровую от навала судов и натяжения швартовов, от установленных
грузопассажирских подъемников (лифтов) и швартовного оборудования.
4.3.4. Крановая
нагрузка должна приниматься по паспортным данным устанавливаемого оборудования
с учетом максимально-допустимого приближения кранов друг к другу.
Для предварительных
расчетов крановая нагрузка принимается по таблице 4.7 в зависимости от глубины
у причала.
Таблица 4.7
───────────────┬────────────────────┬──────────────────────────────────────
Глубина
│ Крановая нагрузка
│ Элементы конструкции
крана
у причала, м
│ от катка, кН
├─────────────────┬────────────────────
│ │количество
катков│ расстояние между
│ │
в тележке, шт. │ катками, мм
───────────────┼────────────────────┼─────────────────┼────────────────────
5,00
│ 220 │ 8
│ 640
6,50; 7,50;
│ 255 │ 8
│ 640
8,25
│
│ │
9,75 и более
│ 300 │ 8
│ 640
───────────────┴────────────────────┴─────────────────┴────────────────────
4.3.5. Нагрузки от
автотранспорта, устанавливаемых грузопассажирских подъемников (лифтов) и
швартовного оборудования следует принимать в каждом конкретном случае по
паспортным данным оборудования.
4.3.6. Нагрузки на
причал: ветровую от навала судов и натяжения швартовов, а также волновую и
ледовую следует принимать согласно указаниям СНиП II-57-82, а также руководства
к ним.
4.3.7. Нагрузки от
швартовных испытаний ремонтируемых судов должны приниматься в каждом конкретном
случае по принятой технологии и программе проведения испытаний. При этом
необходимо соблюдать требования, изложенные в ОСТ 5.4128-75 (раздел 3).
4.3.8. Нагрузки на
сопряжение причала с берегом должны быть увязаны с нагрузками, принятыми для
самого причала.
4.4.
Энергоснабжение и инженерные сети
4.4.1. На
судоремонтных причалах должна быть предусмотрена прокладка следующих инженерных
сетей:
а) электросетей,
обеспечивающих питание технологического и кранового оборудования, судового
освещения и силовой сети при испытании механизмов, освещения причала и
ремонтируемых судов, низковольтного освещения при выполнении ремонтных работ,
катодной защиты ремонтируемых судов;
б) сантехнических
сетей, обеспечивающих подачу на причал пресной и морской воды, пожарного
водопровода, пара для отопления судов с отводом конденсата и сточных загрязненных
вод;
в) технологических
сетей, обеспечивающих подачу на причал сжатого воздуха, кислорода и природного
(горючего) газа;
г) слаботочных
сетей радиотрансляции, телефонной административной и диспетчерской связи,
электрочасификации, пожарной и охранной сигнализации.
4.4.2. Инженерные
сети должны прокладываться:
а) в проходных и
полупроходных (высотой 1,5 - 1,8 м) туннелях;
б) в каналах со
съемными плитами;
в) в кабельных
блоках (трубах);
г) непосредственно
в земляной траншее.
Инженерные сети
должны прокладываться преимущественно в туннелях и каналах с соблюдением норм
проектирования инженерных сетей, требований охраны труда, окружающей среды,
противопожарной безопасности.
Тип и размеры
туннелей и каналов должны приниматься с учетом возможного развития причалов в
перспективе.
Трассы инженерных
сетей, прокладываемых вдоль причала, должны располагаться по возможности между
линией кордона и прикордонным крановым рельсом.
4.4.3. Подключение
к сетям должно осуществляться через разборные колонки и колодцы, обеспечивающие
одновременное подключение необходимого количества потребителей к разборной
колонке (колодцу). Раздаточные устройства следует располагать вдоль линии
кордона причала.
4.4.4. Способ
передачи инженерных сетей с причала на ремонтируемые суда должен определяться
условием защиты от повреждений сетей и безопасностью передачи энергоносителей.
4.4.5. В разборных
колонках и колодцах причала необходимо предусматривать приборы и аппаратуру,
фиксирующие параметры и расход энергоносителей по каждому ремонтируемому судну.
4.4.6. Инженерные
сети следует прокладывать с учетом обеспечения их живучести и выполнения
ремонтных работ на отдельных участках трассы без перерывов энергоснабжения
потребителей.
4.4.7. Нагрузки
инженерных сетей причала определяются в каждом конкретном случае по техническим
данным устанавливаемого оборудования и ремонтируемых судов-представителей.
Для предварительных
расчетов нагрузки инженерных сетей могут приниматься по укрупненным данным на
100 метров пирса в зависимости от глубины у причала, приведенным в таблицах:
таблица 4.8 - для
электросетей;
таблица 4.9 - для
сантехнических и технологических сетей;
таблица 4.10 - для
слаботочных сетей.
Таблица 4.8
──────────────────────────┬──────────┬────────────┬────────────────────────
Наименование потребителя
│Расстояние│ Род тока │ Установленная мощность
электроэнергии │
между │и
напряжение│ электрооборудования
│разборными│
│ на 100 м, в кВт,
│колонками,│
│при глубине у причала, м
│ м
│
├────┬────┬────┬────┬────
│ │ │5,0 │6,5 │7,5
│8,25│9,75
──────────────────────────┼──────────┼────────────┼────┼────┼────┼────┼────
1.
ПортальныЙ кран │ 40
│ Переменный │150 │180 │210 │260
│300
│ │ 380/220 В │
│ │ │
│
──────────────────────────┼──────────┼────────────┼────┼────┼────┼────┼────
2.
Швартовный шпиль │ -
│ То же │ 15 │ 20 │ 25 │ 30
│ 35
──────────────────────────┼──────────┼────────────┼────┼────┼────┼────┼────
3.
Грузопассажирский │ 40
│ " │ -
│ 30 │ 40 │ 50 │ 60
подъемник │ │ │ │
│ │ │
──────────────────────────┼──────────┼────────────┼────┼────┼────┼────┼────
4.
Сварочное оборудование │ 40 │
" │100 │125
│150 │175 │200
──────────────────────────┼──────────┼────────────┼────┼────┼────┼────┼────
5.
Оборудование и │ 40
│ " │ 75 │100 │125
│150 │175
механизмы
ремонтируемых │
├────────────┼────┼────┼────┼────┼────
судов │ │ Переменный │ 20 │
25 │ 30 │ 35 │ 40
│ │ 3 x 220 В │
│ │ │
│
│
├────────────┼────┼────┼────┼────┼────
│ │ Постоянный │ 30 │
40 │ 50 │ 60 │ 70
│ │ 220 В
│ │ │
│ │
──────────────────────────┼──────────┼────────────┼────┼────┼────┼────┼────
6.
Переносное освещение │ 40
│ Переменный │ 4
│ 6 │ 8 │ 10 │ 12
│ │ 12 В; 36 В │ │
│ │ │
──────────────────────────┴──────────┴────────────┴────┴────┴────┴────┴────
Примечание. В
таблице указан норматив установленной мощности электрооборудования
применительно к пирсам. Для набережных и аналогичных причалов установленную мощность
следует уменьшить на 50%.
────────────────┬──────────────┬──────────┬───────┬────────────────────────
Наименование
│ Давление │Расстоя- │Единица│ Нагрузка инженерных
энергоносителя │в сети у точки│ние
между │измере-│ сетей на
100 м
│ разбора, Па │разборными│ния │при глубине у причала, м
│ │колонками,│
├────┬────┬────┬────┬────
│ │м │ │5,0 │6,5 │7,5 │8,25│9,75
────────────────┼──────────────┼──────────┼───────┼────┼────┼────┼────┼────
│ 5 │ │ │ │
│ │ │
1.
Морская вода │(2 - 4) x 10
│ 50 │ м3/ч │5,0 │5,5 │6,0 │6,5
│7,0
│ │ │м3/сут
│30,0│35,0│40,0│45,0│50,0
│ 5 │ │ │ │
│ │ │
2.
Пресная вода │(2 - 4) x 10
│ 50 │ м3/ч │4,0 │4,5 │5,0 │5,5
│6,0
│ │ │м3/сут
│20,0│25,0│30,0│35,0│40,0
│ 5 │ │ │ │
│ │ │
3.
Пар │(4 - 5) x 10 │
50 │ т/ч
│0,8 │1,0 │1,2 │1,4 │1,6
│ │ │ │ │
│ │ │
│ 5 │ │ │ │
│ │ │
4.
Сжатый воздух│(6 - 7) x 10
│ 25 │м3/мин │8,0
│10,0│12,0│14,0│16,0
│ │ │ │ │
│ │ │
│ 5│ │ │ │
│ │ │
5.
Кислород │(8 - 16) x 10
│ 25 │ м3/ч │6,0 │8,0 │10,0│12,0│14,0
│ │ │ │ │
│ │ │
│ 5
│ │ │ │
│ │ │
6.
Природный газ│ 1,5 x 10 │
25 │ м3/ч │1,5 │2,0 │2,5 │3,0
│3,5
────────────────┴──────────────┴──────────┴───────┴────┴────┴────┴────┴────
Примечания. 1.
Норматив нагрузок инженерных сетей указан применительно к пирсам. Для
набережных нагрузки инженерных сетей следует уменьшить на 50%.
2. В таблице не
учтены нагрузки инженерных сетей при испытании отсеков судна на герметичность и
непроницаемость, которые следует принимать в зависимости от принятого способа
испытаний в каждом конкретном случае.
3. В проектах
теплоснабжения ремонтируемых судов следует предусматривать возврат конденсата.
4. Пожарный
водопровод проектируется по действующим нормам и может быть совмещен с
водопроводом морской либо пресной воды.
────────────────────────────┬────────┬─────────────────────────┬───────────
Наименование слаботочной │Рассто- │ Количество на 100 м
при │Примечание
сети │яние │ глубине у причала, ед. │
│между
├────────────┬────────────┤
│точками │ 5,0; 6,5; │
8,25 м │
│разбора,│ 7,5
м │ и более
│
│м
├─────┬──────┼─────┬──────┤
│
│судно│причал│судно│причал│
────────────────────────────┼────────┼─────┼──────┼─────┼──────┼───────────
1.
Телефонная общезаводская │
50 │ 1
│ 1 │
2 │ 1
│
связь │ │ │ │ │ │
2.
Диспетчерская телефонная │
50 │ 1
│ - │
1 │ -
│
связь │ │ │ │ │ │
3.
Радиотрансляционная сеть │
50 │ 1
│ 1 │
1 │ 1
│
4.
Громкоговорящая поисковая│
50 │ через радиотрансляционную сеть
сеть │ │
5.
Электрические часы │ 100
│ - │
1 │ -
│ 1 │
6.
Промышленное телевидение │
100 │ -
│ 1 │
- │ 1
│При соот-
│ │ │ │ │ │ветствующем
│ │ │ │ │ │обосновании
7.
Катодная защита │ -
│ 1 │
- │ 1
│ - │
ремонтируемых
судов │ │ │ │ │ │
8.
Пожарная сигнализация │ -
│ по действующим нормам │
(извещатели) │ │ │
9.
Охранная сигнализация │ -
│ по действующим нормам │
────────────────────────────┴────────┴─────────────────────────┴───────────
4.4.8. Во избежание
замерзания трубопроводов в зимних условиях рекомендуется практиковать
совместную прокладку паропровода с трубопроводами сжатого воздуха и водопровода
в одном канале (туннеле).
4.4.9.
Судоремонтные причалы должны быть освещены в соответствии с требованиями СНиП
II-4-79 по условиям зрительной работы (разряд зрительной работы - IV) и РТМ
31.0.46-73 (часть III).
4.4.10. Туннели,
каналы и траншеи для прокладки инженерных сетей должны перекрываться плитами,
допускающими проезд по ним транспортных средств. При этом плиты, перекрывающие
непроходные каналы и траншеи, должны быть съемными.
4.4.11. Непроходные
каналы, траншеи и кабельные блоки (в асбоцементных, пластмассовых или бетонных
трубах) для прокладки инженерных сетей должны быть оборудованы смотровыми
колодцами.
4.4.12. Проходные и
полупроходные туннели должны быть оборудованы люками для входа в туннель.
4.4.13. Туннели и
каналы для прокладки инженерных сетей должны иметь дренажные приямки для стока
воды.
4.5. Причальный
фронт
4.5.1. Причальный
фронт судоремонтных заводов проектируется в виде набережных и пирсов,
предназначенных для швартовки ремонтируемых судов вдоль линии кордона
причального сооружения.
4.5.2. Суда у
причалов устанавливаются преимущественно лагом, но не более двух рядов.
Во втором ряду
допускается установка судов с малым объемом ремонта при условии обслуживания их
береговыми крановыми средствами. При этом вылет стрелы главного подъема крана
должен перекрывать ДП судна, стоящего во втором ряду.
4.5.3. Расстояние
между судами, стоящими в линию лагом у смежных причалов, расстояние между
судном и границей причала следует принимать согласно таблице 4.1.
При двухрядной
постановке судов к причалам, расположенным под углом друг к другу, минимальное
расстояние между судами, ошвартованными у смежных причалов, должно определяться
в каждом конкретном случае условиями обеспечения проведения швартовных
операций, обслуживания ремонтируемых судов буксирными и вспомогательными
плавсредствами.
4.5.4. При
установке судов у причала лагом в два ряда расстояние между бортами
определяется шириной установленных кранцев и должно составлять 0,5 - 1,0 м.
4.5.5. В проекте
рекомендуется осуществлять разбивку причального фронта на причалы с присвоением
каждому причалу номера.
4.5.6. Длина
причального фронта ![]() при установке судов лагом к причалу
определяется по формуле:
при установке судов лагом к причалу
определяется по формуле:
 ,
,
где ![]() - сумма произведений длин расчетных судов
- сумма произведений длин расчетных судов ![]() на продолжительность стоянки их у причалов t,
м/сут;
на продолжительность стоянки их у причалов t,
м/сут;
![]() - коэффициент, учитывающий расстояние между
судами, стоящими лагом у причала. Принимается в зависимости от длины расчетного
судна по таблице 3.17;
- коэффициент, учитывающий расстояние между
судами, стоящими лагом у причала. Принимается в зависимости от длины расчетного
судна по таблице 3.17;
![]() - коэффициент неравномерности поступления
судов на ремонт. Принимается
- коэффициент неравномерности поступления
судов на ремонт. Принимается ![]() ;
;
F - годовой фонд
рабочего времени судоремонтных причалов, сутки;
![]() - коэффициент, учитывающий рядность постановки
судов к причалу. Принимается равным
- коэффициент, учитывающий рядность постановки
судов к причалу. Принимается равным ![]() - при однорядной постановке судов,
- при однорядной постановке судов, ![]() - при двухрядной постановке. Значение
коэффициента
- при двухрядной постановке. Значение
коэффициента ![]() при двухрядной постановке судов к причалу
может быть уменьшено в каждом конкретном случае в зависимости от конфигурации
причального фронта.
при двухрядной постановке судов к причалу
может быть уменьшено в каждом конкретном случае в зависимости от конфигурации
причального фронта.
Таблица 4.11
───────────────────────────────┬──────────────────────────────────
Длина судна, м │ Значение K
│ 1
───────────────────────────────┼──────────────────────────────────
До 100 │ 1,10
от 100 до 200 │ 1,15
Свыше 200 │ 1,20
───────────────────────────────┴──────────────────────────────────
4.5.7.
Продолжительность стоянки судов у причалов в сутках определяется раздельно по
каждой из групп однотипных судов по формуле:
![]() ,
,
где n - количество
ремонтируемых судов данной серии на расчетный год, ед.;
P - нормативная
трудоемкость ремонта судна - представителя серии согласно производственной
программе на расчетный год, исключая доковый ремонт, нормо-ч;
q - норматив
среднесуточной выработки при ремонте судна-представителя у причала, согласно РД
31.51.05-80, на расчетный год, нормо-ч/сут.
4.5.8. Среднее
количество одновременно ремонтируемых у причалов судов ![]() определяется по формуле:
определяется по формуле:
 ,
,
где ![]() - суммарная продолжительность стоянки судов
всех серий в заводском ремонте на расчетной год, сутки.
- суммарная продолжительность стоянки судов
всех серий в заводском ремонте на расчетной год, сутки.
4.5.9. Годовой фонд
рабочего времени судоремонтных причалов независимо от местных метеорологических
условий принимается равным 350 суткам.
4.5.10. Для
реконструируемых СРЗ допускается увеличение расчетной длины причального фронта
при разбивке на причалы существующего причального фронта по измененному составу
расчетных судов, когда часть существующих причалов по своим техническим
характеристикам не может быть использована для постановки закрепленных судов.
4.6. Выбор плавучих
доков
4.6.1. Выбор
плавучего дока для судоремонта должен производиться в зависимости от доковых
характеристик судов-представителей (доковая масса, базовая длина, ширина, доковая
осадка, специфические параметры специализированных судов) с учетом
использования средств механизации на трудоемких доковых работах.
4.6.2. Выбор
(проверка) параметров дока должен производиться на основе докового чертежа и
технологии ремонта судна.
4.6.3. При
отсутствии докового чертежа, технологии ремонта судна и на стадиях,
предшествующих разработке рабочей документации допускается проводить выбор
(проверку) параметров дока по следующим усредненным соотношениям параметров
дока и докуемого судна:
подъемная сила дока
- Q
Q >= P,
где P - доковая
масса судна - сумма масс сухого судна, балласта, необходимого для выравнивания
судна при постановке в док и остаточной массы судовых запасов и снабжения;
длина дока с
кринолинами - ![]()
![]() ,
,
где ![]() - длина судна наибольшая;
- длина судна наибольшая;
длина дока по
стапель-палубе - ![]()
![]() ,
,
где L - базовая
длина судна - прямолинейная часть килевой линии между опорными точками штевней
оконечностей;
ширина
стапель-палубы дока - ![]()
![]() ,
,
где B - ширина
судна,
a - расстояние
между башней дока и бортом судна, определяется по таблице 4.12.
Таблица 4.12
───────────────────────────────────────────────────────────────┬───────────
Наименование технологических
условий │Расстояние
│
"a" между
│башней дока
│ и бортом
│ судна, м
───────────────────────────────────────────────────────────────┼───────────
1.
Установка стационарных рештований при отсутствии проезда │ a >= 3,0
для
транспортных средств и передвижного оборудования │
для
механизации доковых работ по стапель-палубе дока │
2.
Установка стационарных рештований при обеспечении проезда │a = b + 3,0
для
транспортных средств и передвижного оборудования для │
механизации
доковых работ шириной "b" по стапель-палубе дока │
3.
Использование передвижных механизированных рештований, │ a >= 3,0
подвешенных
к башне дока, при отсутствии проезда │
для
транспортных средств и передвижного оборудования │
для
механизации доковых работ по стапель-палубе дока │
4.
Использование передвижных механизированных рештований │a = b + 1,5
шириной
"b", подвешенных к башне дока, при обеспечении │
проезда
для транспортных средств и передвижного оборудования │
для
механизации доковых работ по стапель-палубе дока │
Примечания. 1. При проектировании следует
отдавать предпочтение
техническим решениям,
обеспечивающим проезд транспорта
по стапель-палубе
дока.
2. При
использовании существующих доков расстояние между башней дока
и
бортом ремонтируемого судна
при достаточном обосновании
могут быть
уменьшены.
Предельный уровень
воды над кильблоками дока ![]() (с учетом наибольшей высоты их в ДП)
(с учетом наибольшей высоты их в ДП)
![]() ,
,
где ![]() - доковая осадка судна;
- доковая осадка судна;
![]() - запас глубины на наводку докуемого судна.
- запас глубины на наводку докуемого судна. ![]() .
.
Примечания. 1. Для
эксплуатируемых плавдоков действующих СРЗ допускаются отклонения от указанных
соотношений при согласовании принятых решений с главным докмейстером завода.
2. Указанные
соотношения не распространяются на докование аварийного судна.
Выбор (проверка)
параметров дока для докования аварийного судна производится с учетом выполнения
специального расчета (проекта).
3. Соотношения
между длиной дока и судна следует принимать с учетом обеспечения выполнения
демонтажных (монтажных) работ при ремонте винто-рулевого комплекса докуемого
судна.
4. При выборе дока
допускается исходить из возможности докования судов со свешивающимися
оконечностями.
4.6.4. Разрывы
между судами при групповом доковании должны определяться согласно таблице 4.13.
Таблица 4.13
────────────────────────────────────────────────────┬─────────────
Наименование нормируемых
элементов │ Расстояние
│ между
│ докуемыми
│ судами "d"
│при групповой
│установке, м
────────────────────────────────────────────────────┼─────────────
1.
Расстояние между бортами докуемых судов
│ d >= 4,5
2.
Расстояние между оконечностями докуемых судов
│ d = 4,5
при
отсутствии проезда для транспортных средств
│
3.
То же, при обеспечении проезда для транспортных
│ d = b + 4,5
средств
шириной "b" │
────────────────────────────────────────────────────┴─────────────
4.6.5. Потребное
количество доков для судоремонта следует определять расчетом по закрепленному
за СРЗ ремонтируемому флоту, трудоемкости докового ремонта и нормативу
среднесуточной выработки согласно РД 31.51.05-80.
4.6.6. Занятость
дока M (в сутках) определяется раздельно по каждой из групп однотипных судов
согласно формуле:
 ,
,
где ![]() - нормативная трудоемкость доковых работ судна
- представителя серии согласно производственной программе на расчетный год,
нормо-ч;
- нормативная трудоемкость доковых работ судна
- представителя серии согласно производственной программе на расчетный год,
нормо-ч;
![]() - норматив среднесуточной выработки при
доковании судна-представителя на расчетный год, нормо-ч;
- норматив среднесуточной выработки при
доковании судна-представителя на расчетный год, нормо-ч;
n - количество
докуемых судов данной серии на расчетный год, ед.
4.6.7. Расчетное
количество доков S должно определяться раздельно по каждому типоразмеру дока
соответственно их загрузке согласно формуле:
![]() ,
,
где M - занятость
доков данного типоразмера, сут;
F - годовой фонд
времени эксплуатации дока, сут.
4.6.8. Расчетное
количество доков требуемых типоразмеров следует устанавливать соответственно
загрузке с округлением полученной величины до ближайшего большего целого числа.
4.6.9. Годовой фонд
времени эксплуатации плавдока необходимо устанавливать с учетом климатических
особенностей и условий работы, но во всех случаях принимается не менее 345
суток.
4.7. Установка
доков
4.7.1. Плавучие
доки должны устанавливаться соответственно технологическим требованиям с учетом
максимально-возможного приближения их продольной оси к направлению
господствующих ветров в районе установки доков.
Установку дока на
замерзающей акватории следует по возможности осуществлять таким образом, чтобы
действие господствующего ветра в месте установки дока было направлено со
стороны берега.
4.7.2. Плавучие
доки должны устанавливаться с таким расчетом, чтобы обеспечить возможность
подачи необходимых грузов механизированным способом как с берега, так и с воды
по наиболее рациональной технологической транспортной схеме.
4.7.3. Способ
крепления плавучих доков должен определяться конкретными условиями района
установки (геологическими, гидрометеорологическими, размерами акватории),
конструкцией доков, связью плавдоков с берегом, а также технико-экономическими
соображениями.
4.7.4.
Глубину котлована под плавучий док ![]() следует определять по формуле:
следует определять по формуле:
![]() ,
,
где ![]() - предельная глубина погружения дока, м;
- предельная глубина погружения дока, м;
![]() - запас глубины на заносимость котлована, м.
Принимается согласно указаниям п. 3.1.23;
- запас глубины на заносимость котлована, м.
Принимается согласно указаниям п. 3.1.23;
![]() - эксплуатационный запас глубины под днищем
дока, м. Величину
- эксплуатационный запас глубины под днищем
дока, м. Величину ![]() следует принимать:
следует принимать:
для наносного и
илистого грунта 0,2 - 0,3 м;
для слежавшихся
плотных и скальных грунтов 0,4 - 0,6 м.
4.7.5. Для
плавучего дока, эксплуатация которого предусматривается с ограниченной глубиной
погружения, глубина котлована ![]() должна определяться по формуле:
должна определяться по формуле:
![]() ,
,
![]() - наибольшая из доковых осадок
судов-представителей (с учетом конструкций и устройств, выступающих за основную
линию, сохранения части снабжения и запасов в период докования), м;
- наибольшая из доковых осадок
судов-представителей (с учетом конструкций и устройств, выступающих за основную
линию, сохранения части снабжения и запасов в период докования), м;
![]() - высота понтона дока в ДП, принимается по
техническим характеристикам дока, м;
- высота понтона дока в ДП, принимается по
техническим характеристикам дока, м;
![]() - наибольшая высота кильблоков в ДП,
принимается по техническим характеристикам дока, м. Для предварительных
расчетов принимается
- наибольшая высота кильблоков в ДП,
принимается по техническим характеристикам дока, м. Для предварительных
расчетов принимается
![]() ;
;
![]() - запас глубины на заносимость котлована, м;
- запас глубины на заносимость котлована, м;
![]() - запас глубины на наводку докуемого судна
(расстояние в свету между килем судна и верхней плоскостью кильблоков), м;
- запас глубины на наводку докуемого судна
(расстояние в свету между килем судна и верхней плоскостью кильблоков), м;
![]() - эксплуатационный запас глубины под днищем
дока, м.
- эксплуатационный запас глубины под днищем
дока, м.
Значение величины ![]() принимается согласно указаниям п. 3.2.23;
принимается согласно указаниям п. 3.2.23; ![]() - п. 4.6.3;
- п. 4.6.3; ![]() - п. 4.7.4.
- п. 4.7.4.
Примечание. При
постановке в док судна с построечным дифферентом в пределах, допускаемых
"Правилами технической эксплуатации судоподъемных сооружений" (раздел
II), величина запаса глубины на наводку судна ![]() должна быть соответственно увеличена.
должна быть соответственно увеличена.
4.7.6. Размеры
котлована под док в плане определяются габаритными размерами дока в
соответствии с принятой схемой крепления дока и конкретными геологическими и
гидрологическими условиями в районе установки его. Для предварительных расчетов
размеры котлована по днищу должны превосходить соответствующие размеры дока на
15 м.
4.7.7. Для
обеспечения надежной связи дока с переходным устройством и передачи инженерных сетей
с берега величина свободного перемещения раскрепленного дока (рыскание) должна
быть ограничена согласно таблице 4.14 в зависимости от способа его закрепления
на штатном месте.
Таблица 4.14
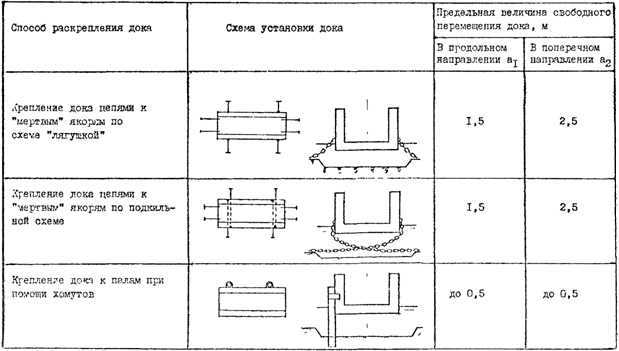
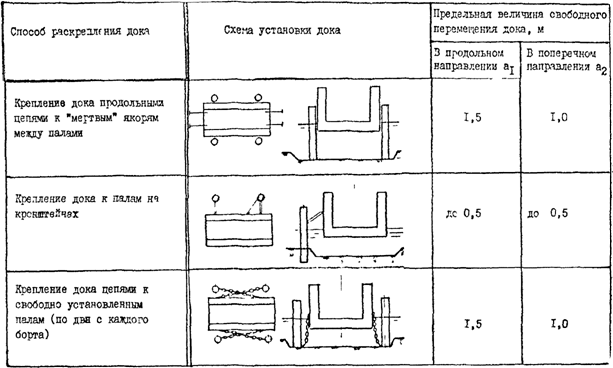
4.7.8. При
установке на СРЗ нескольких доков для обеспечения оптимальных технологических,
транспортных связей и энергоснабжения доков, установку последних следует
осуществлять группой в одном районе акватории по возможности над общим
котлованом.
4.7.9. При
групповой установке плавучих доков для обеспечения безопасных условий заводки
докуемых судов оконечности доков, обращенные в сторону акватории, должны
располагаться на одной условной линии согласно прилагаемой схеме (рис. 4.1).
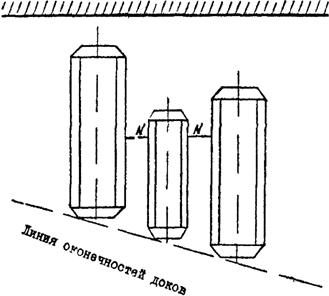
Рис. 4.1. Схемы
групповой установки плавучих доков
4.7.10. Минимальный
разрыв между доками при групповой установке N (см. рис. 4.1) должен
определяться в каждом конкретном случае в зависимости от способа раскрепления
доков, принятой технологической схемой обслуживания докуемых судов буксирами,
вспомогательными плавсредствами и крановым оборудованием.
4.7.11. В проекте
установки доков необходимо предусматривать мероприятия по защите доков от льда
в зимних условиях и созданию комфортных условий на рабочих местах
(освещенность, защита от ветров, осадков и пр.) в случаях, когда эти
мероприятия не предусмотрены проектом самого дока.
4.8. Связь плавучих
доков с берегом
4.8.1. При
установке дока на акватории завода необходимо предусматривать надежную связь
дока с берегом при помощи специальных пирсов, наплавных понтонов и переходных
мостов (аппарелей), обеспечивающих проход людей на док, проезд транспортных
средств и средств механизации, а также передачу с берега инженерных сетей при
работе дока в неавтономном режиме.
4.8.2. Длина
аппарели с берега на переходной понтон либо с понтона на док (рис. 4.2)
определяется из условия обеспечения проезда транспортных средств согласно
принятой технологической схеме.
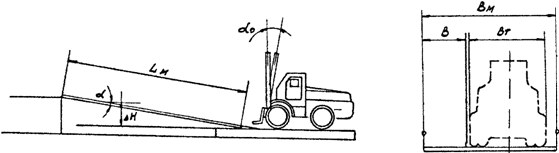
Рис. 4.2. Схема
переходного моста (аппарели) на плавдок
Предельный угол
наклона проезжей части аппарели к горизонту ![]() ,
обеспечивающий проезд транспортных средств, следует принимать:
,
обеспечивающий проезд транспортных средств, следует принимать:
для авто- и
электропогрузчиков ![]() ,
,
где ![]() - наибольший угол наклона рамы погрузчика
назад;
- наибольший угол наклона рамы погрузчика
назад;
для электротележек ![]() .
.
Предельный уклон
для транспортных средств с грузом устанавливается: для автопогрузчиков - ГОСТ
16215-80Е; для автопогрузчиков и электротележек - ГОСТ 20805-83.
4.8.3. Ширина
аппарели с берега на переходное устройство и на док ![]() при проезде транспортных средств должна
определяться по формуле:
при проезде транспортных средств должна
определяться по формуле:
![]() ,
,
где b - габаритная
ширина транспортных средств, м;
![]() - суммарная величина запаса проезжей части с
учетом ширины колесоотбойных брусьев (0,3 м);
- суммарная величина запаса проезжей части с
учетом ширины колесоотбойных брусьев (0,3 м);
![]() - ширина пешеходного перехода.
- ширина пешеходного перехода.
4.8.4. Проезжая
часть аппарели должна ограждаться с двух сторон колесоотбойным брусом, а
пешеходный переход - леерным ограждением высотой не менее 1,0 м.
4.8.5. Ширина
пешеходной аппарели на док (при отсутствии необходимости проезда на док
транспортных средств) должна приниматься равной 1,5 м.
4.8.6.
Эксплуатационные нагрузки на аппарель следует назначать в каждом конкретном
случае в соответствии с техническими данными используемых транспортных средств
и допускаемых нагрузок на стапель-палубу дока или кринолина в зависимости от
места опирания аппарели.
4.9. Энергетическое
обеспечение доков
4.9.1. При
эксплуатации дока в неавтономном режиме следует обеспечить передачу с берега на
док инженерных сетей, обеспечивающих работу всех систем и устройств дока при
доковании и ремонте судов-представителей.
Состав и основные
параметры инженерных сетей, передаваемых на док от береговых энергетических
установок, приведены в табл. 4.15.
Таблица 4.15
─────────────────────────────────────────────┬─────────────────────────────
Наименование энергоносителя │ Основные параметры
├─────────────────┬───────────
│ давление, Па │напряжение
─────────────────────────────────────────────┼─────────────────┼───────────
Электроэнергия
высокого напряжения
│ - │6 кВ; 10 кВ
Электроэнергия
низкого напряжения
│ - │ 380 В
│ 5 │
Сжатый
воздух
│ (6 - 7) x 10 │
-
│ 5 │
Кислород
│ (8 - 16) x 10 │
-
│ 5│
Природный
газ
│(0,3 - 1,5) x 10 │
-
│ 5 │
Вода
пресная питьевая и питательная
│ (2 - 4) x 10 │
-
│ 5
│
Пар
│ (4 - 5) x 10 │
-
─────────────────────────────────────────────┴─────────────────┴───────────
Примечание. Состав
и параметры передаваемых на док энергоносителей должны уточняться в соответствии
с конкретными условиями установки дока и технической характеристикой дока.
4.9.2. Прокладка
инженерных сетей и коммуникаций по переходному устройству и передача их на док
должна выполняться в полном соответствии с действующими нормами проектирования
инженерных сетей, требованиями правил техники безопасности, пожарной
безопасности, в том числе: РД 31.83.01-80, РД 31.83.04-75, "Правила
устройства электроустановок".
4.9.3.
Конструктивные решения по передаче инженерных сетей и коммуникаций с берега на
док должны определяться применительно к условиям установки дока с учетом
обеспечения нормальной эксплуатации и обслуживания инженерных сетей и
коммуникаций.
4.9.4. Нагрузки
инженерных сетей должны определяться в каждом конкретном случае, исходя из условия
обеспечения максимальных потребных расходов при доковом ремонте
судов-представителей.
Для укрупненных
расчетов следует руководствоваться данными таблицы 4.16, в которой приведена
усредненная величина расхода основных энергоносителей для характерных по
подъемной силе доков.
Таблица 4.16
─────────┬─────────────────────┬───────────┬────┬───────┬──────────────────
Подъемная│
Электропотребление │Вода
питье-│Пар,│Сжатый │ Технологический
сила
│ (установленная │вая и пита-│т/ч
│воздух,│ газ, м3/ч
дока, т │ мощность) │тельная │
│м3/мин │
├──────────┬──────────┼────┬──────┤ │
├────────┬─────────
│напряжение│напряжение│м3/ч│м3/сут│ │ │кислород│природный
│6 кВ, кВА │380 В,
кВт│ │ │
│ │ │ газ
─────────┼──────────┼──────────┼────┼──────┼────┼───────┼────────┼─────────
500
│ - │
150 │ 4 │
25 │0,2 │ 4
│ 10 │
2,5
800
│ - │
200 │ 4 │
25 │0,3 │ 6
│ 10 │
2,5
1500
│ - │
250 │ 5 │
30 │0,6 │ 8
│ 16 │
4,0
2500
│ - │
300 │ 5 │
30 │0,8 │ 10
│ 16 │
4,0
4000
│ 640 │
60 │ 5 │
40 │1,0 │ 15
│ 24 │
6,0
5000
│ 640 │
80 │ 8 │
50 │1,0 │ 20
│ 24 │
6,0
6000
│ 640 │
80 │ 8 │
50 │1,0 │ 25
│ 32 │
8,0
8500
│ 640 │
100 │ 8 │
50 │1,5 │ 30
│ 32 │
8,0
10000
│ 1280 │
100 │ 10 │ 60
│2,0 │ 40 │
36 │ 9,0
12000
│ 1280 │
120 │ 10 │ 60
│3,0 │ 50 │
36 │ 9,0
15000
│ 1660 │
120 │ 10 │ 60
│4,0 │ 60 │
40 │ 10,0
27000
│ 2000 │
150 │ 12 │ 75
│4,5 │ 70 │
50 │ 12,5
30000
│ 2150 │
150 │ 15 │ 90 │5,5 │ 70
│ 50 │
12,5
50000
│ 3000 │
200 │ 15 │ 90
│6,5 │ 85 │
60 │ 15,0
60000
│ 3800 │
200 │ 15 │ 90
│7,0 │ 100 │
60 │ 15,0
─────────┴──────────┴──────────┴────┴──────┴────┴───────┴────────┴─────────
Примечание. В
таблице не учтены нагрузки инженерных сетей при испытании отсеков судна на
герметичность и непроницаемость, которые следует принимать в зависимости от
принятого способа испытаний в каждом конкретном случае.
4.9.5. При
проектировании передачи инженерных сетей с берега (переходного устройства) на
док, раскрепленный на штатном месте, рекомендуется предусматривать отключение
их на период доковых операций за исключением: электроэнергии, сжатого воздуха
(если он потребляется для нужд дока) и пара для отопления дока в зимний период.
4.9.6. Инженерные
сети, передаваемые на док, должны снабжаться отключающими устройствами для
возможности выполнения ремонтных работ.
4.9.7. Состав сетей
слаботочного хозяйства, передаваемых с берега на док, должен приниматься в
соответствии с конкретными условиями установки дока.
При этом надлежит
предусматривать систему пожарной сигнализации и средства радиосвязи с пожарной
охраной в соответствии с "Руководством по технологическому проектирование
связи и сигнализации в морских портах и на судоремонтных предприятиях
ММФ", Часть 1, РД 31.30.11.01-84 "Проводные средства связи",
Часть 2, РД 31.30.11.02-84 "Пожарная и охранная сигнализация".
4.9.8. Передача
сжиженных газов на док по трубопроводам категорически запрещается.
4.9.9. При
проектировании газоснабжения дока следует осуществлять централизованную подачу
кислорода и горючего газа на док по трубопроводам, если системы дока
предусматривают централизованную раздачу указанных газов к рабочим местам.
4.9.10. При
проектировании пароснабжения дока и ремонтируемого судна с берега следует
предусматривать возврат конденсата к источнику пароснабжения.
4.9.11.
Водоснабжение дока с берега должно удовлетворять потребностям в пресной воде
при испытании корпусов докуемых судов на непроницаемость отсеков емкостью менее
500 м3 согласно ГОСТ 3285-77 и ОСТ 5.5360-78.
4.9.12. При
проектировании рекомендуется использовать решения, приведенные в "Альбоме
типовых схем передачи энергоресурсов с берега на плавучие доки" (ЛО
Гипрорыбпром МРХ СССР, 1973 г.).
4.10. Охрана
окружающей среды
4.10.1. Согласно
природоохранительному законодательству при выполнении ремонта судов у причалов
и в доках, охране подлежат заводская акватория и атмосферный воздух.
4.10.2. Проект
строительства (реконструкции) судоремонтных причалов, установки доков должен
предусматривать мероприятия и технические решения по предотвращению загрязнения
при ремонте судов и эксплуатации плавдоков:
акватории -
бытовыми и производственными стоками, содержащими нефтепродукты, масла,
лакокрасочные материалы, железо и грубодисперсные вещества, продуктами очистки
и окраски судов;
атмосферного
воздуха - выбросами загрязненного воздуха переносными вентустановками от
рабочих мест электросварщиков, газорезчиков, маляров и пр.
4.10.3. При
разработке проекта судоремонтного причала, установки доков необходимо
руководствоваться требованиями санитарных норм и стандартов руководящих
документов по охране окружающей среды, указанных в рекомендуемом Приложении 1,
в том числе: ОСТ 5.9393-81, СН 245-71, РД 31.06.03-83, "Технические
рекомендации к разработке мероприятий по охране водного и воздушного бассейнов
и рациональному использованию природных ресурсов для судоремонтных предприятий"
(ЧМНИИП, 1983 г., инв. N 55763).
5.1.
Расстояния между станками и станков до элементов здания, мм
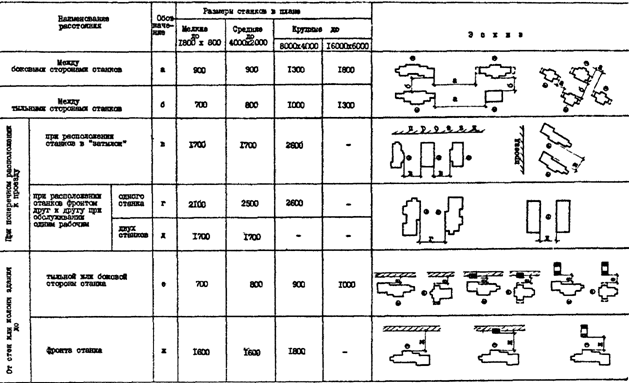
Примечания. 1.
Расстояния указаны от наружных габаритов станков, включающих крайнее положение
движущихся частей, открывающихся дверок (одного из станков до габарита
следующего станка) и постоянных ограждений.
2. Для тяжелых и
уникальных станков расстояния устанавливаются применительно к каждому
конкретному случаю. При установке крупностаночного оборудования необходимо
дополнительно учитывать место для выносного электрооборудования (тяжелые и
уникальные станки размерами в плане 16000 x 6000 мм и более).
3. При установке
станков на индивидуальные фундаменты (жесткие или виброизолирующие), расстояния
от станков до стен, колонн, между станками принимаются с учетом конфигурации и
глубины фундаментов станков, колонн и стен.
4. Нормы расстояний
не учитывают каналов промпроводок, площадок для хранения тяжелых деталей,
которые следует учитывать в каждом конкретном случае.
5. При разных
размерах двух стоящих рядом станков, расстояния между ними принимаются по
большему станку.
6. При обслуживании
станков мостовыми кранами расстояние от стен и колонн до станков принимается с
учетом возможности обслуживания станков при крайнем положении крюка крана.
7. Нормы составлены
с учетом организации рабочих мест.
5.2. Расстояния
между сборочными конвейерами и стационарными рабочими местами, мм
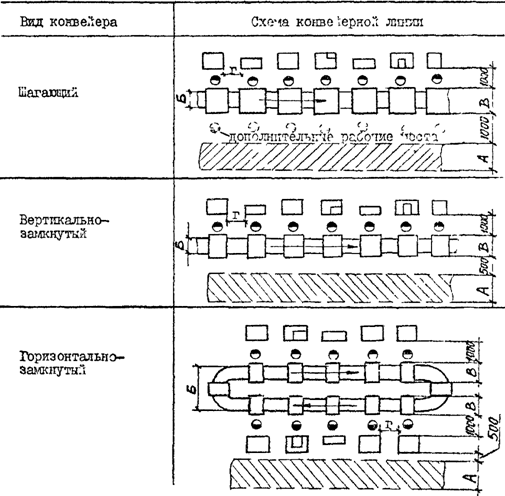
Условные
обозначения:
А - ширина проезда,
принимается по нормам подраздела 5.7;
Б - ширина
конвейера;
В - ширина
собираемых изделий;
Г - расстояние
между рабочими местами (сборочными столами, верстаками и др.), определяется
габаритами собираемых изделий и технологией сборки.
5.3. Расстояния
между поточными линиями станков с механизированным межоперационным транспортом,
мм
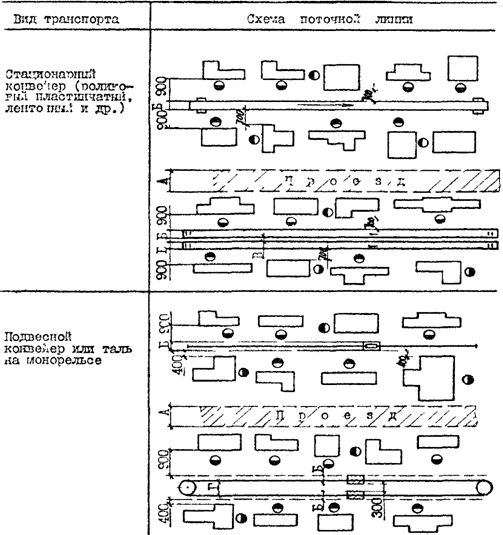
Условные
обозначения:
А - ширина проезда,
принимается по нормам подраздела 5.7;
Б - ширина
рольганга, напольного конвейера или наибольшая ширина перемещаемого груза
(подвески) подвесным конвейером или талью на монорельсе принимается в
соответствии с габаритами обрабатываемых деталей;
В - расстояние
между транспортными устройствами принимается в зависимости от конструкции этих
устройств, но не менее 100 мм;
Г - расстояние
между осями подвесного конвейера или монорельса должно быть не менее суммы Б +
300 мм.
Примечания. 1.
Нормы расстояний между станками и от станков до элементов зданий принимаются
согласно подразделу 5.1.
2. Расстояние 400
мм от станков до напольных транспортных средств (рольгангов или конвейеров)
может быть изменено в соответствии с условиями обслуживания и ремонта станков.
3. Расстояние 900
мм от станков до подвесок подвесного транспорта при наличии на деталях
незащищенных острых выступов может быть увеличено.
5.4. Расстояния
между станками с числовым программным управлением, мм

Примечания. 1.
Расстояния указаны от наружных габаритов станков, включающих крайние положения
движущихся частей, открывающихся дверок, постоянные ограждения, устройства
программного управления, электрошкафы, гидростанции, инструментальные тумбочки,
стеллажи, унифицированную тару.
2. При установке
станков на индивидуальные фундаменты расстояния станков от колонн, стен и между
станками принимаются с учетом конфигурации и глубины фундаментов станков,
колонн и стен.
3. Нормы расстояний
не учитывают каналов для транспортирования стружки, промпроводок, площадок для
хранения крупных и тяжелых деталей и устройств для транспортирования деталей
(местные краны, рольганги и т.д.), которые следует учитывать в каждом
конкретном случае.
4. При обслуживании
станков мостовыми кранами расстояния от стен и колонн до станков принимаются с
учетом возможности обслуживания станков при крайнем положении крюка.
5.5.
Расстояния между верстаками, плитами, стендами, мм
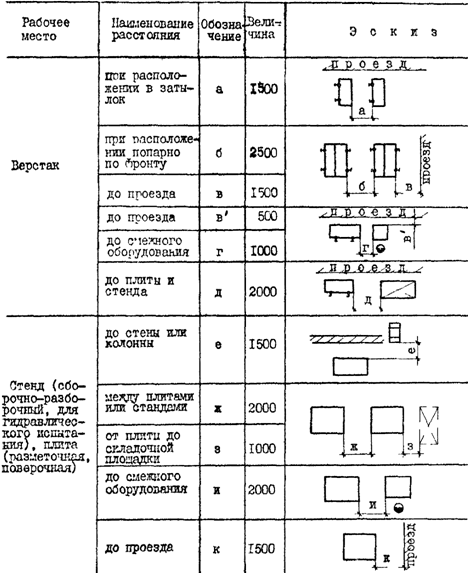
Примечания. 1.
Верстаки можно устанавливать вплотную у стен, за исключением случаев, когда у
стены размещены отопительные агрегаты, трубопроводы и т.п.
2. В нормы
расстояний для стендов не включены площадки для ремонтируемых деталей и узлов.
5.6.
Расстояния для установки оборудования моечно-дефектовочного отделения, мм
──────────────┬─────────────────────────────────────────────────────┬──────
│ Наименование расстояния │ N
├─────────────────┬─────────────────┬─────────────────┤эскиза
│От колонн и стен
│ Между │ От оборудования │ по
│ │ оборудованием
│ до границ │рис. 1
│ │ и складочными
│ рабочего места │
│ │ местами
│ │
├─────┬─────┬─────┼─────┬─────┬─────┼─────┬─────┬─────┤
│до │до
│до │по │по
│по │по │по
│по │
│боко-│тыль-│фрон-│фрон-│боко-│тыль-│фрон-│боко-│тыль-│
│вой │ной
│та │ту │вой
│ной │ту │вой
│ной │
│сто- │сто-
│ │ │сто- │сто- │ │сто- │сто- │
│роны │роны
│ │ │роне │роне │ │роне │роне │
├─────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┤
│ Обозначение по рисунку │
├─────┬─────┬─────┬─────┬─────┬─────┬─────┬─────┬─────┤
│ а
│ б │
в │ г
│ д │
е │ ж
│ з │
и │
──────────────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼──────
Машина
моечная│1500 │1500 │2000 │1000 │1500 │1000
│3000 │1500 │3000 │ 1,2
конвейерная │
│ │ │
│ │ │
│ │ │
──────────────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼──────
Установка │1000 │1500 │1500
│1000 │1000 │1000 │1500 │1000 │2500 │
3,4
для
очистки │ │
│ │ │
│ │ │
│ │
деталей │ │
│ │ │
│ │ │
│ │
косточковой │
│ │ │
│ │ │
│ │ │
крошкой │ │
│ │ │
│ │ │
│ │
──────────────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼──────
Ванна
моечная │1000 │1000 │1500 │1000 │1000 │ 800
│2500 │2500 │2500 │ 5,6
──────────────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼──────
Камера
моечная│2000 │2000 │2000 │1000 │1000 │1000
│3000 │1500 │2500 │ 7,8
для
крупно- │ │
│ │ │
│ │ │ │
│
габаритных │
│ │ │
│ │ │
│ │ │
узлов │ │
│ │ │
│ │ │
│ │
и
деталей │ │
│ │ │
│ │ │
│ │
──────────────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼──────
Стенд
для │1000 │ -
│1500 │1000 │1000 │ -
│2500 │1000 │
- │ 9,10
снятия
накипи │ │ │
│ │ │
│ │ │
│
с
крышек │ │
│ │ │
│ │ │
│ │
цилиндров
ДВС │ │ │
│ │ │
│ │ │
│
──────────────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┴──────
Эскизы
различных вариантов расположения оборудования
моечно-дефектовочного
отделения
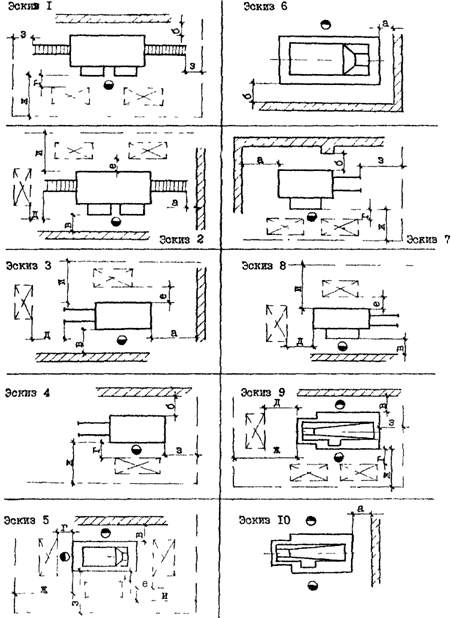
Рис. 1
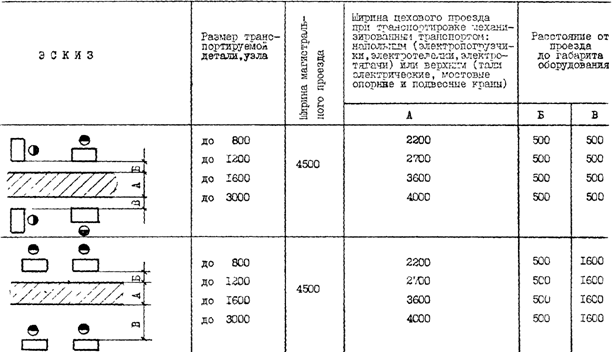
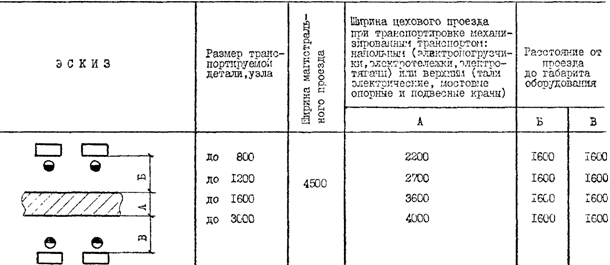
Примечания. 1. Под
размером транспортируемой детали, узла следует понимать размер в направлении,
перпендикулярном проезду (по ширине проезда).
2. Ширина
магистрального проезда, предназначенного для межцеховых перевозок в блоке
цехов, указана для двустороннего движения электропогрузчиков и электротележек.
3. Нормы ширины
цеховых проездов даны для одностороннего движения транспорта.
4. Ширина проезда
при транспортировке электропогрузчиком с фронтальным расположением вил дана с
учетом возможности его поворота на 90°.
5. Расстояния от
проезда до оборудования указаны от наружных габаритов оборудования, включающих
крайние положения движущихся частей, открывающихся дверок и постоянных
ограждений оборудования.
6. При расположении
канала для транспортировки стружки вдоль проезда размер "Б"
увеличивается на ширину канала.
7. При двустороннем
движении ширина цехового проезда принимается равной удвоенной ширине
транспортного средства плюс 900 мм.
5.8. Цеховые
въезды, мм
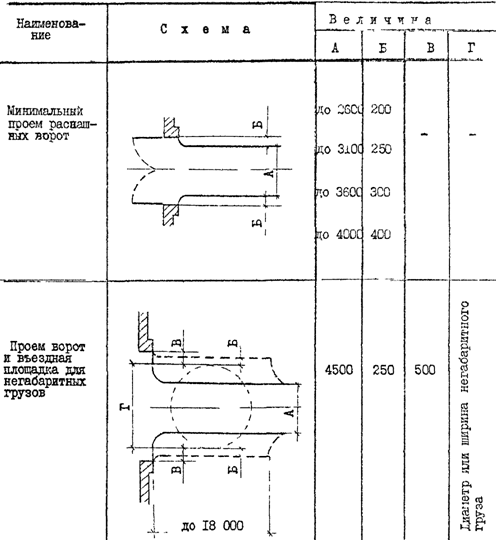
5.9. Размеры
унифицированных пролетов и грузоподъемность подъемно-транспортных средств
одноэтажных механосборочных цехов
───────────────────────────────────┬───────────────────────────────────────
Размер пролета, м │ Вид подъемно-транспортного средства
───────┬───────────┬───────┬───────┼───────────────────┬───────────────────
Ширина
│Шаг колонн │Высота │Отметка│ Верхний транспорт
│Напольный транспорт
пролета├─────┬─────┤до
низа│головки├─────────┬─────────┼─────────┬─────────
│край-│сред-│несущих│подкра-│Наимено-
│Грузо- │Наимено-
│Грузо-
│них │них
│конст- │нового │вание │подъем- │вание │подъем-
│ │
│рукций │рельса │ │ность, т │ │ность, т
│ │
│покры- │
│ │ │ │
│ │
│тия │ │ │ │ │
───────┼─────┼─────┼───────┼───────┼─────────┼─────────┼─────────┼─────────
18
│6; 12│6; 12│4,8;
│ - │Кран │1,0 - 5,0│Электро- │2,0
- 5,0
│ │
│6,0; │ │подвесной│ │погруз- │
│
│ │7,2; │
│электри- │
│чик, │
│ │
│8,4 │ │ческий │ │электро- │
│ │
│ │ │ │ │тележка │
───────┼─────┼─────┼───────┼───────┼─────────┼─────────┼─────────┼─────────
18,
24 │6; 12│6; 12│10,8
│ 8; 15 │Кран
│8,0; 12,5│ То
же │ 5,0
│ │
│ │ │мостовой │ │ │
│ │
│ │ │электри- │ │ │
│ │
│ │ │ческий │ │ │
│ │
│ │ │опорный │ │ │
───────┼─────┼─────┼───────┼───────┼─────────┼─────────┼─────────┼─────────
18,
24 │6; 12│ 12
│12,0 │ 9,35 │То же │8,0; 12,5│ "
│ 5,0
───────┼─────┼─────┼───────┼───────┼─────────┼─────────┼─────────┼─────────
24,
30,│6; 12│ 12
│15,6; │12,20;
│ " │
32,0; │ "
│ 5,0
36
│ │ │16,8; │13,40; │ │ 50,0
│ │
│ │
│18,0 │ 14,60
│ │ │ │
───────┼─────┼─────┼───────┼───────┼─────────┼─────────┼─────────┼─────────
24,
30,│6; 12│ 12 │ -
│ - │
" │ 80,0;
│ " │
5,0
36
│ │ │ │ │ │ 100,0
│ │
Примечания. 1. При
установке в пролете здания нескольких кранов, размер подкранового рельса
принимается по крану наибольшей грузоподъемности.
2. При установке
мостовых кранов свыше 50 т высотные размеры конструкций здания решаются
индивидуально.
3. Шаг крайних
колонн принимается равным 6 или 12 м, в зависимости от конструкции стеновых
ограждений.
4. Подвесные краны
грузоподъемностью до 3,2 т могут быть установлены в один или два ряда по ширине
пролета; свыше 3,2 т - в один ряд.
5.10. Размеры
унифицированных пролетов и грузоподъемность подъемно-транспортных средств
многоэтажных механосборочных цехов
размеры в м
────────┬────────┬──────────────────┬────────────┬─────────────────────────
Сетка
│ Сетка │ Высота этажей │Максимальная│ Вид подъемно-
колонн │ колонн
├─────────┬────────┤технологи- │
транспортного средства
(кроме │верхнего│ первого
│верхнего│ческая │
верхнего│
этажа │и средних│ │нормативная │
этажа) │ │ │ │временная │
│ │ │ │(длительная)│
│ │ │ │нагрузка на │
│ │ │ │перекрытие, │
│ │ │ │кПа │
────────┼────────┼─────────┼────────┼────────────┼─────────────────────────
6 x 6
│18 x 6; │4,8; 6,0 │
7,2 │ 8,0
│Электропогрузчик,
│ 24 x 6 │ │ │ │электротележка
│ │ │ │ │грузоподъемностью до 2 т
│ │ │ │ │Подвесной электрический
│ │ │ │ │кран грузоподъемностью
│ │ │ │ │1 - 5 т на верхнем этаже
6 x 9
│ 18 x 6 │4,8; 6,0 │
7,2 │ 8,0
│То же
5.11.
Технологические требования к полам
────────────────┬───────────┬─────────┬─────────┬───────────────────────────────────┬───────┬────────
Наименование
│Грузо- │Удельное
│Нагрузка │ Применяемая
жидкость │Допус-
│Требо-
│подъемность│давление │техноло-
├────────┬────────┬────────┬────────┤каемое
│вания
│электро- │от сосре-│гическая,│ вода
│мине-
│щелочной│бензин, │пылевы-│к уборке
│погрузчика,│доточен- │кПа │ │ральное │раствор
│керосин │деление│помеще-
│электро- │ной │ │ │масло, │
│ │покры-
│ния
│тележки и │нагрузки,│ │ │эмульсия│ │ │тием │
│другого │не более,│
├────────┴────────┴────────┴────────┤пола │
│транспорта
│кПа │ │ Воздействие на пол │ │
│на резино- │ │ │ │ │
│вом ходу, т│ │ │ │ │
────────────────┼───────────┼─────────┼─────────┼────────┬────────┬────────┬────────┼───────┼────────
│ │ 3
│ │ │ │ │ │ │
Производственная│
0,5 - 5,0 │ 10 │ 15 - 60 │Малое │Среднее │Малое │ Малое │ Малое │Возмож-
площадь
(включая│ │ │ │(на │(на │(на │ │ │ность
складские │ │ │ │участке │участке
│участке │
│ │приме-
площадки): │ │ │ │шлифо- │работ
│шлифо- │ │ │нения
Участок │ │ │ │вальных │с охлаж-│вальных
│ │ │механи-
механической │ │ │ │работ) │даемыми │работ) │
│ │зирован-
обработки │ │ │ │ │жидкос- │ │ │ │ной
│ │ │ │ │тями) │ │ │ │уборки
│ │ 3
│ │ │ │ │ │ │
Участок │ 0,5 - 5,0 │ 10
│ 15 - 60 │ Малое
│Среднее │ Малое
│ Малое │ "
│ То же
сборочный │ │ │ │ │(на │ │ │ │
│ │ │ │ │участке │ │ │ │
│ │ │ │
│обкатки │
│ │ │
│ │ │ │ │узлов │ │ │ │
│ │ │ │ │и │ │ │ │
│ │ │ │ │изделий)│ │ │ │
Участок │ │ │ │ │ │ │ │ │
гидроиспытаний │ │ │ │ │ │ │ │ │
и
мойки деталей │
│ │ │ │ │ │ │ │
с
применением: │ │ │ │ │ │ │ │ │
│ │ 3
│ │ │ │ │ │ │
эмульсии │ 0,5 - 5,0 │ 10
│ 15 - 60 │ Малое
│ Малое │Не при-
│Не при- │ " │
"
│ │ │ │ │
│меняется│меняется│ │
│ │ 3
│ │ │ │ │ │ │
содового │ 0,5 - 5,0 │ 10
│ 15 - 60 │ " │Не при- │ Малое │
" │ "
│ "
раствора │ │ │ │ │меняется│ │ │ │
│ │ 3
│ │ │ │ │ │ │
Цеховый │ 0,5 - 5,0 │ 10
│15 - 100 │Не при- │Не при- │Не при- │Не
при- │ Малое │Возмож-
склад
металла, │ │ │ │меняется│меняется│меняется│меняется│ │ность
заготовок, │ │ │ │ │ │ │ │ │приме-
промежуточный, │ │ │ │ │ │ │ │ │нения
комплектации, │
│ │ │ │ │ │ │ │механи-
инструменталь- │ │ │ │ │ │ │ │ │зирован-
ный,
материалов,│ │ │ │ │ │ │ │ │ной
приспособлений │ │ │ │ │ │ │ │ │уборки
│ │ 3 │ │ │ │ │ │ │
Проезд │ 0,5 - 10,0│ 2 x 10 │50 - 100 │ То же │ То же
│ То же │ То же │ То же │ То же
магистральный │ │ │ │ │ │ │ │ │
Примечания. 1.
Выбор полов производится по СНиП II-В.8-71.
2. Грузоподъемность
транспортных средств и технологическая нагрузка принимаются в пределах,
регламентируемых настоящим подразделом норм, в зависимости от массы
ремонтируемых узлов и деталей, принятой технологии ремонта.
5.12. Организация
складского хозяйства и механизация транспортно-складских операций
5.12.1. В состав
складского хозяйства механосборочного цеха входят следующие склады и кладовые:
склад металла;
склад заготовок и
материалов;
межоперационный
склад;
склад готовых
деталей, узлов;
склад комплектации;
инструментально-раздаточная
кладовая;
кладовая
приспособлений;
кладовая
инструментальной оснастки;
кладовая абразивов;
кладовая
вспомогательных материалов.
В зависимости от
условий производства склады и кладовые могут быть совмещены.
5.12.2. Цеховые
склады и кладовые рекомендуется размещать:
склад металла,
заготовок и комплектующих деталей - по технологическому потоку, в начале
производственных подразделений цеха;
склад
демонтированного судового оборудования общезаводского назначения - рядом с
моечно-дефектовочным отделением. На складе может быть размещен разборочный
участок цеха;
склад комплектации
деталей, узлов и покупных изделий - в районе сборки механизмов;
инструментально-раздаточные
кладовые, кладовые инструментальной оснастки, кладовые абразивов, приспособлений
- в месте основного разбора инструмента;
межоперационный
склад - между технологическими подразделениями цеха по основному
технологическому потоку.
5.12.3. Хранение
крупных, негабаритных узлов и деталей должно осуществляться на полу, с
подкладкой под них брусьев, либо на специальных поддонах;
хранение заготовок,
полуфабрикатов и деталей - в унифицированной таре в стеллажах и штабелях
многоярусного хранения;
хранение
инструмента, приспособлений, оснастки и абразивов в кладовых - стеллажах
различного типа (полочных, клеточных, элеваторных и т.п.).
5.12.4.
Транспортирование крупных, негабаритных узлов и деталей следует выполнять
цеховыми мостовыми и подвесными электрическими кранами, напольным транспортом;
заготовок, полуфабрикатов и деталей - напольным транспортом и
кранами-штабелерами. Для подачи заготовок и деталей к рабочим местам, в
межоперационную кладовую, в ОТК и на склад комплектации должны применяться
межоперационные тележки.
Использование
автотранспорта для внутрицеховых перевозок по условиям производственной
санитарии и пожарной безопасности не рекомендуется.
5.12.5. Площади
цеховых кладовых хранения инструмента, приспособлений и абразивов при высоте
складирования до 2,0 м.
──────────────────┬─────────────────────────┬──────────────────────────────
Наименование │
Объект хранения │ Площадь на единицу
│
├────────────────────┬─────────
│ │наименование
единицы│величина,
│ │ │ м2
──────────────────┴─────────────────────────┴────────────────────┴─────────
Станочное отделение
Кладовая │Режущий и
вспомогательный│Металлорежущий
│0,4 - 1,2
инструментально- │инструмент, измерительный│станок
при единичном│
раздаточная │инструмент │и мелкосерийном │
│
│производстве │
Кладовая │Приспособления для │ То же
│0,6 - 1,6
приспособлений │установки деталей на │ │
│станках │ │
Кладовая │Приспособления и все
виды│ " │1,3 - 3,4
инструментальной │инструмента │ │
оснастки │ │ │
Кладовая
абразивов│Шлифовальные
│Шлифовальный,
│0,5 - 1,2
│и полировальные
круги │доводочный │
│ │и
полировальный │
│ │станок │
Кладовая │Обтирочные │Основное │ 0,1
вспомогательных │и хозяйственные
материалы│технологическое
│
материалов │
│оборудование │
Слесарное отделение
Кладовая │Приспособления и все
виды│Производственный │0,5
- 0,9
инструмента │инструмента │рабочий в наибольшей│
и
приспособлений │ │смене │
Кладовая │Обтирочные │То же │ 0,1
вспомогательных │и хозяйственные материалы│ │
материалов │ │ │
Примечания. 1.
Нормы площади учитывают двухсменную работу цеха. При другом режиме работы
следует ввести поправочные коэффициенты:
для односменной
работы - 0,85;
для трехсменной
работы - 1,15.
2. Меньшие значения
норм относятся к мелким станкам, большие - к крупным станкам.
3. Нормы не
учитывают площади для хранения специальных приспособлений и инструмента к
временно снятым с производства изделиям.
Склады для
указанной цели следует размещать вне цеха.
4. Общая для обоих
отделений кладовая инструментальной оснастки организуется при количестве
станков не менее 50-ти.
5. Рядом с ИРК
рекомендуется располагать заточные отделения и участки настройки инструмента.
6.
Инструментально-раздаточную кладовую следует предусматривать общую для
станочного и слесарного отделений.
5.12.6. Площади
цеховых кладовых хранения инструмента и приспособлений при высоте складирования
более 2,0 м
───────────────────────┬─────────┬────────────────────┬────────────────────
Объект хранения
│Продолжи-│ Грузонапряженность │ Коэффициент
│тельность│на полезную площадь │ использования
│хранения,│
(т/м2) при высоте │ площади при
│календар-│ укладки,
м │ обслуживании
│ный день
│ │ транспортом
│
├────┬────┬────┬─────┼─────────┬──────────
│ │до 4│до 6│до
8│до 10│напольным│
верхним
───────────────────────┼─────────┼────┼────┼────┼─────┼─────────┼──────────
Режущий, │ 70 - 90 │0,5
│0,8 │1,0 │ 1,2 │0,25 - │0,30 -
вспомогательный
и │ │ │
│ │ │
0,30│ 0,40
мерительный
инструмент │ │ │
│ │ │ │
Приспособления: │ │ │
│ │ │ │
габаритом │ 70 - 90 │0,7
│0,9 │1,1 │ 1,4 │0,25 - │0,30 -
до
1100 x 700 x 500 мм,│
│ │ │
│ │ 0,30│ 0,40
массой
до 1 т │ │ │
│ │ │ │
габаритом свыше │
Напольное хранение на участке приема и выдачи
1100
x 700 x 500 т, │
массой
более 1 т │
5.12.7. Площади
цеховых складов
───────────┬─────────┬───────┬───────────────────────────────┬─────────────
Наимено- │ Объект │Продол-│Грузонапряженность на
полезную │ Коэффициент
вание │хранения
│житель-│ площадь,
т/м2 │использования
│ │ность
├───────────────────────────────┤
площади при
│ │хране- │ Способ хранения │ обслуживании
│ │ния,
├──────────┬────────────────────┤
транспортом
│ │кален- │в
штабелях│ в стеллажах │
│ │дарный
├─────┬────┤
│
│ │день │по-
│ в │ │
│ │ │штуч-│таре│ │
│ │ │но │
│ │
│ │
├─────┴────┴────────────────────┼──────┬──────
│ │ │ высота хранения, м │на- │под-
│ │
├─────┬────┬───┬───┬───┬───┬────┤поль-
│весным
│ │ │ до │ до │до │до │до
│до │ до │ным │
│ │ │ 2,5 │3,0
│2,0│4,0│6,0│8,0│10,0│ │
───────────┼─────────┼───────┼─────┼────┼───┼───┼───┼───┼────┼──────┼──────
Склад │Прутковый│ 7
│ - │ -
│2,0│2,8│ - │ - │ - │0,25 -│0,35 -
металла │материал │ │ │
│ │ │
│ │ │
0,30│ 0,40
───────────┼─────────┼───────┼─────┼────┼───┼───┼───┼───┼────┼──────┼──────
Склад │Крупные │
15 │ 2,4 │ - │ - │ - │ - │ -
│ - │0,25 -│0,35 -
заготовок │и тяжелые│ │ │
│ │ │
│ │ │
0,30│ 0,40
и │отливки │
│ │ │
│ │ │
│ │ │
материалов
│и поковки│
│ │ │
│ │ │
│ │ │
├─────────┼───────┼─────┼────┼───┼───┼───┼───┼────┤ │
│Средние │
20 │ -
│3,2 │1,6│2,2│3,2│4,4│5,6
│ │
│и мелкие │ │ │
│ │ │
│ │ │
│
│отливки │
│ │ │
│ │ │
│ │ │
│и │ │ │
│ │ │
│ │ │
│
│поковки, │ │ │
│ │ │
│ │ │
│
│порезки │
│ │ │
│ │ │
│ │ │
───────────┼─────────┼───────┼─────┼────┼───┼───┼───┼───┼────┼──────┼──────
Межопера- │Крупные │
15 │ 2,0 │ - │ - │ - │ - │ -
│ - │0,25 -│0,35 -
ционный │и тяжелые│ │ │
│ │ │
│ │ │
0,30│ 0,40
склад │детали │
│ │ │
│ │ │
│ │ │
деталей
├─────────┼───────┼─────┼────┼───┼───┼───┼───┼────┤ │
(промежу- │Средние │
20 │ -
│2,8 │1,2│1,8│2,4│3,3│5,2
│ │
точный) │и мелкие │ │ │
│ │ │
│ │ │
│
│детали │
│ │ │
│ │ │
│ │ │
───────────┼─────────┼───────┼─────┼────┼───┼───┼───┼───┼────┼──────┼──────
Склад │Крупные │
10 │ 1,6 │ - │ - │ - │ - │ -
│ - │0,25 -│0,35 -
готовых │и тяжелые│ │ │
│ │ │
│ │ │
0,30│ 0,40
деталей │детали │
│ │ │
│ │ │
│ │ │
и
узлов
├─────────┼───────┼─────┼────┼───┼───┼───┼───┼────┤ │
│Средние │
25 │ -
│2,0 │1,0│1,4│1,8│2,4│3,2
│ │
│и мелкие │ │ │
│ │ │
│ │ │
│
│детали │
│ │ │
│ │ │
│ │ │
├─────────┼───────┼─────┼────┼───┼───┼───┼───┼────┤ │
│Крупные │
10 │ 1,0 │ - │ - │ - │ - │ -
│ - │ │
│узлы │ │ │
│ │ │
│ │ │
│
├─────────┼───────┼─────┼────┼───┼───┼───┼───┼────┤ │
│Средние, │ 20
│ - │1,2 │0,8│1,2│1,4│2,0│2,6
│ │
│мелкие │
│ │ │
│ │ │
│ │ │
│и сварные│ │ │
│ │ │
│ │ │
│
│узлы │
│ │ │
│ │ │
│ │ │
───────────┼─────────┼───────┼─────┼────┼───┼───┼───┼───┼────┼──────┼──────
Склад │Крупные │
6 │ 1,0 │ - │ - │ - │ - │ -
│ - │0,25 -│0,35 -
комплек- │изделия │
│ │ │
│ │ │ │
│ 0,30│ 0,40
тации
├─────────┼───────┼─────┼────┼───┼───┼───┼───┼────┤ │
│Средние │
7 │ -
│1,2 │0,8│1,2│1,4│2,0│2,5
│ │
│и мелкие │ │ │
│ │ │
│ │ │
│
│изделия │
│ │
│ │ │
│ │ │
│
Примечания. 1.
Грузонапряженность на полезную площадь складов применена к условиям единичного
и мелкосерийного производства.
2. Цеховые склады
металла организуются только в цехах, имеющих заготовительные участки по
подготовке и порезке прутков.
3. Нормы запаса
хранения на складе металла и комплектующих изделий даны с учетом наличия на
заводе аналогичных общезаводских складов.
4.
Грузонапряженность указана для условий хранения на складе черных металлов. При
хранении других металлов в расчеты следует вносить поправку на разницу в
плотности.
5. К мелким следует
относить детали, узлы или механизмы весом до 16 кг; к средним - от 16 до 50 кг;
к крупным - свыше 50 кг.
5.13. Оптимальное
соотношение типов основного станочного технологического оборудования
────────────────────────────────────┬──────────────────────────────────────
Группа станков │ Количество станков, %
────────────────────────────────────┼──────────────────────────────────────
Токарные │ 52,0 - 56,0
Револьверные │ 1,0 - 2,0
Карусельные │ 2,0 - 2,5
Расточные │ 5,0 - 4,0
Фрезерные
│ 14,0 - 13,0
Зубообрабатывающие │ 4,0 - 3,0
Строгальные │ 6,0 - 5,0
Долбежные │ 2,0 - 2,5
Шлифовальные │ 9,0 - 8,0
Сверлильные │ 5,0 - 4,0
Примечания. 1. При
расчетном числе станков менее 20 состав станочного отделения принимается по
минимальному комплекту станков согласно рекомендуемому Приложению 2.
2. Указатель
основного и вспомогательного технологического станочного оборудования приведен
в справочном Приложении 3.
5.14. Перечень
тяжелых и уникальных металлорежущих станков, работа которых рекомендуется в три
смены
──────────────────────────────────────────────┬────────────────────────────
Группа станков │ Основной параметр
├───────────────┬────────────
│ Наименование │
Размер, мм
──────────────────────────────────────────────┼───────────────┼────────────
Токарно-винторезные │диаметр │1250 и более
│обрабатываемой │
│детали │
│над станиной │
Лоботокарные
│диаметр │2000
и более
│обрабатываемой │
│детали │
Токарные
с вращающимися суппортами
│диаметр │1250
и более
и
неподвижным изделием, для обработки шеек
│просвета кольца│
коленчатых
валов
│ │
Токарно-карусельные │диаметр │4000 и более
│обрабатываемой │
│детали │
Горизонтально-расточные │диаметр │160 и более
│шпинделя │
Копировально-фрезерные
для контурного
│рабочая │1000
x 2000
и
объемного копирования
│поверхность │и
более
│стола │
Зубофрезерные
для цилиндрических колес
│диаметр │2000
и более
│обрабатываемого│
│колеса │
Зубострогальные
для прямозубых колес
│диаметр │800 и
более
│обрабатываемого│
│колеса │
Зуборезные
для конических колес с круговыми
│диаметр │800 и
более
(спиральными)
зубьями
│обрабатываемого│
│колеса │
Станки
с числовым программным управлением типа│рабочая │все размеры
"обрабатывающий
центр" │поверхность │
│стола │
Зубошлифовальные
для цилиндрических колес
│диаметр колеса │1000 и более
Зубошлифовальные
для конических колес
│диаметр колеса │800 и более
5.15. Количество станков
отделений (участков) заточки и ремонта инструмента и оснастки
5.15.1.
Количество станков заточного отделения (участка), обслуживающих металлорежущее
оборудование, за исключением зубообрабатывающего
─────────────────────────────┬─────────────────────────────────────────────
Серийность производства │
Количество станков заточного отделения
│ (участка) от количества обслуживаемых
│ основных станков, %
├─────────────────────────────────────────────
│ Количество основных станков, единиц
├──────────────┬───────────────┬──────────────
│ до 40
│ 41 - 100
│ 101 - 200
─────────────────────────────┼──────────────┼───────────────┼──────────────
Мелкосерийное
и единичное │ 4 - 3
│ 3 - 2 │ 2
─────────────────────────────┴──────────────┴───────────────┴──────────────
5.15.2.
Количество станков заточного отделения для обслуживания зубообрабатывающего
оборудования
──────────────────────────────┬────────────────────────────────────────────
Назначение │ Количество и наименование станков, для
специализированного станка │ которых принимается один заточный
станок,
│ шт.
──────────────────────────────┼────────────────────────────────────────────
Для
заточки червячных фрез │10
одношпиндельных зубофрезерных станков
Для
заточки резцовых головок │4
зубострогальных станка для конических
│шестерен
Для
заточки шеверов │10
шевинговальных станков
──────────────────────────────┴────────────────────────────────────────────
Примечания. 1.
Общее количество станков заточного отделения определяется суммой станков,
полученных расчетом согласно пп. 5.15.1 и 5.15.2. Если результат суммирования
менее 0,5, то заточное отделение не создается и заточка инструмента выполняется
на универсальных станках или по кооперации.
2. Заточные
отделения (участки) предпочтительно создавать централизованными, для
обслуживания всех цехов, размещенных в одном корпусе (блоке цехов).
5.16.
Многостаночное обслуживание оборудования
────────────────────────────────────────────────────────────┬──────────────
Группа станочного
оборудования │Число
станков,
│обслуживаемых
│ одним
│ станочником
────────────────────────────────────────────────────────────┼──────────────
Неавтоматизированные
станки широкого назначения - токарные, │ 1
револьверные,
сверлильные, фрезерные, поперечно-строгальные,│
долбежные,
плоскошлифовальные, круглошлифовальные,
│
внутришлифовальные,
заточные
│
Крупные
фрезерные, карусельные, расточные, │ 1 - 2
профильно-строгальные
станки
│
Станки
общего назначения с программным управлением │ 1 - 2
Одношпиндельные
токарные многорезцовые и копировальные
│ 2 - 3
полуавтоматы,
токарно-револьверные полуавтоматы
│
Зубообрабатывающие
станки полуавтоматы
│ 3 - 4
5.17. Численность
вспомогательных рабочих, инженерно-технических работников (ИТР), служащих и
младшего обслуживающего персонала (МОП)
────────────────────────────────────────┬──────────────────────────────────
Наименование │ Численность, %
├──────────────────────────────────
│при числе производственных рабочих
├──────────┬───────────┬───────────
│ до 100 │ 100 - 250 │ свыше 250
────────────────────────────────────────┼──────────┼───────────┼───────────
Вспомогательные
рабочие от количества │ 16,0
│ 14,0 │
12,0
производственных
рабочих │ │ │
Обслуживающий
персонал от общего │ │ │
количества
рабочих: │ │ │
ИТР │ 12,0
│ 10,0 │
9,0
служащие │ 1,5
│ 1,0 │
0,5
МОП
│ 2,0 │
1,0 │ 0,5
5.18. Численность
вспомогательных рабочих по профессиям
────────────────────────────────────┬──────────────────────────────────────
Наименование профессии │ Норма обслуживания одним
│ вспомогательным рабочим
в смену
────────────────────────────────────┼──────────────────────────────────────
Слесарь-ремонтник │75 основных станков
станочного
(по
обслуживанию оборудования)
│отделения
Электромонтер
по обслуживанию │100 основных
станков станочного
электрооборудования,
дежурный │отделения
Слесарь-трубопроводчик │300 основных станков
станочного
│отделения
Кладовщик
склада заготовок │150
основных станков станочного
│отделения
Кладовщик
промежуточного склада │100
основных станков станочного
│отделения
Кладовщик
склада готовых деталей │100
производственных рабочих
│слесарного отделения
Кладовщик
склада готовых узлов │200 производственных рабочих
│слесарного отделения
Кладовщик
склада комплектации │150
производственных рабочих
│слесарного отделения
Кладовщик
инструментально- │100 производственных
рабочих цеха
раздаточной
кладовой │
Кладовщик
склада металла │200
производственных рабочих цеха
и
материалов │
Подсобный
(транспортный) рабочий │150
производственных рабочих цеха
Водитель
электротележки │Одна
работающая электротележка
Машинист
крана │Один
работающий кран (с кабиной)
Стропальщик │Один работающий
кран (с кабиной)
Уборщик
производственных помещений │3500
м2 убираемой площади цеха
Примечания. 1. При
отсутствии средств механизации уборочных работ норматив площади цеха на одного
уборщика принимается с коэффициентом 0,7.
2. Общая
численность вспомогательных рабочих по профессиям определяется с учетом
принятого коэффициента сменности. При этом, дополнительно к расчетному числу
необходимо добавлять: рабочих цеховой ремонтной базы; рабочих, обслуживавших
эмульсионную станцию; рабочих моечного отделения цеха.
3. При организации
на заводе транспортного цеха водители электротележек исключаются из числа
вспомогательных рабочих цеха.
5.19. Расход
смазочно-охлаждающих жидкостей и материалов на их приготовление
────────────────────────────┬──────────────────────────────────────────────
Группа станков │ Расход на один основной станок
├──────────────────────┬───────────────────────
│
Смазочно-охлаждающей │
Материала для
│ жидкости │приготовления смазочно-
│ │ охлаждающей
жидкости
├────────────┬─────────┼────────────┬──────────
│Наименование│ Расход
│Наименование│ Годовой
│ │ (потери │ │ расход,
│ │в сутки),│ │ кг
│ │ л
│ │
────────────────────────────┼────────────┼─────────┼────────────┼──────────
Токарно-винторезные │ Эмульсия
│6,0 - 6,5│
Эмульсол │100 - 120
Токарно-револьверные │ │ │ │
Вертикально-сверлильные │ │ │ │
Радиально-сверлильные │ │ │ │
Горизонтально-фрезерные │ │ │ │
Вертикально-фрезерные │ │ │ │
Универсально-фрезерные │ │ │ │
Копировально-фрезерные │ │ │ │
────────────────────────────┼────────────┼─────────┼────────────┼──────────
Горизонтально-расточные │
Эмульсия │ 20 - 25
│ Эмульсол │300 - 350
Токарно-карусельные │ │ │ │
Бесконсольно-фрезерные │ │ │ │
Карусельно-фрезерные │ │ │ │
Продольно-фрезерные │ │ │ │
────────────────────────────┼────────────┼─────────┼────────────┼──────────
Продольно-строгальные │
Эмульсия │ 7 - 9
│ Эмульсол │120 - 135
Фрезерно-отрезные │ │ │ │
────────────────────────────┼────────────┼─────────┼────────────┼──────────
Координатно-расточные │
Эмульсия │ 4 - 5
│ Эмульсол │ 30 - 90
────────────────────────────┼────────────┼─────────┼────────────┼──────────
Зубофрезерные │Сульфофрезол│ 3 - 4
│ Эмульсол │ 90 - 110
Зубострогальные │ │ │ │
Зубодолбежные │ │ │ │
Шевинговальные │ │ │ │
Резьбофрезерные │ │ │ │
Горизонтально-протяжные │ │ │ │
────────────────────────────┼────────────┼─────────┼────────────┼──────────
Резьбофрезерные │ Веретенное │ 3 - 4
│ Веретенное │900 - 1100
Болторезные │ масло
│ │ масло
│
Плоскошлифовальные │ │ │ │
Круглошифовальные │ содовый
│ 16 - 19 │сода кальци-│ 75 - 90
│ раствор
│ │нированная │
Бесцентрошлифовальные │ │ │ │
Анодно-механические │ │ │ │
Зубошлифовальные │ │ │ │
Внутришлифовальные │ │ │ │
Резьбошлифовальные │ содовый
│ 6 - 8 │сода кальци-│ 25 - 30
│ раствор
│
│нированная │
Хонинговальные │ керосин
│ 3 - 4 │
керосин │900 - 1100
Примечания. 1.
Нормы расхода даны для индивидуальных систем охлаждения каждого станка при
отсутствии централизованной рециркуляционной системы.
2. Для
централизованных рециркуляционных систем нормы расхода смазочно-охлаждающих
жидкостей и материалов для их приготовления следует применять с коэффициентом
0,7.
3. Для хранения и
приготовления смазочно-охлаждающих жидкостей необходимо предусматривать
отдельное помещение.
─────────────────┬─────────────────────────────────────────────────────────
Наименование
│ Размеры
станков в плане, мм
├─────────────┬──────────────┬──────────────┬─────────────
│ Мелкие
│ Средние │
Крупные │Крупные свыше
│до 1800 x 800│до
4000 x 2000│до 8000 x 4000│ 8000 x 4000
─────────────────┼─────────────┼──────────────┼──────────────┼─────────────
Общая
площадь │ 20,0
│ 25,0 │
50,0 │100,0
станочного │ │ │ │уточняется
отделения
на один│ │ │ │по фактически
основной
станок, │ │ │ │занятой
м2 │ │ │ │площади
Общая
площадь │ │ 15,0
│ │
слесарного │ │ │ │
отделения │ │ │ │
на
одного слесаря│
│ │ │
в
наибольшей │ │ │ │
смене,
м2 │ │ │ │
Примечания. 1.
Нормами общей площади станочного и слесарного отделений не учтена площадь
эмульсионной станции и моечно-дефектовочного отделения (участка), которая
определяется планировкой принятого к установке оборудования с учетом норм,
приведенных в подразделах 5.5 и 5.6.
2. При организации
в цехе ремонтной базы (отделения или участка ремонтно-механического цеха) ее
площадь определяется по ОНТП-08-83/Минстанкопром и добавляется к общей площади
цеха.
3. Указатель
основного и вспомогательного технологического оборудования приведен в
справочном Приложении 3.
4. Общая площадь
цеха по нормам подраздела 5.20 определяется при укрупненных расчетах.
5.21. Классификация
работ цеха по группам санитарной характеристики производственных процессов.
Требования к размещению отделений, участков, служб и хозяйств цеха
───────────────────────────┬─────────────────┬─────────────────────────────
Наименование │Группа санитарной│ Требования к размещению
│
характеристики │ отделений,
участков, служб
│производственных
│ и хозяйств цеха
│ процессов по
│
│ СНиП II-92-76
│
───────────────────────────┼─────────────────┼─────────────────────────────
1.
Отделение станочное, │ Iб
│в пролетах блока цехов;
участки:
ремонта турбин, │ │участок ремонта
топливной
ремонта
палубных │ │аппаратуры,
испытательная
механизмов,
ремонта │ │станция СВМ - в отдельных
компрессоров
и насосов, │ │выгороженных помещениях
ремонта
судовой автоматики,│
│с противопожарными
ремонта
топливной │ │перегородками I типа
аппаратуры │ │
Кладовые:
инструментальная,│
│
материальная, │ │
межоперационная │ │
Склад
комплектации │ │
Испытательная
станция СВМ │ │
2.
Отделение слесарное, │ Iв
│в пролетах блока цехов
участок
ремонта ДВС │ │
3.
Эмульсионная станция, │ Iв
│в отдельных выгороженных
заточное
отделение │ │помещениях,
предпочтительно
│ │у наружной стены;
│ │эмульсионная станция -
│ │противопожарные
перегородки
│ │I типа
4.
Участок гидравлического │
IIв │в пролетах блока
цехов;
испытания
деталей, моечно- │
│моечно-дефектовочное
дефектовочное
отделение │ │отделение
предпочтительно
│ │выделить
5.
Участок сварки │ IIб
│в отдельных помещениях,
и
наплавки, участок пайки │ │выгороженных
противопожарными
термосистем
судовой │ │перегородками I типа
автоматики │ │
6.
Испытательная станция │ Iб
│в выгороженном у наружной
ДВС │ │стены помещении
│ │с противопожарными
│ │перегородками I типа
│ │с выходом наружу
7.
Участок зарядки │ IIIа
│ то же
термосистем
судовой │ │
автоматики │ │
8.
Участки: испытания │
IIIб │ "
топливной
аппаратуры, │ │
консервации
топливной │ │
аппаратуры,
окрасочный │ │
5.22. Специальные
требования технологического процесса
При проектирования
механосборочных цехов следует учитывать специальные требования, обусловленные
особенностями технологического процесса.
К специальным
требованиям относятся требования по обеспечению:
температурно-влажностного
режима, чистоты и скорости движения воздуха термоконстантных помещений,
виброизоляции
оборудования и сборочных стендов.
5.22.1. Требования
по температурному режиму
Станочное отделение
─────────────────────────────────────────────┬────────────┬────────────────
Наименование работ │ Класс
│ Допустимые
│ точности │
отклонения
│ станков, │
температуры
│ на которых │ от номинальной
│производится│ (20 °C) в
│ обработка │рабочей
зоне, °C
─────────────────────────────────────────────┼────────────┼────────────────
Финишная
обработка деталей типа: │ │
валов, втулок; │ B
│+/- 1,5; +/- 1,0
точных отверстий в корпусных деталях; │
---- │----------------
винтов, червяков; │ A, C
│+/- 1,0; +/- 0,5
направляющих базовых деталей; │ │
прецизионных деталей топливной │ -
│ +/- 1,0
и
гидроаппаратуры
│ │
Примечание. Большие
значения допустимых отклонений назначаются при массе станков (на которых
производится обработка деталей) - до 1 тонны, меньшие - при массе станков свыше
1 тонны.
Слесарное отделение
─────────────────────────────────────────┬──────────┬──────────────────────
Наименование работ │ Класс
│Допустимые отклонения
│ точности │
температуры от
│собираемых│ номинальной (20 °C),
│ изделий │ °C, при массе
│ │ собираемых изделий
│
├──────────┬───────────
│ │до 1
тонны│св. 1 тонны
─────────────────────────────────────────┼──────────┼──────────┼───────────
Предварительная
сборка узлов │ B
│ +/- 2,0 │ +/- 1,5
│ ---- │ ------- │
-------
│ A, C │ +/- 1,5 │
+/- 1,0
│ │ │
Чистовое
шабрение, окончательная сборка
│ B │ +/- 1,5 │
+/- 1,0
и
проверка узлов
│ ---- │ ------- │
-------
│ A, C
│ +/- 1,0 │ +/- 0,5
│ │ │
Приемочный
контроль
│ B │ +/- 1,5 │
+/- 1,0
│ ---- │ ------- │
-------
│ A, C
│ +/- 1,0 │ +/- 0,5
Сборка
прецизионных пар топливной
│ │ +/- 0,5
и
гидроаппаратуры
│ │
Испытание
прецизионных пар топливной
│ │ +/- 2,0
и
гидроаппаратуры
│ │
5.22.2. Требования
по влажности воздуха
В термоконстантных
помещениях должна поддерживаться относительная влажность воздуха 50 +/- 10%,
согласно ГОСТ 8.050-73.
5.22.3. Требования
по чистоте воздуха
В контрольных
пунктах термоконстантных помещений требования по чистоте воздуха принимаются в
соответствии с ГОСТ 8.050-73.
5.22.4. Требования
по скорости движения воздуха
───────────────────────────────────────────────────┬────────────┬──────────
Наименование работ │ Класс
│Наибольшая
│ точности │ скорость
│ станков, │ воздуха,
│ на которых │ м/с
│производится│
│ обработка │
───────────────────────────────────────────────────┼────────────┼──────────
Финишная
обработка деталей типа валов и втулок,
│ B, A, C │0,3 - 0,5
направляющих
базовых деталей
│ │
Финишная
обработка прецизионных деталей топливной
│ A, C │
0,2
и
гидроаппаратуры
│ │
Предварительная
сборка узлов
│ B, A, C │0,3 - 0,5
│ │
Окончательная
сборка и проверка узлов
│ B │0,3 - 0,5
│ ----
│---------
│ A, C │0,2 - 0,3
│ │
Приемочный
контроль
│ B │0,2 - 0,3
│ ---- │---------
│ A, C │
0,2
5.22.5. Требования
по виброизоляции металлорежущего оборудования
────────────────────────────────┬───────────┬────────────┬─────────────────
Станки │Частоты │Рекомендуе- │ Рекомендуемый
──────────────────┬─────────────┤собственных│мые
значения│ основной вид
Тип │ Класс
│колебаний │собственных
│виброизолирующей
│ точности,
│узлов,
│частот │ установки
│ параметра, │определяю- │колебаний │
│ чистота
│щих чувст- │станка на
│
│ поверхности
│вительность│опорах, Гц; │
│ │к колеба- │вертикальные│
│ │ниям осно- │f ;
горизон-│
│ │вания, Гц │ z │
│ │ │тальные │
│ │ │f , f │
│ │ │ x y
│
──────────────────┼─────────────┼───────────┼────────────┼─────────────────
Внутришлифовальные│Класс
A │ 60 - 80
│f = 16 -
18│Виброизолирущие
│Днб до 200 мм│ │ z │опоры
│9 кл.
чистоты│ │ │
│ │ │f = 5 - 6
│
│ │ │ y │
│ │ │ │
│ │ │f = 10
│
│ │ │ x │
│ │ │ │
Круглошлифовальные│Класс
A │ 50 - 60
│f = 15 │Виброизолирущие
│Днб до 400
мм│ (напр. │ z │опоры
│9 - 10 класс
│скольжения)│
│При резком
│чистоты │ │f = 9
│реверсе - вибро-
│ │ │ y │изолированный
│ │ │(напр. │фундамент
│ │ │скольжения) │на
резиновых
│ │ 30 - 40
│f = 10 - 12│ковриках
│ │ (напр.
│ z │
│ │ качения) │ │
│ │ │f = 5
│
│ │ │ y │
│ │ │(напр. │
│ │ │качения) │
Плоскошлифовальные│Класс
A │ 30 - 60
│f = 15 -
17│Виброизолирующие
│стол │ │ z │опоры
│200 x 600 мм
│ │ │
│9 класс │ │f и f
│
│чистоты │ │ y x
│
│ │ │около 5 - 6 │
Зубошлифовальные │Зубчатые │
35 - 45 │f = 18 - 20│Виброизолирован-
(типа
584М и 5831)│колеса
│ │ z │ный фундамент
│5 степень │ │ │на резиновых
│точности │ │ │ковриках
Одностоечные
│Класс C │
30 - 60 │f = 14 - 16│При опирании
координатно- │Ширина стола │ │ z │на 3 точки -
расточные │250 - 400 мм │ │ │виброизолирующие
│8 степень │ │ │опоры; при
│чистоты │ │ │опирании по всей
│ │ │ │поверхности -
│ │ │ │виброизолирован-
│ │ │ │ный фундамент
│ │ │ │на резиновых
│ │ │ │ковриках
Отделочные │Класс A │ 60 - 100 │f
= 18 - 20│Виброизолирущие
токарные │Днб = 400 мм │ │ z │опоры
│8 кл.
чистоты│ │ │
Алмазно-расточные
│Класс C │ 90 - 100 │f
= 18 - 20│Виброизолирующие
│Днб = 200 мм
│ │ z │опоры. При длин-
│9 - 10 кл. │ │ │ных или составных
│чистоты │ │f = 7 - 10 │станинах -
│ │ │ y │фундамент.
│ │ │ │Виброизолирован-
│ │ │ │ный фундамент
│ │ │ │на резиновых
│ │ │ │ковриках
5.23. Требования
взрывопожарной и пожарной безопасности
5.23.1. При
проектировании механосборочного цеха необходимо руководствоваться действующими
противопожарными правилами, нормами и требованиями, распространяющимися на
производственные отделения и участки цеха соответствующей категории
производства по пожарной опасности, согласно "Перечню производств СРЗ и
некоторых других предприятий ММФ с указанием взрывной, взрывопожарной и
пожарной опасности", а также требованиями по оборудованию средствами
пожарной автоматики, содержащимися в указанном "Перечне...".
5.23.2. При
проектировании цеха следует соблюдать противопожарные требования глав
строительных норм и правил: СНиП 01.02-85, СНиП 2.09.02-85 и СНиП II-92-76.
5.23.3. В проекте
механосборочного цеха следует учитывать требования взрывопожарной и пожарной
безопасности, предусматриваемые технологическими инструкциями на работы,
выполняемые цехом.
5.23.4.
Механосборочный цех должен быть оборудован пожарным водопроводом, а также
первичными средствами пожаротушения в соответствии с "Типовыми правилами
пожарной безопасности для промпредприятий", М., 1976 г.
5.23.5. Размещение
различных производств в одном блоке (корпусе), число и расположение
эвакуационных выходов следует выполнять в соответствии с требованиями СНиП
2.09.02-85 и СНиП 2.01.02-85.
5.23.6. Цеховые
склады и кладовые сгораемых материалов или несгораемых материалов в сгораемой
упаковке (смазке) допускается размещать в общем блоке, отделяя их
противопожарными перегородками I типа. При размещении в общем блоке цеховых
складов нефтепродуктов следует руководствоваться указаниями раздела 12 СНиП
II-106-79.
5.23.7. В цехе
должны быть предусмотрены средства связи для соединения с пожарной охраной.
5.23.8. Во взрыво-
и взрывопожароопасных отделениях и участках цеха необходимо предусматривать
системы автоматической сигнализации, предупреждающие об образовании в воздушной
среде взрывоопасных концентраций вредных паров и сблокированные с установками
аварийной вентиляции и пожарной сигнализации или автоматического пожаротушения
в соответствии с требованиями "Перечня производств судоремонтных заводов и
некоторых других предприятий ММФ с указанием взрывной, взрывопожарной и
пожарной опасности".
5.23.9.
Обеспеченность проездами и подъездами пожарных машин к зданию цеха следует
принимать по СНиП II-89-80.
5.23.10. Мойка и
обезжиривание узлов и деталей должны производиться негорючими растворами и
составами.
5.24. Требования
безопасности труда и производственной санитарии
5.24.1. При
проектировании механосборочного цеха необходимо руководствоваться РД
31.83.01-80 и другими нормативными документами по безопасности труда и
производственной санитарии, указанными в рекомендуемом Приложении 1.
5.24.2. В проекте
механосборочного цеха должны быть соблюдены следующие требования:
пульт управления
испытательной станции ДВС должен быть в звукоизолированном помещении,
оборудованном телефонным аппаратом со световой сигнализацией;
участок ремонта и
испытания баллонов должен быть размещен в отдельном специально оборудованном помещении
с температурой воздуха не менее 12 °C;
гидравлические и
пневматические испытания баллонов должны производиться в бронезащитных
устройствах;
моечные машины
должны быть оборудованы автоматикой, отключающей подачу моющего раствора и
ополаскивающей воды при неработающей местной вентиляции, а также при открывании
дверей, если вместо шторных закрытий технологических проемов применяются двери;
пайка и зарядка
термосистем судовой автоматики должны выполняться в вытяжных шкафах;
рабочие места на
участке консервации должны быть оборудованы местной вытяжной вентиляцией;
приготовление и
хранение смазочно-охлаждающих жидкостей должно осуществляться в отдельных
помещениях, оборудованных вытяжной вентиляцией.
5.25. Охрана
окружающей среды
5.25.1. Согласно
природоохранительному законодательству и условиям производства механосборочного
цеха судоремонтного завода, охране подлежат водная среда и атмосферный воздух.
5.25.2. Проект
механосборочного цеха должен содержать решения по предотвращению загрязнения
окружающей среды:
водной среды - от
участка разборки механизмов, мойки и дефектации деталей (моющая жидкость,
машинное масло, керосин); испытательных станций ДВС СВМ (охлаждающая вода);
участков приготовления эмульсии; от загрязненных вод, образующихся при мойке и
уборке полов производственных помещений цехов;
атмосферного
воздуха - от испытательных станций ДВС (выхлопные газы от испытуемых
двигателей); выброса воздуха общеобменной вентиляцией; выброса воздуха от
сварочно-наплавочных постов; выброса отсасываемого воздуха от технологического
оборудования.
5.25.3. При
проектировании необходимо руководствоваться требованиями санитарных норм и
правил, стандартов, руководящих документов по охране окружающей среды,
указанных в рекомендуемом Приложении 1.
6.1. Размеры
рабочих мест по обслуживанию технологического оборудования, мм
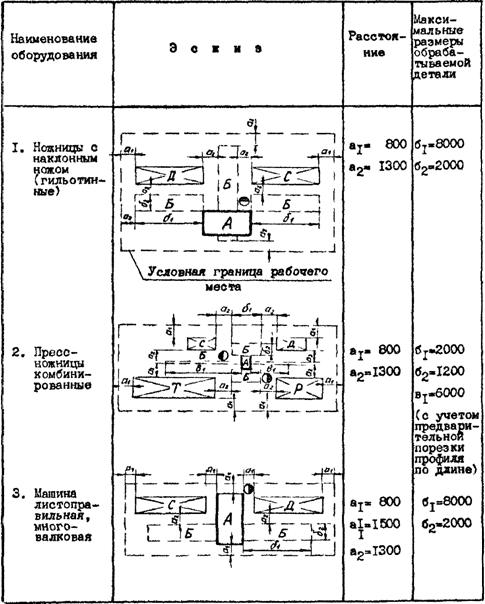
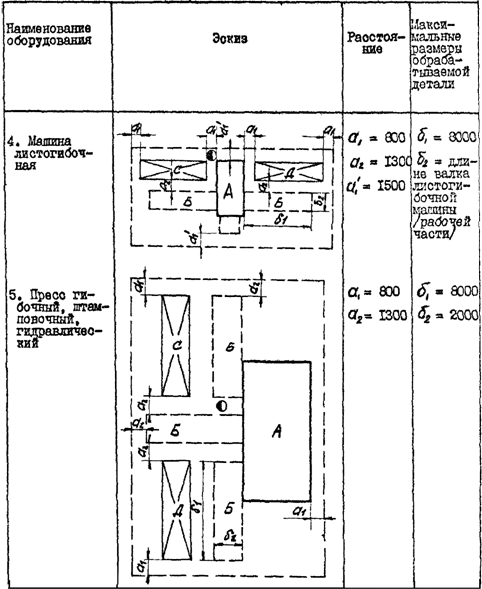
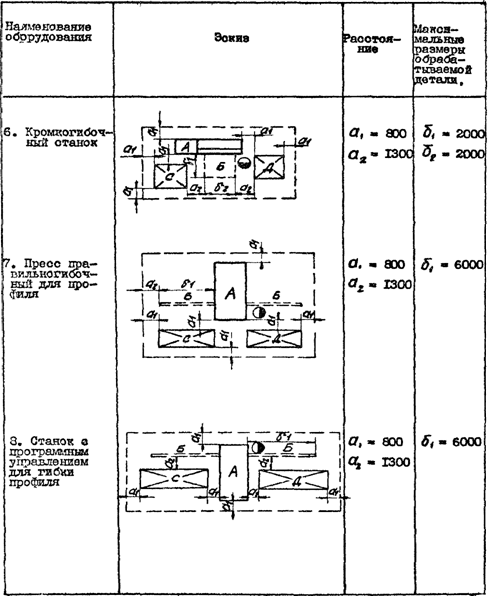
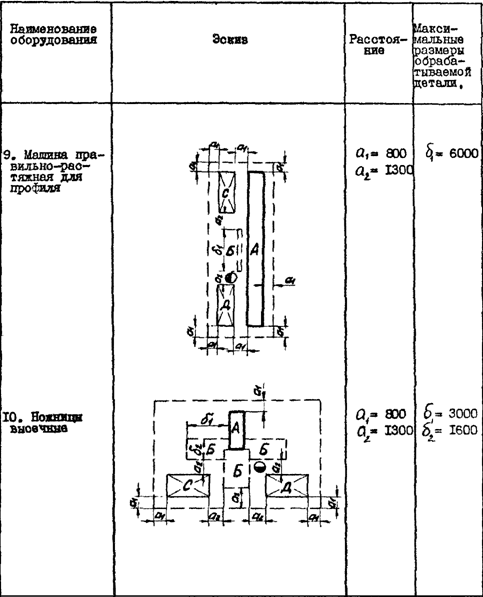
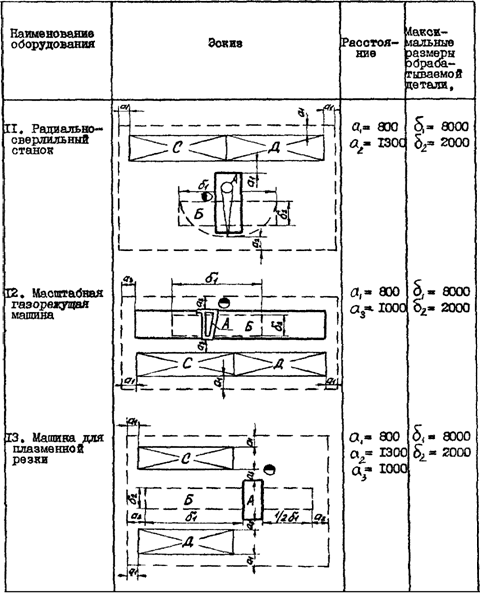
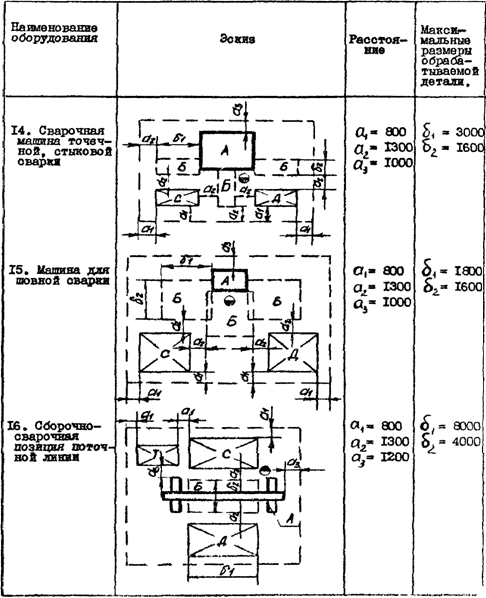
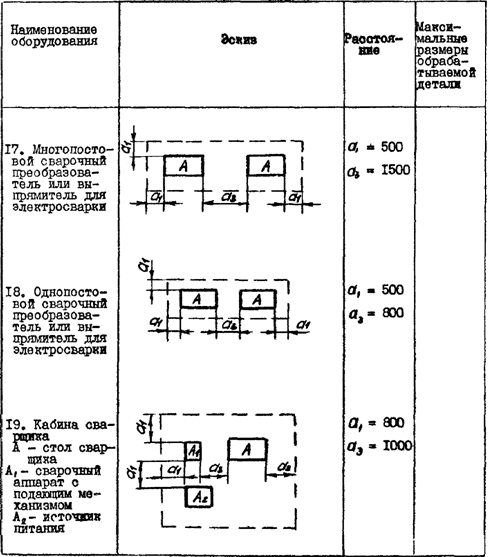
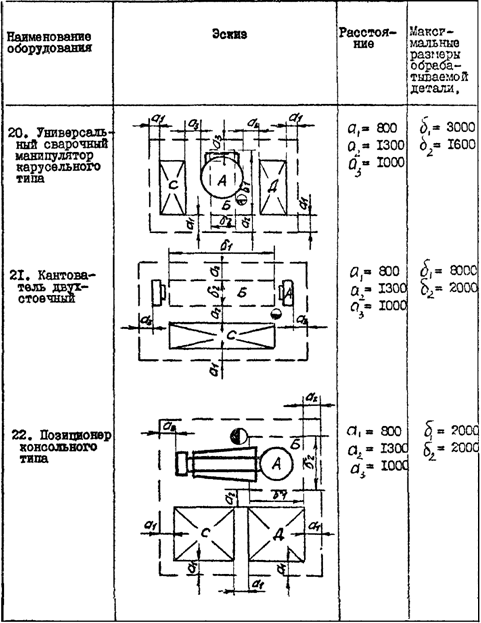
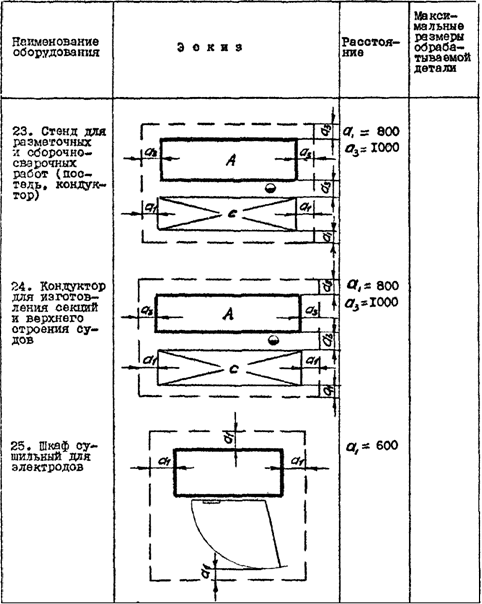
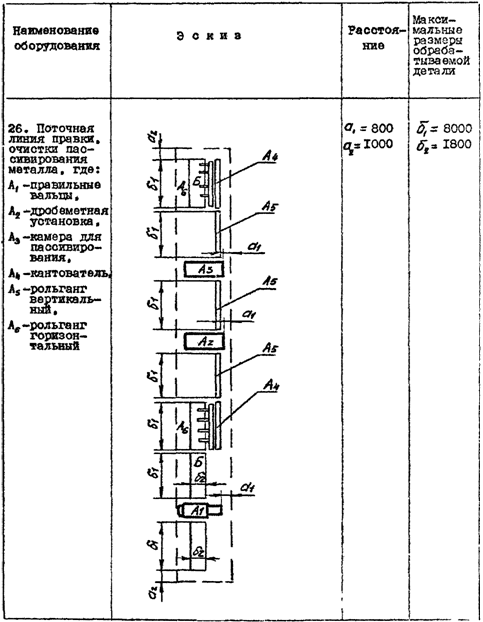
Условные
обозначения
А - технологическое
оборудование;
Б - обрабатываемая
заготовка (деталь);
С, Т - складочное
место заготовок;
Д, Р - складочное
место деталей;
![]() - расстояние между оборудованием и складочным
местом либо границей рабочего места (кроме оборудования для сварки и тепловой
резки), складочным местом и границей рабочего места;
- расстояние между оборудованием и складочным
местом либо границей рабочего места (кроме оборудования для сварки и тепловой
резки), складочным местом и границей рабочего места;
![]() - расстояние между гибочными либо правильными
вальцами и границей рабочего места (в направлении движения листов);
- расстояние между гибочными либо правильными
вальцами и границей рабочего места (в направлении движения листов);
![]() - расстояние от подвижного конца
обрабатываемой заготовки (детали) до границы рабочего либо складочного места;
- расстояние от подвижного конца
обрабатываемой заготовки (детали) до границы рабочего либо складочного места;
![]() - расстояние между оборудованием для сварки и
тепловой резки и складочным местом либо границей рабочего места;
- расстояние между оборудованием для сварки и
тепловой резки и складочным местом либо границей рабочего места;
![]() ;
; ![]() - длина обрабатываемой заготовки (детали);
- длина обрабатываемой заготовки (детали);
![]() - ширина обрабатываемой заготовки (детали).
- ширина обрабатываемой заготовки (детали).
Примечания. 1.
Размеры складочных мест материалов, заготовок и деталей у технологического
оборудования принимаются в соответствии с габаритами обрабатываемых материалов,
заготовок, деталей и узлов.
2. При установке
оборудования на выступающем над полом фундаменте, когда контур фундамента в
плане находится за пределами габарита оборудования, выступающая часть
фундамента засчитывается в габарит оборудования, от которого нормируется
расстояние до границы рабочего места, мест складирования и т.д.
3. Для смежных
рабочих мест проход между соседними местами складирования материалов, заготовок
и деталей следует принимать общим.
4. Размерами
рабочего места учтено использование средств механизации: направляющих
рольгангов, стоек с шаровыми опорами, поворотных кранов, устройств для
складирования деталей, оргоснастки и сбора отходов.
5. На каждое
стационарное рабочее место для огневых работ должно быть отведено, исключая
площадь, занимаемую оборудованием и проходами:
при электросварке -
не менее 4,5 м2;
при газокислородной
резке - не менее 4,0 м2;
при плазменной
резке - не менее 10,0 м2.
6.2. Расстояния
между оборудованием, складочными местами и элементами здания, мм
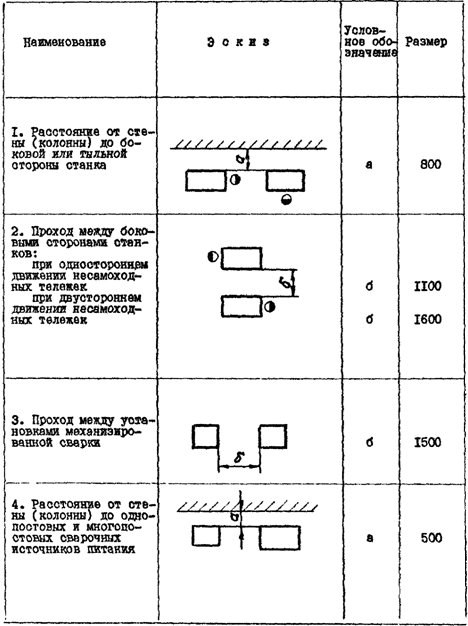
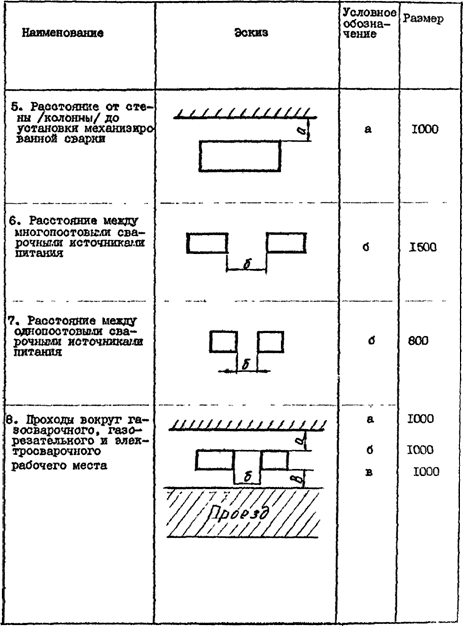
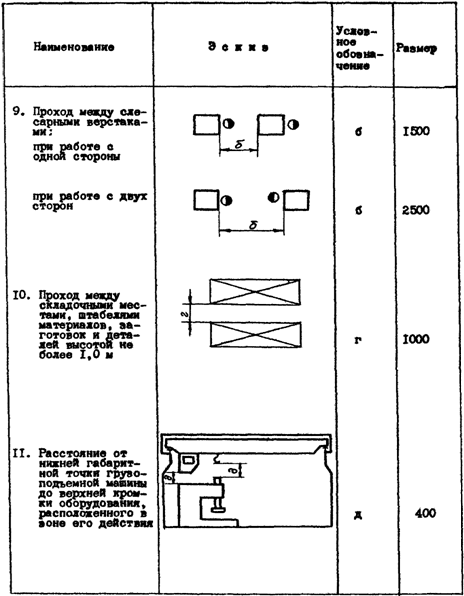
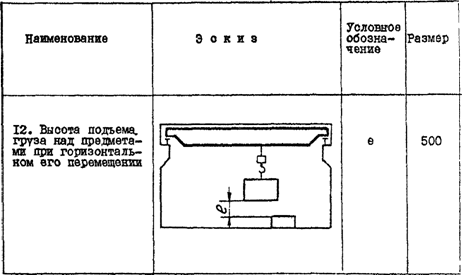
Примечание. При
выборе высоты пролета необходимо учитывать длину застройки, габаритную высоту
груза и расстояние от подкранового пути до грузового крюка грузоподъемного
устройства.
6.3. Цеховые
проезды, мм
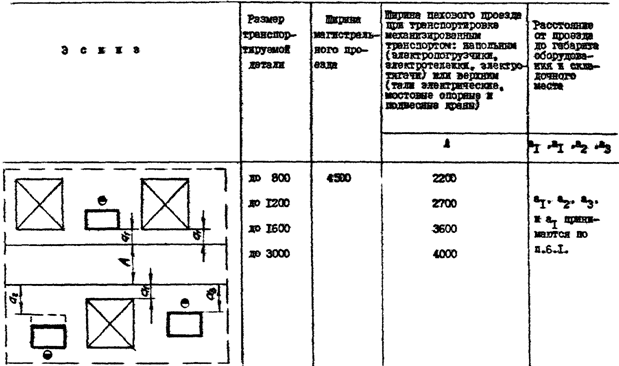
Примечания. 1. Под
размером транспортируемой детали, узла следует понимать размер в направлении,
перпендикулярном проезду (по ширине проезда).
2. Ширина
магистрального проезда, предназначенного для межцеховых перевозок в блоке
цехов, указана для двустороннего движения электропогрузчиков и электротележек.
3. Нормы ширины
цеховых проездов даны для одностороннего движения транспорта. При двустороннем
движении ширина цехового проезда принимается равной удвоенной ширине
транспортного средства, увеличенной на 900 мм.
4. Ширина проезда
при транспортировке электропогрузчиком с фронтальным расположением вил дана с
учетом возможности его поворота на 90°.
5. Расстояния от
проезда до оборудования указаны от наружных габаритов оборудования, включающих
крайнее положение движущихся частей, открывающихся дверок, постоянных
ограждений оборудования или подвижных концов обрабатываемых деталей.
6.4. Цеховые
въезды, мм
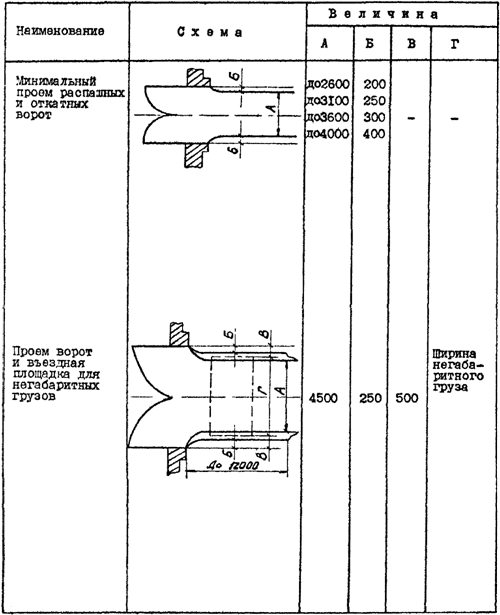
6.5. Размеры
унифицированных пролетов и грузоподъемность подъемно-транспортных средств
┌─────────────────────────────────────┬───────────────────────────────────┐
│ Размер пролета, м │Вид подъемно-транспортного
средства│
├───────┬───────────┬─────────┬───────┼─────────────────┬─────────────────┤
│Ширина
│Шаг колонн │Высота
│Отметка│Верхний транспорт│ Напольный
│
│пролета│ │до низа │подкра-│ │ транспорт
│
│
├─────┬─────┤несущих │нового
├─────────┬───────┼─────────┬───────┤
│
│Край-│Сред-│конструк-│рельса │Наимено-
│Грузо- │Наимено- │Грузо- │
│ │них │них
│ций │ │вание │подъем-│вание │подъем-│
│ │ │
│покрытия │
│ │ность,
│ │ность, │
│ │ │
│ │ │ │т │ │т │
├───────┼─────┼─────┼─────────┼───────┼─────────┼───────┼─────────┼───────┤
│ 18
│6; 12│6; 12│4,8; 6,0 │ -
│ - │
- │Электро- │ 2,0
│
│ │ │
│ │ │ │ │погруз- │
│
│ │ │
│ │ │ │ │чик, │ │
│ │ │
│ │ │ │ │тележка с│ │
│ │ │
│ │ │ │ │выносной │ │
│ │ │
│ │ │ │ │стрелой, │ │
│ │ │
│ │ │ │ │электро- │ │
│ │ │
│ │ │ │ │тележка │
│
├───────┼─────┼─────┼─────────┼───────┼─────────┼───────┼─────────┼───────┤
│18;
24 │6; 12│6; 12│7,2; 8,4 │ -
│Кран │ 3,2; │
То же │ 2,0
│
│ │ │
│ │ │подвесной│ 5,0; │ │ │
│ │ │
│ │ │электри- │ │ │ │
│ │ │
│ │
│ческий │ │ │ │
├───────┼─────┼─────┼─────────┼───────┼─────────┼───────┼─────────┼───────┤
│18;
24 │6; 12│6; 12│
10,8 │ 8,75 │Кран │ 5,0; │
" │ 2,0
│
│ │ │
│ │ │мостовой │ 8,0
│ │ │
│ │ │
│
├───────┤электри-
├───────┤ │ │
│ │ │
│ │ 8,15 │ческий │ 8,0;
│ │ │
│ │ │
│ │ │ │ 12,5 │ │ │
│ │ │
│
├───────┤
├───────┤ │ │
│ │ │
│ │ 7,75 │ │ 20,0 │ │ │
│
├─────┼─────┼─────────┼───────┤
├───────┤ │ │
│ │6; 12│ 12 │
12,0 │ 9,35 │ │ 8,0; │ │ │
│ │ │
├─────────┼───────┤ │ 12,5 │ │ │
│ │ │
│ 13,2 │ 10,55 │ │ │ │ │
├───────┼─────┼─────┼─────────┼───────┼─────────┼───────┼─────────┼───────┤
│18;
24 │6; 12│ 12 │ 12,0
│ 8,95 │Кран │ 20,0; │ "
│ 5,0 │
│ │ │
├─────────┼───────┤мостовой
│ 32,0 │ │ │
│ │ │
│ 13,2 │ 10,15 │электри- │ │ │ │
│ │
│ │ │ │ческий │
│ │ │
├───────┼─────┼─────┼─────────┼───────┼─────────┼───────┼─────────┼───────┤
│24;
30;│6; 12│ 12 │ 12,0
│ 8,95 │Кран │ 20,0; │ "
│ 5,0 │
│ 36
│ │
├─────────┼───────┤мостовой
│ 32,0 │ │ │
│ │ │
│ 13,2 │ 10,15 │электри- │ │ │ │
│ │ │
├─────────┼───────┤ческий
├───────┤ │ │
│ │ │
│ 12,0 │ 8,60
│ │ 32,0;
│ │ │
│ │ │
├─────────┼───────┤ │ 50,0 │ │ │
│ │ │
│ 13,2 │ 9,80
│ │ │ │ │
│ │ │
├─────────┼───────┤ │ │ │ │
│ │
│ │
16,8 │ 13,40 │ │ │ │ │
│ │ │
├─────────┼───────┤ │ │ │ │
│ │ │
│ 18,0 │ 14,60 │ │ │ │ │
└───────┴─────┴─────┴─────────┴───────┴─────────┴───────┴─────────┴───────┘
Примечания. 1. При
установке в пролете здания нескольких кранов размер подкранового рельса
принимается по крану наибольшей грузоподъемности.
2. Шаг крайних
колонн принимается равным 6 или 12 м в зависимости от конструкций стеновых
ограждений.
3. При высоте цеха
6 м до низа несущих конструкций покрытия допускается установка подвесного крана
грузоподъемностью до 2 тонн, если это требуется конкретными условиями.
4. Подвесные краны
грузоподъемностью 3,2 тонны и менее могут быть установлены в один либо в два
ряда по ширине пролета, свыше 3,2 тонны - в один ряд.
6.6.
Технологические требования к полам
┌────────────┬──────────┬────────┬─────────┬────────────────────────────────────┬──────┬──────────┐
│Наименование│Грузо- │Удельное│Нагрузка │ Применяемая жидкость │Допус-│Требование│
│ │подъем- │давление│техноло-
├────────┬─────────┬────────┬────────┤каемое│
к уборке │
│ │ность │от со- │гическая,│ вода
│минераль-│щелочной│бензин, │пыле-
│помещения │
│ │электро- │средото-│кПа │ │ное масло│раствор
│керосин │выде- │
│
│ │погруз- │ченной │ ├────────┴─────────┴────────┴────────┤ление
│ │
│ │чика, │нагруз- │ │ Воздействие на пол │покры-│ │
│ │электро- │ки, не
│ │
│тием │ │
│ │тележки │более, │ │
│пола │ │
│ │и другого │кПа │ │
│ │ │
│ │транспорта│ │ │
│ │ │
│ │на резино-│ │ │ │ │ │
│ │вом ходу, │ │ │
│ │ │
│ │т │ │ │
│ │ │
├────────────┼──────────┼────────┼─────────┼────────┬─────────┬────────┬────────┼──────┼──────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Заготови- │0,5 - 5,0 │ 10
│ 15 - 60 │ Малое
│ Малое │Не при- │ Малое │Малое │Возмож- │
│тельный │ │ │ │ │ │меняется│ │ │ность │
│участок │ │ │ │ │ │ │ │ │применения│
│ │ │ │ │ │ │ │ │ │механизи- │
│ │ │ │ │ │ │ │ │ │рованной │
│ │ │ │ │ │ │ │
│ │уборки │
├────────────┼──────────┼────────┼─────────┼────────┼─────────┼────────┼────────┼──────┼──────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Сборочно- │0,5 - 5,0 │ 10
│ 15 - 60 │ То же
│ То же │ То же
│Не при- │То же │
То же │
│сварочный │ │ │ │ │ │ │меняется│ │ │
│участок │ │ │ │ │ │ │ │ │ │
├────────────┼──────────┼────────┼─────────┼────────┼─────────┼────────┼────────┼──────┼──────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Слесарно- │0,5 - 5,0 │ 10
│ 15 - 60 │Не при- │
Малое │ "
│ Малое │ "
│ " │
│корпусный │ │ │ │меняется│ │ │ │ │ │
│участок │ │ │ │ │ │ │ │ │ │
├────────────┼──────────┼────────┼─────────┼────────┼─────────┼────────┼────────┼──────┼──────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Участок │0,5 - 5,0 │ 10
│ 15 - 60 │ Малое
│ Малое │ Малое
│Не при- │Малое │
" │
│обработки │ │ │ │ │ │ │меняется│ │ │
│легких │ │ │ │ │ │ │ │ │ │
│сплавов │ │ │ │ │ │ │ │ │ │
├────────────┼──────────┼────────┼─────────┼────────┼─────────┼────────┼────────┼──────┼──────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Участок │0,5 - 5,0 │ 10
│ 15 - 60 │ То же
│Не при- │Не при-
│ Малое │То же │ "
│
│ремонта │ │ │ │ │меняется
│меняется│
│ │ │
│люковых │ │
│ │ │ │ │ │ │ │
│крышек │ │ │ │ │ │ │ │ │ │
├────────────┼──────────┼────────┼─────────┼────────┼─────────┼────────┼────────┼──────┼──────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Участок │0,5 - 5,0 │ 10
│ 15 - 60 │Среднее │
То же │ Малое │ Малое
│ " │
" │
│ремонта │ │ │ │ │ │ │ │ │ │
│котлов │ │ │ │ │ │ │ │ │ │
├────────────┼──────────┼────────┼─────────┼────────┼─────────┼────────┼────────┼──────┼──────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Стенд │0,5 - 5,0 │ 10
│ 15 - 60 │Большое │
" │Не при- │Не
при- │ " │
" │
│гидравли- │ │ │ │ │
│меняется│меняется│ │ │
│ческих │ │ │ │ │ │ │ │ │ │
│испытаний │ │ │ │ │ │ │ │ │ │
├────────────┼──────────┼────────┼─────────┼────────┼─────────┼────────┼────────┼──────┼──────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Место │0,5 - 5,0 │ 10
│ 15 - 60 │ Малое
│ Малое │ То же
│ Малое │Не
до-│ " │
│профилакти-
│ │ │ │ │ │ │ │пус- │ │
│ческого │ │ │ │ │ │ │ │кается│ │
│ремонта │ │ │ │ │ │ │ │ │ │
│пневмо- │ │ │ │ │ │ │ │ │ │
│и
газо- │ │ │ │ │ │ │
│ │ │
│резательного│ │ │ │ │ │ │ │ │ │
│инструмента
│ │ │ │ │ │ │ │ │ │
├────────────┼──────────┼────────┼─────────┼────────┼─────────┼────────┼────────┼──────┼──────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Цеховые │0,5 - 5,0 │ 10
│15 - 100 │Не при- │Не при- │
" │Не при- │Малое
│ " │
│склады, │ │ │ │меняется│меняется │ │меняется│ │ │
│кладовые │ │ │ │ │ │ │ │ │ │
│материалов,
│ │ │ │ │ │ │ │ │ │
│инструмента,│ │ │ │ │ │ │ │ │ │
│оснастки, │ │ │ │ │ │ │ │ │ │
│приспособ- │ │ │ │ │ │ │ │ │ │
│лений
и др. │ │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │ │
├────────────┼──────────┼────────┼─────────┼────────┼─────────┼────────┼────────┼──────┼──────────┤
│ │ │ 3│ │ │ │ │ │ │ │
│Магистраль-
│0,5 - 10,0│ 2 x 10 │50 - 100 │ То же │
То же │ "
│ " │То же │ "
│
│ный
проезд │ │ │ │ │ │ │ │ │ │
└────────────┴──────────┴────────┴─────────┴────────┴─────────┴────────┴────────┴──────┴──────────┘
Примечания. 1.
Выбор полов производится по СНиП II-В.8-71.
2. Грузоподъемность
транспортных средств и технологическая нагрузка принимаются в пределах,
регламентируемых настоящим подразделом норм, в зависимости от массы
ремонтируемых узлов и деталей, принятой технологии ремонта.
6.7. Организация
складского хозяйства и механизация транспортно-складских операций
6.7.1. В состав
складского хозяйств цеха входят:
кладовая
материалов;
инструментально-раздаточная
кладовая (ИРК);
кладовая
электросварочных материалов;
кладовая
электросварочного оборудования и оснастки;
кладовая
газорезательной аппаратуры;
межоперационная
кладовая (площадка);
кладовая (склад)
комплектации.
6.7.2. Цеховые
склады и кладовые должны размещаться по технологическому потоку в местах,
наиболее удобных для обслуживания рабочих:
кладовая
материалов, ИРК, кладовые электросварочных материалов, электросварочного
оборудования и оснастки, газорезательной аппаратуры - в местах основного
разбора материалов, инструмента, оборудования и оснастки;
межоперационные
кладовые и площадки - по основному технологическому потоку между
производственными участками и отделениями;
кладовая (склад)
комплектации - в конце технологического потока.
6.7.3. При
организации складского хозяйства следует учитывать способ хранения и
транспортировки материалов, заготовок, узлов и деталей. При этом транспортные
операции рекомендуется осуществлять следующими способами:
листовой и профильный
металл со склада стали к местам складирования у технологического оборудования -
кранами, погрузчиками и другими подъемно-транспортными средствами применительно
к конкретным условиям;
заготовки и мелкие
грузы и детали металлоконструкций должны храниться в специальной
унифицированной таре и транспортироваться цеховыми кранами,
электропогрузчиками, электротележками, а также другими видами цехового
транспорта;
крупные
металлоконструкции, узлы и детали большой массы должны храниться на специальных
площадках и транспортироваться цеховыми мостовыми кранами.
При складировании
узлов и деталей большой массы, при которой нагрузка на площадку превышает
допускаемую, необходимо применять подкладки, рассредотачивающие нагрузку до
допускаемой.
6.7.4. Транспортные
операции с применением автотранспорта для внутрицеховых перевозок по условиям
промсанитарии и правилам пожарной безопасности практиковать не рекомендуется.
Межцеховые
транспортные операции следует осуществлять с использованием всех видов
заводского транспорта.
6.7.5. Площади
цеховых кладовых
┌────────────────┬──────────────────┬─────────────────────────────────────────────────────┐
│ Наименование
│ Назначение │ Площадь на единицу │
│ │ ├────────────────┬────────────────────────────────────┤
│ │ │ Наименование
│ Величина в м2 для цехов с годовым │
│ │ │ единицы
│ выпуском сменяемой
стали, т │
│ │ │
├───────┬──────┬──────┬──────┬───────┤
│ │ │ │до 2300│2301
-│4751 -│7101 -│ 9401
│
│ │ │ │ │
4750│ 7100│ 9400│и более│
├────────────────┼──────────────────┼────────────────┼───────┼──────┼──────┼──────┼───────┤
│Инструментально-│Хранение
и выдача │Производственный│ 0,45
│ 0,40 │ 0,35 │ 0,30 │ 0,25 │
│раздаточная │инструмента, │рабочий в │ │ │
│ │ │
│кладовая
│пневмоинструмента,│наибольшей смене│ │ │ │ │ │
│ │приборов, аппа- │ │ │ │ │ │ │
│ │ратов, шлангов, │ │
│ │ │ │ │
│ │приспособлений │ │ │ │ │ │ │
│ │и пр. │ │ │ │ │ │ │
│ │Профилактика │ │ │ │ │ │ │
│ │пневмоинструмента
│ │ │ │ │ │ │
│Кладовая │Хранение и выдача
│Списочный │ 0,08 │ 0,07 │ 0,06 │ 0,05
│ 0,04 │
│материалов
│расходного коли- │рабочий в │ │ │ │ │ │
│ │чества
материалов,│наибольшей смене│
│ │ │ │ │
│ │метизов, │ │ │ │ │ │ │
│ │спецодежды, мыла │ │ │ │ │ │ │
│Кладовая │Хранение, профи- │Газорезчик │ │ │ │ │ │
│газорезательной
│лактика и выдача │в
наибольшей │ │
│ │ │ │
│аппаратуры │газорезательной │смене │ │ │ │ │ │
│ │аппаратуры │ │ │ │ │ │ │
│ │и шлангов │ │ │ │ │ │ │
│ │ │При ручной
резке│ 0,90 │ 0,80 │
0,70 │ 0,60 │ 0,50 │
│ │ │При механизиро-
│ 1,00 │ 0,90 │ 0,80
│ 0,70 │ 0,60 │
│ │ │ванной резке │ │ │
│ │ │
├────────────────┼──────────────────┼────────────────┼───────┼──────┼──────┼──────┼───────┤
│Кладовая │Хранение и выдача
│Электросварщик │ │ │ │ │ │
│электродов, │электродов, │в наибольшей │ │ │ │ │ │
│сварочной │электродной │смене │ │ │ │ │ │
│проволоки │проволоки и флюсов│ │ │ │ │ │ │
│и
флюсов │ │ │ │ │ │ │ │
├────────────────┼──────────────────┼────────────────┼───────┼──────┼──────┼──────┼───────┤
│Кладовая │Хранение, выдача │При ручной │ 0,50 │ 0,45 │ 0,40 │ 0,35
│ 0,30 │
│электро- │и профилактика │сварке │ │ │ │ │ │
│сварочного │электросварочного │При
механизиро- │ 0,80 │ 0,70
│ 0,60 │ 0,50 │ 0,40 │
│оборудования │оборудования для │ванной сварке │
│ │ │
│ │
│и
оснастки │ручной и
механи-
├────────────────┼───────┼──────┼──────┼──────┼───────┤
│ │зированной сварки
│Электросварщик │ 1,10 │ 1,00 │ 0,90 │ 0,80
│ 0,70 │
│ │
│механизированной│
│ │ │ │ │
│ │ │сварки в │ │ │ │ │ │
│ │ │наибольшей
смене│ │ │ │ │ │
├────────────────┼──────────────────┼────────────────┼───────┼──────┼──────┼──────┼───────┤
│Межоперационная
│Хранение │1 т
выпуска │ 0,07 │ 0,06 │ 0,05 │ 0,04
│ 0,03 │
│кладовая │обработанных │обработанной │ │ │ │ │ │
│ │деталей в период │новой стали │ │ │ │ │ │
│ │между операциями │ │ │ │ │ │ │
│ │обработки и перед
│ │ │ │ │ │ │
│ │сборкой │ │ │ │ │ │ │
│Цеховый
склад │Комплектация │1 т выпуска │ 0,09 │ 0,08 │ 0,07 │ 0,06
│ 0,05 │
│комплектации │изделий перед │обработанной │ │ │ │ │ │
│ │установкой │новой стали │ │ │ │ │ │
│ │и монтажом │ │ │ │ │ │ │
└────────────────┴──────────────────┴────────────────┴───────┴──────┴──────┴──────┴───────┘
Примечания. 1. При
совместном хранении инструмента, оборудования и оснастки соответствующие нормы
площадей суммируются.
2. Цеховый склад
комплектации является частью общезаводского склада комплектации и площадь его в
цеховую площадь не включается.
6.8. Примерное
распределение трудоемкости корпусных работ по видам
|
Наименование работ |
Соотношение |
Наименование |
|
|
Всего |
в
т.ч. |
||
|
1.
Очистка и расконсервация |
3 |
- |
Механизированная
линия |
|
2.
Правка механическая |
5 |
3 |
Правильные
вальцы и машины |
|
3.
Разметка и проверка |
4 |
- |
|
|
4.
Резка механическая |
3 |
3 |
Ножницы
с наклонным ножом, |
|
5.
Резка газовая |
11 |
5 |
Машины
и аппараты для |
|
6.
Гибка механическая и ручная |
7 |
5 |
Гибочные
вальцы и машины, |
|
7.
Сверление |
1 |
1 |
Радиально-сверлильные |
|
8.
Работа с пневмоинструментом |
4 |
- |
|
|
9.
Прочие станочные работы |
2 |
2 |
Станки
для обработки и гибки |
|
10.
Слесарные работы |
8 |
- |
|
|
11.
Сварка и наплавка |
18 |
6 |
Сварочные
машины, установки |
|
12.
Испытание на |
4 |
- |
|
|
13.
Такелажные работы |
3 |
- |
|
|
14.
Монтажные и демонтажные |
27 |
- |
Выполняются
на открытых |
|
Итого: |
100 |
25 |
|
Примечание.
Примерный состав минимального комплекта основного технологического оборудования
(при расчетном количестве основного оборудования менее 9 единиц) указан в
рекомендуемом Приложении 2.
6.9. Численность
вспомогательных рабочих, инженерно-технических работников (ИТР), служащих и
младшего обслуживающего персонала (МОП)
┌─────────────────────┬───────────────────────────────────────────────────┐
│ Наименование │ Численность, % │
│
├───────────────────────────────────────────────────┤
│ │ при годовом выпуске сменяемой стали,
т │
│
├───────┬───────────┬───────────┬───────────┬───────┤
│ │до 2300│2301
- 4750│4751 - 7100│7101 - 9400│ 9401 │
│ │ │ │ │ │и более│
├─────────────────────┼───────┼───────────┼───────────┼───────────┼───────┤
│Вспомогательные │
15 │ 13
│ 11 │
9 │ 7
│
│рабочие
от количества│ │ │ │ │ │
│производственных │ │ │ │ │ │
│рабочих │ │ │ │ │ │
│Обслуживающий │ │ │ │ │ │
│персонал
от общего │ │ │ │ │ │
│количества
рабочих: │ │ │ │ │
│
│ ИТР │ 10
│ 9 │
8 │ 7
│ 6 │
│ Служащие │ 1,5
│ 1,5 │
1,0 │ 1,0
│ 1,0 │
│ МОП │ 2,0
│ 1,5 │
1,5 │ 1,0
│ 1,0 │
└─────────────────────┴───────┴───────────┴───────────┴───────────┴───────┘
6.10. Численность
вспомогательных рабочих по профессиям
|
Наименование профессии |
Обслуживаются одним вспомогательным |
|
Слесарь-ремонтник |
50
единиц основного технологического |
|
Электромонтер
по обслуживанию |
100
единиц основного технологического |
|
Слесарь-инструментальщик |
150
производственных рабочих |
|
Наладчик
кузнечно-прессового |
15
единиц кузнечно-прессового |
|
Наладчик
сварочного |
25
единиц сварочного |
|
Кладовщик |
150
производственных рабочих |
|
Комплектовщик
изделий |
150
производственных рабочих |
|
Подсобный
(транспортный рабочий) |
150
производственных рабочих |
|
Машинист
крана (крановщик) |
Один
работающий кран (с кабиной) |
|
Стропальщик |
Один
работающий кран (с кабиной) |
|
Водитель
электротележки |
Одна
работающая электротележка в смене |
|
Уборщик
производственных помещений |
3500
м2 убираемой площади цеха |
Примечания. 1. При
отсутствии средств механизации уборочных работ нормативов площади цеха на
одного уборщика принимается с коэффициентом K = 0,7.
2. При организации
на заводе транспортного цеха водители электротележек исключаются из числа
вспомогательных рабочих цеха.
3. Общая численность
вспомогательных рабочих по профессиям определяется с учетом принятого
коэффициента сменности.
|
Наименование |
Величина в м2 |
||||
|
при годовом выпуске сменяемой стали,
т |
|||||
|
до
2300 |
2301
- 4750 |
4751
- 7100 |
7101
- 9400 |
9401 |
|
|
Общая
площадь цеха |
90 |
100
|
110
|
120
|
130 |
Примечания. 1. При
организации в цехе ремонтной базы (участка ремонтно-механического цеха) площадь
ее определяется по ОНТП-08-83/Минстанкопром и добавляется к общей площади цеха.
2. Указатель
основного и вспомогательного технологического оборудования приведен в
справочном Приложении 3.
3. Общая площадь
цеха по нормам п. 6.11 определяется при укрупненных расчетах.
6.12. Классификация
работ цеха по группам санитарной характеристики производственных процессов.
Требования к размещению участков
┌──────────────────────────┬─────────────────┬────────────────────────────┐
│ Наименование │Группа санитарной│ Требования к размещению │
│
│
характеристики │ участков │
│
│производственных │ │
│ │ процессов по
│
│
│ │ СНиП II-92-76
│
│
├──────────────────────────┼─────────────────┼────────────────────────────┤
│Очистка
и грунтовка │ IIIб
│в южных районах -
│
│листового
и профильного │ │на открытой площадке; │
│металла │ │в северных районах
- │
│ │ │в специальном
помещении │
│ │ │с противопожарными │
│ │ │перегородками I
типа │
│Заготовительный
участок │ Iб
│в пролете блока цехов
│
│ │ │и на открытой
площадке │
│Сборочно-сварочный
участок│ IIб │То же │
│Слесарно-корпусный
участок│ Iб │в пролете блока цехов │
│Участок
обработки легких │ Iб
│То же
│
│сплавов │ │ │
│Участок
ремонта люковых │ IIIб
│в южных районах -
│
│крышек │ │на открытой
площадке │
│ │ │до 60 - 70% общей
площади; │
│ │ │в северных районах
- │
│ │ │в специальном
помещении │
│Участок
ремонта котлов │ Iв
│в пролете блока цехов
│
│Испытание
корпусных │ IIв
│Выполняется в цехе,
│
│конструкций
и сосудов │ │на открытой
площадке │
│на
водонепроницаемость │ │либо на месте
установки │
│Ремонт
судовых якорных │ IIIб
│на открытой площадке -
│
│цепей │ │в южных районах; │
│ │ │в специальном помещении
- │
│ │ │в северных районах │
└──────────────────────────┴─────────────────┴────────────────────────────┘
Примечания. 1.
Состав технологического оборудования производственных участков цеха,
устанавливаемого на открытых площадках, регламентируется требованиями Госстроя
СССР (Письмо N АБ-4137-20/9 от 15.08.1979).
2. При сварке
металлов и сплавов, сопровождаемой выделением окислов марганца, никеля, хрома,
меди и других вредных веществ, относящихся ко 2 классу опасности по СН 245-71,
сборочно-сварочный участок следует относить к группе IIIа санитарной
характеристики производственных процессов.
6.13. Требования
взрывопожарной и пожарной безопасности
6.13.1. При
проектировании корпусного цеха необходимо руководствоваться действующими
противопожарными правилами, нормами и требованиями, распространяющимися на
производственные отделения, участки, рабочие места цеха соответствующей
категории производства по пожарной опасности согласно "Перечню производств
СССР и некоторых других предприятий ММФ с указанием взрывной, взрывопожарной и
пожарной опасности", а также требованиями по оборудованию средствами
пожарной автоматики, содержащимися в указанном "Перечне...".
6.13.2. В проекте
корпусного цеха следует учитывать требования взрывопожарной и пожарной
безопасности, предусматриваемые технологическими инструкциями на работы, выполняемые
цехом.
6.13.3. Корпусный
цех должен быть оборудован пожарным водопроводом, а также первичными средствами
пожаротушения в соответствии с требованиями "Типовых правил пожарной
безопасности для предприятий", М., 1976 г.
6.13.4. Цеховые
склады и кладовые сгораемых материалов или несгораемых материалов в сгораемой
упаковке (смазке) допускается размещать в общем блоке, отделяя их
противопожарными перегородками I типа.
6.13.5. Во взрыво-
и взрывопожароопасных помещениях цеха должны быть предусмотрены системы
автоматической сигнализации, предупреждающие об образовании в воздушной среде
взрывоопасных концентраций вредных паров и сблокированные с установками
аварийной вентиляции и пожарной сигнализации или автоматического пожаротушения
в соответствии с "Перечнем производств СРЗ и некоторых других предприятий
ММФ с указанием взрывной, взрывопожарной и пожарной опасности".
6.13.6. Очистка и
обезжиривание деталей должны производиться негорючими растворами и составами.
6.13.7.
Обеспеченность проездами и подъездами пожарных машин к зданию цеха следует
принимать по СНиП II-89-80.
6.13.8. Количество
и расположение эвакуационных выходов из цеха принимать в соответствии со СНиП
2.01.02-85 и СНиП 2.09.02-85.
6.14. Требования
безопасности труда и производственной санитарии
6.14.1. При
проектировании корпусного цеха надлежит руководствоваться РД 31.83.01-71, РД
31.83.04-75 и другими руководящими документами по безопасности труда и
производственной санитарии, указанными в рекомендуемом Приложении 1, а также
технологическими инструкциями на выполняемые цехом работы.
6.14.2. В проекте
корпусного цеха необходимо предусматривать:
ограждение
движущихся частей оборудования, которые могут явиться причиной травматизма;
ограждение
сварочных постов от других рабочих мест сплошными несгораемыми щитами (ширмами)
высотой не менее 1,8 м;
размещение
многопостовых сварочных агрегатов и установок в составе нескольких источников
питания в отдельных помещениях либо ограждение их постоянными перегородками
высотой не менее 2,0 м;
устройства для
снижения напряжения холостого хода источников питания при работе
электросварочного оборудования;
оборудование
стационарных рабочих мест сварщиков и газорезчиков местной вытяжной
вентиляцией;
централизованную
раздачу защитных газов при количестве постоянных постов для электродуговой
сварки в защитных газах - шесть и более;
централизованную
раздачу кислорода и горючих газов при количестве постоянных постов газорезчиков
и газосварщиков - десять и более;
установку баллонов
с горючими газами и кислородом на расстоянии не менее 1 м от приборов
отопления, 5 м от нагревательных печей (специальных источников тепла) и 10 м от
открытого огня;
размещение рабочих
мест сварщиков в кабинах при сварке изделий массой до 80 кг, при этом свободная
площадь кабин должна быть не менее 4,5 м2, а проходы - иметь ширину не менее
1,0 м;
специальные
помещения в цехе, выделенные глухими противопожарными перегородками I типа с
непосредственным выходом наружу для хранения не более 10 баллонов с газами и
газорезательной аппаратуры;
взаимное
расположение точек разбора электроэнергии, горючих газов, кислорода в
соответствии с требованиями РД 31.83.03-75 (п. 5.9);
оснащение станков
для резки, гибки и правки листового и профильного металла специальными
приспособлениями (рольганги, столы и пр.) для укладки обрабатываемой заготовки
(изделия) на уровне рабочего органа станка;
специальную тару
для сбора отходов и деталей при резке металла;
устройства для
механизированной транспортировки деталей и обрабатываемых узлов с позиции на
позицию;
цвета сигнальные и
знаки безопасности согласно ГОСТ 12.4.026-76*.
6.15. Охрана
окружающей среды
6.15.1. Согласно
природоохранительному законодательству и условиям производства корпусного цеха
судоремонтного завода охране подлежат водная среда и атмосферный воздух.
6.15.2. Проект
корпусного цеха должен содержать решения по предотвращению загрязнения
окружающей среды:
водной среды -
производственными стоками, содержащими нефтепродукты, масла, лакокрасочные
материалы, железо и грубодисперсные вещества, выделяющиеся при ремонте и
испытании корпусных конструкций, люковых крышек, сосудов, котлов, спасательных
шлюпок, грузовых устройств, а также стоками при уборке и мойке полов
производственных помещений цеха;
атмосферного
воздуха - выбросами загрязненного воздуха общеобменной и местной вентиляции
цеха при работе электросварочного, газорезательного, печного, нагревательного,
окрасочного оборудования, а также при выполнении химической очистки металла и
изолировочных работ.
6.15.3. При
проектировании необходимо руководствоваться требованиями санитарных норм и
правил, стандартов, руководящих документов по охране окружающей среды,
указанных в рекомендуемом Приложении 1.
7.1. Размеры
рабочих мест по обслуживанию технологического оборудования, мм
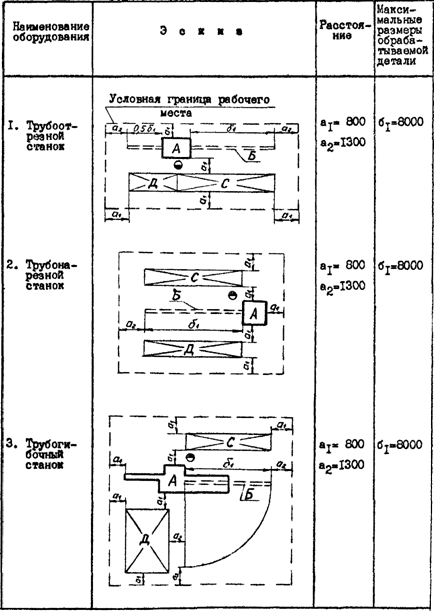
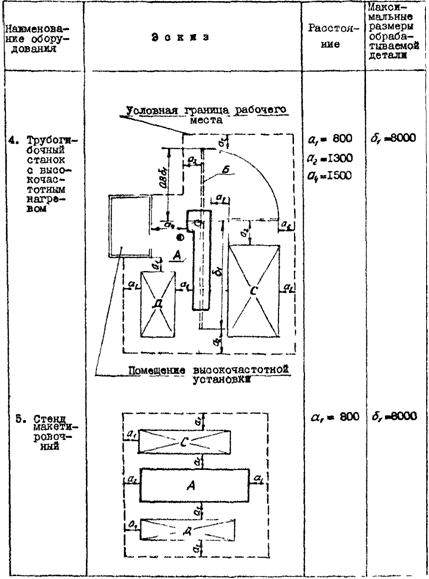
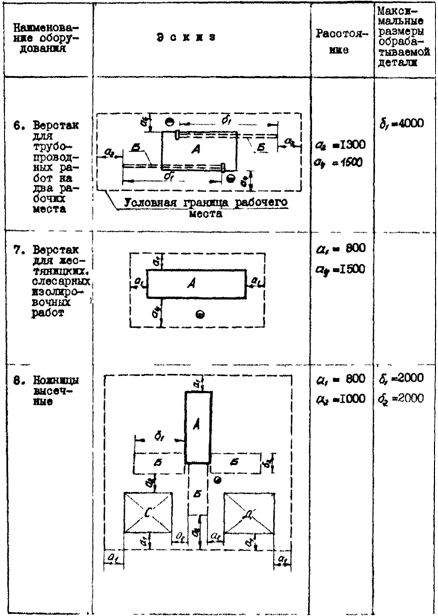

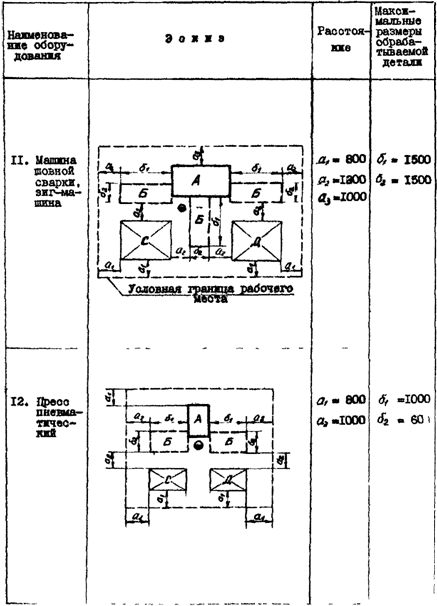
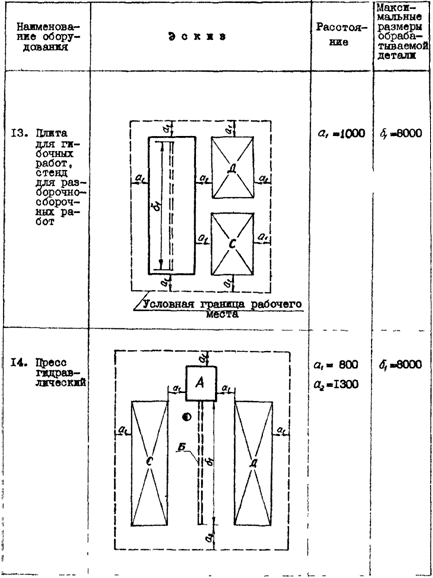
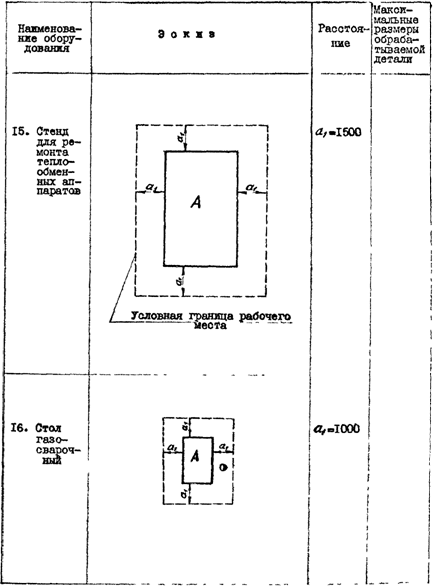
Условные
обозначения
А - технологическое
оборудование;
Б - обрабатываемая
заготовка (деталь);
С - складочное
место заготовок;
Д - складочное
место деталей;
![]() - расстояние между оборудованием и складочным
местом либо границей рабочего места (кроме оборудования для сварки и тепловой
резки), складочным местом и границей рабочего места;
- расстояние между оборудованием и складочным
местом либо границей рабочего места (кроме оборудования для сварки и тепловой
резки), складочным местом и границей рабочего места;
![]() - расстояние от подвижного конца
обрабатываемой заготовки (детали) до границы рабочего либо складочного места;
- расстояние от подвижного конца
обрабатываемой заготовки (детали) до границы рабочего либо складочного места;
![]() - расстояние между оборудованием для сварки и
тепловой резки и складочным местом либо границей рабочего места;
- расстояние между оборудованием для сварки и
тепловой резки и складочным местом либо границей рабочего места;
![]() - расстояние от фронтальной стороны
оборудования до границы рабочего места;
- расстояние от фронтальной стороны
оборудования до границы рабочего места;
![]() - длина обрабатываемой заготовки;
- длина обрабатываемой заготовки;
![]() - ширина обрабатываемой заготовки.
- ширина обрабатываемой заготовки.
Примечания. 1.
Размеры складочных мест у технологического оборудования принимаются в
соответствии с габаритными размерами обрабатываемых заготовок (деталей).
2. При установке
оборудования на выступающем над полом фундаменте, когда контур фундамента в
плане находится за пределами габарита оборудования, выступающая часть
фундамента засчитывается в габарит оборудования, от которого нормируется
расстояние до границы рабочего места, мест складирования и т.д.
3. Для смежных
рабочих мест проход между соседними местами складирования материалов и
заготовок следует принимать общим.
4. Размерами
рабочего места учтено использование средств механизации: направляющих
рольгангов, поворотных кранов, устройств для складирования деталей, сбора
отходов.
7.2. Расстояния
между оборудованием, складочными местами и элементами здания, мм
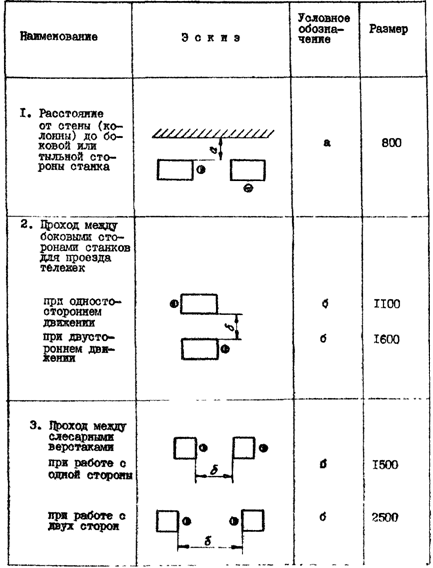
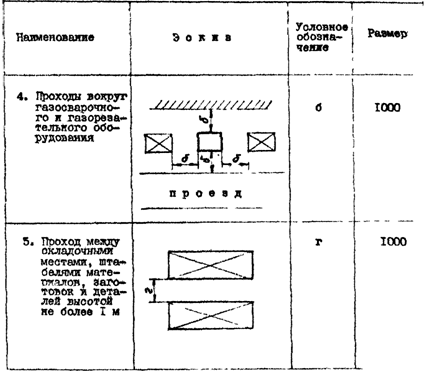
7.3. Цеховые
проезды, мм
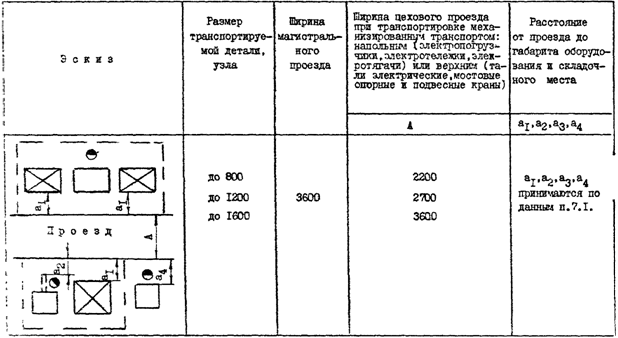
Примечания. 1. Под
размером транспортируемой детали, узла следует понимать размер в направлении,
перпендикулярном проезду (по ширине проезда).
2. Ширина цеховых
проездов указана для одностороннего движения транспорта. При двустороннем
движении ширина проезда принимается равной удвоенной ширине транспортного
средства, увеличенной на 900 мм.
3. Ширина проезда
при транспортировке деталей электропогрузчиком с фронтальным расположением вил
дана с учетом возможности его поворота на 90°.
4. Расстояния от
проезда до оборудования указаны от наружных габаритов оборудования, включающих
крайнее положение движущихся частей, открывающихся дверок, постоянных
ограждений оборудования или подвижных концов обрабатываемых деталей.
7.4. Цеховые
выезды, мм
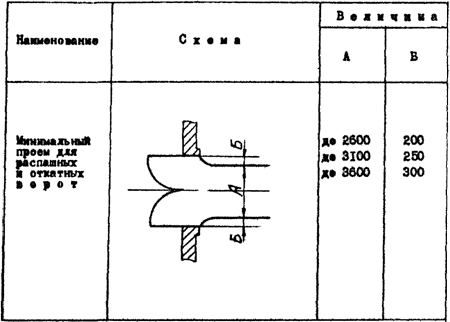
7.5. Размеры
унифицированных пролетов и грузоподъемность подъемно-транспортных средств
┌─────────────────────────────────┬───────────────────────────────────────┐
│ Размер пролета, м │
Вид подъемно-транспортного средства
│
├──────┬───────────┬──────┬───────┼──────────────────┬────────────────────┤
│Ширина│Шаг
колонн │Высота│Отметка│Верхний транспорт │Напольный
транспорт │
│про-
├─────┬─────┤до
│головки├──────────┬───────┼────────────┬───────┤
│лета │Край-│Сред-│низа │подкра-│Наимено- │Грузо-
│Наименование│Грузо- │
│ │них │них
│несу- │нового │вание │подъем-│ │подъем-│
│ │ │
│щих │рельса
│ │ность,
│ │ность, │
│ │ │
│конст-│ │ │т │ │т │
│ │ │
│рукций│ │ │ │ │ │
│ │ │
│покры-│ │ │ │ │ │
│ │ │
│тия │ │ │ │ │ │
├──────┼─────┼─────┼──────┼───────┼──────────┼───────┼────────────┼───────┤
│ 18
│ 6 │
6 │ 4,8 │
- │ -
│ - │Электро- │
2,0 │
│ │
6 │ 12 │
│ │ │ │погрузчики, │ │
│ │ 12 │ 12
│ │ │ │ │электро- │ │
│ │ │
│ │ │ │ │тележки │ │
│ │ │
│ │ │ │ │с выносной │
│
│ │ │
│ │ │ │ │стрелой │ │
│ │ │
├──────┼───────┼──────────┼───────┼────────────┼───────┤
│ │ │
│ 6,0 │ -
│Кран │ 3,2
│ То же │
2,0 │
│ │ │
│ │ │подвесной │ │ │ │
│ │ │
│ │ │электри- │
│ │ │
│ │ │
│ │ │ческий │ │ │ │
├──────┼─────┼─────┼──────┼───────┼──────────┼───────┼────────────┼───────┤
│ 18
│ 6 │
6 │ 7,2; │ -
│ То же │
3,2 │ "
│ 2,0 │
│ │
6 │ 12 │ 8,4
│ │ │ │ │ │
│ │ 12 │ 12
│ │ │ │ │ │ │
├──────┼─────┼─────┼──────┼───────┼──────────┼───────┼────────────┼───────┤
│ 18
│ 6 │
6 │ 8,4 │ 6,35
│Кран │ 5,0
│ " │
2,0 │
│ │ 12 │ 12
│ │ │мостовой │
│ │ │
│ │ │
│ │ │электриче-│ │ │ │
│ │ │
│ │ │ский │ │ │ │
├──────┼─────┼─────┼──────┼───────┼──────────┼───────┼────────────┼───────┤
│18,
24│ 6 │
6 │ 10,8 │ 8,15 │Кран │
8,0 │Электро- │
2,0 │
│ │
6 │ 12 │
│ │мостовой │
│погрузчики, │
│
│ │ 12 │ 12
│ │ │электриче-│ │электро- │ │
│ │ │
│ │ │ский │
│тележки, │ │
│ │ │
│ │ │ │ │тележки │ │
│ │ │
│ │ │ │ │с выносной │
│
│ │ │
│ │ │ │ │стрелой │
│
├──────┼─────┼─────┼──────┼───────┼──────────┼───────┼────────────┼───────┤
│18,
24│ 6 │ 12
│ 12,0 │ 9,35 │ То же
│ 12,5 │ То же
│ 2,0 │
│ │ 12 │ 12
│ │ │ │ │ │ │
└──────┴─────┴─────┴──────┴───────┴──────────┴───────┴────────────┴───────┘
Примечания. 1. При
установке в пролете здания нескольких кранов размер подкранового рельса
принимается по крану наибольшей грузоподъемности.
2. Шаг крайних
колонн принимается равным 6 или 12 м в зависимости от конструкции стеновых
ограждений.
3. Подвесные краны
грузоподъемностью 3,2 тонны и менее могут быть установлены в один либо два ряда
до ширине пролета, свыше 3,2 тонны - в один ряд.
7.6.
Технологические требования к полам
┌───────────────┬─────────┬────────┬─────────┬───────────────────────────────────┬───────┬───────────┐
│
Наименование │Грузо- │Удельное│Нагрузка │ Применяемая жидкость │Допус- │Требования │
│ │подъем-
│давление│(техноло-├────────┬────────┬────────┬────────┤каемое
│ к уборке │
│ │ность │от со- │гическая)│ вода
│мине-
│щелочной│бензин, │пылевы-│ помещения │
│ │электро-
│средото-│кПа
│ │ральное
│раствор │керосин │деление│ │
│ │погруз- │ченной
│ │ │масло │ │ │покры- │ │
│ │чика, │нагрузки│
├────────┴────────┴────────┴────────┤тием │ │
│ │электро- │не │ │ Воздействие на пол │пола │ │
│ │тележки │более,
│ │ │ │ │
│ │и другого│кПа │ │ │ │ │
│ │транс- │ │ │ │ │ │
│ │порта │ │ │ │ │ │
│ │на рези- │ │ │ │ │ │
│ │новом │ │ │ │ │ │
│ │ходу, т │
│ │ │ │ │
├───────────────┼─────────┼────────┼─────────┼────────┬────────┬────────┬────────┼───────┼───────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Заготовительный│0,5
- 3,0│ 10 │ 15 - 60 │малое │не при- │не при- │не при-
│малое │возможность│
│участок │ │ │ │
│меняется│меняется│меняется│ │применения │
├───────────────┼─────────┼────────┼─────────┼────────┼────────┼────────┼────────┼───────┤механизиро-│
│ │ │ 3
│ │ │ │ │ │ │ванной │
│Участок
гибки │0,5 - 3,0│ 10
│ 15 - 60 │применя-│не при- │не при- │не
при- │малое │уборки │
│и
станочной │ │ │ │ется (на│меняется│меняется│меняется│ │ │
│обработки │ │ │ │станке │
│ │ │ │ │
│ │ │ │ │для │ │ │ │ │ │
│ │ │ │ │гибки │ │ │ │ │ │
│ │ │ │ │с ТВЧ) │
│ │ │ │ │
├───────────────┼─────────┼────────┼─────────┼────────┼────────┼────────┼────────┼───────┼───────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Слесарный │0,5 - 3,0│ 10
│ 15 - 60 │не при- │малое │не при- │малое │малое
│ то же │
│участок │ │ │ │меняется│ │меняется│ │ │ │
├───────────────┼─────────┼────────┼─────────┼────────┼────────┼────────┼────────┼───────┼───────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Сварочный │0,5 - 5,0│ 10
│ 15 - 60 │не при- │не при- │не при- │не
при- │малое │ "
│
│участок │ │ │ │меняется│меняется│меняется│меняется│ │ │
├───────────────┼─────────┼────────┼─────────┼────────┼────────┼────────┼────────┼───────┼───────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Участок │0,5 - 3,0│ 10
│ 15 - 60 │не при- │не при- │не при-
│малое │малое │
" │
│грунтовки │ │ │ │меняется│меняется│меняется│ │ │ │
├───────────────┼─────────┼────────┼─────────┼────────┼────────┼────────┼────────┼───────┼───────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Участок │0,5 - 3,0│ 10
│ 15 - 60 │не при- │не при- │не при- │не
при- │малое │ "
│
│изолировки │ │ │ │меняется│меняется│меняется│меняется│ │ │
├───────────────┼─────────┼────────┼─────────┼────────┼────────┼────────┼────────┼───────┼───────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Участок │0,5 - 5,0│ 10
│ 15 - 60 │приме-
│не при- │не при- │не при- │малое │
" │
│гидравлических
│ │ │ │няется │меняется│меняется│меняется│ │ │
│испытаний │ │ │ │ │ │ │ │ │ │
├───────────────┼─────────┼────────┼─────────┼────────┼────────┼────────┼────────┼───────┼───────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Цеховые │0,5 - 5,0│ 10
│ 15 - 60 │не при- │малое │не при- │не при-
│малое │ "
│
│кладовые: │ │ │ │меняется│
│меняется│меняется│ │ │
│материалов, │ │ │ │
│ │ │ │ │ │
│межоперацион- │ │ │ │ │ │ │ │ │ │
│ные,
инструмен-│ │ │ │ │ │ │ │ │ │
│тальные
и др. │ │ │ │ │ │ │ │ │ │
├───────────────┼─────────┼────────┼─────────┼────────┼────────┼────────┼────────┼───────┼───────────┤
│ │ │ 3│ │ │ │ │ │ │ │
│Проезд │0,5 - 5,0│ 2 x 10
│50 - 100 │не при- │не при- │не при- │не при-
│малое │ "
│
│магистральный │ │ │ │меняется│меняется│меняется│меняется│ │ │
└───────────────┴─────────┴────────┴─────────┴────────┴────────┴────────┴────────┴───────┴───────────┘
Примечания. 1.
Выбор полов производится по СНиП II-В.8-71.
2. Грузоподъемность
транспортных средств и технологическая нагрузка принимаются в пределах
регламентируемых настоящим подразделом норм в зависимости от массы
ремонтируемых деталей, принятой технологии ремонта.
7.7. Организация
складского хозяйства и механизация транспортно-складских операций
7.7.1. В состав
складского хозяйства цеха входят:
кладовая
материалов, полуфабрикатов и нормализованных деталей;
инструментально-раздаточная
кладовая;
кладовая новых
труб;
межоперационная
кладовая (площадка);
кладовая (склад)
комплектации.
7.7.2. Цеховые
кладовые должны размещаться:
кладовая труб,
металла, заготовок, материалов - в начале производственного потока цеха;
инструментально-раздаточная кладовая - в месте основного разбора инструмента;
межоперационные кладовые и площадки - по технологическому потоку производства
по операциям обработки; кладовая комплектации - в конце технологического
потока.
7.7.3. Нормами
предусмотрены следующие способы хранения и транспортировки труб и металла.
Трубы и металл со
склада металла и труб подаются в цех на тележках, погрузчиками, кранами либо
другими подъемно-транспортными средствами, применительно к местным условиям.
Мелкие заготовки и
обрабатываемые детали судовых систем хранятся и транспортируются в специальной
унифицированной таре. Конструкция унифицированной тары предусматривает возможность
ее транспортирования вилочными электропогрузчиками и цеховыми мостовыми
кранами, а также установку ее штабелерами в стеллажи и штабели для
многоярусного хранения. Внутрицеховое транспортирование, в зависимости от
размеров грузов, осуществляется электропогрузчиками, электротележками, кранами
и другими транспортными средствами.
7.7.4. Площади
цеховых кладовых
┌───────────────┬────────────┬────────────────────────────────────────────┐
│
Наименование │ Назначение
│ Площадь на
единицу │
│ │
├─────────┬──────────────────────────────────┤
│ │ │Наиме- │
Величина в м2 для цехов
│
│ │ │нование
├──────────────────────────────────┤
│ │ │единицы │
С годовым выпуском новых
│
│ │ │ │ обработанных труб │
│ │ │ │ в изделии, т │
│ │ │
├───────┬──────┬──────┬──────┬─────┤
│ │ │ │ 450
│451 - │951 - │1451 -│1951 │
│ │ │ │и менее│ 950│
1450│ 1950│ и
│
│ │ │ │ │ │ │ │более│
├───────────────┼────────────┼─────────┼───────┼──────┼──────┼──────┼─────┤
│Кладовая │Хранение │
Одна │ 0,04 │0,04 -│0,03 -│0,02
-│0,015│
│материалов, │расходного │
тонна │ │
0,03│ 0,02│
0,015│ │
│полуфабрикатов
│количества │ новых
│ │ │ │ │ │
│и
нормализо- │материалов, │
труб в │ │ │ │ │ │
│ванных
деталей │заготовок, │
изделии │ │ │ │ │ │
│ │деталей │ │ │ │
│ │ │
│ │и пр. │ │ │ │ │ │ │
│То
же, новых │Хранение │ │ 0,15 │0,15 -│0,12 -│0,10
-│0,08 │
│труб │расходного │ │ │
0,12│ 0,10│ 0,08│ │
│ │количества │ │ │ │ │ │ │
│ │новых труб │ │ │ │ │ │ │
│Цеховый
склад │Комплекта- │ │ 0,15 │ 0,15 │ 0,15 │ 0,15
│0,15 │
│комплектации │ция труб, │
│ │ │ │ │ │
│ │деталей, │ │ │ │ │ │ │
│ │узлов, │ │ │ │ │ │ │
│ │изделий │ │ │ │ │
│ │
│ │для монтажа │ │ │ │ │ │ │
│ │на судне │ │ │ │ │ │ │
│Межоперационная│Хранение │ │ 0,07 │0,07 -│0,06 -│0,05
-│0,04 │
│кладовая │деталей в │ │ │
0,06│ 0,05│ 0,04│ │
│ │период между│ │ │ │ │ │ │
│ │операциями │ │ │ │ │ │ │
│ │обработки │ │ │
│ │ │ │
│Инструменталь-
│Хранение
│Производ-│ 0,4 │ 0,35 │ 0,35 │ 0,30
│0,30 │
│но-раздаточная
│и выдача │ственный
│ │ │ │ │ │
│кладовая │инструмента,│рабочий
в│ │ │ │ │
│
│ │приборов, │наиболь- │ │ │ │ │ │
│ │приспособ- │шей смене│ │ │ │ │ │
│ │лений и пр. │ │ │ │ │ │ │
└───────────────┴────────────┴─────────┴───────┴──────┴──────┴──────┴─────┘
Примечания. 1.
Инструментально-раздаточную кладовую следует предусматривать общую для всего
цеха.
2. Площадь цеховых
складов комплектации является частью площади общезаводского склада комплектации
и в общую цеховую площадь не включается.
7.8. Примерное
распределение трудоемкости трубопроводных работ по видам
|
Наименование работ |
Соотношение
работ, % |
Наименование основного |
|
|
Всего
|
В т.ч.
|
||
|
Демонтажно-монтажные
|
35,0
|
-
|
- |
|
Очистка
от изоляции, |
11,0
|
-
|
- |
|
Разметка
и резка |
3,5
|
2,5
|
Станки
абразивные, ножовочные, |
|
Гибка
механическая |
8,0
|
7,5
|
Станки
трубогибочные |
|
Резьбовые
и прессовые |
1,0
|
1,0
|
Трубонарезные
станки, прессы |
|
Сварочные
работы |
12,5
|
5,0
|
Сварочные
машины, установки |
|
Слесарно-сборочные |
17,5
|
-
|
- |
|
Гидравлические |
4,5
|
-
|
- |
|
Прочие
станочные |
7,0
|
7,0
|
Станки
токарные, сверлильные, |
|
Итого: |
100,0
|
23,0
|
|
Примечание.
Примерный состав минимального комплекта основного технологического оборудования
трубопроводного цеха приведен в рекомендуемом Приложении 2.
7.9. Численность
вспомогательных рабочих, инженерно-технических работников (ИТР), служащих и
младшего обслуживающего персонала (МОП)
┌─────────────────────────┬───────────────────────────────────────────────┐
│ Наименование │
Численность, %, при годовом выпуске новых │
│ │ обработанных труб в изделии, т │
│
├──────┬─────────┬──────────┬───────────┬───────┤
│ │до
450│451 - 950│951 - 1450│1451 - 1950│ 1951 │
│ │ │ │ │ │и более│
├─────────────────────────┼──────┼─────────┼──────────┼───────────┼───────┤
│Вспомогательные │ 9,0 │
8,0 │ 8,0
│ 7,0 │
6,0 │
│рабочие
от количества │ │ │ │ │ │
│производственных
рабочих │ │ │ │ │ │
├─────────────────────────┼──────┼─────────┼──────────┼───────────┼───────┤
│Обслуживающий
персонал │ │ │ │ │ │
│от
общего количества │ │ │ │ │ │
│рабочих: │ │ │ │ │ │
│ ИТР │ 9,0 │
8,0 │ 8,0
│ 7,0 │
6,0 │
│ Служащих │ 2,0 │
2,0 │ 1,5
│ 1,5 │
1,5 │
│ МОП │ 1,5 │
1,5 │ 1,0
│ 1,0 │
1,0 │
└─────────────────────────┴──────┴─────────┴──────────┴───────────┴───────┘
7.10. Численность
вспомогательных рабочих по профессиям
|
Наименование профессии |
Обслуживается
одним вспомогательным |
|
Слесарь-ремонтник |
75
единиц основного технологического |
|
Электромонтер
по обслуживанию |
100
единиц основного |
|
Слесарь-трубопроводчик |
75
единиц основного технологического |
|
Кладовщик
цеховых складов материалов |
150
производственных рабочих |
|
Слесарь-инструментальщик |
150
производственных рабочих |
|
Комплектовщик
изделий |
150
производственных рабочих |
|
Подсобный
(транспортный) рабочий |
150
производственных рабочих |
|
Машинист
крана (крановщик) |
Один
работающий кран (с кабиной) |
|
Стропальщик |
Один
работающий кран (с кабиной) |
|
Водитель
электротележки |
Одна
работающая электротележка |
|
Уборщик
производственных помещений |
3500
м2 убираемой площади цеха |
Примечания. 1. При
отсутствии средств механизации уборочных работ норматив площади цеха на одного
уборщика принимается с коэффициентом K = 0,7.
2. Общая
численность вспомогательных рабочих по профессиям определяется с учетом
принятого коэффициента сменности.
3. При организации
на заводе транспортного цеха водители электротележек исключаются из числа
вспомогательных рабочих цеха.
─────────────────────────────────────────────────────────────────┬─────────
Наименование │Величина,
│ м2
─────────────────────────────────────────────────────────────────┼─────────
Общая
площадь цеха на одного производственного рабочего │ 12
в
наибольшей смене
│
Примечания. 1.
Общая площадь цеха по норме п. 7.11 определяется при укрупненных расчетах.
2. При определении
площади, занимаемой оборудованием в составе общей площади цеха, рассчитываемой
по норме настоящего подраздела, следует принимать в среднем 25 м2 на единицу
основного технологического оборудования. Указатель основного и вспомогательного
оборудования приведен в справочном Приложении 3.
3. Нормами п. 7.11
учтены площади участков грунтовки и изолировки труб, выполняемых контрагентами.
7.12. Классификация
работ цеха по группам санитарной характеристики производственных процессов.
Требования к размещению участков
┌────────────────────────────────┬────────────────┬───────────────────────┐
│ Наименование │ Группа
│ Требования │
│ │ санитарной
│ к размещению участков │
│ │
характеристики │
│
│
│производственных│ │
│ │ процессов по
│
│
│ │ СНиП
II-92-76 │ │
├────────────────────────────────┼────────────────┼───────────────────────┤
│Заготовительный
участок: │ │Размещаются в пролетах
│
│а)
холодной обработки труб │ Iб
│блока цехов
│
│б)
горячей обработки труб │ IIб
│
│
│Слесарный
участок │ Iб
│
│
├────────────────────────────────┼────────────────┼───────────────────────┤
│Сварочный
участок │ IIб
│Размещаются в пролетах │
├────────────────────────────────┼────────────────┤блока
цехов │
│Участок
гидравлических испытаний│
IIв │ │
├────────────────────────────────┼────────────────┼───────────────────────┤
│Изоляция
труб │ IIIб
│Размещаются в отдельном│
│ │ │помещении │
├────────────────────────────────┼────────────────┼───────────────────────┤
│Грунтовка
труб │ IIIб
│Размещаются
│
│ │ │в отдельном
помещении │
│ │ │с противопожарными │
│ │ │перегородками I типа │
├────────────────────────────────┼────────────────┼───────────────────────┤
│Очистка
и отжиг труб │ IIб
│Производятся на
│
│ │ │открытых площадках │
├────────────────────────────────┼────────────────┼───────────────────────┤
│Участок
ремонта путевой арматуры│
Iб │Размещается в
пролетах │
│ │ │блока цехов │
└────────────────────────────────┴────────────────┴───────────────────────┘
Примечание. При
сварке углеродистых и низколегированных сталей, сопровождающейся выделением
окислов марганца и других вредных веществ, относящихся ко 2 классу опасности по
СН 245-71, сварочный участок следует относить к группе IIIа санитарной
характеристики производственных процессов.
7.13. Требования к
взрывопожарной и пожарной безопасности
7.13.1. При
проектировании трубопроводного цеха необходимо руководствоваться действующими
противопожарными правилами, нормами и требованиями, а также другими
нормативными документами, распространяющимися на производственные отделения,
участки, рабочие места цеха с учетом их взрыво-, взрывопожарной и пожарной
опасности согласно "Перечню производств СРЗ и некоторых других предприятий
ММФ с указанием их категорий по взрывной, взрывопожарной и пожарной
опасности".
7.13.2. В проекте
трубопроводного цеха следует учитывать требования взрывопожарной и пожарной
безопасности, предусматриваемые технологическими инструкциями на работы,
выполняемые цехом.
7.13.3.
Оборудование трубопроводного цеха системой внутреннего пожарного водопровода
должно предусматриваться с учетом СНиП 2.04.01-85, автоматического
пожаротушения и пожарной сигнализации - с учетом СН 75-76, а также
"Перечня производств судоремонтных заводов и некоторых других предприятий
ММФ с указанием их категорий по взрывной, взрывопожарной и пожарной
опасности".
Оборудование
трубопроводного цеха первичными средствами пожаротушения должно
предусматриваться с учетом требований "Типовых правил пожарной
безопасности для промпредприятий", 1976 г.
7.13.4. Цеховые
склады и кладовые сгораемых материалов или несгораемых материалов в сгораемой
упаковке (смазке) допускается размещать в общем блоке, отделяя их
противопожарными перегородками I типа.
7.13.5. Во взрыво-
и взрывопожароопасных помещениях цеха должны быть предусмотрены системы
автоматической сигнализации, предупреждающие об образовании в воздушной среде
взрывоопасных концентраций вредных паров и сблокированные с установками
аварийной вентиляции и пожарной сигнализации или автоматического пожаротушения
в соответствии с "Перечнем...".
7.13.6.
Обеспеченность проездами и подъездами пожарных машин к зданию цеха следует
принимать по СНиП II-89-80.
7.13.7. Количество
эвакуационных выходов из цеха следует принимать в соответствии со СНиП II-2-80
и СНиП II-90-81.
7.13.8. Требования
безопасности по тепловой резке металлов, сварке металлов следует принимать по
ОСТ 5.9526-77, РТМ 31.5030-77 и РТМ 31.8010-78.
7.14. Требования
безопасности труда и производственной санитарии
7.14.1. При
проектировании трубопроводного цеха надлежит руководствоваться СН 245-71, РД
31.83.04-75, РД 31.83.01-80 и другими руководящими документами по безопасности
труда и производственной санитарии, указанными в рекомендуемом Приложении 1, а
также технологическими инструкциями на выполняемые цехом работы.
7.14.2. В проекте
трубопроводного цеха необходимо предусматривать:
ограждение
движущихся частей оборудования, которые могут явиться причиной травмирования работающих;
ограждение
сварочных постов от других рабочих мест сплошными несгораемыми щитами (ширмами)
высотой не менее 1,8 м;
размещение
многопостовых сварочных агрегатов и установок в составе нескольких источников
питания в отдельных помещениях либо в помещениях, огражденных перегородками
высотой не менее 2,0 м;
устройства для
снижения напряжения холостого хода источников питания при работе
электросварочного оборудования;
оборудование
стационарных рабочих мест сварщиков и газорезчиков местной вытяжной вентиляцией;
централизованную
раздачу защитных газов при количестве постоянных постов для электродуговой
сварки в защитных газах - шесть и более;
централизованную
раздачу кислорода и горючих газов при количестве постоянных постов газорезчиков
и газосварщиков - десять и более;
специальные
помещения в цехе, выделенные глухими противопожарными перегородками I типа с
непосредственным выходом наружу, для хранения не более 10 баллонов с газами и
газорезательной аппаратуры;
установку баллонов
с горючими газами и кислородом на расстоянии не менее 1 м от приборов отопления
и 5 м от нагревательных печей и других специальных источников тепла, а также 10
м от открытого огня;
специально
оборудованное рабочее место для гидравлического испытания труб, арматуры и
т.п.;
взаимное
расположение точек разбора электроэнергии, горючих газов, кислорода в
соответствии с требованиями РД 31.83.04-75 (п. 5.9);
размещение рабочих
мест сварщиков в кабинах при сварке изделий массой до 80 кг, при этом свободная
площадь кабины должна быть не менее 4,5 м2, а проходы - иметь ширину не менее
1,0 м;
специальную тару
для сбора отходов, деталей и заготовок при резке труб и металла, а также
устройства для механизированной транспортировки деталей и обрабатываемых узлов
с позиции на позицию.
7.15. Охрана окружающей
среды
7.15.1. Согласно
природоохранительному законодательству и условиям производства трубопроводного
цеха судоремонтного завода охране подлежат водная среда и атмосферный воздух.
7.15.2. Проект
трубопроводного цеха должен содержать решения по предотвращению загрязнения
окружающей среды:
водной среды -
производственными стоками, содержащими масла, лакокрасочные материалы, железо и
грубодисперсные вещества, выделяющиеся при ремонте и испытании теплообменных
аппаратов, арматуры, при уборке и мойке полов производственных помещений цеха;
атмосферного
воздуха - выбросами загрязненного воздуха общеобменной и местной вентиляции
цеха при работе электросварочного, газорезательного, печного, нагревательного и
другого оборудования.
7.15.3. При
проектировании необходимо руководствоваться требованиями санитарных норм и
правил, стандартов, правил, руководящих документов по охране окружающей среды,
указанных в рекомендуемом Приложении 1.
8.1.
Расстояния между станками и от станков до элементов зданий, мм
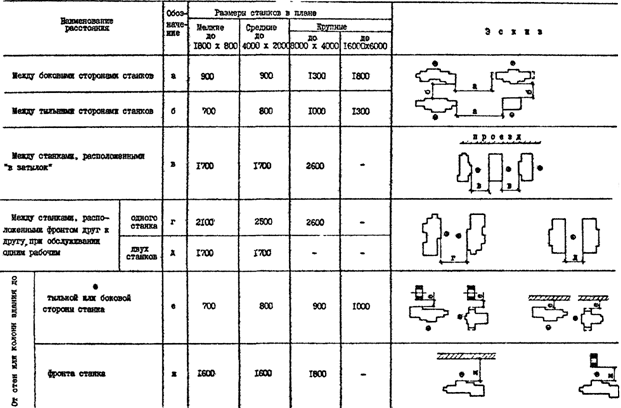
Примечания. 1.
Расстояния указаны от наружных габаритов станков, включающих крайние положения
движущихся частей, открывающихся дверок (одного из станков до габарита
следующего станка) и постоянных ограждений.
2. Для тяжелых и
уникальных станков расстояния устанавливаются применительно к каждому
конкретному случаю. При установке крупностаночного оборудования необходимо
дополнительно учитывать место для выносного электрооборудования (тяжелые и
уникальные станки размерами в плане 16000 x 6000 мм и более).
3. При установке
станков на индивидуальные фундаменты (жесткие или виброизолирующие) расстояния
от станков до стен, колонн и между станками принимаются с учетом конфигурации и
глубины фундаментов станков, колонн и стен.
4. Нормы расстояний
не учитывают каналов промпроводок, площадок для хранения тяжелых деталей,
которые следует учитывать в каждом конкретном случае.
5. При разных
размерах двух стоящих рядом станков расстояния между ними принимаются по ![]() станку.
станку.
6. При обслуживании
станков мостовыми кранами расстояние от стен и колонн до станков принимается с
учетом возможности обслуживания станков при крайнем положений крюка крана.
7. Нормы составлены
с учетом организации рабочих мест.
8.2.
Размеры рабочих мест по обслуживанию технологического оборудования, мм
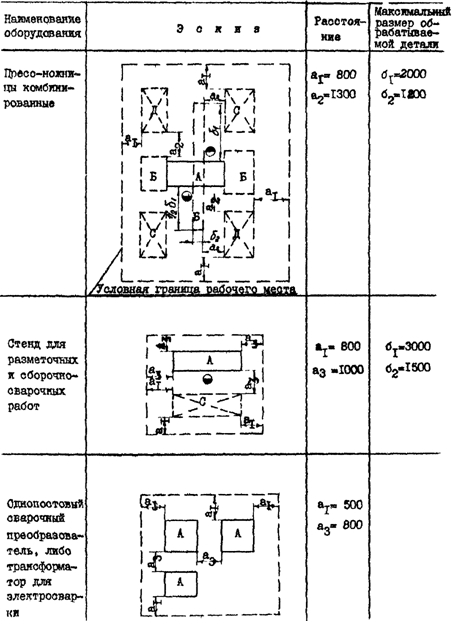
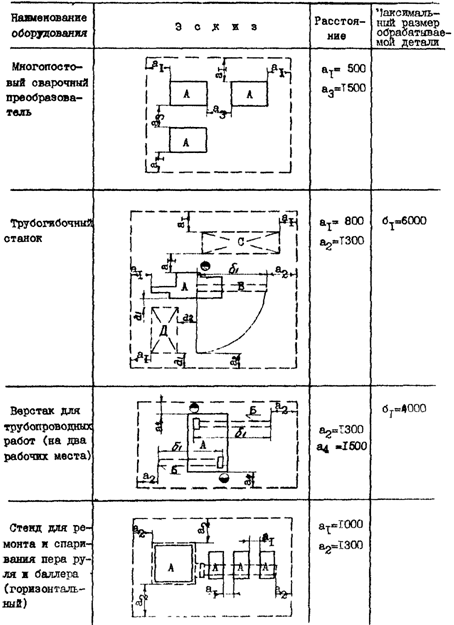
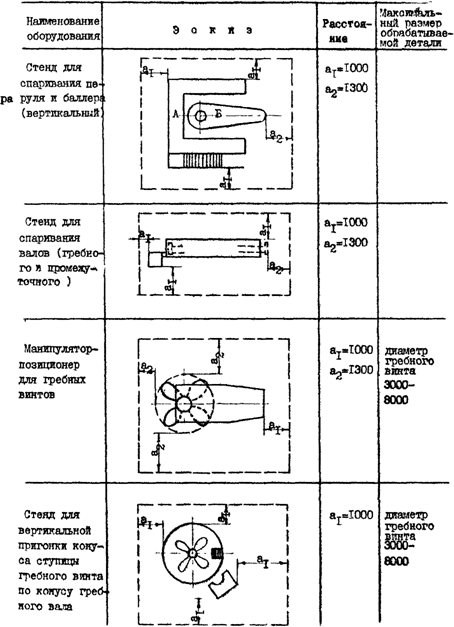
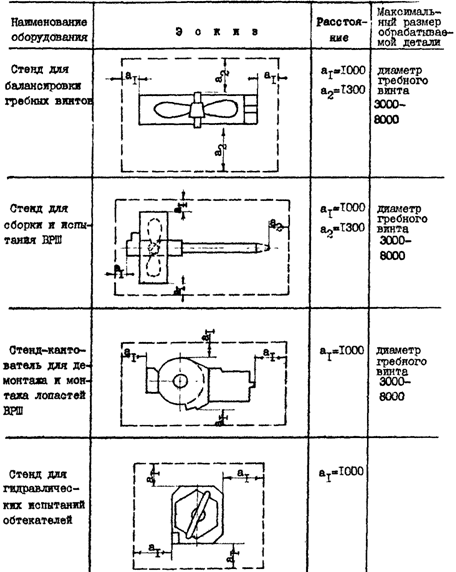
Условные
обозначения:
А - оборудование;
Б - обрабатываемая
деталь;
![]() - длина обрабатываемой детали;
- длина обрабатываемой детали;
![]() - ширина обрабатываемой детали;
- ширина обрабатываемой детали;
С - складочное
место заготовок;
Д - складочное
место деталей;
![]() - расстояние между оборудованием и складочным
местом, оборудованием и границей рабочего места (кроме оборудования для
сварки), складочным местом и границей рабочего места;
- расстояние между оборудованием и складочным
местом, оборудованием и границей рабочего места (кроме оборудования для
сварки), складочным местом и границей рабочего места;
![]() - расстояние от подвижного конца
обрабатываемой заготовки (детали) до границы рабочего или складочного места;
- расстояние от подвижного конца
обрабатываемой заготовки (детали) до границы рабочего или складочного места;
![]() - расстояние между сварочным оборудованием,
сварочным оборудованием и складочным местом либо границей рабочего места;
- расстояние между сварочным оборудованием,
сварочным оборудованием и складочным местом либо границей рабочего места;
![]() - расстояние от фронтальной стороны
оборудования до границы рабочего места.
- расстояние от фронтальной стороны
оборудования до границы рабочего места.
Примечания. 1. При
установке оборудования на выступающем над полом фундаменте, когда контур
фундамента в плане находится за пределами габарита оборудования, выступающая
часть фундамента засчитывается в габарит оборудования, от которого нормируется
расстояние до границы рабочего места, мест складирования и т.д.
2. Для смежных
рабочих мест проход между соседними местами складирования следует принимать
общим.
3. Размеры
складочных мест у технологического оборудования принимаются в соответствии с
габаритными размерами обрабатываемых заготовок (деталей).
8.3.
Расстояния между верстаками, плитами, стендами, мм
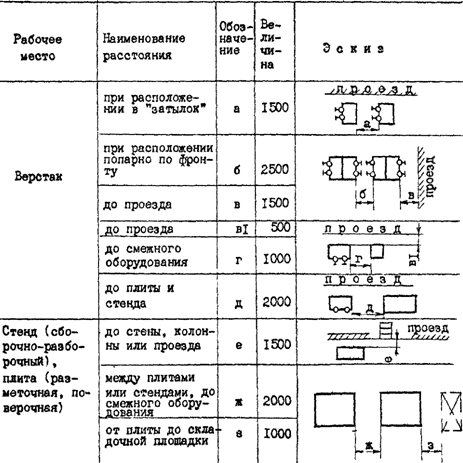
Примечания. 1.
Верстаки допускается устанавливать вплотную у стен, за исключением случаев,
когда у стены размещены отопительные агрегаты, трубопроводы и т.п.
2. Нормы
предназначены для стендов слесарно-сборочных и корпусно-трубопроводных
участков. Расстановку крупных стендов и уникального оборудования следует
производить по нормам подраздела 8.2.
3. В нормы
расстояний для стендов не включены площадки для ремонтируемых деталей и узлов.
8.4. Цеховые
проезды, мм
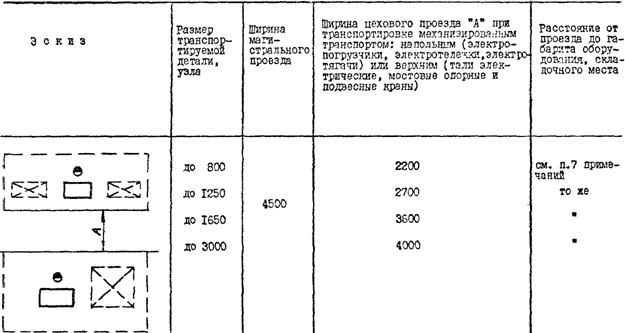
Примечания. 1. Под
размером траспортируемой детали и узла следует понимать размер в направлении,
перпендикулярном проезду (по ширине проезда).
2. Ширина
магистрального проезда, предназначенного для межцеховых перевозок в блоке
цехов, указана для двухстороннего движения электропогрузчиков и электротележек.
3. Нормы ширины
цеховых проездов даны для одностороннего движения транспорта. При двухстороннем
движении ширина проезда принимается равной удвоенной ширине транспортного
средства, увеличенной на 900 мм.
4. Ширина цехового
проезда при транспортировке электропогрузчиком с фронтальным расположением вил
дана с учетом возможности его поворота на 90°.
5. Ширина цехового
въезда на участке ремонта гребных винтов и рулей принимается по нормам
подраздела 8.5.
6.
Транспортирование крупногабаритных грузов в цехе (гребной винт, вал, перо и
баллер руля) производится верхним транспортом.
7. Расстояние от
проезда до металлорежущих станков и складочных мест к ним принимать равным: 500
мм - до тыльной или боковой стороны и складочного места, 1600 мм - до
фронтальной стороны. Для остального оборудования, стендов, верстаков расстояния
до проезда принимать по нормам подразделов 8.2 и 8.3, считая проезд границей
рабочего места.
8. Расстояния от
проезда до оборудования указаны от наружных габаритов оборудования, включающих
крайние положения движущихся частей, открывающихся дверок и постоянных
ограждений оборудования.
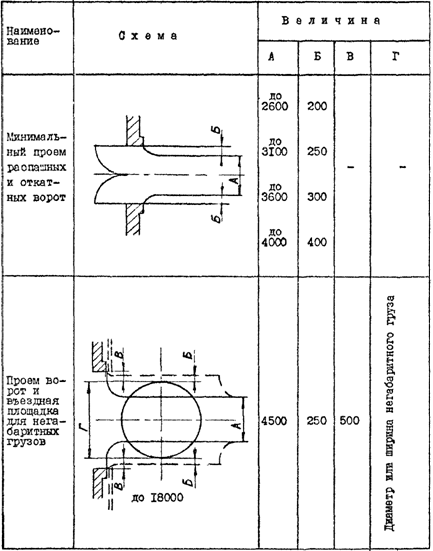
8.6. Размеры
унифицированных пролетов и грузоподъемность подъемно-транспортных средств
┌────────────────────────────────────┬────────────────────────────────────┐
│ Размер пролета, м │Вид подъемно-транспортного
средства │
├───────┬───────────┬────────┬───────┼─────────────────┬──────────────────┤
│Ширина
│Шаг колонн │Высота
│Отметка│Верхний транспорт│ Напольный │
│пролета│ │до низа
│головки│
│ транспорт │
│
├─────┬─────┤несущих
│подкра-├─────────┬───────┼──────────┬───────┤
│
│край-│сред-│конст-
│нового │Наимено- │Грузо- │Наимено- │Грузо- │
│ │них │них
│рукций │рельса
│вание
│подъем-│вание
│подъем-│
│ │ │
│покрытия│
│ │ность,
│ │ность, │
│ │ │
│ │ │ │т │ │т │
├───────┼─────┼─────┼────────┼───────┼─────────┼───────┼──────────┼───────┤
│18 │6; 12│ 12 │
6,0; │ -
│кран │1,0 - │электро- │
5,0 │
│ │ │
│7,2; 8,4│
│подвесной│
5,0│погрузчик,│ │
│ │ │
│ │ │электри- │ │электро- │
│
│ │ │
│ │ │ческий │
│тележка │ │
│18;
24 │6; 12│ 12 │ 10,8
│ 8,15 │кран │ 8,0; │
то же │ 5,0
│
│ │ │
│ 12,0 │ 9,35
│мостовой │ 12,5
│ │ │
│ │ │
│ │ │электри- │ │ │ │
│ │ │
│ │ │ческий │
│ │ │
│ │ │
│ │ │опорный │
│ │ │
│24;
30;│6; 12│ 12 │ 15,6
│ 12,20 │ то же │ 32,0; │ "
│ 5,0 │
│36 │
│ │ 16,8
│ 13,40 │
│ 50,0 │ │ │
│ │ │
│ 18,0 │ 14,60 │ │ │ │ │
│24;
30;│6; 12│ 12 │ -
│ - │
" │ 80,0;
│ " │
5,0 │
│36 │
│ │ │ │ │ 100,0 │ │ │
└───────┴─────┴─────┴────────┴───────┴─────────┴───────┴──────────┴───────┘
Примечания. 1. При
установке в пролете здания нескольких кранов размер подкранового рельса
принимается по крану наибольшей грузоподъемности.
2. При установке
мостовых кранов грузоподъемностью свыше 50 тонн высотные размеры конструкций
здания решаются индивидуально.
3. Шаг крайних
колонн принимается равным 6 или 12 м в зависимости от конструкции стеновых
ограждений.
4. Подвесные краны
грузоподъемностью до 3,2 т могут быть установлены в один или два ряда по ширине
пролета; свыше 3,2 т - в один ряд.
8.7.
Технологические требования к полам
──────────────┬─────────┬────────┬─────────┬───────────────────────────────────┬───────┬───────────
Наименование │Грузо- │Удельное│Нагрузка │ Применяемая жидкость │Допус- │Требования
│подъем- │давление│техноло-
├──────┬─────────┬─────────┬────────┤каемое
│ к уборке
│ность │от со- │гическая,│ вода
│мине- │щелочной
│бензин, │пылевы-│ помещения
│электро-
│средото-│кПа
│ │ральное │ раствор │керосин
│деление│
│погруз- │ченной
│ │ │масло, │ │ │покры- │
│чика, │нагрузки│ │ │эмульсия │ │ │тием │
│электро- │не │ ├──────┴─────────┴─────────┴────────┤пола │
│тележки │более,
│ │ воздействие на пол │ │
│и другого│кПа │ │ │ │
│транс- │ │ │ │ │
│порта на │ │ │ │ │
│резиновом│ │ │ │ │
│ходу, т │
│ │ │ │
──────────────┼─────────┼────────┼─────────┼──────┬─────────┬─────────┬────────┼───────┼───────────
Производст- │ │ │ │ │ │ │ │ │
венная
площадь│ │ │ │ │ │ │ │ │
(включая │ │ │ │ │ │ │ │ │
складские │ │ │ │ │ │ │ │ │
площадки): │ │ │ │ │ │ │ │ │
│ │ 3
│ │ │ │ │ │ │
отделение │0,5 - 5,0│ 10
│ 15 - 60 │малое │малое │малое │ малое
│ малое │возможность
доковых
работ │ │ │ │ │(на │(на │ │ │применения
│ │ │ │ │участке │участке │
│ │механизи-
│ │ │ │
│станочных│станочных│ │ │рованной
│ │ │ │ │работ) │работ) │ │ │уборки
│ │ 3
│ │ │ │ │ │ │
отделение │0,5 - 5,0│ 10
│ 15 - 60 │малое │среднее │малое │не при- │ малое │ то же
механодоковых
│ │ │ │ │(на │ │меняется│ │
работ │ │ │ │ │участке │ │ │ │
│ │ │ │ │крупно- │ │ │ │
│ │ │ │ │станочных│ │ │ │
│ │ │ │ │работ) │ │ │ │
│ │ 3
│ │ │ │ │ │ │
участок │0,5 - 5,0│ 10
│ 15 - 60 │то же │не при- │
то же │ малое │ то же │ "
покрытия │ │ │ │ │меняется │ │ │ │
гребных
валов │ │ │ │ │ │ │ │ │
эпоксидными │ │ │ │ │ │ │ │ │
составами │ │ │ │ │ │ │ │ │
│ │ 3
│ │ │ │ │ │ │
отделение │0,5 - 5,0│ 10
│ 15 - 60 │ " │среднее │не при- │ то же
│ " │
"
ремонта │
│ │ │ │(на │меняется │ │ │
гребных
винтов│ │ │ │ │участке │ │ │ │
│ │ │ │ │пригонки │ │ │ │
│ │ │ │ │гребных │ │ │ │
│ │ │ │ │винтов │ │ │ │
│ │ │ │ │и правки │ │ │ │
│ │ │ │ │их лопас-│ │ │ │
│ │ │ │ │тей) │ │ │ │
│ │ 3
│ │ │ │ │ │ │
участок │0,5 - 5,0│ 10
│ 15 - 60 │приме-│не при- │
то же │не при- │ "
│ "
гидроиспытаний│ │ │ │няется│меняется
│
│меняется│
│
│ │ 3
│ │ │ │ │ │ │
кладовые: │0,5 - 5,0│ 10
│ 15 - 60 │не
│не при- │не
при- │не при- │ малое
│ "
инструменталь-│ │ │ │при- │меняется │меняется
│меняется│ │
ная, │ │ │ │меня- │ │ │ │ │
материальная,
│ │ │ │ется │ │ │ │ │
средств │ │ │ │ │ │ │ │ │
механизации │ │ │ │ │ │ │ │ │
доковых
работ,│ │ │ │ │ │ │ │ │
контейнерного
│ │ │ │ │ │ │ │ │
хранения │
│ │ │ │ │ │ │ │
инструмента │ │ │ │ │ │ │ │ │
│ │ 3 │ │ │ │ │ │ │
Проезд │0,5 - 5,0│2 x 10 │50 - 100 │то же │ то же
│ то же │ то же
│ то же │ "
магистральный
│ │ │ │ │ │ │ │ │
Примечания. 1.
Выбор полов производится по СНиП II-В.8-71.
2. Грузоподъемность
транспортных средств и технологическая нагрузка принимаются в пределах,
регламентируемых настоящим подразделом норм, в зависимости от массы
ремонтируемых узлов и деталей, принятой технологии ремонта.
8.8. Организация
складского хозяйства и механизация транспортно-складских операций
8.8.1. В состав
складского хозяйства комплексного докового цеха входят:
кладовая
материалов;
кладовая
инструментально-раздаточная;
кладовая
механизированного инструмента;
кладовая
контейнерного хранения малярного инструмента;
кладовая такелажной
оснастки;
кладовая
приспособлений;
кладовая
комплектации донно-бортовой арматуры;
площадки
межоперационные цеховые.
8.8.2. Цеховые
кладовые материалов, инструментально-раздаточные, механизированного
инструмента, контейнерного хранения малярного инструмента, такелажной оснастки,
приспособлений должны размещаться в местах основного разбора материалов и
инструмента.
Кладовая
комплектации донно-бортовой арматуры - в районе сборки арматуры.
Межоперационные
площадки - по основному технологическому потоку.
8.8.3. Хранение
крупногабаритных узлов и деталей должно осуществляться на полу с подкладкой под
них брусьев; хранение заготовок, полуфабрикатов и деталей - в унифицированной
таре в стеллажах и штабелях многоярусного хранения.
8.8.4.
Транспортирование крупногабаритных узлов и деталей следует выполнять: в цехе -
мостовыми и подвесными электрическими кранами, напольным транспортом; вне цеха
и доставку в цех в зону действия кранов - трейлерами соответствующей
грузоподъемности (самоходными или буксируемыми тягачами).
8.8.5.
Транспортирование заготовок, полуфабрикатов и деталей следует выполнять
напольным транспортом и кранами-штабелерами.
Для подачи
заготовок и деталей к рабочим местам, в межоперационную кладовую, в ОТК и
кладовую комплектации должны применяться межоперационные тележки.
8.8.6. Площади
цеховых кладовых отделения доковых работ
─────────────────┬────────────────────────────┬────────────────────────────
Наименование
│ Назначение │ Площадь на единицу
│
├────────────────┬───────────
│ │ Наименование
│ Величина,
│ │ единицы
│ м2
─────────────────┼────────────────────────────┼────────────────┼───────────
Кладовая │хранение и выдача │производственный│ 0,6 -
1,0
инструментально-
│инструмента, приспособлений,│рабочий │
раздаточная │электросварочного │отделения в │
│и газорезательного │наибольшей смене│
│оборудования,
оснастки, │ │
│пневмоинструмента,
шлангов │ │
│и др. │ │
Кладовая │хранение и выдача
расходного│ то же │ 0,2 - 0,4
материалов │количества материалов: │ │
│средних и мелких
отливок │ │
│и поковок,
электродов, │ │
│электродной
проволоки, │ │
│флюса, метизов,
спецодежды │ │
Кладовая │хранение и выдача │ " │ 0,4 - 0,6
механизированного│механизированного
докового │ │
инструмента │инструмента и средств │ │
│механизации
очистки │ │
│и окраски корпуса
судна │ │
Кладовая │хранение, комплектация │производственный│ 0,2 - 0,4
контейнерного │и выдача контейнеров │рабочий - маляр │
хранения │с бригадным инструментом │в наибольшей │
малярного │ │смене │
инструмента │ │ │
Кладовая │хранение и выдача
такелажной│производственный│0,15 - 0,25
такелажной │оснастки, деталей такелажа │рабочий - │
оснастки │ │такелажник │
│ │в
наибольшей │
│ │смене │
Примечания. 1. При
кладовой материалов следует предусматривать открытую площадку для хранения расходного
количества стали и труб. Площадь ее определяют по грузонапряженности 0,5 - 1,0
т на 1 м2 общей площади.
2. В
инструментально-раздаточной кладовой предусматривается хранение чистого
малярного инструмента и окрасочных установок. Мойка малярного инструмента и
окрасочной аппаратуры должна производиться в отдельном моечном помещении,
выделенном противопожарными перегородками I типа либо на моечном участке при
центральном заводском краскозаготовительном отделении.
3. В отделении
доковых работ, кроме кладовой механизированного инструмента, следует
предусматривать площадку под навесом для стоянки и хранения крупных средств
механизации доковых работ: самоходных днищевых машин, авто- и
электропогрузчиков, самоходных рештований и др. Площади таких площадок определяются
номенклатурой и количеством применяемых средств механизации.
4. В отделении не
предусматривается организация кладовой красок. Окрасочные материалы
доставляются к рабочим местам в доках от центрального заводского
краскоприготовительного отделения, в пределах сменной потребности.
8.8.7. Площади
цеховых кладовых отделения механодоковых работ
┌─────────────────────┬──────────────────────┬────────────────────────────┐
│ Наименование │ Назначение │ Площадь на единицу │
│ │
├────────────────┬───────────┤
│ │ │ Наименование
│ Величина, │
│ │ │ единицы
│ м2 │
├─────────────────────┼──────────────────────┼────────────────┼───────────┤
│Кладовая │Хранение и выдача │Основной станок │0,80 -
2,10│
│инструментально- │инструмента │ │ │
│раздаточная │ │ │ │
│Кладовая │Хранение и выдача │
То же │0,70 - 1,85│
│приспособлений │приспособлений │ │ │
│Кладовая
инструмента │Хранение и выдача
│Производственный│0,60 - 1,0 │
│и
приспособлений
│инструмента
│рабочий
│ │
│для
слесарей │и
приспособлений │в
наибольшей │ │
│и
рабочих других │ │смене (без │ │
│специальностей │ │станочников) │ │
│Кладовая │Хранение и выдача │Производственный│ 0,12
│
│вспомогательных │материалов │рабочий в │ │
│материалов │ │наибольшей
смене│ │
│Кладовая
комплектации│Комплектация, хранение│Тонна деталей │1,10 - 1,30│
│донно-бортовой │ремонтируемых узлов, │донно-бортовой │ │
│арматуры │деталей и полуфабри- │арматуры, │ │
│ │катов
донно-бортовой │хранящихся │ │
│ │арматуры │в кладовой │ │
└─────────────────────┴──────────────────────┴────────────────┴───────────┘
Примечания. 1. В
отделении механодоковых работ следует предусматривать площадки для
межоперационного хранения ремонтируемых деталей (вал, облицовка, дейдвудная
втулка, баллер).
2. Размеры площадок
определяются количеством и габаритами ремонтируемых деталей.
3. ![]() из указанных значений норм площади следует
принимать для крупных станков. Классификацию станков по размерам см. п. 8.1.
из указанных значений норм площади следует
принимать для крупных станков. Классификацию станков по размерам см. п. 8.1.
8.8.8. Площади
цеховых кладовых отделения ремонта гребных винтов и рулей
───────────────────────┬─────────────────┬─────────────────────────────────
Наименование │
Назначение │ Площадь на единицу
│
├────────────────────┬────────────
│ │Наименование
единицы│Величина, м2
───────────────────────┼─────────────────┼────────────────────┼────────────
Кладовая │хранение и
выдача│Основное
│0,90 - 2,40
инструментально- │инструмента │технологическое │
раздаточная │ │оборудование │
Кладовая
приспособлений│хранение и выдача│ то же │0,80 - 2,10
│приспособлений
│ │
│и оснастки │ │
Кладовая
инструмента │хранение и
выдача│производственный │0,70 - 1,20
и
приспособлений для
│инструмента
│рабочий в наибольшей│
слесарей
и рабочих │и приспособлений
│смене │
других
специальностей │ │ │
Кладовая │хранение и
выдача│ то же
│ 0,14
вспомогательных │материалов │ │
материалов │ │ │
───────────────────────┴─────────────────┴────────────────────┴────────────
Примечания. 1. В
отделении ремонта гребных винтов и рулей следует предусматривать площадки для
межоперационного хранения ремонтируемых деталей (гребные винты, обтекатели,
баллеры, перья рулей, штыри и др.).
2. Размеры площадок
определяются количеством и габаритами ремонтируемых деталей.
3. ![]() из указанных значений норм площади следует
принимать для крупных станков. Классификацию станков по размерам см. п. 8.1.
из указанных значений норм площади следует
принимать для крупных станков. Классификацию станков по размерам см. п. 8.1.
8.9. Площади
вспомогательных помещений отделения доковых работ
─────────────────────────────────────┬─────────────────────────────────────
Наименование вспомогательного │ Площадь на единицу
помещения
├────────────────────────┬────────────
│ Наименование единицы │Величина, м2
─────────────────────────────────────┼────────────────────────┼────────────
Разводная
маляров │Маляр в
наибольшей смене│ 0,25
Мастерская
по ремонту средств │ то же │ 1,0
механизации
доковых работ │ │
─────────────────────────────────────┴────────────────────────┴────────────
8.10. Примерное
распределение трудоемкости выполняемых цехом работ по видам
────────────────────────────────────┬──────────────────────────────────────
Наименование работ │ Соотношение работ, %
────────────────────────────────────┼──────────────────────────────────────
Корпусные │ 17,0
Трубопроводные │ 5,0
Сварочные │ 13,0
Станочные │ 5,0
Слесарные │ 15,0
Плотницкие │ 2,0
Такелажные │ 6,5
Малярные │ 35,0
Прочие │ 1,5
────────────────────────────────────┼──────────────────────────────────────
Итого: │ 100,0
Примечание.
Примерный состав минимального комплекта основного технологического оборудования
цеха приведен в рекомендуемом Приложении 2.
8.11. Количество
станков отделения (участка) заточки и ремонта инструмента
────────────────────────────────────┬──────────────────────────────────────
Серийность производства │Количество станков заточного
отделения
│(участка) от количества
обслуживаемых
│ основных станков,
%
────────────────────────────────────┼──────────────────────────────────────
Мелкосерийное
и единичное │ 3 - 4
────────────────────────────────────┴──────────────────────────────────────
Примечание.
Заточное отделение (участок) предпочтительно создавать централизованным,
обслуживающим все отделения цеха.
8.12. Численность
вспомогательных рабочих, инженерно-технических работников (ИТР), служащих и
младшего обслуживающего персонала (МОП)
──────────────────────────────────────────────────────────────┬────────────
Наименование │Численность,
│ %
──────────────────────────────────────────────────────────────┼────────────
Вспомогательные
рабочие от количества производственных рабочих│ 8,0 - 10,0
──────────────────────────────────────────────────────────────┼────────────
Обслуживающий
персонал от общего числа рабочих:
│
ИТР
│ 7,0 - 9,0
служащие
│ 1,5 - 2,5
МОП │ 1,0 - 2,0
──────────────────────────────────────────────────────────────┴────────────
Примечание.
Определенное по данным нормам количество вспомогательных рабочих и
обслуживающего персонала не учитывает штат судоподъемных средств.
8.13. Численность
вспомогательных рабочих по профессиям
──────────────────────────────────────────┬────────────────────────────────
Наименование профессии │ Обслуживаются одним
│вспомогательным рабочим в смену
──────────────────────────────────────────┼────────────────────────────────
Слесарь-ремонтник по обслуживанию │75 единиц основного стационарно
оборудования
и ремонту механизированного
│установленного оборудования
инструмента
и приспособлений │
Электромонтер по обслуживанию │100 "
электрооборудования │
Кладовщик кладовой приспособлений │150 "
Кладовщик кладовой механизированного │150 производственных рабочих
и
малярного инструмента и такелажной
│цеха
оснастки │
Кладовщик кладовой комплектации │150 "
Кладовщик кладовой материалов │200 "
Кладовщик инструментально-раздаточной │100 "
кладовой │
Подсобный (транспортный) рабочий │150 "
Водитель электротележки │Одна работающая
электротележка
Машинист крана │Один работающий
кран (с кабиной)
Стропальщик │Один
работающий кран (с кабиной)
Уборщик производственных помещений │3500 м2 убираемой площади цеха
Примечания. 1. При
отсутствии средств механизации уборочных работ норматив площади цеха на одного
уборщика принимается с коэффициентом K = 0,7.
2. Общая
численность вспомогательных рабочих по профессиям определяется с учетом
принятого коэффициента сменности. При этом, дополнительно к расчетному числу
необходимо добавлять рабочих цеховой ремонтной базы.
3. При организации
на заводе транспортного цеха водители электротележек исключаются из числа
вспомогательных рабочих цеха.
4.
Инструментально-раздаточную кладовую следует предусматривать общую для всего
цеха.
5. На складе
комплектации функции комплектовщика осуществляет кладовщик.
8.14. Расход
смазочно-охлаждающих жидкостей и материалов на их приготовление
──────────────────────────────────┬────────────────────────────────────────
Группа станков │ Расход на один основной станок
├────────────────────┬───────────────────
│смазочно-охлаждающей│
эмульсола для
│жидкости (эмульсии)
│ приготовления
│ в сутки, л │смазочно-охлаждащей
│ │жидкости (эмульсии)
│ │
в год, кг
──────────────────────────────────┼────────────────────┼───────────────────
Токарно-винторезные │ 6,0 - 6,5 │ 100 - 120
Токарно-револьверные │ │
Вертикально-сверлильные │ │
Радиально-сверлильные │ │
Фрезерные │ │
──────────────────────────────────┼────────────────────┼───────────────────
Горизонтально-расточные │ 20
- 25 │ 300 - 350
Токарно-карусельные │ │
Примечание. Нормы
расхода даны для индивидуальных систем охлаждения каждого станка.
──────────────────────────────────────────────────────────────┬────────────
Наименование │Величина, м2
──────────────────────────────────────────────────────────────┼────────────
Общая
площадь цеха на одного производственного рабочего │ 18,0
в
наибольшей смене
│
──────────────────────────────────────────────────────────────┴────────────
Примечания. 1.
Общая площадь цеха по норме п. 8.15 определяется при укрупненных расчетах.
2. В составе общей
площади цеха, определяемой по норме п. 8.15, общая площадь на единицу
оборудования составляет, м2:
основного станочного оборудования размерами в плане, мм
до 1800 x 800 - 20
до 4000 x 2000 - 25
до 8000 x 4000 - 50
до 16000 x 6000 - 100
кузнечно-прессового оборудования - 90 - 120
стендового оборудования механодокового отделения - 90 - 100
основного оборудования (в том числе специального - 90 - 100
стендового) отделения ремонта гребных винтов и рулей
3. Указатель
основного и вспомогательного технологического оборудования приведены в
справочном Приложении 3.
4. При организации
в цехе ремонтной базы (отделения или участка ремонтно-механического цеха) ее
площадь определяется по ОНТП-08-83/Минстанкопром и добавляется к общей площади
цеха.
8.16. Классификация
работ цеха по группам санитарной характеристики производственных процессов.
Требования к размещению отделений, участков, служб и хозяйств цеха
────────────────────────────────┬────────────────┬─────────────────────────
Наименование │ Группа
│ Требования
│ санитарной
│ к размещению отделений,
│
характеристики │ участков
служб,
│производственных│
и хозяйств цеха
│ процессов по
│
│ СНиП
II-92-76 │
────────────────────────────────┼────────────────┼─────────────────────────
Участок
ремонта донно-бортовой │ Iб
│в пролетах блока цехов
арматуры,
отделение ремонта │ │кладовые размещаются
гребных
винтов и рулей, │ │в отдельных помещениях,
кладовые:
инструментальная, │ │выделенных
материальная,
комплектации │ │противопожарными
│ │перегородками I типа
Станочный
участок и участок │ Iб, Iв
│в пролетах цеха (блока
слесарных
работ │ │цехов)
Участок
гидравлического │ IIв
│ то же
испытания
деталей ремонтируемой │
│
арматуры
и пера руля │ │
Участки:
слесарно-корпусных │ Iб
│ "
работ,
заготовительных работ, │ │
холодной
обработки труб │ │
Участки:
сборочно-сварочных │ IIб
│ "
работ,
газопламенной обработки │ │
металлов │ │
Участок
покрытия валов │ IIIб
│в отдельном помещении
эпоксидными
составами │ │с противопожарными
Малярные
работы │ IIIб
│перегородками I типа
│ │выполняются на
│ │судоподъемных средствах
│ │и на судах, стоящих
│ │у причалов
Кладовая
малярного инструмента │ IIIб
│в отдельном помещении
и
переносного окрасочного
│ │у
наружной стены
оборудования;
участок мойки │ │с противопожарными
и
профилактики малярного
│
│перегородками I типа
инструмента
и переносного │ │
окрасочного
оборудования │ │
Примечание. При
сварке металлов и сплавов, сопровождаемой выделением окислов марганца, никеля,
хрома, меди и других вредных веществ, относящихся ко 2-му классу опасности по
СН 245-71, участок сборочно-сварочных работ следует относить к группе IIIа по
санитарной характеристике производственного процесса.
8.17. Требования
взрывопожарной к пожарной безопасности
8.17.1. При
проектировании комплексного докового цеха следует руководствоваться
действующими противопожарными правилами, нормами и требованиями,
распространяющимися на производственные отделения и участки цеха
соответствующей категории производства по пожарной опасности согласно
"Перечню производств СРЗ и некоторых других предприятий ММФ с указанием их
категорий по взрывной, взрывопожарной и пожарной опасности", а также
требованиями по оборудованию средствами пожарной автоматики, содержащимися в
указанном "Перечне...".
8.17.2. При
проектировании цеха следует соблюдать противопожарные требования
соответствующих глав строительных норм и правил: СНиП II-2-80, СНиП II-90-81,
СНиП II-92-76, а также руководящих документов, указанных в рекомендуемом
Приложении 1.
8.17.3. В проекте
комплексного докового цеха следует учитывать требования взрывопожарной и
пожарной безопасности, предусматриваемые технологическими инструкциями на
работы, выполняемые цехом.
8.17.4. Комплексный
доковый цех в соответствии с требованиями нормативных документов должен быть
оборудован пожарным водопроводом, пожарной сигнализацией или автоматическими
средствами пожаротушения, средствами связи с пожарной охраной, а также
первичными средствами пожаротушения в соответствии с "Типовыми правилами
пожарной безопасности для промпредприятий", М., 1976 г.
8.17.5. Во взрыво-
и взрывопожарных помещениях цеха должны быть предусмотрены системы
автоматической сигнализации, предупреждающие об образовании в воздушной среде
взрывоопасных концентраций вредных паров и сблокированные с установками
аварийной вентиляции и пожарной сигнализации или автоматического пожаротушения
в соответствии с "Перечнем...".
8.17.6. Количество
и расположение эвакуационных выходов из цеха следует принимать в соответствии
со СНиП 2.09.02-85 и СНиП 2.01.02-85.
8.17.7.
Обеспеченность проездами и подъездами пожарных машин к зданию цеха следует
принимать по СНиП II-89-80.
8.18. Требования
безопасности труда и производственной санитарии
8.18.1. При
проектировании комплексного докового цеха необходимо руководствоваться РД
31.83.01-80 и нормативными документами по безопасности труда и производственной
санитарии, указанными в рекомендуемом Приложении 1.
8.18.2. В проекте
комплексного докового цеха следует предусматривать:
отдельное
помещение, выделенное противопожарными перегородками I типа, для приготовления
эпоксидного связующего, оборудованное приточно-вытяжной вентиляцией, вытяжными
шкафами, мойкой с подачей горячей воды;
мероприятия,
обеспечивающие допустимый, в соответствии с ГОСТ 12.1.003-76, уровень шума на
участке ремонта гребных винтов;
местные отсосы от
промывочных ванн, мест ремонта и испытания механизированного малярного
инструмента; помещения для мойки и испытания указанного инструмента должны быть
отделены от смежных помещений противопожарными перегородками I типа;
ограждение сварочных
постов от других рабочих мест сплошными несгораемыми щитами (ширмами) высотой
не менее 1,8 м;
специально
оборудованное рабочее место для гидроиспытаний донно-бортовой арматуры;
общеобменную
приточно-вытяжную вентиляцию.
8.18.3. Мойка и
обезжиривание деталей и узлов, инструмента и оборудования должны производиться
негорючими растворами и составами.
8.19. Охрана
окружающей среды
8.19.1. Согласно
природоохранительному законодательству и условиям производства комплексного
докового цеха охране подлежат атмосферный воздух и водная среда.
8.19.2. Проект
комплексного докового цеха должен содержать решения по предотвращению
загрязнения окружающей среды:
атмосферного
воздуха - выбросами загрязненного воздуха от технологического оборудования,
сварочно-наплавочных установок, общеобменной вентиляции;
водной среды -
производственными стоками участка разборки и сборки донно-бортовой арматуры
(моющая жидкость, машинное масло, керосин); станочного участка (эмульсия,
машинное масло); участка нанесения защитных эпоксидных покрытий на валы;
участка гидравлических испытаний арматуры и обтекателей, а также стоками при
мойке и уборке полов производственных помещений цеха, продуктами очистки и
окраски судов, находящихся на СПС.
8.19.3. При
проектировании комплексного докового цеха необходимо руководствоваться
требованиями санитарных норм и правил, стандартов, руководящих документов по
охране окружающей среды, указанных в рекомендуемом Приложения 1.
9.1. Расстояния
между оборудованием и от оборудования до элементов здания, мм
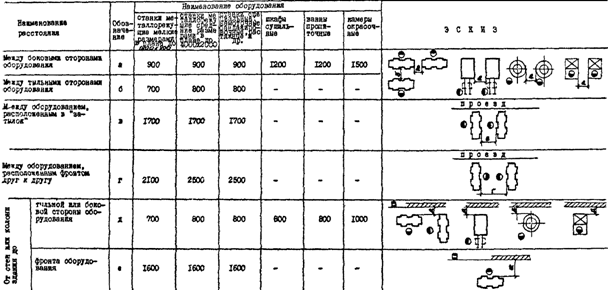
Примечания. 1.
Расстояния указаны от наружных габаритов оборудования, включающих крайнее
положение движущихся частей, открывающихся дверок и постоянных ограждений.
2. При установке оборудования
на индивидуальные фундаменты, расстояние от оборудования до элементов здания
принимается с учетом конфигурации и глубины фундаментов оборудования, колонн и
стен.
3. В нормы
расстояний не включены промпроводки и складочные площадки, которые следует
учитывать в каждом конкретном случае.
4. При обслуживании
оборудования мостовыми кранами расстояние от стен и колонн до оборудования
принимается с учетом возможности его обслуживания при крайнем положении крюка
крана.
5. Нормы составлены
с учетом организации рабочих мест.
9.2. Расстояния
между верстаками, плитами, стендами и обмоточными столами, мм
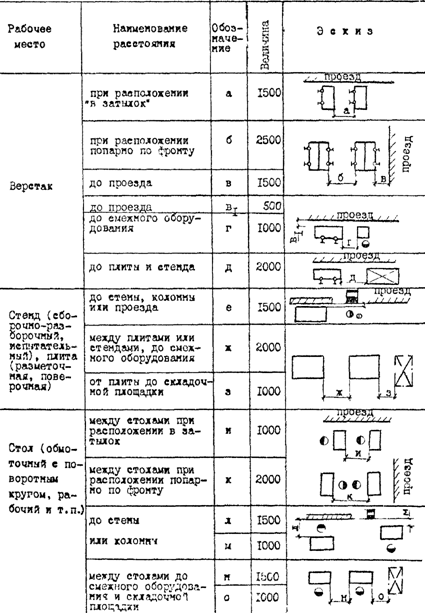
Примечания. 1.
Верстаки допускается устанавливать вплотную у стен, за исключением случаев,
когда у стены размещены отопительные агрегаты, трубопроводы и т.д.
2. В нормы
расстояний для стендов не включены площадки для хранения катушек, роторов,
статоров и других деталей электромашин и электрооборудования.
9.3. Расстояния для
оборудования моечно-дефектовочного отделения, мм
──────────────┬─────────────────┬─────────────────┬─────────────────┬──────
Наименование │от колонн и стен
│между оборудова- │ от оборудования │ N
оборудования │ │нием и
складочным│ до границ │эскиза
│ │местом │ рабочего места │
по
├─────┬─────┬─────┼─────┬─────┬─────┼─────┬─────┬─────┤рис.
1
│до │до
│до │по │по
│по │по │по
│по │
│боко-│тыль-│фрон-│фрон-│боко-│тыль-│фрон-│боко-│тыль-│
│вой │ной
│та │ту │вой
│ной │ту │вой
│ной │
│сто- │сто-
│ │ │сто- │сто- │ │сто- │сто- │
│роны │роны
│ │ │роне │роне │ │роне │роне │
├─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┤
│ а
│ б │
в │ г
│ д │
е │ ж
│ з │
и │
──────────────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼──────
Ванна
моечная │1000 │1000 │1500 │1000 │1000 │ 800
│2500 │2500 │2500 │ 1,!
Камера
моечная│2000 │2000 │2000 │1000 │1000 │1000
│3000 │1500 │2500 │ 3,!
для
узлов │ │
│ │ │
│ │ │
│ │
и
деталей │ │
│ │ │
│ │ │
│ │
Эскизы
расположения оборудования
моечно-дефектовочного
отделения
Эскиз 1
Эскиз 2
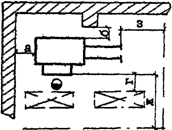
Эскиз 3
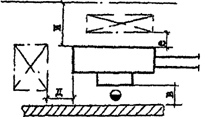
Эскиз 4
Рис. 1
9.4. Цеховые
проезды, мм
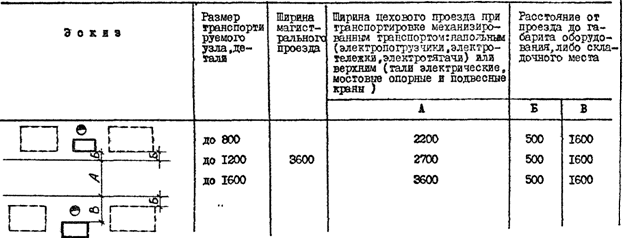
Примечания. 1. Под
размером транспортируемой детали и узла следует понимать размер в направлении,
перпендикулярном проезду (по ширине проезда).
2. Ширина цеховых
проездов указана для одностороннего движения транспорта. При двустороннем
движении ширина проезда принимается равной удвоенной ширине транспортного
средства, увеличенной до 900 мм.
3. Ширина проезда
при транспортировке электропогрузчиком с фронтальным расположением вил дана с
учетом возможности его поворота на 90°.
4. Расстояние от
проезда до оборудования указаны от наружных габаритов оборудования, включающих
крайние положения движущихся частей, открывающихся дверок и постоянных
ограждений оборудования.
9.5. Цеховые
въезды, мм
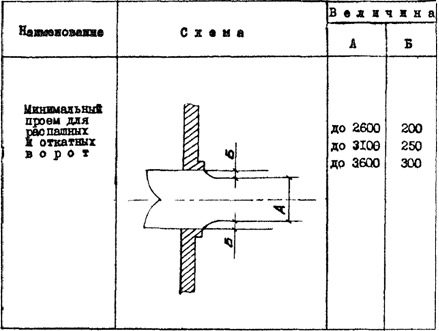
9.6. Размеры
унифицированных пролетов и грузоподъемность подъемно-транспортных средств
одноэтажных электроремонтных цехов
───────────────────────────────────┬───────────────────────────────────────
Размер пролета, м │ Вид подъемно-транспортного средства
──────┬───────────┬────────┬───────┼───────────────────┬───────────────────
Ширина│Шаг
колонн │Высота
│Отметка│Верхний транспорт
│Напольный транспорт
про-
├─────┬─────┤до
низа
│головки├────────┬──────────┼──────────┬────────
лета │край-│сред-│несущих
│подкра-│наимено-│грузо-
│наимено- │грузо-
│них │них
│конст- │нового
│вание │подъем- │вание │подъем-
│ │
│рукций │рельса
│ │ность, т │ │ность, т
│ │
│покрытия│
│ │ │ │
──────┼─────┼─────┼────────┼───────┼────────┼──────────┼──────────┼────────
18
│6; 12│ 12
│ 6,0; │
- │кран │1,0 - 5,0 │электро- │
5,0
│ │
│7,2; 8,4│
│подвес- │
│погрузчик,│
│
│ │ │ │ной │ │электро- │
│ │
│ │ │ │ │тележка │
──────┼─────┼─────┼────────┼───────┼────────┼──────────┼──────────┼────────
18;
24│6; 12│ 12 │ 10,8
│ 8,15 │кран │5,0 - 12,5│ то же
│ 5,0
│ │
│ 12,0 │ 9,35
│мостовой│
│ │
│ │
│ │ │электри-│ │ │
│ │
│ │ │ческий │ │ │
│ │
│ │ │опорный │ │ │
──────┴─────┴─────┴────────┴───────┴────────┴──────────┴──────────┴────────
Примечания. 1. При
установке в пролете здания нескольких кранов, размер подкранового рельса
принимается по крану наибольшей грузоподъемности.
2. Шаг крайних
колонн принимается равным 6 или 12 м, в зависимости от конструкции стеновых
ограждений.
3.
Сушильно-пропиточный, окрасочный и аккумуляторно-зарядный участки цеха
размещается во встроенных в основной пролет цеха помещениях. Ширина помещений
участков 6; 9; 12 м. Высота до низа несущих конструкций покрытия не менее 5,4
м.
Участки оборудуются
подвесными искробезопасными электрическими кранами с электродвигателями во
взрывозащищенном исполнении грузоподъемностью до 3,2 т.
Участки обслуживаются
напольным транспортом - искробезопасными электропогрузчиками, электротележками,
тележками с выносной стрелой с электродвигателями во взрывозащищенном
исполнении грузоподъемностью до 2 т.
4. Подвесные краны
грузоподъемностью до 3,2 т могут быть установлены в один или два ряда по ширине
пролета; свыше 3,2 т - в один ряд.
9.7. Размеры
унифицированных пролетов и грузоподъемность подъемно-транспортных средств
многоэтажных электроремонтных цехов
Размеры в м
────────┬────────┬──────────────────┬───────────────┬──────────────────────
Сетка
│ Сетка │ Высота этажа │ Максимальная │ Вид
колонн │ колонн
├─────────┬────────┤технологическая│подъемно-транспортного
(кроме │верхнего│ первого
│верхнего│ нормативная │
средства
верхнего│
этажа │и средних│ │ временная
│
этажа) │ │ │ │ (длительная) │
│ │ │ │
нагрузка на │
│ │ │ │перекрытие, кПа│
────────┼────────┼─────────┼────────┼───────────────┼──────────────────────
6 x 6
│18 x 6; │4,8; 6,0 │
7,2 │ 8,0
│кран подвесной
│ 24 x 6 │ │ │ │электрический
│ │ │ │ │грузоподъемностью
│ │ │ │ │1 - 5 т,
│ │ │ │ │электропогрузчик,
│ │ │ │ │электротележка
│ │
│ │ │грузоподъемностью
│ │ │ │ │до 2 т
────────┼────────┼─────────┼────────┼───────────────┼──────────────────────
6 x 9
│ 18 x 6 │4,8; 6,0 │
7,2 │ 8,0
│ то же
Примечание. Для
передачи грузов (ремонтируемых электромашин, деталей, устройств, приборов,
материалов и др.) с этажа на этаж следует предусматривать установку грузовых
лифтов.
9.8.
Технологические требования к полам
───────────────┬────────┬────────┬─────────┬─────────────────────────────────────┬───────┬───────────
Наименование
│Грузо-
│Удельное│Нагрузка │ Применяемая жидкость │Допус- │Требования
│подъем-
│давление│техноло-
├────────┬─────────┬────────┬─────────┤каемое
│ к уборке
│ность │от со- │гическая,│ вода
│минераль-│щелочной│ бензин, │пылевы-│
помещения
│электро-│средото-│кПа │ │ное │раствор │ керосин
│деление│
│погруз-
│ченной │ │ │масло, │ │ │покры- │
│чика, │нагруз- │ │ │эмульсия │ │ │тием │
│электро-│ки,
не │
├────────┴─────────┴────────┴─────────┤пола │
│тележки
│более, │ │ воздействие на пол │ │
│и │кПа │ │
│ │
│другого │ │ │
│ │
│транс- │
│ │ │ │
│порта │ │ │
│ │
│на рези-│ │ │
│ │
│новом │ │ │
│ │
│ходу, т │ │ │
│ │
───────────────┼────────┼────────┼─────────┼────────┬─────────┬────────┬─────────┼───────┼───────────
│ │ 3
│ │ │ │ │ │ │
Разборочно- │0,5 - 5 │ 10
│ 15 - 60 │ малое
│ среднее │ малое
│ малое │ малое │возможность
дефектовочный │
│ │ │ │ │ │ │ │механизиро-
участок │ │ │ │ │ │ │ │ │ванной
│ │ │ │ │ │ │ │ │уборки
│ │ 3
│ │ │ │ │ │ │
Моечный
участок│0,5 - 5 │ 10 │ 15 - 60 │приме- │не при- │приме-
│не при- │ то же
│ то же
│ │ │ │няется │меняется │няется │меняется │ │
│ │ 3
│ │ │ │ │ │ │
Станочный │0,5 - 5 │ 10
│ 15 - 60 │не при- │
то же │не при- │ то же
│ " │
"
участок │ │ │ │меняется│ │меняется│ │ │
│ │ 3
│ │ │ │ │ │ │
Сборочно- │0,5 - 5 │ 10
│ 15 - 60 │ малое
│ малое │ то же
│ малое │
" │ "
монтажный │
│ │ │ │ │ │ │ │
участок │ │ │ │ │ │ │ │ │
│ │ 3
│ │ │ │ │ │ │
Сварочный │0,5 - 5 │ 10
│ 15 - 60 │не при- │не при- │не при- │не при- │
" │ "
участок │ │ │ │меняется│меняется
│меняется│меняется │
│
│ │ 3
│ │ │ │ │ │ │
Обмоточный │0,5 - 5 │ 10
│ 15 - 60 │ то же
│ то же │ то же
│ то же │
" │ "
участок │ │ │ │ │ │ │ │ │
│ │ 3
│ │ │ │ │ │ │
Испытательный │0,5 - 5 │ 10
│ 15 - 60 │ " │
" │ "
│ " │
" │ "
участок │ │ │ │ │ │ │ │ │
│ │ 3
│ │ │ │ │ │ │
Сушильно- │0,5 - 2 │ 10
│ 15 - 60 │ малое
│ " │
" │применя-
│ " │
"
пропиточный │(во │ │ │ │ │ │ются лаки│ │
участок │взрыво- │ │ │ │ │ │с органи-│ │
│защищен-│ │ │ │ │ │ческими │
│
│ном │ │ │ │ │ │раствори-│ │
│исполне-│ │ │ │ │ │телями - │ │
│нии) │ │ │ │ │ │ксилол, │
│
│ │ │ │ │ │ │толуол, │
│
│ │ │ │ │ │ │уайт- │ │
│ │ │ │ │ │ │спирит, │
│
│ │ │ │
│ │ │бензин, │
│
│ │ │ │ │ │ │керосин, │ │
│ │ │ │ │ │ │сольвент │ │
│ │ 3
│ │ │ │ │ │ │
Аккумуляторно-
│0,5 - 2 │ 10 │ 15 - 60 │приме- │
" │приме- │
малое │ "
│ "
зарядный │(во │ │ │няется │ │няются │ │ │
участок │взрыво- │ │ │ │ │щелочные│ │ │
│защищен-│ │ │ │ │и кис- │ │ │
│ном │ │ │ │ │лотные │
│ │
│исполне-│ │ │ │ │растворы│ │ │
│нии) │ │ │ │ │ │ │ │
│ │ 3
│ │ │ │ │ │ │
Окрасочный │ то же │
10 │ 15 - 60 │ то же │
" │не при-
│приме- │не │
"
участок │ │ │ │ │ │меняется│няются │допус- │
│ │ │
│ │ │ │органи- │кается │
│ │ │ │ │ │ │ческие │
│
│ │ │ │ │ │ │раство- │
│
│ │ │ │ │ │ │рители │
│
│ │ 3
│ │ │ │ │ │ │
Цеховые
склады │0,5 - 5 │ 10 │ 15 - 60 │не при- │не
при- │ то же │не при- │ малое │ "
материалов, │ │ │ │меняется│меняется │ │меняется │ │
демонтирован- │
│ │ │ │ │ │ │ │
ного
оборудо- │ │ │ │ │ │ │
│ │
вания, │ │ │ │ │ │ │ │ │
комплектации, │
│ │ │ │ │ │ │ │
межоперацион- │
│ │ │ │ │ │ │ │
ная,
инструмен-│ │ │ │ │ │ │ │ │
тально-раздато-│ │ │ │ │ │ │ │ │
чная
и промежу-│ │ │
│ │ │ │ │ │
точная
кладовые│ │ │ │ │ │ │ │ │
│ │ 3│ │ │ │ │ │ │
Проезд │0,5 - 5 │ 2 x 10
│50 - 100 │ то же
│ то же │
" │ то же
│ то же │ "
магистральный │
│ │ │ │ │ │ │ │
───────────────┴────────┴────────┴─────────┴────────┴─────────┴────────┴─────────┴───────┴───────────
Примечания. 1.
Выбор полов производится по СНиП II.В.8-71.
2. Грузоподъемность
транспортных средств и технологическая нагрузка принимаются в пределах,
регламентируемых настоящим подразделом норм, в зависимости от массы
ремонтируемых узлов деталей, принятой технологии ремонта.
9.9. Организация
складского хозяйства и механизация транспортно-складских операций
9.9.1. В состав
складского хозяйства электроремонтного цеха входят следующие склады и кладовые:
склад
демонтированного судового оборудования;
цеховый склад
комплектации;
кладовая материалов
и заготовок;
межоперационная
кладовая;
инструментально-раздаточная
кладовая.
9.9.2. Цеховые
склады и кладовые должны размещаться:
склад судового
демонтированного электрооборудования - в районе участка разборки, мойки и
дефектации;
цеховый склад
комплектации должен примыкать к сборочному участку;
кладовая материалов
и заготовок - в начале производственного потока;
межоперационная
кладовая - между основными производственными участками цеха;
инструментально-раздаточная
кладовая - в месте наибольшей потребности в инструменте.
9.9.3. Хранение
заготовок, полуфабрикатов, деталей и некрупных электромашин должно
осуществляться в унифицированной несгораемой таре или непосредственно в
стеллажах и штабелях многоярусного хранения.
Хранение крупных
изделий (электродвигателей, генераторов и т.п.) - на полу, с подкладкой
брусьев, либо на специальных поддонах.
9.9.4.
Транспортирование заготовок, полуфабрикатов и деталей следует предусматривать
напольным транспортом и кранами-штабелерами; крупных изделий - цеховыми
мостовыми и подвесными электрическими кранами, напольным транспортом. Для
подачи деталей и узлов на рабочие места, в кладовые и на склады должны применяться
межоперационные тележки. Использование автотранспорта для внутрицеховых
перевозок по условиям производственной санитарии не рекомендуется.
9.9.5. Площади
цеховых кладовых
┌────────────────┬──────────────────────┬─────────────────────────────────┐
│ Наименование
│ Назначение │ Площадь в м2 на одного │
│ │ │ производственного рабочего │
│ │ │ в наибольшей смене при общей │
│ │ │ численности производственных │
│ │ │ рабочих, чел. │
│ │
├─────────┬───────────┬───────────┤
│ │ │ до 45
│ 46 - 150 │ 151 -
200 │
├────────────────┼──────────────────────┼─────────┼───────────┼───────────┤
│Кладовая │хранение и выдача │0,8 - 0,7│0,69 -
0,60│0,59 - 0,50│
│инструментально-│инструмента
и │ │ │ │
│раздаточная │приспособлений │ │ │ │
│Кладовая │хранение расходного │0,4 - 0,3│0,29 -
0,25│0,24 - 0,20│
│материалов │количества материалов,│ │ │ │
│и
заготовок │в т.ч. изоляционных,
│ │ │ │
│ │заготовок, деталей │ │ │ │
│ │и пр. │ │ │ │
│Кладовая │хранение деталей, │0,3 - 0,2│0,19 -
0,13│0,12 - 0,10│
│межоперационная
│узлов в период между │ │ │ │
│ │операциями
обработки │ │ │ │
│ │и сборки │ │ │ │
│Склад │комплектация деталей,
│0,7 - 0,6│0,59 - 0,50│0,49 - 0,40│
│комплектации │узлов, электромашин, │ │ │ │
│ │электрооборудования │ │ │ │
│ │после ремонта перед │
│ │ │
│ │отправкой на судно │ │ │ │
│ │для монтажа │ │ │ │
│Склад │хранение и выдача для
│0,5 - 0,4│0,39 - 0,26│0,25 - 0,20│
│демонтированного│ремонта
демонтирован- │
│ │ │
│оборудования │ного судового │ │ │ │
│ │электрооборудования │ │ │ │
└────────────────┴──────────────────────┴─────────┴───────────┴───────────┘
Примечание. Площади
склада комплектации и демонтированного оборудования в общую площадь цеха не
включаются, т.к. являются частью соответствующих общезаводских складов.
9.10. Примерное
распределение трудоемкости электроремонтных работ по видам
┌────────────────────────────────┬────────────────────┬───────────────────┐
│ Наименование работ │Соотношение работ, %│ Из
них станочные │
│ │ │ работы, % │
├────────────────────────────────┼────────────────────┼───────────────────┤
│Электромонтажные │ 64 │ - │
│Обмоточные │ 8 │ 85 │
│Аккумуляторные │ 4 │ - │
│Станочные │ 3 │ 100 │
│Сварочные │ 3 │ - │
│Слесарные │ 8 │ - │
│Прочие │ 10 │ - │
│
────────────────┼────────────────────┼───────────────────┤
│ Итого │ 100 │ - │
└────────────────────────────────┴────────────────────┴───────────────────┘
Примечание.
Примерный состав минимального комплекта основного технологического оборудования
приведен в рекомендуемом Приложении 2.
9.11. Численность
вспомогательных рабочих, инженерно-технических работников (ИТР), служащих и
младшего обслуживающего персонала (МОП)
───────────────────────────────────────────┬───────────────────────────────
Наименование │Численность, %, при
количестве
│производственных
рабочих, чел.
├─────────┬──────────┬──────────
│ до 45 │ 45 - 150 │151 - 200
───────────────────────────────────────────┼─────────┼──────────┼──────────
Вспомогательные
рабочие от количества │ 14,0
│ 12,0 │
10,0
производственных
рабочих │ │ │
Обслуживающий
персонал от общего числа │ │ │
рабочих: │ │ │
ИТР
│ 10,0 │
9,0 │ 8,0
служащие │ 2,5
│ 2,0 │
1,5
МОП
│ 2,0 │
1,5 │ 1,0
───────────────────────────────────────────┴─────────┴──────────┴──────────
9.12. Численность
вспомогательных рабочих по профессиям
──────────────────────────────────────────────┬────────────────────────────
Наименование профессии │ Обслуживаются одним
│ вспомогательным рабочим
│ в смену
──────────────────────────────────────────────┼────────────────────────────
Кладовщик
инструментально-раздаточной кладовой│100 производственных рабочих
Кладовщик
кладовой материалов и заготовок
│150 производственных рабочих
Кладовщик
межоперационной кладовой
│100 основных станков
│станочного
отделения
Кладовщик
склада комплектации
│100 производственных рабочих
Кладовщик
склада демонтированного оборудования│100 производственных рабочих
Подсобный
(транспортный) рабочий
│150 производственных рабочих
Водитель
электротележки
│Одна работающая
│электротележка
Машинист
крана
│Один работающий кран
│(с кабиной)
Стропальщик │Один
работающий кран
│(с кабиной)
Уборщик
производственных помещений
│3500 м2 убираемой площади
│цеха
Примечания. 1. При
отсутствии средств механизации уборочных работ норматив площади цеха на одного
уборщика принимается с коэффициентом K = 0,7.
2. Общая
численность вспомогательных рабочих по профессиям определяется с учетом
принятого коэффициента сменности.
3. При определении
численности вспомогательных рабочих дополнительно к расчетному числу необходимо
добавлять рабочих цеховой ремонтной базы и моечного участка цеха.
4. При организации
на заводе транспортного цеха водители электротележек исключаются из числа
вспомогательных рабочих цеха.
┌────────────────────────────────────────────────────────────┬────────────┐
│ Наименование │Величина,
м2│
├────────────────────────────────────────────────────────────┼────────────┤
│Общая
площадь на единицу основного станочного оборудования, │ │
│размерами
в плане:
│ │
│ до 1800 x 800 │
20 │
│ до 4000 x 2000
│ 25 │
│ до 8000 x 4000
│ 50 │
│Общая
площадь на одного производственного рабочего │ 15
│
│в
наибольшей смене, исключая станочников │ │
└────────────────────────────────────────────────────────────┴────────────┘
Примечания. 1.
Общая площадь цеха определяется суммированием площадей, занятых оборудованием и
рабочими местами производственных рабочих, за исключением станочников, и
дополняется площадью участка ремонта и зарядки аккумуляторов, если такой
участок входит в состав цеха.
2. При организации
в цехе ремонтной базы (отделения или участка ремонтно-механического цеха) ее площадь
определяется по ОНТП-08-83/Минстанкопром и добавляется к общей площади цеха.
3. Указатель
основного и вспомогательного технологического оборудования приведен в
справочном Приложении 3.
4. Общая площадь
цеха по нормам п. 9.13 определяется при укрупненных расчетах.
9.14. Классификация
работ цеха по группам санитарной характеристики производственных процессов.
Требования к размещению участков цеха
──────────────────────────────┬────────────────┬───────────────────────────
Наименование │
Группа │ Требования к размещению
│ санитарной
│ участков цеха
│
характеристики │
│производственных│
│ процессов по
│
│ СНиП
II-92-76 │
──────────────────────────────┼────────────────┼───────────────────────────
Станочные
и слесарные работы │ Iб
│в пролете цеха
Испытательный
участок │ Iб
│в пролете цеха;
│ │выгораживается сетчатой
│ │перегородкой
Обмоточный
участок │ Iб
│в пролете цеха
Сварочный
участок │ IIб
│в пролете цеха; рабочие
│ │места выгораживаются
щитами
Моечный
участок │ IIв
│предпочтительно выделить
│ │(применяются невзрыво-
│ │опасные и
непожароопасные
│ │моющие составы)
Сушильно-пропиточный
участок │ IIIб
│в отдельных помещениях,
(при
применении пропиточных │ │выделенных противопожарными
лаков
с органическими │ │перегородками I типа,
растворителями),
участок │ │в одноэтажных зданиях -
ремонта
и зарядки │ │у наружной стены,
аккумуляторов,
окрасочный │ │в многоэтажных зданиях -
участок │ │на верхнем этаже
Примечание. При
сварке и наплавке металлов и сплавов, сопровождаемых выделением окислов
марганца, никеля, хрома, меди и других вредных веществ, относящихся ко 2-му
классу опасности по СН 245-71, сварочный участок следует относить к группе IIIа
санитарной характеристики производственных процессов.
9.15. Требования
взрывопожарной и пожарной безопасности
9.15.1. При
проектировании электроремонтного цеха необходимо руководствоваться действующими
противопожарными правилами, нормами и требованиями, распространяющимися на
производственные отделения и участки цеха соответствующей категории
производства по пожарной опасности согласно "Перечню производств СРЗ и
некоторых других предприятий ММФ с указанием их категорий по взрывной,
взрывопожарной и пожарной опасности", а также требованиями по оборудованию
средствами пожарной автоматики, содержащимися в указанном
"Перечне...".
9.15.2. При
проектировании цеха следует соблюдать противопожарные требования
соответствующих глав строительных норм и правил: СНиП II-2-80, СНиП II-90-81, а
также руководящих документов, указанных в рекомендуемом Приложении 1.
9.15.3. В проекте
электроремонтного цеха следует учитывать требования взрывопожарной и пожарной
безопасности, предусматриваемые технологическими инструкциями на работы, выполняемые
цехом.
9.15.4.
Электроремонтный цех, в соответствии с требованиями нормативных документов,
должен быть оборудован пожарным водопроводом, пожарной сигнализацией,
средствами связи с постом пожарной охраны, а также первичными средствами
пожаротушения в соответствии с "Типовыми правилами пожарной безопасности
для промпредприятий", М., 1976 г.
9.15.5.
Взрывоопасные и взрывопожароопасные участки цеха: зарядный, окрасочный,
сушильно-пропиточный (при применении пропиточных лаков с органическими
растворителями) следует располагать в отдельных помещениях у наружной стены
здания, имеющих достаточные поверхности оконных проемов и верхних фонарей или
легкосбрасываемых перекрытий в соответствии со СНиП 2.09.02-85 и изолированных
от других производственных участков противопожарными перегородками I типа.
В многоэтажных
зданиях указанные отделения (участки) следует размещать на верхнем этаже
здания, если это допускается требованиями технологии. Число выходов из этих
участков следует предусматривать в соответствии со СНиП 2.09.02-85.
9.15.6. Помещения
указанных участков должны иметь устройства для естественного проветривания,
независимо от наличия принудительной вентиляции.
9.15.7.
Трубопроводы для пропиточных составов и растворителей должны прокладываться не
ближе одного метра от паропроводов и технологических установок с температурой
выше 95 °C.
9.15.8. От
пропиточных ванн, емкостей для лака и растворителей объемом 1,0 м3 и выше
необходимо предусматривать аварийный слив в специальный резервуар,
располагаемый в земле за пределами здания на расстоянии одного метра от глухой
стены или пяти метров при наличии в стене проемов.
Аварийный слив лака
следует выполнять согласно СНиП II-106-79.
Диаметр сливной
трубы должен обеспечить слив всего лака в аварийную емкость за 3 - 6 минут.
9.15.9. Во взрыво-
и взрывопожароопасных помещениях цеха должны быть предусмотрены системы
автоматической сигнализации, предупреждающие об образовании в воздушной среде
взрывоопасных концентраций вредных паров, и сблокированные с установками
аварийной вентиляции и пожарной сигнализации или автоматического пожаротушения
в соответствии с "Перечнем производств СРЗ и некоторых других предприятии
ММФ с указанием их категорий по взрывной, взрывопожарной и пожарной
опасности".
9.15.10. В верхней
зоне помещения зарядной (с отметки 0,75 общей высоты помещения, считая от
уровня пола, но не выше отметки кранового пути, если таковой имеется) следует
предусматривать отборные устройства автоматических газоанализаторов,
отключающих питание крана при появлении взрывоопасной концентрации, превышающей
20% нижнего предела взрывоопасной концентрации. Токоподводы к кранам и другим
подъемным устройствам зарядного помещения должны выполняться шланговым кабелем
с медными жилами.
Зарядка, ремонт и
хранение кислотных и щелочных аккумуляторов должны производиться в отдельных
помещениях с автономной вентиляцией.
9.15.11. Сушильные
камеры оборудуются вытяжной вентиляцией, исключающей возможность образования в
камере взрывоопасных концентраций. Содержание паров растворителей в рабочем пространстве
сушильных камер не должно превышать 50% нижнего предела взрываемости.
9.15.12. В
оборудовании пропиточно-сушильного и окрасочного отделений (участков) должна
быть предусмотрена блокировка, обеспечивающая при отключении вентиляции:
в сушильных камерах
- остановку загрузки, отключение подачи теплоносителя;
в окрасочной камере
- отключение сжатого воздуха к краскораспылителю.
9.15.13.
Обеспеченность проездами и подъездами пожарных машин к зданию цеха следует
принимать по СНиП II-89-80.
9.15.14. Цеховые
склады и кладовые сгораемых материалов или несгораемых материалов в сгораемой
упаковке (смазке) допускается размещать в общем блоке, отделяя их
противопожарными перегородками I типа.
9.15.15. Мойка и
обезжиривание деталей, узлов, инструмента и оборудования должны производиться
негорючими растворами и составами.
9.16. Требования
безопасности труда и производственной санитарии
9.16.1. При
проектировании электроремонтного цеха необходимо руководствоваться РД
31.83.01-80 и нормативными документами по безопасности труда и производственной
санитарии, указанными в рекомендуемом Приложении 1.
Основные санитарные
факторы, обеспечивающие нормальные условия труда работающих в цехе, приведены в
справочном Приложении 4.
9.16.2. В проекте
электроремонтного цеха должны быть соблюдены следующие требования:
испытательные
станции следует выгородить сетчатой перегородкой, они должны иметь два выхода с
дверьми, открывающимися наружу;
ограждения
испытательных стендов должны исключать возможность прикосновения к оголенным
токоведущим частям;
в помещении
пропиточно-сушильного участка пропиточные ванны должны возвышаться над уровнем
пола; в противном случае необходимо предусматривать ограждение;
ванны и сушильные
камеры должны иметь местную вытяжную вентиляцию;
отделения и участки
с вредными выделениями следует размещать в изолированных помещениях и
оборудовать местными отсосами;
движущиеся части
оборудования, которые могут явиться причиной травмирования работающих, а также
доступные для прикосновения токоведущие части электрооборудования, должны быть
ограждены;
производственное
оборудование, создающее шум, должно быть вынесено в отдельное помещение или заключено
в звукопоглощающие кожухи;
зарядные помещения
зарядных станций должны быть оборудованы естественной, вытяжной и механической
приточно-вытяжной вентиляцией, должно быть предусмотрено блокирующее
устройство, обеспечивающее отключение зарядного тока при полном прекращении
работы вентиляции или установка автоматических газоанализаторов, отключающих
питание зарядных агрегатов при появлении взрывоопасной концентрации в воздухе,
не превышающей 50% нижнего предела взрываемости;
прекращение
действия приточной вентиляции должно сопровождаться сигнализацией;
вентиляционная
система зарядных должна быть обособленной. Кислотные и щелочные аккумуляторные
помещения должны иметь раздельные вентиляционные устройства. Включение
вентиляции в общую систему вентиляции здания запрещается;
воздухозаборные
отверстия в аккумуляторных помещениях должны быть расположены как в верхней
(для отсоса водорода), так и нижней (для отсоса тяжелых газов) зоне этих
помещений;
вытяжные
вентиляционные устройства зарядного помещения должны иметь два вентилятора -
рабочий и резервный, с автоматическим включением резервного при остановке
рабочего вентилятора. Вентиляторы должны быть искробезопасного, а
электродвигатели - взрывозащищенного исполнения;
площадь
аккумуляторных помещений должна определяться количеством одновременно
ремонтируемых, заряжаемых или хранящихся аккумуляторов. При этом аккумуляторы
должны размещаться на двухъярусных стеллажах, а ширина проходов между
стеллажами должна быть не менее одного метра.
9.17. Охрана
окружающей среды
9.17.1. Согласно
природоохранительному законодательству и условиям производства
электроремонтного цеха судоремонтного завода, охране подлежат атмосферный
воздух и водная среда.
9.17.2. Проект
электроремонтного цеха должен содержать решения по предотвращению загрязнения
окружающей среды:
атмосферного
воздуха - выбросами отсасываемого воздуха от пропиточно-сушильного участка,
окрасочной камеры, печи для обжига обмоток, общеобменной вентиляции;
водной среды -
стоками от мойки аккумуляторов и электрооборудования, участка приготовления
электролита, стоками загрязненных вод при мойке и уборке полов производственных
помещений цеха. Щелочные и кислотные стоки из отделений ремонта и зарядки
аккумуляторов должны сбрасываться в нейтрализатор.
9.17.3. При
проектировании электроремонтного цеха необходимо руководствоваться требованиями
санитарных норм и правил, стандартов, руководящих документов по охране
окружающей среды, указанных в рекомендованном Приложении 1.
10.1. Размеры
рабочих мест по обслуживанию технологического оборудования, мм
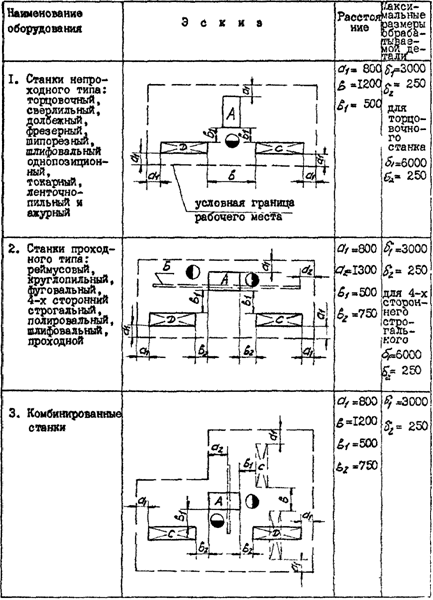

Условные
обозначения:
А - технологическое
оборудование;
Б - обрабатываемая
заготовка (деталь);
С - складочное
место заготовок;
Д - складочное
место деталей;
![]() - расстояние между оборудованием и границей
рабочего места, складочным местом и границей рабочего места;
- расстояние между оборудованием и границей
рабочего места, складочным местом и границей рабочего места;
![]() - расстояние от подвижного конца
обрабатываемой детали (заготовки) до границы рабочего места;
- расстояние от подвижного конца
обрабатываемой детали (заготовки) до границы рабочего места;
![]() ,
, ![]() - максимальные размеры обрабатываемой детали;
- максимальные размеры обрабатываемой детали;
в - расстояние
между торцовыми сторонами складочных мест для станков непроходного типа;
![]() - расстояние между продольной стороной
складочного места и станком;
- расстояние между продольной стороной
складочного места и станком;
![]() - расстояние между торцовыми сторонами
складочных мест и станком.
- расстояние между торцовыми сторонами
складочных мест и станком.
Примечания. 1.
Размер ![]() ,
указанный на эскизах 2, 3, при обработке деталей больших размеров следует
принимать равным 1000 мм.
,
указанный на эскизах 2, 3, при обработке деталей больших размеров следует
принимать равным 1000 мм.
2. Размеры
складочных мест принимаются в соответствии с габаритами обрабатываемых
заготовок (деталей).
3. Расстояния
указаны от наружных габаритов станков, включающих крайние положения движущихся
частей станков, открывающихся дверок и постоянное ограждение станков.
4. При установке
оборудования на фундаменте, выступающем за габариты оборудования, выступающая
часть фундамента засчитывается в габарит оборудования, от которого нормируется
расстояние до границы рабочего места, мест складирования и т.д.
5. Для смежных
рабочих мест проход между соседними местами складирования материалов, заготовок
и деталей следует принимать общим.
6. Под границей
рабочего места понимается граница между смежными рабочими местами или проходом.
7. Размеры
складочных мест должны определяться из условий хранения не более сменной
потребности (выхода) заготовок (деталей).
10.2. Расстояние
между оборудованием, складочными местами и элементами здания, мм
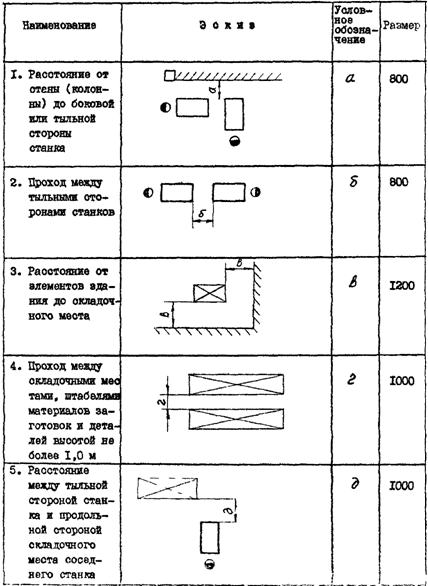
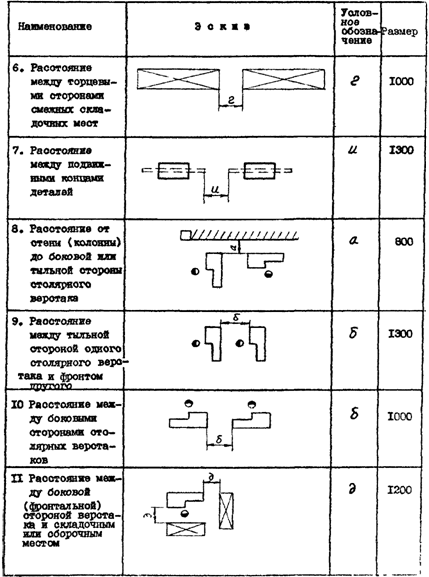
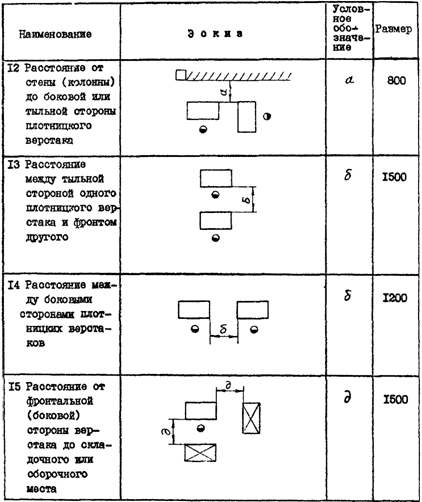
Примечание. Размер
г, указанный на эскизе 6, приведен с учетом транспортировки на ручных тележках
деталей длиной до 2 м. При транспортировке деталей длиной свыше 2 м размер г
принимается равным 1500 мм.
10.3. Цеховые
проезды, мм
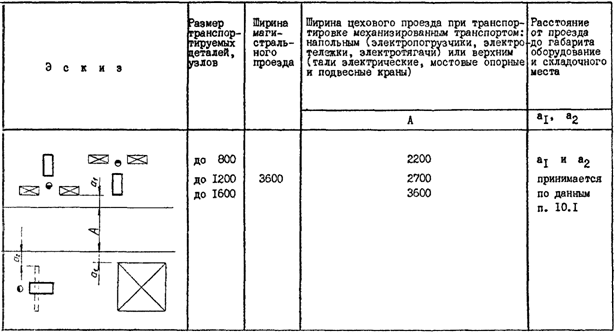
Примечания. 1. Под
размером транспортируемого груза следует понимать размер в направлении,
перпендикулярном проезду (по ширине проезда).
2. Нормы ширины
цеховых проездов даны для одностороннего движения транспорта. При двухстороннем
движении ширина цехового проезда принимается равной удвоенной ширине транспортного
средства плюс 900 мм.
3. Для
электропогрузчика с фронтальным расположением вил ширина проезда дана с учетом
возможности его поворота на 90°.
4. Расстояния от
проезда до оборудования указаны от наружных габаритов последнего, включающих
крайнее положение движущихся частей, открывающихся дверок, постоянных
ограждений оборудования.
10.4. Цеховые
въезды, мм
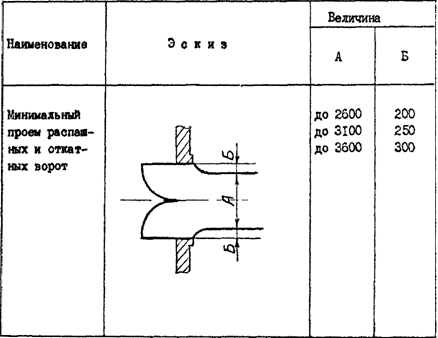
10.5. Размеры
унифицированных пролетов и грузоподъемность подъемно-транспортных средств
───────────────────────────────────┬───────────────────────────────────────
Размеры пролета, м │ Вид подъемно-транспортного средства
──────┬───────────┬────────┬───────┼─────────────────┬─────────────────────
Ширина│Шаг
колонн │Высота │Отметка│ Верхний
│ Напольный
про-
├─────┬─────┤до
низа
│головки├─────────┬───────┼───────────┬─────────
лета │край-│сред-│несущих
│подкра-│Наимено- │Грузо- │Наимено- │Грузо-
│них │них
│конст- │нового
│вание
│подъем-│вание
│подъем-
│ │
│рукций │рельса
│ │ность,
│ │ность, т
│ │
│покрытия│
│ │т │ │
──────┼─────┼─────┼────────┼───────┼─────────┼───────┼───────────┼─────────
18
│ 6 │
6 │ 4,8;
│ - │
- │ -
│Электро- │0,5 - 3,0
│
6 │ 12 │
6,0; │ -
│Кран │ 3,2
│погрузчики,│
│ 12 │ 12
│ 7,2 │
│мостовой │
│тележки │
│ │
│ │ │подвесной│ │с выносной │
│ │
│ │ │электри- │ │стрелой, │
│ │
│ │ │ческий │
│электро- │
│ │
│ │ │ │ │тележки │
──────┼─────┼─────┼────────┼───────┼─────────┼───────┼───────────┼─────────
24;
30│ 6 │
6 │ 7,2;
│ - │
то же │ 3,2
│ то же │0,5 - 3,0
│
6 │ 12 │
8,4 │ │ │ │ │
│ 12 │ 12
│ │ │ │ │ │
Примечания. 1.
Мостовые подвесные краны грузоподъемностью до 3,2 т могут быть установлены в
один или два ряда по ширине пролета.
2. При организации
в деревообделочном цехе замены набора дейдвудных втулок, грузоподъемность
крановых средств для обслуживания этих работ определяется в соответствии с
массой втулок.
3. Шаг крайних
колонн принимается равным 6 или 12 м в зависимости от конструкции стеновых
ограждений.
10.6.
Технологические требования к полам
───────────────┬─────────┬─────────┬────────┬───────────────────────────────────┬───────┬───────────
Наименование
│Грузо- │Удельное
│Макси- │ Применяемая жидкость │Допус- │Требования
│подъем- │давление │мальная
├───────┬─────────┬────────┬────────┤каемое
│ к уборке
│ность │от со- │нагрузка│ вода │минераль-│щелочной│раство-
│пыле- │ помещения
│электро- │средото-
│(техно- │ │ное
масло│раствор │ритель, │выделе-│
│погруз- │ченной │логиче- │ │ │ │лак, │ние
│
│чика, │нагрузки,│ская), │
│ │ │краска, │покры- │
│электро- │не более
│кПа │ │ │ │спирт │тием
│
│тележки │кПа │ ├───────┴─────────┴────────┴────────┤пола │
│и другого│ │ │ воздействие на пол │ │
│транс- │ │ │ │ │
│порта на │ │ │ │ │
│резиновом│ │ │ │ │
│ходу, т │ │ │ │ │
───────────────┼─────────┼─────────┼────────┼───────┬─────────┬────────┬────────┼───────┼───────────
│ │ 3│ │ │ │ │ │ │
Станочно- │0,5 - 3,0│0,5 x 10
│ 30,0 │не при-│не при- │не при- │не при- │ малое
│возможность
заготовительное│ │ │ │меня- │меняется │меняется│меняется│ │применения
отделение │ │ │ │ется │ │ │ │ │механизиро-
│ │ │ │ │ │ │ │ │ванной
│ │ │ │ │ │ │ │ │уборки
───────────────┼─────────┼─────────┼────────┼───────┼─────────┼────────┼────────┼───────┼───────────
│ │ 3│ │ │ │ │ │ │
Деревосборочное│0,5
- 3,0│0,5 x 10 │ 30,0 │малое
│ то же │ то же
│ то же │ то же
│ то же
отделение │ │ │ │(на │ │ │ │ │
(плотничное, │ │ │ │участке│ │ │ │ │
столярное) │ │ │ │заточки│ │ │ │ │
│ │ │ │инстру-│ │ │ │ │
│ │ │ │мента) │ │ │ │ │
───────────────┼─────────┼─────────┼────────┼───────┼─────────┼────────┼────────┼───────┼───────────
│ │ 3│ │ │ │ │ │ │
Малярный, │0,5 - 3,0│0,5 x 10
│ 30,0 │ малое │ "
│ " │приме- │не
│ "
полировальный │ │ │ │ │ │ │няется │допус- │
и
отделочный │ │ │ │ │ │ │ │кается │
участки, │ │ │ │ │ │ │ │ │
кладовая
красок│ │ │ │ │ │ │ │ │
и
лаков, │ │ │ │ │ │ │ │ │
клееварка │ │ │ │ │ │ │ │ │
───────────────┼─────────┼─────────┼────────┼───────┼─────────┼────────┼────────┼───────┼───────────
│ │ 3
│ │ │ │ │ │ │
Материальные │0,5 - 3,0│ 10
│ 30,0 │не при-│малое │
" │не при- │
малое │ "
и
инструмен- │ │ │ │меня- │(в незна-│ │меняется│ │
тальные
склады │ │ │ │ется │чительных│ │ │ │
и
кладовые │ │ │ │ │количе- │
│ │ │
│ │ │ │
│ствах) │ │ │ │
───────────────┼─────────┼─────────┼────────┼───────┼─────────┼────────┼────────┼───────┼───────────
│ │ 3 │ │ │ │ │ │ │
Магистральный │0,5 - 5,0│ 2 x 10 │ 100,0
│ то же │не при-
│ " │ то же │ то же │ "
проезд │ │ │ │ │меняется │ │ │ │
───────────────┴─────────┴─────────┴────────┴───────┴─────────┴────────┴────────┴───────┴───────────
Примечание. Выбор
полов производится по СНиП II-В.8-71.
10.7. Организация
складского хозяйства и механизация транспортно-складских операций
10.7.1. В состав
складского хозяйства цеха входят:
расходный склад
сухих пиломатериалов;
склад деталей и
заготовок;
склад поступающих в
ремонт и готовых изделий;
инструментальная
кладовая;
кладовая
вспомогательных материалов;
кладовая
приспособлений.
10.7.2. Цеховые
склады и кладовые должны размещаться:
склад сухих
пиломатериалов - в начале производственного потока;
склады деталей и
изделий, поступающих в ремонт - по технологическому потоку производства;
инструментальная
кладовая и кладовая приспособлений - в месте основного разбора инструмента;
склад готовых
изделий - в конце технологического потока.
10.7.3. Следует
предусматривать следующие способы хранения пиломатериалов, заготовок деталей и
полуфабрикатов:
сухие пиломатериалы
и заготовки - в плотных пакетах;
готовые детали и
полуфабрикаты - на специальных подстопных устройствах, перемещаемых на
тележках.
10.7.4. Доставку
пиломатериалов, заготовок, деталей и полуфабрикатов к рабочим местам следует
осуществлять подвесными кранами, электропогрузчиками и тележками.
При размещении
деревообделочных цехов в многоэтажных зданиях доставка изделий на этажи
осуществляется в лифтах. Грузоподъемность лифта и размер кабины определяется
суммарной массой и размерами транспортируемых изделий и транспортных средств.
10.7.5. Площадки
цеховых складов
──────────────────────────────┬─────────────────────────────┬──────────────
Наименование │ Назначение │Норма грузо-
│
│напряженности
│ │общей
площади,
│ │т/м2
──────────────────────────────┼─────────────────────────────┼──────────────
Склад
деталей и заготовок
│Промежуточное хранение
│ 0,60
Склад
изделий готовых │Хранение
изделий готовых │ 0,50
и
поступающих в ремонт │и
поступающих в ремонт │
Расходный
склад сухих │Хранение и
выдача │ 0,85
пиломатериалов │пиломатериалов │
──────────────────────────────┴─────────────────────────────┴──────────────
10.7.6. Площади
мастерских и кладовых
───────────────────────────────┬──────────────────────────────────┬────────
Наименование │ Объект обслуживания │Площадь,
├────────────────────┬─────────────┤ м2
│ Наименование │ Количество │
───────────────────────────────┼────────────────────┼─────────────┼────────
Заточная
и ремонт инструмента
│деревообрабатывающие│
до 20 │ 30
│станки
│ 21 - 40 │
45
│ │ 41 - 60
│ 60
Инструментальная
кладовая
│производственные
│ до 50 │24 - 36
│рабочие в наибольшую│ 51 - 120
│37 - 48
│смену
│ 121 - 250 │49 - 72
Кладовая
вспомогательных │ то же │ до 50
│24 - 36
материалов │ │ 51 - 120
│37 - 60
│ │ 121 - 250
│61 - 90
Кладовая
приспособлений │ - │ -
│18 - 36
10.8. Примерное
распределение трудоемкости деревообделочных работ по видам, %
───────────────────────────────────────┬───────────┬───────────────────────
Наименование │Соотношение│ В том
числе по месту
│ работ │
выполнения
│ ├────────────┬──────────
│ │ в цехе
│ на судне
───────────────────────────────────────┼───────────┼────────────┼──────────
1.
Станочные работы
│ 10,0 │
10,0 │ -
2.
Столярные работы
│ 25,0 │
20,0 │ 5,0
3.
Плотничные работы
│ 40,0 │
8,0 │ 32,0
4.
Беломалярные работы
│ 10,0 │
1,0 │ 9,0
5.
Прочие работы
│ 15,0 │
5,0 │ 10,0
───────────────────────────────────────┼───────────┼────────────┼──────────
Всего: │ 100,0
│ 44,0 │
56,0
───────────────────────────────────────┴───────────┴────────────┴──────────
10.9. Соотношение
основного оборудования по типам, %
────────────────────────────────┬───────────────────────┬──────────────────
Наименование │Без прессофанеровочных │
При организации
│ и полировальных │прессофанеровочных
│ участков │ и полировальных
│ │ участков
────────────────────────────────┼───────────────────────┼──────────────────
Круглопильные
станки │ 14,0 │ 10,0
Строгальные
станки │ 22,0 │ 16,0
Шипорезные
станки │ 5,0 │ 3,0
Ленточно-пильные
станки │ 18,0 │ 13,0
Фрезерные
станки │ 13,0 │ 11,0
Токарные
станки │ 14,0 │ 11,0
Шлифовальные
станки │ 9,0 │ 7,0
Сверлильные
станки │ 5,0 │ 3,0
Прессофанеровочное
оборудование │ - │ 16,0
Полировально-окрасочно-сушильное│ - │ 10,0
оборудование │ │
────────────────────────────────┼───────────────────────┼──────────────────
│ 100,0 │ 100,0
────────────────────────────────┴───────────────────────┴──────────────────
Примечание.
Примерный состав минимального комплекта основного технологического оборудования
приведен в рекомендуемом Приложении 2.
10.10. Численность
вспомогательных рабочих, инженерно-технических работников (ИТР), служащих и
младшего обслуживающего персонала (МОП)
──────────────────────────────────────────┬────────────────────────────────
Наименование │ Численность, % при годовом
│ выпуске обработанных
│ пиломатериалов в изделии,
м3
├───────┬────────────┬───────────
│до 2000│2001 - 5000 │свыше 5000
──────────────────────────────────────────┼───────┼────────────┼───────────
Вспомогательные
рабочие от количества │ 15,0 │
13,0 │ 12,0
производственных
рабочих │ │ │
Обслуживающий
персонал от общего числа │ │ │
рабочих │ │ │
ИТР │
9,0 │ 8,0
│ 7,0
Служащих │ 2,0
│ 2,0 │
1,5
МОП
│ 1,5 │
1,5 │ 1,0
──────────────────────────────────────────┴───────┴────────────┴───────────
10.11.
Численность вспомогательных рабочих по профессиям
┌──────────────────────────────────────┬──────────────────────────────────┐
│ Наименование профессии │ Обслуживаются одним │
│ │ вспомогательным рабочим в
смену │
├──────────────────────────────────────┼──────────────────────────────────┤
│1.
Наладчик деревообрабатывающего
│15 - 20 единиц основного
│
│оборудования
│технологического оборудования
│
│2.
Слесарь-ремонтник
│30 единиц основного
│
│(по
обслуживанию оборудования)
│технологического оборудования
│
│3.
Электромонтер по обслуживанию
│То же
│
│электрооборудования │ │
│4.
Кладовщик ИРК
│30 - 40 производственных рабочих
│
│5.
Кладовщик (цеховые материальные
│То же
│
│склады,
кладовые) │ │
│6.
Комплектовщик изделий
│30 - 40 производственных рабочих
│
│7.
Подсобный (транспортный) рабочий
│100 - 150 производственных рабочих│
│8.
Водитель электротележки
│Одна работающая тележка в смене
│
│9.
Уборщик производственных помещений │3500 м2 убираемой площади цеха │
└──────────────────────────────────────┴──────────────────────────────────┘
Примечания. 1.
Общая численность вспомогательных рабочих по профессиям определяется с учетом
принятого коэффициента сменности.
2. При отсутствии
средств механизации уборочных работ норматив площади цеха на одного уборщика
принимается с коэффициентом K = 0,7.
10.12. Общая
площадь цеха на единицу основного технологического оборудования, верстак,
плиту, деревосборочную позицию
────────────────┬──────────────────────────────────────────────────────────
Длина
│ Вид
рабочего места
обрабатываемых
├─────────┬───────────────┬────────────────┬───────────────
деталей, м
│ станок │верстак
столяра│верстак плотника│деревосборочная
│ │ │ │ позиция
├─────────┴───────────────┴────────────────┴───────────────
│ площадь, м2
────────────────┼─────────┬───────────────┬────────────────┬───────────────
до 1 м
│ 25 │
10 │ -
│ -
1,1 - 2,0
│ 25 - 30 │
12 │ 20
│ 15 - 20
2,1 - 3,0
│ 30 - 40 │
15 │ 25
│ 20 - 30
3,1 - 4,0
│ 40 - 50 │
- │ 30
│ 30 - 40
4,1 - 5,0
│ 50 - 60 │
- │ -
│ -
5,1 - 6,0
│ 60 - 80 │
- │ -
│ -
────────────────┴─────────┴───────────────┴────────────────┴───────────────
Примечание. Общая
площадь цеха по нормам п. 10.11 определяется при укрупненных расчетах.
10.13. Классификация
работ цеха по группам санитарной характеристики производственных процессов.
Требования к
размещению участков
────────────────────────────┬────────────────┬─────────────────────────────
Наименование │ Группа
│ Требования к размещению
│ санитарной
│ участков
│
характеристики │
│производственных│
│ процессов по
│
│ СНиП
II-92-76 │
────────────────────────────┼────────────────┼─────────────────────────────
Станочное
отделение │ Iб
│В пролете цеха выгораживается
│ │шумопоглощающими
переборками
Плотничное
отделение │ Iб
│В пролете цеха
Столярное
отделение │ Iб
│ То же
Участок
фанерования │ IIIб
│В отдельном помещении
│ │с ограждающими
противопожар-
│ │ными перегородками I
типа
Парусно-обойныЙ
участок │ Iа
│ То же
Стекольный
участок │ Iб
│ "
Беломалярное
отделение │ IIIб
│В отдельном помещении,
в
составе живописного, │ │выделенном
противопожарными
отделочного
и сушильного │ │перегородками I типа
участков │ │в одноэтажном здании -
│ │предпочтительно у наружной
│ │стены, а в многоэтажных
-
│ │и на верхнем этаже
Цеховой
расходный склад │ Iа
│ То же
сухих
пиломатериалов │ │
Цеховая
расходная кладовая │ IIIб
│ "
сменного
запаса окрасочных │ │
материалов
с раздаточной │ │
────────────────────────────┴────────────────┴─────────────────────────────
Примечание. Для
плотников, занятых на наружных работах, группа санитарной характеристики
производственных процессов - IIд.
10.14. Требования
взрывопожарной и пожарной безопасности
10.14.1. При
проектировании деревообделочного цеха необходимо руководствоваться действующими
противопожарными правилами, нормами и требованиями, распространяющимися на
производственные отделения, участки, рабочие места цеха соответствующей
категории производства по пожарной опасности согласно "Перечню производств
СРЗ и некоторых других предприятий ММФ с указанием их категорий по взрывной,
взрывопожарной и пожарной опасности". При этом следует учитывать
требования взрывопожарной и пожарной безопасности, предусматриваемые
технологическими инструкциями на работы, выполняемые цехом.
10.14.2.
Деревообделочный цех должен быть оборудован:
системой
внутреннего пожарного водопровода с учетом требований СНиП 2.04.01-85 пожарной
сигнализацией или автоматической системой пожаротушения согласно "Перечню
производств СРЗ и некоторых других предприятий ММФ с указанием их категорий по
взрывной, взрывопожарной и пожарной опасности", а также первичными
средствами пожаротушения согласно "Типовым правилам пожарной безопасности
для промпредприятий", М., 1976 г.
10.14.3. Количество
эвакуационных выходов из цеха следует принимать в соответствии со СНиП
2.01.02-85 и СНиП 2.09.02-85.
10.14.4. К зданию
цеха должен быть обеспечен подъезд пожарных автомашин согласно требованиям СНиП
II-89-80.
10.14.5. При
размещении деревообделочных производств, отнесенных к категории "В",
в блоке с производствами категорий "А" и "Б", последние
следует отделять противопожарными перегородками в соответствии с требованиями
СНиП 2.09.02-85 и СНиП 2.01.02-85.
10.14.6. Окрасочные
камеры должны быть оборудованы вытяжной или приточно-вытяжной вентиляцией и
системой автоматического пожаротушения с учетом требований СНиП II-33-75 и
"Правил и норм техники безопасности, пожарной безопасности и
производственной санитарии для окрасочных цехов".
При этом должно
быть обеспечено:
отключение окрасочных
устройств с одновременной подачей звукового сигнала при отключении вентиляции;
обесточивание
окрасочной камеры при срабатывании автоматического пожаротушения.
10.14.7. Объем
хранения на складах сухих пиломатериалов, деталей, заготовок, а также поступающих
в ремонт и готовых изделий следует предусматривать не более суточной нормы.
Перечисленные склады должны выделяться противопожарными перегородками I типа.
10.14.8. В
сушильных камерах с непрерывным движением высушиваемых изделий
предусматривается автоматическое отключение системы обогрева при остановке
конвейера или устраивается соответствующая система сигнализации.
Сушильные камеры
должны оборудоваться стационарными установками пожаротушения.
10.15. Требования
безопасности труда и производственной санитарии
10.15.1. При
проектировании деревообделочного цеха надлежит руководствоваться СН 245-71, РД
31.83.04-75, РД 31.83.01-80 и другими руководящими документами по безопасности
труда и производственной санитарии, указанными в рекомендуемом Приложении 1, а
также технологическими инструкциями на выполняемые цехом работы.
10.15.2. В проекте
деревообделочного цеха необходимо предусматривать:
систему для
удаления опилок, стружек и пыли от деревообрабатывающих станков;
места для хранения
расходных материалов, обозначенные на полу и оборудованные опорами и
стеллажами;
рольганги при
обработке заготовок длиной более двух метров и массой более пяти кг;
приспособление для
снижения шума от круглопильных станков;
местные пылеотсасывающие
устройства для шлифовальных станков, оборудования и рабочих мест с выделением
пыли и других вредностей.
10.15.3. При
наличии на участке более трех шлифовальных станков они должны устанавливаться в
отдельном помещении с противопожарными перегородками I типа и с устройством
общеобменной вентиляции независимо от имеющихся у станков пылеотсасывающих
устройств.
10.16. Охрана
окружающей среды
10.16.1. Согласно
природоохранительному законодательству и условиям производства
деревообделочного цеха судоремонтного завода охране подлежат водная среда и
атмосферный воздух.
10.16.2. Проект
деревообделочного цеха должен содержать решение по предотвращению загрязнения
окружающей среды:
водной среды -
производственными стоками, содержащими лакокрасочные материалы;
атмосферного
воздуха - выбросами загрязненного воздуха общеобменной вентиляции цеха,
эксгаустерной системы при работе деревообрабатывающего оборудования,
окрасочного оборудования.
10.16.3. При
проектировании необходимо руководствоваться требованиями санитарных норм и
правил, стандартов, правил, руководящих документов по охране окружающей среды,
указанных в рекомендуемом Приложении 1.
11.1. Размеры
рабочих мест по обслуживанию основного технологического оборудования, мм
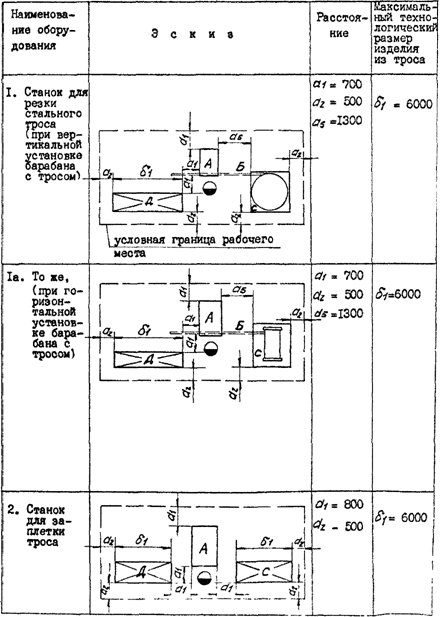
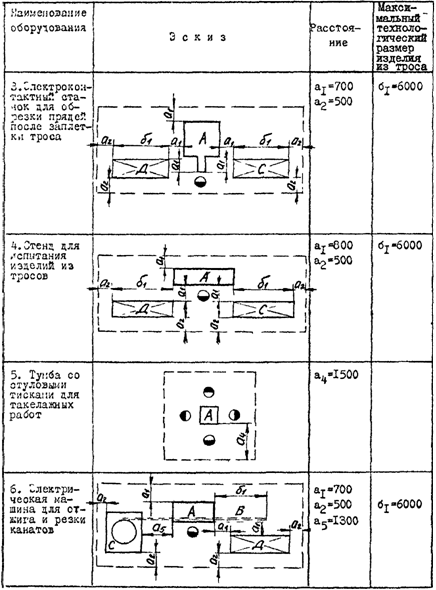
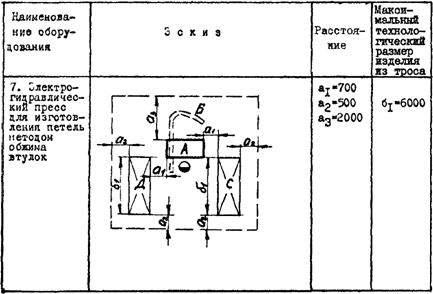
Условные
обозначения:
А - технологическое
оборудование;
Б - обрабатываемая
заготовка (деталь);
С - складочное
место заготовок;
Д - складочное
место деталей;
![]() ,
, ![]() - расстояние между оборудованием и складочным
местом, оборудованием и границей рабочего места;
- расстояние между оборудованием и складочным
местом, оборудованием и границей рабочего места;
![]() - расстояние между складочным местом и
границей рабочего места;
- расстояние между складочным местом и
границей рабочего места;
![]() - расстояние от фронтальной стороны
оборудования до границы рабочего места;
- расстояние от фронтальной стороны
оборудования до границы рабочего места;
![]() - расстояние между оборудованием и бухтой
троса;
- расстояние между оборудованием и бухтой
троса;
![]() - технологическая длина изделия из троса.
- технологическая длина изделия из троса.
Примечания. 1.
Размеры складочных мест заготовок (деталей) у технологического оборудования
определяются размерами обрабатываемых заготовок (деталей).
2. При установке
оборудования на выступающем над полом фундаменте, когда контур фундамента в
плане находится за пределами габарита оборудования, выступающая часть
фундамента засчитывается в габарит оборудования, от которого нормируется
расстояние до границы рабочего места, мест складирования и т.д.
3. Для смежных
рабочих мест проход между соседними местами складирования материалов, заготовок
и деталей следует принимать общим.
4. Размерами
рабочего места учтено использование средств механизации: поворотных кранов,
устройств для складирования тросовых изделий, сбора отходов.
5. Максимальным
технологическим размером обрабатываемых тросовых изделий является размер
свернутого троса с отведенным обрабатываемым концом для удобства производства
работ и передачи троса с одного рабочего места на другое.
11.2. Расстояния
между верстаками, стендами, плитами, мм
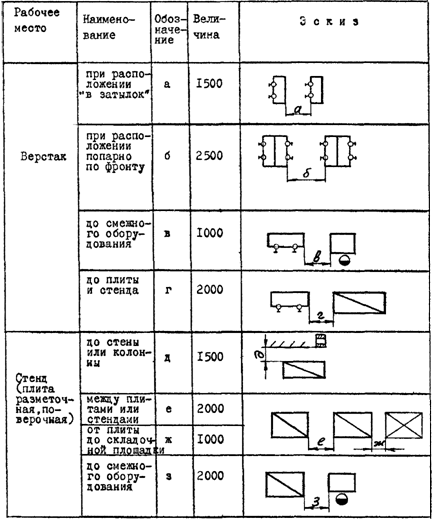
Примечание.
Верстаки можно устанавливать вплотную у стен, за исключением случаев, когда у
стены размещены отопительные приборы и трубопроводы и т.п.
11.3. Цеховые
проезды, мм
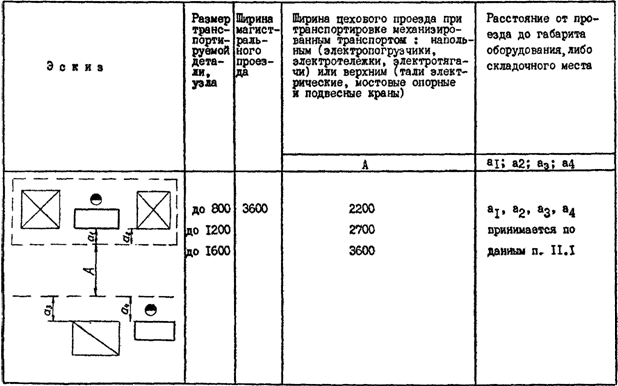
Примечания. 1. Под
размером транспортируемой детали, узла следует понимать размер в направлении,
перпендикулярном проезду (по ширине проезда).
2. Нормы ширины
цеховых проездов даны для одностороннего движения транспорта. При двустороннем
движении ширина цехового проезда принимается равной удвоенной ширине
транспортного средства плюс 900 мм.
3. Ширина проезда
при транспортировке электропогрузчиками с фронтальным расположением вил дана с
учетом возможности их поворота на 90°.
4. Расстояния от
проезда до оборудования указаны от наружных габаритов оборудования, включающих
крайнее положение движущихся частей, открывающихся дверок, постоянных
ограждений оборудования.
11.4. Цеховые
въезды, мм
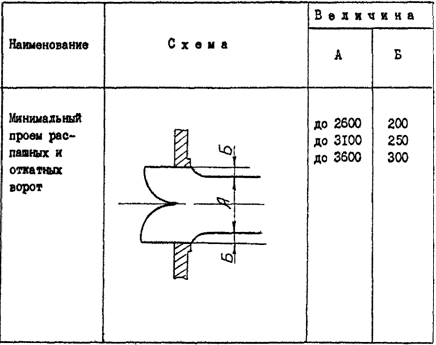
11.5. Размеры
унифицированных пролетов и грузоподъемность подъемно-транспортных средств
|
Размер пролета, м |
Вид
подъемно-транспортного средства |
|||||||
|
Ширина
|
Шаг
колонн |
Высота |
Отметка |
Верхний |
Наполный транспорт |
|||
|
край- |
сред- |
наимено- |
грузо-
|
Наимено- |
Грузо- |
|||
|
9, 12 |
6 |
6 |
6
|
- |
-
|
- |
Электро- |
2,0
|
|
6 |
12 |
|||||||
|
12 |
12 |
|||||||
|
18 |
6 |
6 |
7,2
|
- |
кран |
3,2 |
То же
|
3,0
|
|
6 |
12 |
|||||||
|
12 |
12 |
|||||||
Примечания. 1.
Подвесные краны грузоподъемностью до 3,2 т могут быть установлены в один или
два ряда по ширине пролета.
2. При размещении
такелажного цеха в одном пролете с другим цехом грузоподъемность крана может
быть увеличена с учетом потребности смежного цеха в кранах.
11.6.
Технологические требования к полам
┌─────────────┬─────────┬─────────┬────────┬────────────────────────────────────┬───────┬───────────┐
│Наименование
│Грузо- │Удельное
│Нагрузка│ Применяемая жидкость и количество │Допус- │Требования │
│ │подъем- │давление │(техно-
├────────┬─────────┬────────┬────────┤каемое
│ к уборке │
│ │ность │от со- │логиче- │ вода
│минераль-│щелочной│бензин, │пылевы-│
помещения │
│ │электро- │средото-
│ская), │ │ное масло│раствор
│керосин │деление│
│
│ │погруз- │ченной │кПа ├────────┴─────────┴────────┴────────┤покры-
│ │
│ │чика, │нагрузки,│ │ Воздействие на пол │тием │ │
│ │электро- │кПа │ │
│пола │ │
│ │тележки │ │ │
│ │ │
│ │и другого│ │ │
│ │ │
│ │транс- │ │ │ │ │ │
│ │порта на │ │ │
│ │ │
│ │резиновом│ │ │
│ │ │
│ │ходу, т │ │ │
│ │ │
├─────────────┼─────────┼─────────┼────────┼────────┬─────────┬────────┬────────┼───────┼───────────┤
│ │ │ 3│ │ │ │ │ │ │ │
│Участок │0,5 - 3,0│2,0 x 10 │15
- 60 │не при- │ малое │не при- │не при- │ малое
│возможность│
│тросовых │ │ │ │меняется│
│меняется│меняется│ │применения │
│работ │ │ │ │ │ │ │ │ │механизиро-│
│ │ │ │ │ │ │ │ │ │ванной │
│ │ │ │ │ │ │ │ │ │уборки │
│ │ │ │ │ │ │ │ │ │и снятие │
│ │ │ │ │ │ │ │ │ │наслоения │
│ │ │ │ │ │ │ │ │ │консерви- │
│ │ │ │ │ │ │ │ │ │рующего │
│ │ │ │ │ │ │ │ │ │состава │
├─────────────┼─────────┼─────────┼────────┼────────┼─────────┼────────┼────────┼───────┼───────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Участок │0,5 - 3,0│ 10
│15 - 60 │ то же
│ малое │ то же
│ малое │ то же
│возможность│
│такелажно- │ │ │ │ │ │ │ │ │применения │
│слесарных │ │ │ │ │ │ │
│
│механизиро-│
│работ │ │ │ │ │ │ │ │ │ванной │
│ │ │ │ │ │ │ │ │ │уборки │
├─────────────┼─────────┼─────────┼────────┼────────┼─────────┼────────┼────────┼───────┼───────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Участок │0,5 - 3,0│ 10
│15 - 60 │ " │
то же │ "
│не при- │
" │возможность│
│испытания │ │ │ │ │ │ │меняется│ │применения │
│стропов │ │ │ │ │ │ │ │ │механизиро-│
│и
деталей │ │ │ │ │ │ │ │ │ванной │
│такелажа │ │ │ │ │ │ │ │ │уборки │
│ │ │ │ │ │ │ │
│ │и снятие │
│ │ │ │ │ │ │ │ │ │наслоения │
│ │ │ │ │ │ │ │ │ │консерви- │
│ │ │ │ │ │ │ │ │ │рующего │
│ │ │ │ │ │ │ │ │ │состава │
├─────────────┼─────────┼─────────┼────────┼────────┼─────────┼────────┼────────┼───────┼───────────┤
│ │ │ 3
│ │ │ │ │ │ │ │
│Кладовые │0,5 - 3,0│ 10
│15 - 100│ " │
" │ "
│ малое │ "
│возможность│
│материалов, │ │ │ │ │ │ │ │ │применения │
│оборудования,│ │ │ │ │ │ │ │ │механизиро-│
│инструмента │ │ │ │ │ │ │ │
│ванной │
│ │ │ │ │ │ │ │ │ │уборки │
├─────────────┼─────────┼─────────┼────────┼────────┼─────────┼────────┼────────┼───────┼───────────┤
│ │ │ 3│ │ │ │ │ │ │ │
│Проезд │0,5 - │2,0 x 10 │15 - 100│ "
│ " │
" │ то же │
" │возможность│
│магистральный│ 10,0│ │ │ │ │ │ │ │применения │
│ │ │ │ │ │ │ │ │ │механизиро-│
│ │ │ │ │ │ │ │ │ │ванной │
│ │ │ │ │ │ │ │ │ │уборки │
│ │ │ │ │ │ │ │ │ │и снятие │
│ │ │ │ │ │ │ │ │ │наслоения │
│ │ │ │ │ │ │ │ │ │консерви- │
│ │ │ │ │ │ │ │ │ │рующего │
│ │ │ │
│ │ │ │ │ │состава │
└─────────────┴─────────┴─────────┴────────┴────────┴─────────┴────────┴────────┴───────┴───────────┘
Примечания. 1.
Выбор полов производится по СНиП II-В.8-71.
2. Грузоподъемность
транспортных средств и технологическая нагрузка принимаются в пределах,
регламентируемых настоящим подразделом норм в зависимости от массы
изготавливаемых изделий.
3. Стальной трос
бегущего и стоячего такелажа обрабатывается без удаления консервирующего
покрытия. Исходя из этого условия, покрытие пола не должно впитывать
консервирующий состав - с пола должны легко убираться возможные наслоения
указанного состава.
4. Консервация
концов тросов после установки коушей и оклетневки выполняется на участке
тросовых работ.
11.7. Организация
складского хозяйства и механизация транспортно-складских операций
11.7.1. В состав
складского хозяйства цеха, как правило, входят: кладовая материалов и
металлических деталей тросовых изделий; инструментально-раздаточная кладовая
(ИРК); межоперационные площадки; кладовая такелажного переносного оборудования.
11.7.2. Цеховые
кладовые должны размещаться по технологическому потоку в местах, наиболее
удобных для обслуживания рабочих: кладовая материалов и металлических деталей
тросовых изделий в начале производственного потока цеха.
ИРК - в месте
основного разбора инструмента; межоперационные площадки - по технологическому
потоку выполнения работ по изготовлению тросовых изделий; кладовая такелажного
переносного оборудования - в месте непосредственного заезда и выезда
транспортных средств, перевозящих переносное такелажное оборудование к рабочим
местам.
11.7.3.
Транспортные операции следует осуществлять следующими способами: трос стальной,
растительные и синтетические канаты подавать в цех из главного магазина завода
погрузчиками, электрокарами, тележками либо другими подъемно-транспортными
средствами применительно к местным условиям. Мелкие заготовки и металлические
детали тросовых изделий - коуши, скобы, талрепы, блоки, гаки, рымы, обухи и
другие следует хранить и транспортировать в специальной унифицированной таре
цеховыми кранами, электропогрузчиками, электротележками, другими видами
цехового транспорта.
В кладовых
такелажного переносного оборудования для хранения талей и стропов необходимо
предусматривать специальные стеллажи с устройствами для подвески талей и
стропов.
Для подвески талей
и стропов следует предусматривать местные грузоподъемные средства.
11.7.4. Применять
автотранспорт для выполнения внутрицеховых транспортных операций по условиям
промсанитарии и пожарной безопасности не рекомендуется.
11.7.5. Площади
цеховых кладовых
─────────────┬──────────────┬──────────────────────────────────────────────
Наименование
│ Назначение │
Площадь на единицу
│
├──────────┬───────────────────────────────────
│ │Наимено- │Величина в м2 для цехов с выпуском
│ │вание │
новых тросовых изделий в год, т
│ │единицы
├───────────┬───────────┬───────────
│ │ │ до 40
│ 40 - 100 │ свыше
100
─────────────┼──────────────┼──────────┼───────────┼───────────┼───────────
1.
Кладовая │Хранение │Тонна │0,35 - 0,20│0,20 -
0,10│0,10 - 0,07
материалов
и │и выдача │нового │ │ │
металлических│материалов, │стального │ │ │
деталей │коушей, скоб, │троса в │ │ │
тросовых │рымов, │изделии │ │ │
изделий │талрепов, │ │ │ │
│блоков, гаков,│ │ │ │
│тросов, │ │ │ │
│антенных │ │ │ │
│устройств │ │ │ │
│и других │ │ │ │
2.
Кладовая │Хранение и │
То же │0,70 -
0,40│0,40 - 0,20│0,20 - 0,15
такелажного │выдача талей, │ │ │ │
переносного │тельферов, │ │ │ │
оборудования
│блоков, │ │ │ │
│домкратов, │ │ │ │
│стропов и │ │ │ │
│других │ │ │ │
3.
Инструмен-│Хранение
│Производ- │
0,50 │ 0,40
│ 0,35
тально- │и выдача │ственный │
│ │
раздаточная │такелажного │рабочий в │ │ │
кладовая │инструмента, │наибольшей│ │ │
│приспособлений│смене
│ │ │
│и прочего │ │ │ │
─────────────┴──────────────┴──────────┴───────────┴───────────┴───────────
Примечание. При
совместном хранении инструмента, оборудования и оснастки соответствующие
площади суммируются.
11.8. Примерное
распределение трудоемкости такелажных работ по видам
──────────────────────────────────────────────────────┬────────────────────
Наименование работы │Соотношение работ, %
──────────────────────────────────────────────────────┼────────────────────
1.
Ремонт судового такелажа, изготовление тросовых │ 30
изделий
судового такелажного снабжения
│
2.
Такелажные работы на судах, стоящих у причалов │ 38
3.
Подъемно-транспортные работы │ 32
───────────┼────────────────────
Итого │ 100
Примечания. 1.
Ремонт блоков, роульсов, вертлюгов, противовесов выполняется механосборочным
цехом завода. Заготовка, заправка гибкого троса и испытание системы бегучего
такелажа производится такелажным цехом.
2. Оборудование
такелажных цехов принимается по технологическому набору.
3. Примерный состав
минимального комплекта основного технологического оборудования такелажного цеха
приведен в рекомендуемом Приложении 2. Указатель основного и вспомогательного
технологического оборудования приведен в справочном Приложении 3.
11.9. Численность
вспомогательных рабочих, инженерно-технических работников (ИТР), служащих и
младшего обслуживающего персонала (МОП)
┌────────────────────────────────────────────┬────────────────────────────┐
│ Наименование │ Численность, % │
│
├────────────────────────────┤
│
│ при годовом выпуске новых
│
│
│ тросовых изделий,
т │
│
├────────┬─────────┬─────────┤
│ │ до 40 │40 - 100 │свыше 100│
├────────────────────────────────────────────┼────────┼─────────┼─────────┤
│1.
Вспомогательные рабочие от количества
│ 10,0 │
9,0 │ 8,0
│
│производственных
рабочих │ │ │ │
│2.
Обслуживающий персонал от общего числа
│ │ │ │
│рабочих
│ │ │ │
│ ИТР
│ 9,0 │
8,0 │ 7,0
│
│
Служащие │ 2,5
│ 2,0 │
1,5 │
│ МОП
│ 2,0 │
1,5 │ 1,0
│
└────────────────────────────────────────────┴────────┴─────────┴─────────┘
11.10. Численность
вспомогательных рабочих по профессиям
────────────────────────────────────┬──────────────────────────────────────
Наименование профессии │ Обслуживаются одним
вспомогательным
│ рабочим в смену
────────────────────────────────────┼──────────────────────────────────────
Кладовщик
инструментально- │40
производственных рабочих
раздаточной
кладовой, цехового │
материального
склада │
Водитель
электротележки │Одна
работающая электротележка в смене
Подсобный
(транспортный) рабочий │100 -
150 производственных рабочих
Уборщик
производственных помещений │3500
м2 убираемой площади цеха
────────────────────────────────────┴──────────────────────────────────────
Примечания. 1.
Общая численность вспомогательных рабочих по профессиям определяется с учетом
принятого коэффициента сменности.
2. При отсутствии
средств механизации уборочных работ норматив площади цеха на одного уборщика
принимается с коэффициентом K = 0,7.
────────────────────────────────────┬──────────────────────────────────────
Наименование │Выпуск новых тросовых
изделий в год, т
├─────────────┬────────────┬───────────
│ до 40 │
40 - 100 │ свыше 100
────────────────────────────────────┼─────────────┼────────────┼───────────
Общая
площадь цеха на одного
│ 12 │ 10
│ 8
производственного
рабочего │ │ │
в
наибольшей смене, м2
│ │ │
Примечание. Общая
площадь цеха по нормам п. 11.11 определяется при укрупненных расчетах.
11.12.
Классификация работ цеха по группам санитарной характеристики производственных
процессов. Требования к размещению участков
─────────────────────────────────────────────┬────────────────┬────────────
Наименование участка │ Группа
│ Требования
│
санитарной │к размещению
│ характеристики │
участков
│производственных│
│ процессов по │
│ СНиП
II-92-76 │
─────────────────────────────────────────────┼────────────────┼────────────
1.
Участок тросовых работ
│ Iб │размещается
│ │в пролетах
│
│блока цехов
2.
Участок такелажно-слесарных работ
│ Iб │
то же
3.
Участок испытания стропов и деталей
│ Iб │ "
такелажа │ │
4.
Кладовая такелажного инструмента
│ Iб │ "
и
приспособлений
│ │
5.
Участок резки и перемотки тросов
│ IIд │на открытой
│ │площадке
11.13. Требования
пожарной безопасности
11.13.1. При
проектировании такелажного цеха необходимо руководствоваться действующими
нормативными документами, распространяющимися на участки цеха соответствующих
категорий производства по пожарной опасности согласно "Перечню производств
СРЗ и некоторых других предприятий ММФ с указанием их категорий по взрывной,
взрывопожарной и пожарной опасности".
11.13.2. В проекте
такелажного цеха следует учитывать требования пожарной безопасности,
предусматриваемые технологическими инструкциями на работы, выполняемые цехом.
11.13.3.
Оборудование такелажного цеха системой внутреннего пожарного водопровода,
автоматическими системами пожаротушения и пожарной сигнализации должно
предусматриваться с учетом действующих нормативных документов и "Перечня
производств СРЗ и некоторых других предприятий ММФ с указанием категорий по
взрывной, взрывопожарной и пожарной опасности", а также первичными
средствами пожаротушения в соответствии с требованиями "Типовых правил
пожарной безопасности для промпредприятий", М., 1976 г.
11.13.4. К зданию
цеха должен быть обеспечен подъезд пожарных автомашин согласно требованиям СНиП
II-89-80.
11.13.5. Количество
эвакуационных выходов из цеха следует принимать в соответствии со СНиП
2.01.02-85 и СНиП 2.09.02-85.
11.13.6. Цеховые
склады и кладовые, содержащие растительные и синтетические тросы, должны
выделяться противопожарными перегородками I типа.
11.14. Требования
безопасности труда и производственной санитарии
11.14.1. При
проектировании такелажного цеха надлежит руководствоваться РД 31.83.01-80, СН
245-71, РД 31.83.04-75 и другими руководящими документами по безопасности труда
и производственной санитарии, указанными в рекомендуемом Приложении 1, а также
технологическими инструкциями на выполняемые цехом работы.
11.14.2. Цветовая
отделка оборудования должна учитывать предупредительную окраску движущихся
частей оборудования в соответствии с ГОСТ 12.4.026-76.
11.14.3. Движущиеся
части оборудования, которые могут явиться причиной травмирования работающих, а
также доступные для прикосновения токоведущие части электрооборудования должны
быть ограждены.
11.14.4. Все
электрооборудование с электроприводами или другими электроустройствами должно
быть заземлено.
11.14.5.
Технические освидетельствования и испытания такелажного оборудования должны
проводиться в соответствии с требованиями, изложенными в "Правилах
устройства и безопасной эксплуатации грузоподъемных кранов", раздельно по
каждому виду подъемного механизма и приспособления.
11.14.6. Для
переносных светильников должно быть предусмотрено напряжение 36 В, а для работы
в замкнутых металлических объемах 12 В.
11.14.7. Места
производства транспортных погрузо-разгрузочных и стропальных работ должны
обеспечиваться освещением согласно СНиП II-4-79.
11.14.8. Между
габаритами грузов и стенами помещений должны выдерживаться расстояния,
достаточные для безопасного движения и выполнения погрузо-разгрузочных работ,
но не менее 1,0 м.
11.15. Охрана
окружающей среды
11.15.1. Согласно
природоохранительному законодательству и условиям производства такелажного цеха
судоремонтного завода, охране подлежат водная среда и атмосферный воздух.
11.15.2. Проект
такелажного цеха должен содержать решения по предотвращению загрязнения
окружающей среды:
водной среды -
стоками от участков тросовых работ, такелажно-слесарных работ, испытания
стропов и деталей, участка резки и размотки тросов (моющая жидкость, машинное
масло, керосин, консервирующее покрытие); стоками при мойке и уборке
производственных помещений цеха;
атмосферного
воздуха - выбросами воздуха общеобменной вентиляцией; выбросами отсасываемого
воздуха от технологического оборудования.
11.15.3. При
проектировании необходимо руководствоваться требованиями санитарных норм и
правил, стандартов, правил, руководящих документов по охране окружающей среды,
указанных в рекомендуемом Приложении 1.
12.1. Состав и
назначение складов. Рекомендация по их размещению, требования к внутренней
атмосфере
12.1.1.
Общезаводские склады судоремонтного завода включают: склады
материально-технического снабжения, производственные и прочие склады. Состав
общезаводских складов с указанием их назначения, рекомендаций по размещению и
требований к внутренней атмосфере приведен в таблице 12.1.
Таблица 12.1
Состав и назначение
общезаводских складов, рекомендации
по их размещению,
требования к внутренней атмосфере
──────────────┬───────────────────┬────────────┬───────────────────────────
Наименование │ Номенклатура │
Место │ Параметры внутренней
склада
│ хранения │расположения│ атмосферы
│ │ склада
├──────────────┬────────────
│ │ │ Условия
│Относи-
│ │ │ отопления,
│тельная
│ │ │ температура,
│влажность,
│ │ │ °C
│%
──────────────┴───────────────────┴────────────┴──────────────┴────────────
Склады
материально-технического снабжения
Склад
стали │Листовая, │На открытой │ -
│ -
│профильная │площадке │ │
│и сортовая сталь, │ │ │
│стальные трубы │ │ │
Главный │ │ │ │
магазин │ │ │ │
в
составе: │ │ │ │
Отделение │Литье, прокат, │В складском
│Неотапливаемое│ -
цветных │листы и трубы из │корпусе или │или по │
металлов │цветных металлов, │блоке цехов │условиям цеха
│
и
спецсталей │из
инструментальных│за противо- │ │
│углеродистых и │пожарной │ │
│легированных
сталей│стеной │ │
Отделение │Метизы, арматура, │
То же │От 5 до 20
или│Не более 75
металлоизделий│полуфабрикаты, │ │по условиям │
│заготовки, │ │цеха │
│проволока, │ │ │
│электроды и др. │ │ │
│То же (крупно- │На открытой │ -
│ -
│габаритные
отливки,│площадке │ │
│поковки и │ │ │
│аналогичные │ │ │
│изделия) │ │ │
Отделение │Кабели, аппаратура,│В
складском │От 5 до 20 или│Не более 60
электротехни-
│изоляционные │корпусе
или │по условиям │
ческих │материалы, резина │блоке цехов │цеха │
и
радиотехни- │и пр.
│за противо- │
│
ческих
изделий│
│пожарной │ │
и
материалов │ │стеной │ │
Отделение │Текстильные │ То же
│ То же │
То же
тканей │материалы, │ │ │
и
спецодежды │спецодежда │ │ │
│и спецобувь │ │ │
Отделение │Бумага, картон, │
" │ " │ "
бумаги, │канцпринадлежности │ │ │
картона │ │ │ │
и
канцпринад- │
│ │ │
лежностей │ │ │ │
Отделение │Прокладки, набивки,│ "
│ " │ "
резинотехни- │стекло, резино- │ │ │
ческих │технические изделия│ │ │
и
вспомога- │ │ │ │
тельных │ │ │ │
материалов │ │ │ │
Склад
│Судовое оборудова-
│ " │ " │ "
оборудования │ние, механизмы, │ │ │
и
СЗЧ │запчасти, комплек-
│ │ │
│тующие изделия │ │ │
│(поставляемые │ │ │
│централизованно, │ │ │
│по кооперации, │ │ │
│от контрагентов, │ │ │
│от судовладельцев │ │ │
│и т.п.) │ │ │
│ То же │На открытой │ -
│ -
│ │площадке │ │
Склад
готовой │Готовая продукция, │В складском │От 5 до 20
или│ -
продукции │изготавливаемая │корпусе или │по условиям │
│заводом по статьям
│блоке цехов │цеха
│
│программы: машино-
│за противо- │ │
│строение, СЗЧ, │пожарной │ │
│ремонт обменного │стеной │ │
│фонда для внешних │ │ │
│потребителей │ │ │
│ То же │На открытой │ -
│ -
│ │площадке │ │
Склад │Краски, лаки, │В отдельно │От 5 до 20 │Не более 75
лакокрасочных
│олифа, растворители│стоящем или │ │
материалов │и химикаты │сблокирован-│ │
и
химикатов │ │ном с │ │
в
таре │ │другими │ │
│ │производст-
│ │
│ │венном │ │
│ │здании
через│ │
│ │противо- │ │
│ │пожарную │ │
│ │стену │ │
Склад │Растворители, │Отдельно │Отопление │
-
резервуарного
│олифа, этинолевые
│стоящее
│согласно │
хранения │лаки, ингибирован-
│резервуарное│условиям
│
химикатов │ная кислота и пр. │хранилище │технологии │
│ │с насосами │хранения │
│ │ │и выдачи, │
│ │ │принятой │
│ │ │в конкретном │
│ │ │типовом │
│ │ │проекте │
│ │ │хранилища │
Склад
твердого│Твердое топливо
│Под навесом │
- │ -
топлива │(уголь, кокс, │ │ │
│дрова) │ │ │
Склад │Кирпич, песок, │В складском │От 5 до 20
или│Не более 75
строительных │цемент, глина, │корпусе или │по условиям │
материалов │стекло, керамиче- │блоке цехов │цеха │
│ская плитка и пр. │за противо- │ │
│для судоремонта │пожарной │ │
│и собственных нужд
│стеной │ │
│по ремонту зданий │ │ │
│и сооружений │ │ │
То же
│ То же │Под отдельно│ -
│ -
│ │стоящим │ │
│ │навесом │ │
Лесное │Сырые пиломатериалы│Под
отдельно│ - │ -
хозяйство │ │стоящим │ │
│ │навесом или
│ │
│ │на открытой
│ │
│ │площадке │ │
│Сухие
пиломатериалы│В отдельно │От
5 до 20 или│Не более 75
│ │стоящем │по условиям │
│ │здании или │цеха │
│ │в блоке │
│
│ │с производ-
│ │
│ │ственным │ │
│ │цехом за │ │
│ │противо- │
│
│ │пожарной │ │
│ │стеной │ │
│ │(в случае │ │
│ │блокировки │
│
│ │площадь │ │
│ │склада
огра-│ │
│ │ничивается │ │
│ │до 1000 м2)
│ │
│Сухие
пиломатериалы│Под отдельно│
- │ -
│ │стоящим │ │
│ │навесом или
│ │
│ │в открытом │ │
│ │штабеле │ │
│Деревоотходы │Под навесом │ -
│ -
│ │или на │ │
│ │открытой │ │
│ │площадке │ │
Склад │Хранение, │Под отдельно│ -
│ -
металлоотходов│сортировка
и │стоящим │ │
│частичная разделка │навесом
или │ │
│металлоотходов │на открытой │ │
│ │площадке │ │
Производственные
склады
Склад │Механизмы │В блоках │По условиям │Не более 75
демонтирован-
│и оборудование, │цехов
за │цеха │
ного
судового │судовая мебель
│противо- │ │
оборудования │и инвентарь,
снятые│пожарной │ │
│с судов и подлежа-
│стеной │ │
│щие дефектации, │ │ │
│ремонту или замене
│ │ │
│Крупные детали, │На открытой │ -
│ -
│механизмы и │площадке │ │
│устройства, │ │ │
│допускающие │ │ │
│открытое хранение │ │ │
Склад │Хранение и выдача │В складском │От 5 до 20
или│Не более 75
обменного │капитально- │корпусе или │по
условиям │
фонда │отремонтированных │блоке цехов │цеха │
│и новых
механизмов,│за противо- │ │
│оборудования, │пожарной │ │
│обеспечивающих │стеной │ │
│потребности │ │ │
│агрегатного
ремонта│ │ │
Склад │Комплектация │В блоках │По условиям │Не более 75
комплектации │механизмов, │цехов │цеха │
│агрегатов, узлов │ │ │
│и прочих метал- │ │ │
│лических изделий │ │ │
│в несгораемой таре
│ │ │
│после ремонта и со
│ │ │
│складов,
подлежащих│ │ │
│монтажу на │ │ │
│ремонтируемых
судах│ │ │
│ То же │На открытой │ -
│ -
│ │площадке │ │
Склад
моделей │Хранение деревянных│В блоках │От 5 до 20 │Не более 60
(предусматри-
│моделей │цехов
за │ │
вается │ │противо- │ │
при
наличии │ │пожарной │ │
модельного │ │стеной │ │
цеха │ │ │ │
(отделения)) │ │ │ │
Прочие склады
Центральный │Металлорежущий, │В складском │От 5 до 20
или│Не более 60
инструменталь-│абразивный, │корпусе или │по
условиям │
ный
склад │мерительный и │блоке цехов │цеха │
│прочий инструмент,
│за противо- │ │
│твердые и │пожарной │ │
│быстрорежущие │стеной │ │
│стали, приспособ- │ │ │
│ления и оснастка │ │ │
Склад │Механизмы, │ То же
│ То же │Не более 75
заводского │энергетическое │ │ │
оборудования │и прочее оборудо- │ │ │
(склад │вание завода, │ │ │
главного │агрегаты и запасные│ │ │
механика │части для ремонта │ │ │
и
главного │заводского │ │ │
энергетика) │оборудования │ │ │
│ То же │На открытой │ -
│ -
│ │площадке │ │
Склад
мусора │Различные │На открытой │ -
│ -
│производственные │площадке │ │
│и прочие отходы │ │ │
Примечания. 1. В
зависимости от номенклатуры и количества потребляемых материалов и изделий,
уровня специализации и кооперации, допускается сокращение номенклатуры
общезаводских складов за счет совместного хранения материалов и изделий по
видам с учетом их совместности (согласно ОНТП-01-80) в изолированных
помещениях, выделенных противопожарными перегородками I типа.
2. Параметры
внутренней атмосферы помещений указаны для отапливаемого периода года.
3. Помещения для
производственного персонала, обслуживающего склады, должны удовлетворять
требованиям СН 245-71.
4. При оборудовании
складов системами пожаротушения вопросы отопления складских помещений,
помещений узлов управления этих систем и размещения первичных средств
пожаротушения надлежит решать в зависимости от вида системы с учетом требований
СНиП 2.04.01-85, СНиП II-104-76 и "Инструкции по проектированию установок
автоматического пожаротушения" Госстроя СССР.
12.1.2. Размещение
складов на территории завода должно исключать пересечение грузопотоков, обеспечивать
минимальную протяженность перевозок, должно быть увязано с расположением
производственных цехов, причалов, подъездных железнодорожных и автомобильных
путей.
12.1.3.
Общезаводские склады, имеющие явно выраженных целевых потребителей из числа
подразделений завода, как правило, блокируются в общих производственных зданиях
с соответствующими цехами либо примыкают к ним и технологически связаны с ними
системой поступления, движения и отправки материалов и оборудования (см. п.
12.1.4 - 12.1.6).
12.1.4. Склад стали
и труб располагается, как правило, вблизи блока корпусных цехов на открытой
механизированной площадке.
12.1.5. Здания
складов сухих пиломатериалов, демонтированной судовой мебели и инвентаря
допускается блокировать с деревообделочным цехом через противопожарную стенку.
12.1.6. Крытые
склады общезаводского потребления - главный магазин, ЦИС, склады строительных
материалов, обменного фонда, готовой продукции и другие рекомендуется
проектировать в отдельном складском корпусе (блоке) либо включать в состав
блоков производственных цехов при условии отделения их противопожарными
стенами.
12.1.7. Склады
лакокрасочных материалов, химикатов, горюче-смазочных материалов, технических
газов в баллонах должны размещаться в самостоятельных одноэтажных зданиях. При
их проектировании надлежит использовать преимущественно типовые проекты,
разработанные специализированными организациями.
12.2. Требования к
строительным параметрам складских зданий
12.2.1.
Строительные параметры складских зданий и помещений должны соответствовать
требованиям главы СНиП II-104-76 и главы СНиП II-90-81.
Рекомендуемые
строительные параметры общезаводских складов приведены в табл. 12.2.
Таблица 12.2
Строительные
параметры складов
────────────────────────────────────────┬──────────────────────────────────
Этажность │ Размер пролетов, м
├──────────┬───┬───────────────────
│ Ширина │Шаг│ Высота от пола
│ │ │до низа конструкции
│ │ │
покрытия
────────────────────────────────────────┼──────────┼───┼───────────────────
Одноэтажные
здания │12;
18; 24│12 │6; 7,2; 8,4;
│ │ │9,6; 10,8; 12,0;
│ │ │13,2; 14,4; 15,6;
│ │ │16,8; 18,0
Многоэтажные
здания │ 9
│ 6 │Высота этажей
│ 12 │ 6 │4,8; 6,0; 7,2
Примечания. 1. Для
специальных складов (хранение ГСМ, химикатов, баллонов и др.) могут применяться
другие размеры пролетов.
2. При проектировании
складов возможно использование конструкций стеллажей в качестве несущих
конструкций здания.
3. Максимально
допустимые эксплуатационные нагрузки от складируемых грузов надлежит принимать:
для одноэтажных и
первых этажей многоэтажных складов - 100 кПа,
для перекрытий
многоэтажных складов
при сетке колонн 9
x 6 м - 15 кПа,
при сетке колонн 12
x 6 м - 10 кПа.
12.2.2.
Общезаводские склады следует проектировать преимущественно одноэтажными;
допускается проектирование многоэтажных складов, в зависимости от массы,
габаритов хранимых грузов, условий строительства.
12.2.3. Размеры
рамп и грузовых платформ для погрузки и разгрузки подвижного состава
автомобильного и железнодорожного транспорта следует устанавливать в
зависимости от принятой технологии и способов механизации грузовых операций
согласно главе СНиП II-104-76.
12.2.4. При вводе в
помещение склада железнодорожного пути должен быть выдержан габарит приближения
строений железных дорог по ГОСТ 9238-83.
12.3. Механизация
транспортно-складских операций и оборудование складов
12.3.1. Выбор
подъемно-транспортного оборудования для складских операций должен производиться
согласно требованиям действующих государственных стандартов, регламентирующих
применение средств механизации и автоматизации процессов перемещения
тарно-штучных грузов (см. рекомендуемое Приложение 1).
12.3.2. При выборе
средств механизации складских процессов перемещения грузов следует учитывать:
габаритные размеры,
форму и массу грузов;
огнеопасность и
взрывоопасность;
количество
перемещаемого груза;
строительные
характеристики складских зданий и сооружений;
номенклатуру
хранимых грузов;
периодичность
поступления и выдачи со склада;
вид транспорта для
доставки грузов на склад и отправления грузов со склада.
12.3.3. При
проектировании оборудования для размещения и укладки грузов наибольшее
предпочтение следует отдавать применению специализированных стеллажей,
преимущественно высотных, рассчитанных на хранение грузов в стандартной
унифицированной таре и на поддонах.
Напольное хранение
должно предусматриваться только для незатариваемых крупногабаритных, тяжелых,
длинномерных и подобных грузов.
12.3.4.
Рекомендации по способу хранения и выбору подъемно-транспортного оборудования
содержатся в табл. 12.3.
Таблица 12.3
Грузонапряженность
на 1 м2 полезной площади, коэффициент
использования
площади, рекомендуемые подъемно-транспортное
оборудование и
наибольшая высота укладки
─────────────┬───────────┬────────┬─────────────────┬─────────────────┬───────────────────────────────────
Наименование
│ Способ │Грузо- │Напольный транс- │Верхний
транс- │ Краны-штабелеры подвесного
склада
│ хранения
│напря- │порт:
электро- │порт: краны │ и опорного типов
│
│женность│погрузчики,
│мостовые,
├─────────────────┬─────────────────
│ │на 1 м2
│электротележки,
│подвесные │ Управляемые
│ Управляемые
│ │полезной│напольные │однобалочные, │
с пола │ из кабины
│ │площади
│электроштабелеры │козловые
│ │
│ │при
├────────┬────────┼────────┬────────┼────────┬────────┼────────┬────────
│ │высоте │Рекомен-│Коэффи-
│Рекомен-│Коэффи- │Рекомен-│Коэффи- │Рекомен-│Коэффи-
│ │укладки │дуемая │циент
│дуемая │циент │дуемая │циент
│дуемая │циент
│ │1 м, q, │высота │исполь- │высота │исполь- │высота │исполь- │высота │исполь-
│ │т/м2 │укладки,│зования
│укладки,│зования │укладки,│зования │укладки,│зования
│ │ │h , м │площади,│h , м │площади,│h , м │площади,│h , м │площади,
│ │ │ max │K
│ max │K │ max │K │ max │K
│ │ │ │ F │ │ F │ │ F │ │ F
─────────────┴───────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────┴────────
Склады
материально-технического снабжения
Склад
стали │Стеллаж │1,50 - │
- │ -
│ 2,0 │
0,30 │ -
│ - │
- │ -
и
труб │стоечный │
2,50│ │ │ │ │
│ │ │
│и штабель │
│ │ │ │ │ │ │ │
│Стеллаж │1,20 - │
4,50 │0,25 - │
- │ -
│ 5,85 │0,40 -
│ 8,75 │0,35 -
│консольный │ 1,80│ │ 0,3│ │ │ │ 0,45│ │ 0,4
Главный │ │ │ │ │ │ │ │ │ │
магазин │ │ │ │ │ │ │ │ │ │
в
составе: │ │ │ │ │ │ │ │ │ │
Отделения │Штабель │2,00 - │
4,50 │ 0,30
│ 2,0 │0,30 - │
- │ -
│ - │
-
цветных │ │ 3,00│ │ │ │ 0,35│ │ │ │
металлов │Стеллаж │1,60 - │
4,50 │0,25 - │
- │ -
│ 5,85 │
0,45 │ 8,75
│ 0,40
и
спецсталей │консольный │
2,40│ │
0,30│ │ │ │ │ │
│и стоечный │ │ │ │ │ │ │ │ │
Отделения │Штабель │1,00 - │
4,50 │ 0,30
│ 2,0 │0,30 - │
- │ -
│ - │ -
металло- │ │ 1,60│ │ │ │ 0,35│ │ │ │
изделий │Стеллаж │0,90 - │
4,50 │0,25 - │
- │ -
│ 5,85 │
0,45 │ 8,75
│ 0,40
│полочный │
1,30│ │ 0,30│ │ │ │ │ │
│и ячеечный │ │ │ │ │ │ │ │ │
Отделения │Стеллаж │0,20 - │
4,50 │0,25 - │
- │ -
│ 4,50 │0,40 -
│ до 14 │0,35 -
электротех- │полочный │
0,40│ │ 0,30│ │ │ │ 0,50│ │ 0,45
нических │ │ │ │ │ │ │ │ │ │
и
радио- │ │ │ │ │
│ │ │ │ │
технических │ │ │ │ │ │ │ │ │ │
изделий │ │ │ │ │ │ │ │ │ │
и
материа- │ │ │ │ │ │ │ │ │ │
лов,
вспомо- │ │ │ │ │ │ │ │ │ │
гательных │ │ │ │ │ │ │
│ │ │
материалов │ │ │ │ │ │ │ │ │ │
Отделения │Стеллаж │0,10 - │
4,50 │0,25 - │
- │ -
│ 4,50 │0,40 -
│ до 14 │0,35 -
тканей │полочный │
0,30│ │ 0,30│ │ │ │ 0,50│ │ 0,45
и
спецодежды,│ │ │ │ │ │ │ │ │ │
канцпринад- │ │ │ │ │ │ │ │ │ │
лежностей │ │ │ │ │ │ │ │ │ │
Отделение │Стеллаж │0,50 - │
4,50 │0,25 - │
- │ -
│ 5,85 │0,40 -
│ 8,75 │0,35 -
изделий │полочный │
1,10│ │ 0,30│ │ │ │ 0,45│ │ 0,40
из
фаянса │Штабель │0,20 - │
4,50 │ 0,30
│ 2,00 │0,30 -
│ - │
- │ -
│ -
и
судовой │ │ 0,70│ │ │ │ 0,35│ │ │ │
сантехники │ │ │ │ │ │ │ │ │ │
Склад │Стеллаж │0,80 - │
4,50 │0,25 - │
- │ -
│ 4,50 │0,40 -
│до 14,0 │0,35 -
оборудования
│полочный │ 1,00│ │ 0,30│ │ │ │ 0,45│ │ 0,40
и
СЗЧ │и ячеечный │ │ │ │ │ │ │ │ │
│Штабель │0,70 - │
4,50 │ 0,30
│ 2,0 │
0,35 │ - │
- │ -
│ -
│ │ 1,20│ │ │ или на │ │ │ │ │
│ │ │ │ │ высоту │ │ │ │ │
│ │ │ │ │изделия │ │ │ │ │
Склад
готовой│Стеллаж │0,80
- │ 4,50
│0,25 - │ -
│ - │
4,50 │0,40 - │до 14,0 │0,30 -
продукции │полочный │
1,20│ │ 0,30│ │ │ │ 0,45│ │ 0,40
│и ячеечный │ │ │ │ │ │ │ │ │
│Штабель │1,00 - │
- │ -
│ 2,0 │
0,30 │ -
│ - │
- │ -
│ │ 1,50│ │ │ или на │ │ │ │ │
│ │ │ │ │ высоту │ │ │ │ │
│ │ │ │ │изделия │ │ │ │ │
Склады
лако- │ Принимаются по
общесоюзным типовым проектам
│ │ │ │
красочных │
│ │ │ │
материалов │ │ │ │ │
и
химикатов, │
│ │ │ │
резервуарного│
│ │ │ │
хранения │
│ │ │ │
химикатов, │
│ │ │ │
баллонов
с │ │ │ │ │
техническими
│
│ │ │ │
газами, │
│ │ │ │
жидкого │ │ │ │ │
топлива │
│ │ │ │
и
смазочных │
│ │
│ │
материалов │
│ │ │ │
Склад │Штабель │0,50 - │ до 3,0 │ 0,40
│ 2,00 │
0,45 │ -
│ - │
- │ -
строительных
│ │ 1,50│ │ │ │ │ │ │ │
материалов │Стеллаж │0,20 - │
4,50 │0,35 - │
- │ -
│ - │
- │ -
│ -
│полочный │
0,50│ │ 0,40│ │ │ │ │
│
Склады │Штабель │0,20 - │
4,50 │0,30 - │
- │ -
│ - │
- │ -
│ -
пиломате- │ │ 0,40│ │ 0,40│ │ │ │ │ │
риалов │ │ │ │
│ │ │ │ │ │
Склад │Штабель │1,20 - │
4,50 │0,30 - │
2,00 │0,40 - │
- │ -
│ - │
-
металло- │ │ 1,50│ │ 0,40│ │ 0,60│ │ │ │
отходов │ │ │ │ │ │ │ │ │ │
Производственные
склады
Склады │Стеллаж │0,70 - │
4,50 │0,25 - │
- │ -
│ 4,50 │0,40 -
│до 14,0 │0,35 -
демонтирован-│полочный │
1,20│ │ 0,30│ │ │ │ 0,45│ │ 0,40
ного
оборудо-│и ячеечный │
│ │ │ │ │ │ │ │
вания, │Штабель │0,50 - │
4,50 │ 0,30
│ 2,00 │
0,35 │ -
│ - │
- │ -
комплектации,│ │ 1,00│ │ │ или на │ │ │ │ │
обменного │ │ │ │ │ высоту │ │ │ │ │
фонда │ │ │ │ │изделия │ │ │ │ │
Прочие склады
Центральный │Стеллаж │0,20 - │
4,50 │0,25 - │
- │ -
│ 4,50 │0,35 -
│до 14,0 │0,35 -
инструмен- │полочный │
0,40│ │ 0,30│ │ │ │ 0,50│ │ 0,40
тальный
склад│и ячеечный │
│ │ │ │ │ │ │ │
Склад │Стеллаж │0,70 - │
4,50 │0,25 - │
- │ -
│ 4,50 │0,40 -
│ 10 │0,35 -
заводского │полочный │
1,10│ │ 0,30│ │ │ │ 0,45│ │ 0,40
оборудования
│и ячеечный │
│ │ │ │ │ │ │ │
(главного │Штабель │0,50 - │
4,50 │ 0,30
│ 2,00 │
0,35 │ -
│ - │
- │ -
механика │ │ 1,00│ │ │ или на │ │ │ │ │
и
главного │ │ │ │ │ высоту │ │ │ │ │
энергетика) │ │ │ │ │изделия │ │ │ │ │
Склад
отходов│Контейнеры │0,30 -
│ 3,0 │0,30 - │
2,00 │0,40 - │
- │ -
│ - │
-
│ │ 0,70│ │ 0,40│ │ 0,60│ │ │ │
12.3.5. Уровень
механизации транспортно-складских работ ![]() ,
являющийся количественным показателем технической оснащенности склада, следует
определять по формуле:
,
являющийся количественным показателем технической оснащенности склада, следует
определять по формуле:
![]() ,
(12.1)
,
(12.1)
где ![]() - объем транспортно-складских работ,
выполняемых механизированным способом, в тоннах грузопереработки;
- объем транспортно-складских работ,
выполняемых механизированным способом, в тоннах грузопереработки;
А - общий объем
транспортно-складских работ на складе, в тоннах грузопереработки.
Уровень механизации
транспортно-складских работ зависит от характера производства, специфики
хранимых материалов и изделий и должен быть не менее 70%.
12.3.6. Габаритные
размеры стеллажей регламентированы:
ГОСТ 14757-81
"Стеллажи сборно-разборные. Типы, основные параметры и размеры";
ГОСТ 16141-81
"Сборные элементы для сборно-разборных стеллажей. Конструкция и
размеры".
12.3.7. Выбор
применяемой складской тары следует осуществлять с учетом следующих факторов:
габаритных
размеров, массы хранимых изделий;
способа хранения,
высоты складирования;
технических
характеристик подъемно-транспортного оборудования, применяемого для перемещения
и складирования грузов;
объемно-планировочных
решений склада.
12.3.8. Типы,
основные параметры, размеры поддонов и производственно-складской тары
регламентированы:
ГОСТ 9078-74*
"Поддоны плоские. Типы, основные параметры и размеры";
ГОСТ 9557-73*
"Поддоны плоские деревянные, с размерами 800 x 1200 мм";
ГОСТ 9570-73*
"Поддоны ящичные и стоечные. Типы, основные параметры и размеры";
ГОСТ 14861-74*
"Тара производственная. Типы, основные параметры и размеры";
ГОСТ 19812-74*
"Поддоны плоские, ящичные и стоечные. Общие технические требования";
ГОСТ 10592-76*
"Поддоны ящичные разборные деревянные широкого обращения типа 4ЯРК";
ГОСТ 18343-80
"Поддоны для кирпича".
12.3.9. При
проектировании складов следует учитывать возможность поступления и отправки
грузов в универсальных контейнерах (ГОСТ 18477-79*).
12.3.10. В открытых
складах весоизмерительные приборы следует устанавливать на пути следования
грузов.
В закрытых складах
товарные весы необходимо устанавливать на приемных и отпускных площадках.
12.4. Расчет
площади складов
12.4.1.
Расчет площади складов судоремонтного завода (кроме складов обменного фонда и
моделей) производится по формуле:
![]() ,
(12.2)
,
(12.2)
где ![]() - общая площадь склада, м2;
- общая площадь склада, м2;
Q - годовое
поступление на склад материалов и изделий, т;
T - норма запаса
материалов и изделий, сут;
365 - число
календарных дней в году;
q -
грузонапряженность полезной площади склада при высоте укладки 1 м, т/м2;
![]() - коэффициент использования площади склада,
учитывающий площадь проходов и проездов, приемочных и отпускных площадок;
- коэффициент использования площади склада,
учитывающий площадь проходов и проездов, приемочных и отпускных площадок;
h - принятая высота
укладки, м.
Величины
грузонапряженности полезной площади q и коэффициента использования площади ![]() принимаются по табл. 12.3.
принимаются по табл. 12.3.
Годовое поступление
Q принимается по расчетным данным проекта.
Годовое поступление
на склады демонтированного оборудования и комплектации определяется через массу
демонтированного с судов оборудования и устройств по формуле
![]() ,
(12.3)
,
(12.3)
где ![]() - масса оборудования и устройств,
демонтируемых за год с судов, проходящих заводской ремонт; определение
- масса оборудования и устройств,
демонтируемых за год с судов, проходящих заводской ремонт; определение ![]() допускается производить с помощью данных справочного
Приложения 5;
допускается производить с помощью данных справочного
Приложения 5;
![]() - коэффициент прохождения через склад;
принимается по данным табл. 12.4.
- коэффициент прохождения через склад;
принимается по данным табл. 12.4.
Таблица 12.4
Коэффициент
прохождения оборудования
через
производственные склады, ![]()
────────────────────────────────────────────────────────────────┬──────────
Наименование │ K
│ скл
────────────────────────────────────────────────────────────────┼──────────
Склад
демонтированного оборудования │ 0,4
Склад
комплектации
│ 0,5
Склад
обменного фонда │ 0,6
Норма запаса
материалов и изделий T для всех складов, кроме складов демонтированного
оборудования и комплектации, принимается по общесоюзным нормам ОНТП-01-80.
Для складов
демонтированного оборудования и комплектации в качестве нормы запаса T
принимается продолжительность стоянки судна в заводском ремонте.
12.4.2. Площадь
склада обменного фонда определяется по формуле
![]() ,
(12.4)
,
(12.4)
где ![]() ,
, ![]() и
и ![]() - то же, что в 12.4.1;
- то же, что в 12.4.1;
E - емкость склада
обменного фонда, т.
Емкость склада
обменного фонда E определяется суммированием по типам механизмов по формуле
![]() ,
(12.5)
,
(12.5)
где ![]() - масса одного механизма i-го типа из
номенклатуры обменного фонда, т;
- масса одного механизма i-го типа из
номенклатуры обменного фонда, т;
![]() - общее число механизмов i-го типа по
номенклатуре обменного фонда;
- общее число механизмов i-го типа по
номенклатуре обменного фонда;
![]() - коэффициент включения в обменный фонд для
механизмов i-го типа, принимается по данным рекомендуемого Приложения 6;
- коэффициент включения в обменный фонд для
механизмов i-го типа, принимается по данным рекомендуемого Приложения 6;
![]() - коэффициент, учитывающий распределение всего
объема обменного фонда между складом и производственными цехами, принимается по
табл. 12.4;
- коэффициент, учитывающий распределение всего
объема обменного фонда между складом и производственными цехами, принимается по
табл. 12.4;
n - число типов
механизмов, включаемых в обменный фонд.
12.4.3. Расчет
склада моделей производится по ОНТП-02-82/Минавтопром.
12.4.4. Расчеты
площади складов, в которых площадь определяется как сумма отдельно
рассчитываемых площадей складирования по номенклатуре хранения, площадей
приемных и отпускных площадок, проходов и проездов, для судоремонтных заводов,
как правило, не производится.
При необходимости
выполнения таких расчетов следует руководствоваться нормами ОНТП-01-80.
12.5. Расчет
количества работающих на складах
12.5.1. Численность
рабочих на складе определяется по формуле
![]() ,
(12.6)
,
(12.6)
где n - число
рабочих, чел.;
Q - годовое
поступление грузов, т;
K - коэффициент
грузопереработки (перевалки);
a - норма
переработки грузов одним рабочим в смену, т;
b - количество
рабочих дней в году.
Значения величин K
и a принимаются по табл. 12.5.
Таблица 12.5
Нормы переработки
грузов одним рабочим, "a" в смену (тонн);
коэффициент
грузопереработки K
──────────────────────────────────┬───────────────────────────────┬────────
Наименование │Годовое поступление на склад,
т│Коэффи-
├───────┬───────┬────────┬──────┤циент
│до
1000│от 1000│от 5000 │свыше │грузо-
│ │до 5000│до
15000│15000 │пере-
│ │ │ │ │работки
──────────────────────────────────┼───────┼───────┼────────┼──────┼────────
Склад
стали │ 8 -
10│10 - 25│25 - 50 │
50 │ 2
Главный
магазин │ 3 - 4
│ 4 - 7 │ 7 - 10 │
10 │ 3 - 6
Склады:
оборудования и СЗЧ, │ 4 - 8
│ 8 - 12│12 - 25 │
25 │ 3 - 5
демонтированного
оборудования, │ │ │ │ │
обменного
фонда, заводского │ │ │ │ │
оборудования │ │ │ │ │
Склад
комплектации │ 4 - 6
│ 6 - 10│10 - 15 │
15 │ 3 - 6
Склад
стройматериалов │ 6 -
10│10 - 12│12 - 20 │
20 │ 2 - 4
Склады
лесного хозяйства │ 5 - 7
│ 7 - 10│10 - 12 │
12 │ 3
Центральный
инструментальный склад│ 2 - 3 │ 3 - 5 │ 5 - 8 │
8 │ 4 - 6
Склады
металлоотходов, │ 2 - 3
│ 3 - 6 │ 6 - 10 │
10 │ 2 - 4
деревоотходов
и т.п. │ │ │ │ │
Примечание. Большее
значение "a" следует принимать для складов с уровнем механизации
транспортно-складских работ 70% и более.
Большее значение K
соответствует полному циклу работ: поступление, сортировка, входной контроль,
маркировка, раскладка в стеллажи, комплектация и выдача.
Меньшее значение K
соответствует минимальному циклу работ: поступление - выдача.
12.5.2. Численность
инженерно-технических работников, служащих, младшего обслуживающего персонала
на общезаводских складах надлежит принимать в процентах от числа рабочих:
ИТР - 30%
служащих - 20%
МОП - 10%.
12.6. Размеры
проездов и проходов
───────────────────────────┬─────────────────────────┬─────────────────────
Наименование транспортных │ Характеристика │
Ширина проезда, м
устройств │ транспортных средств │
├───────┬────────┬────────┼───────┬──────┬──────
│Грузо-
│Наиболь-│Наимень-│При
│При │Без
│подъем-│шая
│ший │раз- │раз-
│раз-
│ность,
│ширина, │радиус
│вороте │вороте│ворота
│т
│м │пово- │на 180°│на 90°│
│ │ │рота, м │ │ │
───────────────────────────┼───────┼────────┼────────┼───────┼──────┼──────
Электро-
и автопогрузчики │ 0,5
│ 1,0 │
1,2 │ 3,5
│ 3,0 │ 1,6
фронтальные │ │ │ │ │ │
То же │ 1,0
│ 1,2 │
1,6 │ 4,0
│ 3,5 │ 1,8
" │ 3,2
│ 1,4 │
2,2 │ 5,0
│ 4,5 │ 2,0
" │ 5,0
│ 1,5 │
2,5 │ 5,5
│ 4,5 │ 2,2
Электроштабелеры
напольные │ 1,0 │
1,0 │ 1,5
│ 3,0 │ 2,5
│ -
с
фронтальным выдвижным │ │ │ │ │ │
грузоподъемником │ │ │ │ │ │
Электроштабелер
напольный │ 0,5
│ 1,2 │
1,45 │ 3,1
│ 2,0 │ 1,4
с
боковым выдвижным │ │ │ │ │ │
грузоподъемником │ │ │ │ │ │
Электропогрузчик
с боковым │ 1,0 │
1,4 │ 2,1
│ 4,4 │ 3,4
│ 1,6
выдвижным
грузоподъемником │
│ │ │ │ │
То же │ 3,2
│ 2,0 │
4,1 │ 7,5
│ - │ 2,2
Краны-штабелеры
подвесного │ 0,125 │
0,8 │ -
│ 1,6 │
- │ 1,3
и
опорного типов, │ │ │ │ │ │
управляемые
с пола │ │ │ │ │ │
Краны-штабелеры
подвесного │ 0,25 │ 0,75
│ - │
1,9 │ -
│ 1,3
и
опорного типов, │ │ │ │ │ │
управляемые
с пола │ │ │ │ │ │
Краны-штабелеры
подвесного │ 0,5 │
1,2 │ -
│ 2,6 │
- │ 1,3
и
опорного типов, │ │ │ │ │ │
управляемые
с пола │ │ │ │ │ │
То же │ 1,0
│ 1,2 │
- │ 2,6
│ - │ 1,3
То
же, управляемые │ 1,0
│ 1,9 │
- │ 3,0
│ - │ 2,0
из
кабины │ │ │ │
│ │
Электротележки │ 1,0
│ 0,85 │
2,15 │ 5,0
│ 2,2 │ 1,4
платформенные
самоходные │ │ │ │ │ │
(электрокары) │ │ │ │ │ │
То же │ 2,0
│ 0,8 │
2,3 │ 5,0
│ 2,5 │ 1,5
" │ 3,2
│ 0,8 │
2,3 │ 5,0
│ 2,5 │ 1,5
" │ 5,0
│ 0,9 │
2,5 │ 5,5
│ 3,0 │ 1,9
Электротележки
вилочные │ 0,5
│ 0,65 │
1,15 │ 2,0
│ 2,0 │ 1,3
самоходные,
управляемые │ │ │ │ │ │
с
пола │ │ │ │ │ │
Примечания. 1. При
применении других транспортных средств ширину проезда без разворота принимать
равной ширине транспорта (с учетом транспортируемого груза) плюс 600 мм, но не
менее 1,3 м.
2. Проходы
для обслуживающего персонала между штабелями и стеллажами принимать от 0,8 до
1,2 м, между стеной, штабелями и стеллажами - 0,8 м.
12.7. Размеры
въездов в складские помещения
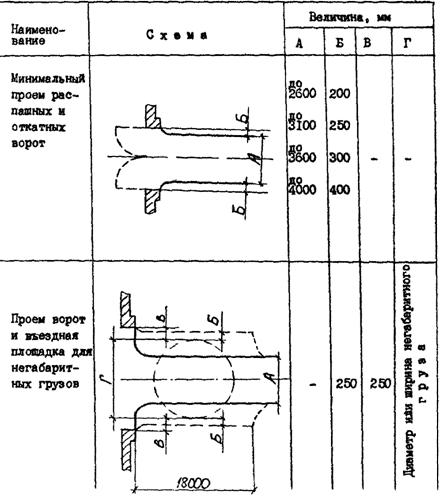
12.8.
Технологические требования к полам складских помещений
─────────────────────────────────────┬─────────────────────────────────────
Наименование склада │ Требования к конструкции пола
─────────────────────────────────────┼─────────────────────────────────────
Отделения
цветных металлов,
│Устойчивость к механическим
спецсталей
и металлоизделий главного │повреждениям при движении погрузчика;
магазина │маслостойкость
Отделения
главного магазина:
│Устойчивость к механическим
электротехнических
и радиотехнических│повреждениям при движении погрузчика;
изделий
и материалов, тканей
│невозгораемость
и
спецодежды, бумаги, картона
│
и
канцпринадлежностей, резино-
│
технических
и вспомогательных │
материалов,
изделий из фаянса │
и
судовой сантехники; склады
│
оборудования,
СЗЧ, демонтированного │
оборудования
и комплектации, │
обменного
фонда, заводского │
оборудования;
склад готовой │
продукции,
склад строительных │
материалов;
склад пиломатериалов; │
склад
моделей │
Центральный
инструментальный склад
│Устойчивость к механическим
│повреждениям при движении
погрузчика;
│невозгораемость; маслостойкость;
│электропроводность
Склад
лакокрасочных материалов
│Устойчивость к механическим
и
химикатов │повреждениям при
движении погрузчика;
│безыскровость; невозгораемость;
│бесшовность; влагостойкость;
│электропроводность; стойкость
│к
органическим растворителям
Склад
баллонов с техническими газами │Устойчивость к механическим
│повреждениям; безыскровость;
│невозгораемость; электропроводность
12.9. Классификация
работающих по группам санитарной характеристики производственных процессов
─────────────────────────────────────────────────────────┬─────────────────
Наименование │Группа санитарной
│ характеристики
│производственного
│процесса согласно
│ СНиП II-92-76
─────────────────────────────────────────────────────────┼─────────────────
Склад
стали
│ IIд
Главный
магазин │ Iб
Склад
готовой продукции │ Iб
Склад
оборудования, СЗЧ, демонтированного судового │ Iб
оборудования,
обменного фонда, заводского оборудования
│
Склад
лакокрасочных материалов │ IIIб
Склад
химикатов в таре │ Iб
Склад
ГСМ
│ IIIб
Склад
баллонов с техническими газами │ Iб
Склад
строительных материалов │
крытый
│ IIг
открытый
│ IIд
Склады
лесного хозяйства │
крытые │ Iа
открытые
│ IIд
Центральный
инструментальный склад
│ Iб
Склад
мусора
│ IIд
12.10. Требования
безопасности труда и взрывопожаробезопасности
12.10.1. При
проектировании складов следует руководствоваться действующими строительными
нормами, инструкциями, нормами и правилами проектирования, правилами техники
безопасности, взрывопожарной и пожарной безопасности, указанными в
рекомендуемом Приложении 1.
12.10.2. Категория
производства и класс взрыво- и пожароопасности помещений, а также оборудование
средствами пожарной автоматики определяются согласно "Перечню производств
СРЗ...".
12.10.3. Все склады
должны быть обеспечены первичными средствами пожаротушения (пенные и химические
огнетушители, ломы, багры, лопаты, топоры, ящики с песком и т.п.), согласно
"Типовым правилам пожарной безопасности для промышленных
предприятий", М., 1976 г.
12.10.4.
Подъемно-транспортное оборудование складов должно отвечать требованиям
"Правил устройства и безопасной эксплуатации грузоподъемных кранов".
12.10.5. Стеллажи
высотой более 5,5 м для хранения сгораемых грузов или несгораемых грузов в
сгораемой упаковке (смазке) должны быть оборудованы установками автоматического
пожаротушения.
12.10.6. При
хранении на крытых общезаводских складах изделий и оборудования в штабелях -
максимальная ширина штабеля допускается до 2,5 м, длина - не более 6 м.
Расстояние от верха штабеля до выступающих конструкций перекрытия должно быть
не менее 1,5 м.
Проходы между
штабелями следует предусматривать не менее указанных в п. 12.6 (примечание 2).
Против дверных
проемов склада должны оставляться проходы шириной, равной ширине дверей, но не
менее одного метра. При ширине склада более 10 м вдоль склада по центру должен
предусматриваться проход шириной не менее двух метров.
12.10.7. При
хранении сгораемых изделий и оборудования в сгораемой таре на открытых
площадках площадь, занимаемая группой этих изделий и оборудования, не должна
превышать 300 м2.
Между указанными
группами надлежит предусматривать противопожарные разрывы не менее 6 м.
Складирование в
группах должно предусматриваться по однородности видов изделий и оборудования.
Противопожарные
разрывы от открытых площадок для складирования изделий и оборудования до зданий
и сооружений следует принимать по СНиП "Генеральные планы промышленных
предприятий", приравнивая площадки к зданиям V степени огнестойкости.
На открытых
площадках следует предусматривать пожарный водопровод с расходом воды на
пожаротушение на менее 15 л/с.
12.10.8.
Пиломатериалы на открытых складах пиломатериалов должны храниться в штабелях,
объединенных в группы (длина и ширина штабеля до 6 x 6 м, высота не более 8 м).
Площадь группы
штабелей пиломатериалов должна составлять не более 1200 м2. Разрывы между
штабелями в группе должны предусматриваться не менее двух метров, а разрывы
между группами не менее 10 м.
Расстояния от
складов пиломатериалов до зданий и сооружений, а также других складов следует
принимать по СНиП "Генеральные планы промышленных предприятий".
Приложение
1
(рекомендуемое)
РУКОВОДЯЩИХ
НОРМАТИВНО-ИНСТРУКТИВНЫХ ДОКУМЕНТОВ
ДЛЯ ПРОЕКТИРОВАНИЯ
1. ГОСТ 8.050-73*
(СТ СЭВ 1155-78). Нормальные условия выполнения линейных и угловых измерений
2. ГОСТ
12.1.003-83. Шум. Общие требования безопасности
3. ГОСТ
12.1.004-85. Пожарная безопасность. Общие требования
4. ГОСТ
12.1.005-76. Воздух рабочей зоны. Общие санитарно-гигиенические требования
5. ГОСТ
12.1.012-78*. Вибрация. Общие требования безопасности
6. ГОСТ
12.1.019-79*. Электробезопасность. Общие требования
7. ГОСТ
12.1.030-81. Электробезопасность. Защитное заземление, зануление
8. ГОСТ
12.3.002-75* (СТ СЭВ 1728-79). Процессы производственные. Общие требования
безопасности
9. ГОСТ
12.3.003-86. Работы электросварочные. Общие требования безопасности
10. ГОСТ
12.3.007-75*. Деревообработка. Общие требования безопасности
11. ГОСТ 12.3.036-84.
Газопламенная обработка металлов. Требования безопасности
12. ГОСТ
12.3.039-85. Плазменная обработка металлов. Требования безопасности
13. ГОСТ
12.4.026-76*. Цвета сигнальные и знаки безопасности
14.
15. ОСТ 5.1180-87.
Корпусы металлических судов. Методы испытания на непроницаемость и
герметичность
16. ГОСТ 9078-84.
Поддоны плоские. Общие технические условия
17. ГОСТ 9238-83.
Габариты приближения строений и подвижного состава железных дорог колеи 1520
(1524) мм
18. ГОСТ 9557-87.
Поддон плоский деревянный с размерами 800 x 1200 мм. Технические условия
19. ГОСТ 9570-84.
Поддоны ящичные и стоечные. Общие технические условия
20.
21. ГОСТ 14757-81.
Стеллажи сборно-разборные. Типы, основные параметры и размеры
22. ГОСТ 14861-86.
Тара производственная. Типы, основные параметры и размеры
23. ГОСТ 16141-81.
Стеллажи сборно-разборные. Конструкция и размеры
24. ГОСТ 16215-80Е.
Автопогрузчики вилочные общего назначения. Общие технические условия
25. ГОСТ 17424-72*.
Тумбы швартовные морские. Технические условия
26. ГОСТ 18343-80.
Поддоны для кирпича и керамических камней. Технические условия
27. ГОСТ 18477-79*.
Контейнеры универсальные. Типы, основные параметры и размеры
28. ГОСТ 18962-86.
Машины напольного безрельсового электрифицированного транспорта. Технические
условия
29. ГОСТ 23837-79.
Здания промышленных предприятий одноэтажные. Габаритные схемы
30. ГОСТ 24337-80.
Здания производственные вспомогательные, складские, многоэтажные. Габаритные
схемы
31. ОСТ 5.4128-75.
Установки главные судовые энергетические. Способы и устройства для испытания в
ходовых режимах без хода судна
32. РД 5.5360-78.
Временное энергоснабжение, вентиляция и обеспечение строящихся и ремонтируемых
судов. Системы обеспечения испытаний помещений на непроницаемость и
герметичность. Правила проектирования и эксплуатации
33. ОСТ 5.9393-81.
Охрана вод от загрязнения при постройке и ремонте судов. Технические требования
34. СНиП
2.01.02-85. Противопожарные нормы проектирования зданий и сооружений
35. СНиП II-4-79.
Естественное и искусственное освещение
36. СНиП II-В.8-71.
Полы. Нормы проектирования
37. СНиП II-12-77.
Защита от шума
38. СНиП
2.04.01-85. Внутренний водопровод и канализация зданий
39. СНиП
2.04.02-84. Водоснабжение. Наружные сети и сооружения
40. СНиП
2.04.05-86. Отопление, вентиляция и кондиционирование
41. СНиП
2.04.08-87. Газоснабжение
42. СНиП II-50-74.
Гидротехнические сооружения. Основные положения проектирования
43. СНиП
2.06.04-82*. Нагрузки и воздействия на гидротехнические сооружения (волновые,
ледовые и от судов)
44. СНиП II-89-80.
Генеральные планы промышленных предприятий
45. СНиП
2.09.02-85. Производственные здания промышленных предприятий
46. СНиП II-92-76.
Вспомогательные здания и помещения промышленных предприятий
47. СНиП
2.11.01-85. Складские здания и сооружения общего назначения
48. СНиП II-106-79.
Склады нефти и нефтепродуктов
49. СНиП
1.02.01-85. Инструкция о составе, порядке разработки, согласования и
утверждения проектно-сметной документации на строительство предприятий, зданий
и сооружений
50. СН 245-71.
Санитарные нормы проектирования промышленных предприятий
51. ВСН 19-70/ММФ.
Нормы технологического проектирования морских каналов
52. Нормы
технологического проектирования цехов верфи судостроительных предприятий.
Минсудпром, 1975 г.
53. ОНТП
01-72/Минстанкопром, ОНТП 02-75/Минстанкопром. Общесоюзные (межотраслевые)
нормы технологического проектирования чугунолитейных, сталелитейных цехов
машиностроительных заводов (серийное и мелкосерийное производство), складов шихтовых
и формовочных материалов для литейных цехов и заводов, М., 1976 г.
54. ОНТП
01-76/Минтяжмаш. Кузнечные цехи единичного и мелкосерийного производства
55. ОНТП
01-85/Минэлектротехпром. Общесоюзные нормы технологического проектирования
электроремонтных цехов (отделений) машиностроительных предприятий.
Гипроэнергопром, 1978 г.
56. ОНТП
01-80/Минпромсвязь. Общесоюзные нормы технологического проектирования
общезаводских складов предприятий машиностроения, приборостроения и
металлообработки, 1980 г.
57. ОНТП
02-82/Минавтопром. Общесоюзные нормы технологического проектирования
деревообрабатывающих цехов машиностроительных заводов. Гипроавтопром
58. ОНТП
05-78/Минстанкопром. Общесоюзные нормы технологического проектирования.
Термические цехи предприятий машиностроения, приборостроения и металлообработки
59. ОНТП
05-83/Минавтопром. Общесоюзные нормы технологического проектирования. Цехи
(отделения) металлопокрытий предприятий машиностроения, приборостроения и
металлообработки
60. ОНТП
06-78/Минавтопром. Нормы технологического проектирования окрасочных цехов
автомобильной промышленности. Гипроавтопром, 1979 г.
61. ОНТП
06-80/Минстанкопром. Общесоюзные нормы технологического проектирования
предприятий машиностроения, приборостроения и металлообработки: фонды времени
работы оборудования и рабочих. Гипростанок, 1980 г.
62. ОНТП
07-83/Минстанкопром. Общесоюзные нормы технологического проектирования
механообрабатывающих и сборочных цехов предприятий машиностроения,
приборостроения и металлообработки. Гипростанок, 1983 г.
63. ОНТП
08-83/Минстанкопром. Общесоюзные нормы технологического проектирования
ремонтно-механических цехов предприятий машиностроения, приборостроения и
металлообработки. Укргипромаш, г. Харьков
64.
ОНТП-АТП-СТО-80. Общесоюзные нормы технологического проектирования предприятий
для автомобильного транспорта. Минавтотранс, 1980 г.
65. ОНТП
09-83/Минстанкопром. Общесоюзные нормы технологического проектирования цехов по
производству инструмента и технологической оснастки предприятий машиностроения
и металлообработки. Укргипромаш, г. Харьков
66. ОНТП
1-78/Минлеспром СССР. Общесоюзные нормы технологического проектирования.
Лесопильные предприятия
67. РД 31.31.37-78.
Нормы технологического проектирования морских портов
68. РД 31.XX.XX-XX.
Технико-экономические показатели судоремонтных заводов
69. РД 31.06.03-83.
Порядок нормирования выбросов для судоремонтных предприятий ММФ. Методические
указания
70. РД 31.51.05-80.
Нормы среднесуточной выработки для определения продолжительности заводского
ремонта и докового ремонта морских судов ММФ
71. РД 31.83.01-80.
Требования безопасности труда, которые должны учитываться при проектировании
СРЗ ММФ
72. РД 31.83.04-75.
Правила техники безопасности и производственной санитарии на промышленных
предприятиях ММФ
73. РД
31.93.33.01-80. Отраслевые требования и нормативные материалы по НОТ, которые
должны учитываться при проектировании новых и реконструкции действующих СРЗ
ММФ, разработке технологических процессов и оборудования. Проектирование оборудования
74. РД
31.93.33.02-80. Отраслевые требования и нормативные материалы по НОТ, которые
должны учитываться при проектировании новых и реконструкции действующих СРЗ
ММФ, разработке технологических процессов и оборудования. Проектирование новых
и реконструкция действующих СРЗ ММФ
75. РД 31.93.59-79.
Организация труда, производства и управления в доковом комплексном цехе
судоремонтных предприятий ММФ
76. РД 31.93.53-77.
Типовые проекты организации труда на рабочих местах судовых электромонтажников
СРЗ ММФ
77. РД 31.93.72-81.
Типовой проект организации труда в трубопроводных цехах судоремонтных
предприятий ММФ. Части I - II
78. РТМ 31.046-73.
Электроснабжение и электрооборудование морских портов и СРЗ. Указания по
проектированию. Части I - III
79. БСТ N 9 - 1982
г. О временных нагрузках на перекрытия многоэтажных производственных зданий
80. ГОССТРОЙ СССР.
Письмо N АБ-4137-20/9 от 15.08.1979. Перечень технологического оборудования,
подлежащего установке и работе на открытых площадках
81. ПТЭП N
МОЗ-3636. Рекомендации по проектированию зарядных станций тяговых батарей, 1974
г.
82. ПТЭП N 7 - 1974
г., N 11 - 1976 г. Указания по проектированию зарядных станций тяговых и
стартерных аккумуляторных батарей
83. Минморфлот РД
31.30.XX.-XX. Приказ N 300 от 24.09.1986 по ЧМНИИП. Перечень производств
судоремонтных заводов и некоторых других предприятий Министерства морского
флота с указанием их категорий по взрывной, взрывопожарной и пожарной опасности
84. Изд.
"Техника", 1978 г. Правила устройства и безопасной эксплуатации
грузоподъемных кранов
85. Машиностроение,
1977 г. Правила и нормы техники безопасности, пожарной безопасности и
производственной санитарии для окрасочных цехов
86. Изд.
"Энергия", 1978 г. Правила устройства электроустановок (ПУЭ)
87. Изд.
"Недра", М., 1977 г. Правила устройства и безопасной эксплуатации
сосудов, работающих под давлением
88. СМ СССР, ноябрь
1974 г. Перечень веществ, вредных для здоровья людей или для живых ресурсов
моря, сброс которых запрещается, и нормы предельно допустимой концентрации этих
веществ в сбрасываемых стоках
89. Отчет по теме
4.8.6.1 - ЧМНИИП инв. N 55763. Технические рекомендации по разработке
мероприятий по охране водного и воздушного бассейнов от загрязнения и
рациональному использованию природных ресурсов для судоремонтных предприятий
90. Л.О.
Гипрорыбпром, МРХ СССР, 1973 г. Альбом типовых схем передачи энергоресурсов с
берега на плавучие доки
91. Типовые правила
пожарной безопасности для промышленных предприятий, М., 1976 г.
92. Типовая
документация серия 3.504-9-19. Рельсовые пути для подъемно-транспортных машин
93. Типовая
документация серия 3.504-14/75. Установка швартовных тумб по ГОСТ 17424-72 на
морских причальных сооружениях
94. Типовой проект
организации труда в корпусных цехах судоремонтных предприятий ММФ. Части 1 и 2,
Черноморниипроект
95. Правила
технической эксплуатации судоподъемных сооружений, М., 1962 г.
96. Минздрав СССР N
1009-73. Санитарные правила при сварке, наплавке и резке металла.
Приложение
2
(рекомендуемое)
ПРИМЕРНЫЙ
СОСТАВ МИНИМАЛЬНОГО КОМПЛЕКТА ОСНОВНОГО
ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ ПРОИЗВОДСТВЕННЫХ ЦЕХОВ
СУДОРЕМОНТНЫХ
ЗАВОДОВ
───────────────────────────────┬────────────────────────────────────┬──────
Наименование оборудования │
Техническая характеристика,
│Коли-
│ размеры в мм │чество
───────────────────────────────┴────────────────────────────────────┴──────
Механосборочный цех
(при расчетном числе основного
оборудования менее 20 единиц)
Токарно-винторезный │Диаметр обработки и
расстояние между│
│центрами │
│ 400 x 710 │ 1
то же │ 400 x 1000 │ 4
" │ 400 x 1400 │ 2
" │ 630 x 2800 │ 1
" │ 1000 x 5000 │ 1
Токарно-карусельный │Диаметр обрабатываемой
детали - 1000│ 1
Горизонтально-расточной │Диаметр расточного шпинделя -
80 │ 1
универсальный │ │
Вертикально-сверлильный │Наибольший диаметр сверления -
35 │ 1
Радиально-сверлильный │Наибольший диаметр сверления -
50 │ 1
Горизонтально-фрезерный │Размеры рабочей поверхности
стола │ 1
консольный
с поворотным столом │320 x 1250
│
универсальный │ │
Вертикально-фрезерный │Размеры рабочей поверхности
стола │ 1
│320 x
1250 │
Зубообрабатывающий │Наибольший диаметр
обрабатываемых │ 1
│колес -
800 │
Круглошлифовальный │Диаметр детали - 280 │ 1
универсальный │длина детали -
1250 │
Плоскошлифовальный │Размеры стола - 320 x
1000 │ 1
с
прямоугольным столом │ │
Поперечно-строгальный │Ход ползуна - 700 │ 1
Долбежный │Длина хода долбяка - 320 │ 1
Корпусный цех
(при расчетном числе основного
оборудования менее 9 единиц
с учетом сварочного
оборудования)
Ножницы
листовые с наклонным │Лист - 12,5
x 2000 │ 1
ножом │ │
Пресс-ножницы
комбинированные │Лист - 10, круг
диаметром - 36, │ 1
│швеллер N
10, пробиваемое │
│отверстие диаметром -
25 │
Машина
листогибочная │Лист - 10
x 2000, наименьший радиус │ 1
трехвалковая │гиба - 170 │
Пресс
гидравлический правильный│Номинальное усилие - не менее 400
кН│ 1
одностоечный │ │
Сверлильный
станок │Диаметр
сверления - 50 │ 1
(вертикальный
либо │ │
радиально-сверлильный) │ │
Газорезательная
машина │Лист - 5 -
300, │ 1
со
столом для кислородной резки│количество резаков - 2 │
Сборочно-сварочный
стенд │Сварка стыковых и
угловых швов │ 1
с
полуавтоматом для сварки
│судовых конструкций переменным либо │
под
флюсом (с источником
│постоянным током на специализиро- │
питания
и шкафом управления) │ванном
стенде. │
│Номинальный сварочный ток - │
│до 500 А.
Диаметр электродной │
│проволоки
- 1,6 - 2,5. │
│Мощность
источника питания - 30 кВА │
Сборочно-сварочный
стенд │Сварка стыковых и
угловых швов │ 1
с
полуавтоматом для сварки
│судовых конструкций постоянным током│
в
защитном газе (с источником │на
специализированном стенде. │
питания
и шкафом управления) │Номинальный
сварочный ток - 300 А. │
│Диаметр
электродной проволоки - │
│0,8 -
1,2. │
│Мощность
источника питания - 22 кВА │
Трубопроводный цех
(при расчетном числе основного
оборудования 9 единиц
и менее, с учетом сварочного
оборудования)
Станок
отрезной абразивный │Диаметры
разрезаемых труб - 5 - 90 │ 1
Станок
трубогибочный │Диаметры
обрабатываемых труб - │ 1
│14 -
38 │
Станок
трубогибочный │Диаметр
обрабатываемых труб - │ 1
│38 -
159 │
Пресс
гидравлический │Диаметры
обрабатываемых труб - │ 1
│14 -
155 │
Трубонарезной
станок │Диаметры
нарезаемых труб - 10 - 70 │ 1
Токарный
станок │РМЦ
1000 │ 1
│Диаметр
обрабатываемого изделия - │
│400 │
Сверлильный
станок │Диаметр
сверления - 25 │ 1
Установка
для сварки в среде │Сварка труб,
приварка фланцев │ 1
углекислого
газа │к трубам
постоянным током │
│на
специализированном месте. │
│Номинальный сварочный ток - 300 А. │
│Диаметр
сварочной проволоки - │
│0,8 -
1,2 │
Станок
для притирки клапанов │Для
арматуры Ду 30 - 150
│ 1
│
Комплексный доковый цех
Отделение доковых
работ
Пресс-ножницы
комбинированные │Лист - 10 - 15,
диаметр прутка - │ 1
│36 - 65,
отверстие диаметром 25 - 50│
Трубогибочный
станок │Диаметр труб - 25 - 75 │ 1
Машина
для очистки днища судна │Производительность 30 - 40 м2/ч │
1
Автомат
для очистки бортов │Ширина
обрабатываемой полосы - 300 │ 1
судна │ │
Установка
для гидродинамической│Производительность 40 - 200 м2/ч │
1
очистки │ │
│ 5 │
Устройство
для безвоздушной │Наибольшее
давление - 180 x 10 Па │
1
окраски │ │
Стационарно
установленное │Номинальный
сварочный ток - 300 А, │ 1
оборудование
для │диаметр
электродной проволоки - │
полуавтоматической
сварки │0,8 - 1,2. │
в
защитном газе (с источником
│Мощность источника питания - 22 кВА │
питания
и шкафом управления) │ │
Переносная
насосная установка
│Производительность 8 - 25 м3/ч, │
1
для
осушения отсеков корпуса │напор
водяного столба - 12 - 40 м │
судна
после испытаний │ │
Отделение механодоковых
работ
Токарно-винторезный
станок │Диаметр обработки и
расстояние между│ 1
│центрами
2000 x (5000 - 10000) │
То же │ 630 x 2800 │ 2
" │ 400 x (1000 - 1400) │ 2
То
же, для наплавочных работ │ 400 x 1400 │ 1
" │ 1500 x 10000 │ 1
Токарно-карусельный
станок │Диаметр обработки - 800
- 2300 │ 1
Горизонтально-расточной
станок │Диаметр шпинделя - 80 - 160 │ 1
Вертикально-сверлильный
станок │Диаметр сверления - 25 - 35 │ 1
Поперечно-строгальный
станок │Ход ползуна - до
1000 │ 1
Станок
для притирки арматуры │Условный
диаметр арматуры - 50 - 300│ 1
Универсальный
фрезерный станок │Стол 400 x 1600 │ 1
с
поворотной головкой │ │
Переносной
станок для расточки │Диаметр расточки - 300, длина - 500 │ 1
дейдвудного
устройства на месте│
│
Переносной
станок для расточки │Диаметр расточки - 500, длина - 1200│ 1
дейдвудного
устройства на месте│ │
То же │Диаметр расточки - 700 и
более, │ 1
│длина - 2100 и более │
Стенд
для прицентровки │Диаметр
вала - до 1500 │ 1
и
спаривания валов │ │
Переносной
станок для обработки│Диаметр обрабатываемого отверстия - │ 1
отверстий
во фланцах валов, │170, длина
обработки - 250 │
петлях
рулей и рудерпоста │ │
Стенд
для гидравлических │Условный
диаметр арматуры - │ 1
испытаний
донно-бортовой │50 - 300,
давление испытания - │
арматуры │ 5 │
│до 100 x
10 Па │
│ 5 │
Насосный
агрегат высокого │Максимальное
давление - 500 x 10 Па│ 1
давления │ │
Стационарно
установленное │Номинальный
сварочный ток - 300 А, │ 1
оборудование
для │диаметр электродной
проволоки - │
полуавтоматической
сварки │0,8 - 1,2. │
в
защитном газе (с источником
│Мощность источника питания - 22 кВА │
питания
и шкафом управления) │ │
Стационарно
установленное │Номинальный
сварочный ток - 500 А, │ 1
оборудование
для │диаметр
электродной проволоки - │
полуавтоматической
сварки │1,6 - 2,5. │
под
слоем флюса с источником │Мощность источника питания - 30 кВА
│
питания
и шкафом управления) │ │
Отделение ремонта гребных
винтов и рулей
Позиционер-манипулятор │Для гребных винтов
диаметром │ 1
│3,0 - 8,0
м │
Пресс
для правки лопастей │ То же │ 1
(стационарный
либо переносной) │ │
Стенд
для балансировки гребных │Для гребных винтов диаметром │
1
винтов │3,0 - 8,0 м │
Стенд
для пригонки ступицы │ То же │ 1
винта
по конусу гребного винта │ │
Полуавтомат
шланговый для │Номинальный
сварочный ток - 500 А, │ 1
сварки
под слоем флюса │диаметр
электродной проволоки - │
(с
источником питания │1,6 -
2,5. │
и
шкафом управления)
│Мощность источника питания - 30 кВА │
Стенд
для ремонта и пригонки │Для рулей
площадью пера 12 - 85 м2 │ 1
пера
руля и баллера │ │
Стенд-плита
для ремонта руля │ То же │ 1
Отделение ремонта гребных
винтов
регулируемого шага (ВРШ)
Стенд
для сборки и испытания │Для
гребных винтов диаметром
│ 1
ВРШ │3,0 - 8,0
м │
Стенд-кантователь
для демонтажа│ То
же │ 1
лопастей
ВРШ │ │
Стенд
для гидравлических │ " │ 1
испытаний
обтекателей │ │
Мастерская по ремонту средств
механизации доковых работ
Токарно-винторезный
станок │РМЦ 1400, диаметр
обработки - 400 │ 1
Горизонтально-фрезерный │Стол 200 x 800 │ 1
универсальный
станок │ │
Поперечно-строгальный
станок │Ход ползуна - 700 │ 1
Вертикально-сверлильный
станок │Диаметр сверления - 25 - 35 │ 1
Пресс
гидравлический
│Номинальное усилие - 40 Па │ 1
Примечания. 1. Техническую
характеристику, приведенную с
показателем
"от
и до", следует принимать:
для цехов, ремонтирующих флот,
водоизмещением до 15 тыс. т -
меньшие
показатели,
для
цехов, ремонтирующих флот,
водоизмещением более 15 тыс. т -
большие
показатели.
2. Гребные валы длиной свыше 10000 мм обрабатывают,
как правило, в
механосборочном цехе
завода, оборудованном крупным
токарно-винторезным
станком.
Электроремонтный цех
Токарно-винторезный
станок │Диаметр обработки и
расстояние │
│между
центрами │
│ 1000 x 2800 │ 1
То же │ 400 x 1000 │ 1
" │ 50 x 125 │ 1
Широкоуниверсально-фрезерный │Размеры рабочей поверхности
стола │ 1
станок
с поворотной шпиндельной│400 x 1600 │
головкой │ │
Вертикально-сверлильный
станок │Наибольший диаметр сверления - 25 │
1
Поперечно-строгальный
станок │Ход ползуна - 700 │ 1
Станок
намоточный │Диаметр
провода - 0,2 - 0,5 │ 1
Станок
бандажировочный │Наибольший
диаметр ротора - 800 │ 1
Станок
универсальный │ То же │ 1
изолировочный │ │
Печь
сушильная тупиковая │ " │
1
Ванна
пропиточная │ " │ 1
Стенд
либо станок для │ " │ 1
балансировки
якорей и роторов │ │
электромашин │ │
Печь
для выжига изоляции
│Температура нагрева - 400 °C │
1
обмоток
статора │ │
Пресс
гидравлический правильный│Усилие - 980 кН │ 1
и
монтажно-запрессовочный │ │
Камера
окрасочная │Тупиковая
с выкатной тележкой │ 1
Камера
сушильная
│Температура сушки - 110 °C │ 1
Установка
для испытания │Испытание
электродвигателей │ 1
электродвигателей │до 100 кВт │
Ножницы
листовые с наклонным │Лист 6,3 x
2000 │ 1
ножом │ │
Станок
кромкогибочный │ То же │ 1
Трансформатор
однопостовой │Номинальный
сварочный ток - 250 А │ 2
Деревообделочный цех
(при расчетном числе основного
оборудования менее 7 единиц)
Станок
универсальный │Диаметр
пилы - 500, толщина │ 1
круглопильный │обрабатываемого
материала - 130, │
│ширина -
400 │
Станок
фуговальный │Ширина
строгания - 400 │ 1
Станок
рейсмусовый │Ширина
строгания - 300 - 400, │ 1
│толщина
обрабатываемого материала - │
│5 -
150 │
Станок
ленточно-пильный │Диаметр
пильных дисков - 800, │ 1
│высота
пропила - 400 │
Станок
сверлильно-пазовальный │Наибольший
диаметр сверления - 40, │ 1
с
механической подачей
│наибольшая глубина сверления - 100, │
│длина
пазования - 200 │
Станок
фрезерный с шипорезной │Наибольшая
высота обрабатываемого │ 1
кареткой │изделия -
150 │
Станок
токарный │РМЦ 1600, ВЦ - 400 │ 1
Такелажный цех
Основное стационарное
технологическое оборудование
Станок
для резки стальных │Диаметр
разрезаемого троса - 3 - 55 │ 1
тросов │ │
Станок
для раскручивания троса │Максимальный диаметр обрабатываемого│ 1
│троса -
55 │
Станок
для заплетки тросов │ То же │ 1
Установка
для изготовления │ " │ 1
сгонов
и заделки коушей │ │
в
стальные канаты │ │
Стуловые
тиски │ │ 1
Плита
правильно-гибочная │
│ 1
Стенд
для испытания изделий из │Усилие растяжения - 588 кН (60 тс) │
1
тросов │ │
Стенд
для испытания талей
│Максимальное усилие - 588 кН (60 тс)│ 1
Переносное технологическое
оборудование
Домкрат
винтовой
│Грузоподъемность - 3 т │ 2
│Высота
подъема - 130 │
То же │Грузоподъемность - 5 т │ 2
│Высота
подъема - 300 │
" │Грузоподъемность - 10
т │ 2
│Высота подъема - 330 │
" │Грузоподъемность - 15
т │ 2
│Высота
подъема - 350 │
" │Грузоподъемность - 20
т │ 2
│Высота
подъема - 200 │
Домкрат
гидравлический
│Грузоподъемность - 10 т │ 2
│Высота
подъема - 100 │
То же │Грузоподъемность - 20
т │ 2
│Высота
подъема - 140 │
" │Грузоподъемность - 50
т │ 2
│Высота
подъема - 150 │
" │Грузоподъемность - 100
т │ 2
│Высота
подъема - 200 │
" │Грузоподъемность - 200
т │ 2
│Высота
подъема - 155 │
Таль
ручная червячная
│Грузоподъемность - 1 т, │ 2
(либо
шестеренчатая) │тяговое
усилие - 300 Н │
То же │Грузоподъемность - 3
т, │ 2
│тяговое усилие - 600 Н │
" │Грузоподъемность - 5
т, │ 2
│тяговое
усилие - 750 Н │
" │Грузоподъемность - 10
т, │
1
│тяговое
усилие - 700 Н │
" │Грузоподъемность - 15
т, │ 1
│тяговое
усилие - 700 Н │
Таль
электрическая │Грузоподъемность
- 0,5 т │ 1
То же │Грузоподъемность - 2,0
т │ 1
Тали
с пневмоприводом │Усилие -
10 - 500 кН │комп-
│ │лект
Насос
гидравлический ручной
│Предназначен для нагнетания рабочей │ 2
│жидкости
в домкраты. Наибольшее │
│давление
нагнетания - 21084 кПа │
│(215
кгс/см2) │
Насос
гидравлический
│Предназначен для нагнетания рабочей │ 1
│жидкости
в домкраты. Наибольшее │
│давление
нагнетания - 49033 кПа │
│(500 кгс/см2) │
Переносное
приспособление │Диаметр
разрезаемого троса - 15 - 23│ 1
для
резки тросов │ │
Приспособление
для тировки │Предельные
диаметры тируемых │ 1
стоячего
такелажа │стальных
канатов - 15 - 46 │
Приспособление
для оклетневки │Наибольший диаметр
оклетневываемых │ 1
стальных
канатов и обмотки │стальных
канатов - 31 │
рукавов │ │
Шкаф-контейнер
для такелажника │Предназначен для хранения │ 2
│и
транспортировки такелажного │
│инструмента
│
Приложение
3
(справочное)
УКАЗАТЕЛЬ
ОСНОВНОГО И ВСПОМОГАТЕЛЬНОГО
ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ ПРОИЗВОДСТВЕННЫХ ЦЕХОВ
СУДОРЕМОНТНЫХ
ЗАВОДОВ
────────────────────────┬────────────────────────────┬─────────────────────
Тип оборудования │
Основное оборудование
│ Вспомогательное
│ │ оборудование
────────────────────────┴────────────────────────────┴─────────────────────
Механосборочный цех
Металлорежущие
станки │Токарные,
револьверные, │Отрезные,
обдирочно-
│карусельные,
│шлифовальные,
│зубообрабатывающие,
│заточные, станки
│расточные,
долбежные, │цеховых ремонтных
│сверлильные,
фрезерные, │баз
│шлифовальные
станки │
Корпусный цех
Металлорежущие
станки │Токарные,
сверлильные, │Отрезные, обдирочно-
│строгальные,
фрезерные │шлифовальные,
│станки │заточные станки
Кузнечно-прессовое │Вальцы правильные │Переносное
и
трубообрабатывающее │и гибочные,
ножницы │оборудование
оборудование │с наклонным ножом, │для корпусных
│пресс-ножницы,
прессы, │и трубопроводных
│гибочные
станки │работ
Электросварочное │Стационарное оборудование │Столы сварщиков.
и
газорезательное │(машины) для
электро- │Переносное
сварочное
оборудование │дуговой сварки,
тепловой │и газорезательное
│и
газоэлектрической резки
│оборудование,
│металлов.
Стенды, │вспомогательное
│позиционеры и
манипуляторы │оборудование для
│ │сварочных
работ
│ │(балластные реостаты
│ │и др.)
Нагревательное │Печи и нагревательные, │Переносные
оборудование │стационарные устройства │нагревательные
│ │устройства
Прочее
оборудование │Прессы
штамповочные, │Стенды для
│прессы
гидравлические
│гидравлических
│для
разборочно-сборочных │испытаний,
│работ,
специальное │оборудование
для
│оборудование и
стенды │сушки электродов
│для ремонта
крышек люковых │и флюсов, правки
│закрытий, в том
числе для │и намотки в кассеты
│очистки и
окраски │сварочной
проволоки
Трубопроводный цех
Металлорежущие
станки │Токарные,
сверлильные, │Обдирочно-
│строгальные,
фрезерные, │шлифовальные,
│отрезные
станки │заточные станки
Трубообрабатывающее │Трубогибочные станки, │Трубонарезные станки,
оборудование │в т.ч. станки с │установленные
│высокочастотным │на складах стали
│электронагревом,
│и труб; переносное
│трубонарезные
станки, прессы│трубогибочное
│для обработки
концов труб │оборудование
Электросварочное │Стационарное оборудование │Переносное сварочное
и
газорезательное │(машины),
стенды, │и
газорезательное
оборудование │позиционеры,
манипуляторы │оборудование,
│для
электродуговой │вспомогательное
│контактной
сварки и тепловой│оборудование
│и
газоэлектрической резки │для
подготовки
│ │сварочных
материалов
Нагревательное │Печи и нагревательные │Переносные
оборудование │стационарные устройства │нагревательные
│ │устройства
Прочее
оборудование │Прессы
гидравлические, │Стенды для
│притирочные
станки │гидравлических
│для основного
производства, │испытаний труб
│фланцепроточные
станки │и арматуры, прессы
│
│пневматические,
│ │зиг-машины,
ножницы
│ │высечные
Комплексный доковый
цех
Металлорежущие
станки │Токарные,
карусельные, │Отрезные, обдирочно-
│расточные,
сверлильные, │шлифовальные,
│строгальные,
фрезерные │заточные станки
│станки │
Кузнечно-прессовое │Стационарно установленные │Переносное
и
трубообрабатывающее
│пресс-ножницы, ножницы
│оборудование
оборудование │гильотинные, роликовые, │для корпусных,
│трубогибочные
станки │трубопроводных работ
Газо-
и электросварочное│Стационарно установленное │Переносное
и
газорезательное
│газорезательное
│газорезательное
оборудование │и электросварочное │и электросварочное
│оборудование
│оборудование
Прочее
оборудование │Прессы
гидравлические │Устройства
для
│для
разборочно-сборочных │намотки
электродной
│работ,
притирочные станки, │проволоки,
│специальное
оборудование │механизированные
│и стенды для
ремонта │средства для
│винторулевой
группы, │выполнения доковых
│передвижное
оборудование │работ по обработке
│для механизированной
очистки│корпусов судов
│и окраски
корпусов судов, │
│стенды для
прицентровки, │
│наплавки и
спаривания валов │
Электроремонтный цех
Металлорежущие
станки │Токарные, фрезерные, │Отрезные, обдирочно-
│строгальные,
сверильные │шлифовальные,
│станки
│настольно-сверлильные
│ │станки
Кузнечно-прессовое │Ножницы листовые, станок │Трубогибочный
оборудование │кромкогибочный │и картонорезательный
│ │станки,
переносное
│ │оборудование
для
│ │намотки,
станок
│ │для растяжки
секций
Оборудование
для │Стенды либо станки │Переносное
ремонта
якорей роторов │для балансировки
якорей │оборудование
и
статоров │и
роторов │для
ремонта роторов
│ │и статоров,
установка
│ │для обрезки лобовой
│ │части
статора,
│ │выдергивания
обмоток
Сушильно-пропиточное │Печь сушильная, ванна │Емкость для лака
оборудование │пропиточная │
Оборудование
для │Пресс гидравлический,
печь │Камера для обдувки
разборки,
сборки, │для выжига изоляции
обмоток,│электрических машин,
дефектации
и мойки │трансформатор
одностоповой │моечная установка,
│ │переносное
│ │оборудование
для
│ │разборки,
сборки и
│ │ремонта
электрических
│ │машин,
оборудование
│ │для ремонта
и монтажа
│ │электроаппаратуры,
│ │установка
для
│ │проверки
обмоток
Оборудование
для окраски│Камеры окрасочная
│Пистолет-распылитель,
и
сушки │и сушильная │красконагнетательный
│ │бак
Испытательное │Установка для испытания │
оборудование │электродвигателей │
Деревообделочный цех
Деревообрабатывающее │Круглопильные, ленточно- │Круглопильные станки
оборудование │пильные, строгальные, │на складах леса;
│фрезерные,
долбежные, │ленточно-пильные
│карные,
шлихтовальные, │и фуговальные
станки
│универсальные
│на столярных и
│и
комбинированные станки
│плотничных участках
Прочее
оборудование │Прессофанеровальное │Заточные станки,
│оборудование,
│станки для сварки
│полировально-окрасочно-
│ленточных пил
│сушильное
оборудование │
Такелажный цех
Металлорежущие
станки │Станки для резки
стальных │Точильно-
│тросов, в т.ч.
передвижные │шлифовальные,
│ │вертикально-
│ │сверлильные
станки
Электросварочное │Станки для
электроконтактной│
оборудование │подрезки и заварки
концов │
(переоборудованное) │прядей троса │
Испытательное │Стенды испытательные │Динамометры,
оборудование │для испытания тросов, │маркированные грузы
│стропов и
талей │для испытаний,
│ │переносные
│ │приспособления
│ │для
испытаний
Подъемно-транспортное │Тали электрические, краны │Переносное подъемно-
оборудование │подвесные электрические │транспортное
│
│оборудование:
│ │домкраты,
тали
│ │ручные,
│ │приспособления
Прочее
оборудование │Станки для
раскручивания │Моечная установка
│троса, установка
для │расконсервации тросов
│перемотки троса
с мерным │для стропов,
│и режущим
устройствами │слесарные тиски
Приложение
4
(справочное)
ПРИМЕРНЫЕ
ПОТРЕБНОСТИ В РЕСУРСАХ ПРОИЗВОДСТВЕННЫХ ЦЕХОВ
СУДОРЕМОНТНЫХ
ЗАВОДОВ (ДЛЯ УКРУПНЕННЫХ РАСЧЕТОВ)
┌────────────────────────┬────────────────────────────────────────────────┐
│ Наименование │ Величина на одного
производственного рабочего │
│ │ в наибольшей смене по цехам │
│
├───────┬────┬──────┬─────┬────────┬───────┬─────┤
│ │механо-│кор-│трубо-│комп-│электро-│дерево-│таке-│
│
│сбороч-│пус-│про-
│лекс-│ремонт- │обде-
│лаж- │
│ │ному │ному│вод- │ному │ному │лочному│ному │
│ │ │ │ному
│доко-│
│ │ │
│ │ │ │
│вому │
│ │ │
├────────────────────────┼───────┼────┼──────┼─────┼────────┼───────┼─────┤
│Установленная
мощность │ │ │
│ │ │ │ │
│технологического │ │ │
│ │ │ │ │
│оборудования, │ │ │
│ │ │ │ │
│
кВт │ 6,2
│4,5 │ 4,2 │
5,0 │ 2,4 │
2,5 │1,25 │
│
кВА │ 0,5
│5,5 │ 2,0
│ - │
0,9 │ -
│ - │
│Пар
технологический, │ 0,3
│ - │ -
│0,12 │ 2,0 │
5,5 │ -
│
│ 5 │ │ │
│ │ │ │ │
│давлением
3 x 10 Па, │
│ │ │ │
│ │ │
│кг/ч │ │ │
│ │ │ │ │
│Вода
технологическая │ │ │
│ │ │ │ │
│пресная │ │ │
│ │ │ │ │
│
суточный расход, м3/сут│ 0,4 │0,25│ 0,2 │ 0,3 │ 0,1
│ 0,3 │
- │
│
часовой расход, м3/сут │ 0,1 │0,05│ 0,03 │ 0,1
│ 0,01 │
0,1 │ -
│
│Сжатый
воздух, давлением│ 0,15
│0,15│ 0,15 │ 0,2 │ 0,02
│ 0,1 │0,05 │
│ 5 │ │ │
│ │ │ │ │
│6
x 10 Па, м3/мин │ │ │
│ │ │ │ │
│Газы,
м3/ч │ │ │
│ │ │ │ │
│
кислород │ 0,02 │0,28│ 0,2 │0,25 │ 0,02
│ -
│ - │
│
ацетилен │ 0,01 │0,01│ 0,01 │0,03
│ 0,01 │
- │ -
│
│
природный газ │ 0,01 │0,17│ 0,15 │0,03
│ 0,01 │
- │ -
│
│Прочие
производственные │ 0,01
│0,05│ 0,05 │0,01 │ 0,01
│ - │
- │
│газы │ │ │
│ │ │ │ │
└────────────────────────┴───────┴────┴──────┴─────┴────────┴───────┴─────┘
Приложение
5
(справочное)
СПРАВОЧНЫЕ
ДАННЫЕ ПО ДЕМОНТИРОВАННОМУ СУДОВОМУ ОБОРУДОВАНИЮ
───────────────────┬─────────────────────────────────────────────────────────────────────────
Наименование │ Масса установленного оборудования;
процент демонтажа
оборудования │ при заводском ремонте
├─────────────────────────────────────────────────────────┬───────────────
│ Наливное судно │ Навалочное
│
│ судно
├────────┬─────────┬───────┬───────┬───────┬───────┬──────┼───────┬───────
│ пт/х
│т/х типа │ т/х │
т/х │ т/х
│ т/х │ т/х
│т/х │т/х
│ груз. │
ОБО │ груз. │ груз.
│ груз │ груз. │груз. │груз │груз
│150000 т│
"Маршал │30000 -│20000 -│17000 -│10000
т│3800 -│50000 т│10000 -
│ "Крым"
│Буденный"│50000 т│30000 т│20000 т│ │5000 т│("Зоя │20000 т
│ │ │ │ │ │ │ │Космо- │("Капи-
│ │ │ │ │ │ │ │демьян-│тан
│ │ │ │ │ │ │ │ская") │Панфи-
│ │ │ │ │ │ │ │ │лов
│ │ │ │ │ │ │ │ │и др.)
───────────────────┼────────┼─────────┼───────┼───────┼───────┼───────┼──────┼───────┼───────
1
│ 2
│ 3 │
4 │ 5
│ 6 │
7 │ 8
│ 9 │
10
───────────────────┼────────┼─────────┼───────┼───────┼───────┼───────┼──────┼───────┼───────
Дельные
вещи │ 164; 5 │ 150;
5 │142; 5 │130; 5
│120; 5 │ 64; 5 │45; 5 │140; 5 │100; 5
Оборудование │ 65; 10 │ 60; 10 │57; 10 │50; 10 │42; 10
│35; 10 │30; 10│50; 10 │40; 10
помещений │ │ │ │ │ │ │ │ │
Рулевое
устройство │ 73; 30 │ 47; 30
│36; 30 │35; 30 │25; 30 │15; 30 │7; 30
│36; 30 │11; 30
Якорное
устройство │254; 45 │ 195; 45 │140; 45│120;
45│95; 45 │65; 45 │38; 45│127; 45│82; 45
Швартовное, │ 116; 5 │ 70; 5
│110; 5 │100; 5 │ 84; 5 │ 71; 5 │16; 5
│103; 5 │ 56; 5
буксирное
и │ │ │ │
│ │ │ │ │
папильонажное │ │ │ │ │ │ │ │ │
устройства │ │ │ │ │ │ │ │ │
Грузовое
устройство│106; 20 │ 47; 20 │23;
20 │10; 20 │10; 20 │ 6; 20 │4; 20 │15; 20
│10; 20
Шлюпочное │ 34; 15 │ 38; 15 │50; 15 │37; 15 │23; 15
│12; 15 │8; 15 │18; 15 │14; 15
устройство │ │ │ │ │ │ │ │ │
Главные
механизмы │490; 15 │ 790; 15
│550; 15│420; 15│735; 15│454; 15│ 115;
│455; 15│200; 15
│ │ │ │ │ │ │
20 │ │
Вспомогательные │220; 40 │ 390; 40 │110;
40│105; 40│170; 40│75; 40 │62; 40│106;
40│118; 40
механизмы │ │ │ │
│ │ │ │ │
Трубопроводы │2400; 20│1150; 20
│740; 20│420; 20│412; 15│280; 15│ 116;
│550; 20│315; 40
и
системы │ │ │ │ │ │ │
20 │ │
Валопровод │119; 20 │ 16; 20 │147; 20│137; 20│148;
15│57; 15 │43; 25│56; 20 │40; 20
и
движители │ │ │ │ │ │ │ │ │
Электрооборудование│160;
15 │ 160; 15 │150; 15│130; 15│112; 15│80; 15
│88; 15│110; 15│95; 15
Снабжение │ 150; 5 │ 135; 5 │115; 5 │ 80; 5 │ 50; 5
│ 45; 5 │37; 5 │100; 5 │ 70; 5
и
инвентарь │ │ │ │ │ │ │ │ │
Поручни,
площадки, │180; 15 │ 130; 15 │60; 15 │50; 15 │54;
15 │25; 15 │20; 15│48; 15 │40; 15
трапы │ │ │ │ │ │ │ │ │
Продолжение
─────────────────────────┬─────────────────────────────────────────────────────────────────────────────
Наименование
оборудования│ Масса
установленного оборудования; процент демонтажа
│ при заводском
ремонте
├────────────────┬───────────────┬──────────────────┬────────┬───────┬────────
│
Контейнеровоз │ Сухогрузное
│Грузопассажирское │З/с
│Шаланда│ Буксир
│ │ судно
│ судно │дизель- │дизель-│800
л.с.
├────────┬───────┼───────┬───────┼────────┬─────────┤ный │ная │ и РБТ
│т/х │т/х │
т/х │ т/х
│ т/х на │ т/х на
│произво-│400 м2 │
│груз. │груз.
│ груз. │ груз. │750 мест│300 мест
│дитель- │ │
│10000 т
│3000 - │10000 -│5000 - │ ("Иван
│("Михаил │ностью
│ │
│("Худож-│5000 т │12000 т│7000 т
│Франко")│Калинин")│400 м3/ч│ │
│ник │("Алек-│ │
│ │ │ │ │
│Сарьян")│сандр
│ │ │ │ │ │ │
│ │Фадеев"│ │ │ │ │ │ │
─────────────────────────┼────────┼───────┼───────┼───────┼────────┼─────────┼────────┼───────┼────────
│ 11
│ 12 │
13 │ 14
│ 15 │
16 │ 17
│ 18 │
19
─────────────────────────┼────────┼───────┼───────┼───────┼────────┼─────────┼────────┼───────┼────────
Дельные
вещи │ 38; 5 │ 36; 5 │ 49; 5 │121; 5
│ 85; 5 │ 58; 5
│ 11; 10 │ 6; 10 │ 10; 10
Оборудование
помещений │ 32; 10 │28; 10
│ 40; 5 │32; 5 │710;
10 │ 450; 10 │ 30; 15 │ 3; 15 │ 8; 5
Рулевое
устройство │ 14; 30 │11; 30 │23; 30
│11; 30 │ 11; 30 │ 10; 30
│ 7; 35 │ 2; 35
│ 7; 35
Якорное
устройство │137; 45
│63; 45 │69; 45 │58; 45 │117; 45 │ 50; 45 │ 14; 45 │11; 45 │ 12; 45
Швартовное,
буксирное │ 36; 5 │ 28; 5 │ 27; 5 │24; 5 │ 108; 5 │ 19; 5
│ 50; 10 │ 4; 10 │ 12; 10
и
папильонажное │ │ │ │ │ │ │ │ │
устройства │ │ │ │ │ │ │ │ │
Грузовое
устройство │ 39; 20 │10;
20 │16; 20 │31; 15 │ 61; 5
│ 18; 5 │ 1; 20
│ - │ 1; 20
Шлюпочное
устройство │ 27; 15 │14;
15 │13; 15 │12; 15 │100; 15 │ 49; 15 │ 8; 15
│ 1; 15 │ 3; 15
Главные
механизмы │585; 15
│263; 15│531; 15│176; 20│892; 15 │ 302; 15
│110; 50 │15; 50 │ 35; 20
Вспомогательные
механизмы│131; 40 │102; 40│89; 30 │95; 30 │120;
40 │ 138; 40 │ 5; 40
│13; 40 │ 26; 30
Трубопроводы
и системы │210; 40 │87; 40
│212; 15│108; 15│435; 15 │ 290; 15 │ 3; 20 │ 3; 20 │ 15; 15
Валопровод
и движители │ 69; 20 │33;
20 │55; 15 │72; 15 │ 62; 15 │ 88; 15 │ 25; 20 │ 2; 20 │ 6; 20
Электрооборудование │ 90; 15 │65; 15 │110;
15│90; 15 │210; 20 │ 120; 20 │ 60; 20 │ 3; 20
│ 10; 15
Снабжение
и инвентарь │ 35; 5 │ 30; 5 │45; 15 │40; 15
│260; 15 │ 112; 5 │
40; 20 │ 2; 20 │ 5; 15
Поручни,
площадки, трапы │ 20; 15 │16; 15 │72; 15 │45; 15
│275; 15 │ 110; 15 │ 80; 25 │ 4; 25 │ 15; 15
Приложение
6
(рекомендуемое)
ДАННЫЕ О
КОЛИЧЕСТВЕ МЕХАНИЗМОВ, ВКЛЮЧАЕМЫХ В ОБМЕННЫЙ ФОНД
────────────────────────────────┬──────────────────────────────────────────
Наименование механизмов │
Количество, включаемое в обменный фонд
(оборудования) │
────────────────────────────────┼──────────────────────────────────────────
Главные
двигатели (кроме │10% от
общего числа установленного
малооборотных
главных двигателей│на судах, но не менее 1 двигателя
больших
цилиндровых мощностей, │
ремонт
которых производится │
узловым
методом) │
Вспомогательные
двигатели │7% от общего
числа, но не менее
│2-х
двигателей
Компрессоры
воздушные │5%, но не
менее 1 шт.
Вспомогательные
паровые турбины │4%, но не менее 2-х шт.
Турбокомпрессоры
наддува │10%, но не менее
2-х шт.
Газовые
турбины │20%, не
менее 1 шт.
Редукторы
и гидромуфты │5%, но не
менее 2-х шт.
Центробежные
насосы │3 - 5%, но не
менее 1 шт. каждого
│типоразмера
Зубчатые
насосы │5 - 7%, но не менее 1 шт.
Насосы
переменной │10 - 15%,
но не менее 2-х шт.
производительности
для │
гидроприводов │
Рефрижераторные
установки │10% от числа
установленных,
│но не менее 1 комплекта каждого типа
Кондиционеры
(комплект в сборе) │10%, но не менее 1 комплекта каждого типа
Поршневые
насосы (всех типов) │5%, но не
менее 1 насоса каждого типа
Электродвигатели
привода │Принимается в
комплекте с механизмом
механизмов
и пускорегулирующая │
аппаратура
к ним │
Контрольно-измерительные
приборы│10% от числа установленных,
│но не
менее чем по 1 шт. каждого типа
│прибора
Приборы
связи и сигнализации │5% от
числа установленных, но не менее чем
│по 1 шт.
каждого типа
Электронавигационные
приборы, │То же
радиостанции,
командовещательные│
узлы
и телевизионные установки │
Аккумуляторы │20% от числа
установленных
Металлические
дельные вещи: │2 - 3% от числа
установл. на судах,
иллюминаторы,
задраечные │но не менее 1
компл. 1 комплект для серии
устройства,
водонепроницаемые │судов до 25
ед. и 2 комплекта для серии
двери │судов свыше 25 ед.
Камбузное
и бытовое оборудование│1. Для серии судов до 10 ед. - 1 комплект
│2. Для
серии судов до 30 ед. - 2 комплекта
│3. То
же, свыше 30 ед. - 3 комплекта
Судовые
устройства: │
а)
рулевое: баллер руля │1. На
серию судов до 10 ед. - 1 шт.
│2. То
же, свыше 10 до 30 ед. - 2 шт.
│3. То
же, свыше 30 - 3 шт.
Втулки
и штыри рулей │Для
каждых 5 судов серии - 1 комплект
б)
якорное: якоря становые │На
серию до 10 ед. - 1 к-т.
якорные
цепи, соединительные │То же, на
серию до 30 ед. - 2 комплекта
скобы
цепей, вертлюги и др. │На серию
до 10 судов - 1 компл.
│То же, до
30 судов - 3 комплекта
в)
буксирное устройство: │
1.
Буксирные лебедки │На
серию до 15 судов - 1 лебедка.
│То же,
до 40 судов - 2 лебедки
2.
Гаки, вертлюги и др. детали │На
серию в 5 судов - 1 комплект;
│свыше 5
судов на каждые дополнительные
│10 судов
дополнит. по 1 комплекту
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026