Введен в действие
Постановлением
Госстандарта РФ
от 17 марта 1998 г.
N 52
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕДЬ
МЕТОД ИСПЫТАНИЯ ПРОБ НА УДЛИНЕНИЕ СПИРАЛИ
Copper.
Method of test for sample
spiral elongation
ГОСТ 28515-97
Группа В79
ОКСТУ 1709
ПРЕДИСЛОВИЕ
1. Разработан Межгосударственным техническим комитетом по
стандартизации МТК 503 "Медь".
Внесен Госстандартом России.
2. Принят
Межгосударственным советом по стандартизации, метрологии и сертификации
(протокол N 12 от 21 ноября 1997 г.).
За принятие проголосовали:
┌─────────────────────────────┬──────────────────────────────────┐
│ Наименование государства │Наименование национального органа
│
│ │ по стандартизации │
├─────────────────────────────┼──────────────────────────────────┤
│Азербайджанская
Республика │Азгосстандарт │
│Республика
Армения │Армгосстандарт │
│Республика
Белоруссия │Госстандарт
Белоруссии │
│Грузия │Грузстандарт │
│Республика
Казахстан │Госстандарт
Республики Казахстан │
│Киргизская
Республика │Киргизстандарт │
│Республика
Молдова │Молдовастандарт │
│Российская
Федерация │Госстандарт
России │
│Республика
Таджикистан │Таджикгосстандарт │
│Туркменистан │Главная государственная
инспекция │
│
│Туркменистана
│
│Украина
│Госстандарт
Украины │
└─────────────────────────────┴──────────────────────────────────┘
3. Постановлением
Государственного комитета Российской Федерации по стандартизации, метрологии и
сертификации от 17 марта 1998 г. N 52 межгосударственный стандарт ГОСТ 28515-97
введен в действие непосредственно в качестве государственного стандарта
Российской Федерации с 1 июля 1998 г.
4. Взамен ГОСТ
28515-90.
1. ОБЛАСТЬ
ПРИМЕНЕНИЯ
Настоящий стандарт
распространяется на медь, изготовляемую в виде слитков (марка М00), катодов
(марка М00к) и изделий из них, и устанавливает метод испытания на удлинение
спирали медной проволоки (далее - проволока) для определения ее способности к
рекристаллизации при заданных параметрах термической обработки.
Сущность метода
состоит в растяжении спирали проволоки (номинальное значение диаметра от 1,00
до 2,00 мм) нагрузкой, создающей в проволоке напряжение 7 МПа, и последующем
измерении остаточного удлинения спирали.
2.
НОРМАТИВНЫЕ ССЫЛКИ
В настоящем
стандарте использованы ссылки на следующие стандарты:
ГОСТ 427-75.
Линейки измерительные металлические. Технические условия
ГОСТ 546-88 (СТ СЭВ 465-77, ИСО 431-81). Катоды медные. Технические
условия
ГОСТ 6507-90 (СТ СЭВ 344-76 - СТ СЭВ 352-76, СТ СЭВ 4134-83). Микрометры.
Технические условия
ГОСТ 28106-89 (СТ СЭВ 6192-88). Катоды медные. Отбор и подготовка проб и
образцов для определения удельного электрического сопротивления.
3. ОТБОР И
ПОДГОТОВКА ПРОБ
3.1. Отбор проб от
медных катодов (далее - катоды) проводят сверлением насквозь или вырезанием
(выдавливанием) дисков не менее чем в пяти точках по диагонали на равном
расстоянии друг от друга или в середине катода и в четырех точках по углам на
расстоянии 50 - 100 мм от краев катода, или разрезанием катода. Пробы отбирают
в количестве 0,1% партии, но не менее двух катодов. Общая масса пробы должна
быть не менее 500 г.
Допускается отбор
проб от медных катодов по ГОСТ 546 или ГОСТ 28106.
3.1.1. Пробу
катодной меди расплавляют в графитовом тигле без крышки в индукционной печи или
печи сопротивления при температуре 1150 - 1200 °С,
выдерживают в печи в течение 10 мин с периодическим перемешиванием расплава
графитовым, алундовым или кварцевым прутком и
разливают в графитовую горизонтальную изложницу, предварительно нагретую до
температуры 150 - 200 °С, для получения слитка квадратного сечения со стороной
квадрата от 18 до 22 мм и длиной от 100 до 200 мм или в графитовую вертикальную
изложницу для получения слитка диаметром от 10 до 18 мм и высотой от 200 до 300
мм.
Массовая доля
кислорода в пробном слитке должна быть от 0,020 до 0,045%.
3.2. Отбор проб от
медных слитков (далее - слитки) проводят согласно рисунку 1. У пробы,
отобранной от слитка горизонтального литья, удаляют участок свободной
поверхности застывания от 10 до 15 мм, обогащенной кислородом.
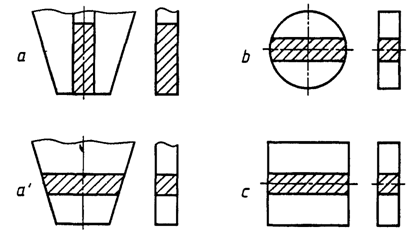
а, а' - место
отбора проб от слитков горизонтального литья;
b - место отбора
проб от слитков вертикального литья
в круглые
изложницы; с - место отбора проб от слитков
вертикального литья
в прямоугольные или квадратные
изложницы
Рисунок 1. Место
отбора проб от слитков
Проба должна иметь
сечение 20 х 20 мм.
3.3. Пробу от
катаной или прессованной прутковой заготовки (далее - прутковая заготовка)
отбирают на расстоянии не менее 2 м от конца бухты. Масса пробы должна быть не
менее 300 г.
3.4. Пробу от
переплавленных катодов, слитка или прутковой заготовки подвергают пластической
деформации в горячем или холодном состоянии для получения прутка диаметром не
более 8,00 мм.
Перед пластической
деформацией проб от катодов и слитков допускается обтачивать их на токарном
станке до получения диаметра от 10 до 18 мм.
3.5. Пруток
подвергают отжигу в трубчатой печи при температуре (700 +/- 5) °С в течение 1 ч, после чего
охлаждают в воде, травят в растворе серной кислоты (массовая доля 10 - 15%) и
промывают водой. Если отжиг проводят в неокислительной атмосфере, то травление
исключают.
Допускаются перед
отжигом разрезание прутка на части длиной не менее 400 мм, а после отжига -
механическая очистка поверхности пробы.
3.6. Для получения
образцов проволоки пруток диаметром не более 8,00 мм после отжига подвергают
волочению в волочильной машине для получения проволоки диаметром от 1,00 до
2,00 мм. Вытяжку проводят одинарными проходами в одном направлении с единичным
обжатием в пределах 20 - 25% со скоростью не более 1 м/с. После каждого прохода
проволоку охлаждают в течение не менее 1 мин в воде или 5 мин на воздухе.
Рекомендуется
применение следующей серии волочения до получения проволоки диаметром: 8,00;
7,20; 6,35; 5,50; 4,80; 4,20; 3,70; 3,30; 2,90; 2,55; 2,25; 2,00; 1,83; 1,63;
1,45; 1,29; 1,14; 1,00 мм.
3.7.
Окончательный отжиг образцов проволоки диаметром 1,00 - 2,00 мм, свернутых в
бухту диаметром (200 +/- 10) мм, проводят в термостате при температуре (200 +/-
0,5) °С в течение 2 ч. Продолжительность нагрева проволоки до 200 °С не должна превышать 5 мин.
3.8. После отжига
проволоку охлаждают в воде, обезжиривают и разделяют на отрезки длиной от 1300
до 1400 мм. Количество образцов для испытаний должно соответствовать требованиям
нормативной документации на металлопродукцию, но быть не менее трех.
3.9. В средней
части каждого образца проволоки несмываемой краской наносят отметки
измерительной длины ![]() = (1000 +/- 1) мм. Спираль получают наматыванием
образца проволоки на отшлифованный стержень, диаметр которого в десять раз
превышает диаметр проволоки, с погрешностью +/- 0,01 мм со скоростью вращения
стержня от 4,7 до 5,7 рад/с.
= (1000 +/- 1) мм. Спираль получают наматыванием
образца проволоки на отшлифованный стержень, диаметр которого в десять раз
превышает диаметр проволоки, с погрешностью +/- 0,01 мм со скоростью вращения
стержня от 4,7 до 5,7 рад/с.
При наматывании
спирали свободный конец образца нагружают грузом массой от 1120 до 2240 г.
Спираль должна быть плотной и компактной и намотана
таким образом, чтобы не менее одного витка с каждого конца спирали находилось
вне измерительной длины ![]() = (28 +/- 2) мм.
= (28 +/- 2) мм.
4.
АППАРАТУРА
4.1. Индукционная
печь или печь сопротивления для переплавки пробы катодной меди при температуре
1150 - 1200 °С.
4.2. Трубчатая печь
для термической обработки прутка при температуре (700 +/- 5) °С, обеспечивающая
постоянную температуру по всей длине пробы при отжиге.
4.3. Термостат для
окончательного отжига образца проволоки, свернутого в бухту диаметром (200 +/-
10) мм, при температуре (200 +/- 0,5) °С или любой нагревательный прибор,
обеспечивающий условия отжига по 3.7.
4.4. Оборудование
для пластической деформации пробы при изготовлении прутка диаметром не более
8,00 мм в горячем или холодном состоянии.
4.5. Волочильная
машина любого типа для волочения проволоки диаметром от 8,00 до 1,00 мм со
скоростью не более 1 м/с.
4.6. Испытательная
машина, обеспечивающая наматывание спирали с частотой вращения стержня от 4,7
до 5,7 рад/с и растяжение спирали под грузом массой от 1120 до 2240 г со
скоростью (2,5 +/- 0,5) см/с.
4.7. Измерительная
металлическая линейка по ГОСТ 427.
4.8. Микрометр типа
МК класса точности 1 с пределами измерений 0 - 25 мм и ценой деления 0,01 мм по
ГОСТ 6507.
5.
ПРОВЕДЕНИЕ ИСПЫТАНИЙ И ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. При испытании спираль зацепляют одним концом к тросику для
растяжения, другим - к грузу массой от 1120 до 2240 г (в зависимости от
диаметра проволоки) и растягивают ее со скоростью (2,5 +/- 0,5) см/с. После
отрыва груза от основания испытательной машины растяжение прекращают и
выдерживают спираль под грузом в течение 1 мин.
5.2. Груз осторожно
снимают со спирали, спираль укладывают в горизонтальное положение, выдерживают
для релаксации в течение не менее 1 мин и измеряют длину спирали ![]() по ее оси между отметками измерительной длины
по ее оси между отметками измерительной длины ![]() . Длину
спирали измеряют с погрешностью 1 мм.
. Длину
спирали измеряют с погрешностью 1 мм.
5.3. Значение
удлинения спирали ![]() вычисляют по формуле
вычисляют по формуле
![]() . (1)
. (1)
Значение ![]() определяют с погрешностью 1 мм.
определяют с погрешностью 1 мм.
5.4. Значение ![]() определяют как среднее арифметическое
результатов испытаний всех образцов. Отклонение результатов каждого испытания
от среднего арифметического не должно превышать 10%.
определяют как среднее арифметическое
результатов испытаний всех образцов. Отклонение результатов каждого испытания
от среднего арифметического не должно превышать 10%.
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026