Введен в действие
Постановлением
Госстандарта РФ
от 14 апреля 1998
г. N 121
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛЕНТЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Aluminium and aluminium alloys strips.
Specifications
ГОСТ 13726-97
Группа В54
ОКП 18 1114
Предисловие
1. Разработан
Межгосударственным техническим комитетом МТК 297 "Материалы и
полуфабрикаты из легких и специальных сплавов" ОАО "Всероссийский
институт легких сплавов (ОАО ВИЛС).
Внесен Госстандартом России.
2. Принят
Межгосударственным советом по стандартизации, метрологии и сертификации
(Протокол N 12-97 от 21 ноября 1997 г.).
За принятие
проголосовали:
┌────────────────────────────┬───────────────────────────────────┐
│ Наименование государства │ Наименование национального органа
│
│ │ по стандартизации │
├────────────────────────────┼───────────────────────────────────┤
│Азербайджанская
Республика │Азгосстандарт │
│Республика
Армения │Армгосстандарт │
│Республика
Белоруссия │Госстандарт
Белоруссии │
│Грузия │Грузстандарт │
│Республика
Казахстан │Госстандарт
Республики Казахстан │
│Киргизская
Республика │Киргизстандарт │
│Республика
Молдова │Молдовастандарт │
│Российская
Федерация │Госстандарт
России │
│Республика
Таджикистан │Таджикгосстандарт │
│Туркменистан │Главная государственная
инспекция │
│
│Туркменистана
│
│Республика
Узбекистан │Узгосстандарт │
│Украина │Госстандарт
Украины │
└────────────────────────────┴───────────────────────────────────┘
3. Постановлением
Государственного комитета Российской Федерации по стандартизации, метрологии и
сертификации от 14 апреля 1998 г. N 121 межгосударственный стандарт ГОСТ
13726-97 введен в действие непосредственно в качестве государственного
стандарта Российской Федерации с 1 января 1999 г.
4. Взамен ГОСТ
13726-78.
1. ОБЛАСТЬ
ПРИМЕНЕНИЯ
Настоящий стандарт
распространяется на ленты из алюминия и алюминиевых сплавов.
2.
НОРМАТИВНЫЕ ССЫЛКИ
В настоящем
стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.510-93.
ЕСЗКС. Полуфабрикаты из алюминия и алюминиевых сплавов. Общие требования к
временной противокоррозионной защите, упаковке, транспортированию и хранению
ГОСТ 427-75.
Линейки измерительные металлические. Основные параметры и размеры. Технические
требования
ГОСТ 1131-76.
Сплавы алюминиевые деформируемые в чушках. Технические условия
ГОСТ 1497-84 (ИСО
6892-84). Металлы. Методы испытания на растяжение
ГОСТ 3221-85.
Алюминий первичный. Методы спектрального анализа
ГОСТ 4381-87.
Микрометры рычажные. Общие технические условия
ГОСТ 4784-97.
Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5009-82.
Шкурка шлифовальная тканевая и бумажная. Технические условия
ГОСТ 6456-82.
Шкурка шлифовальная бумажная. Технические условия
ГОСТ 6507-90.
Микрометры. Технические условия
ГОСТ 7502-98.
Рулетки измерительные металлические. Технические условия
ГОСТ 7727-81.
Сплавы алюминиевые. Методы спектрального анализа
ГОСТ 8026-92.
Линейки поверочные. Технические условия
ГОСТ 11069-2001.
Алюминий первичный. Марки
ГОСТ 11701-84.
Металлы. Методы испытания на растяжение тонких листов и лент
ГОСТ 11739.1-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения оксида алюминия
ГОСТ 11739.2-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения бора
ГОСТ 11739.3-99.
Сплавы алюминиевые литейные и деформируемые. Методы определения бериллия
ГОСТ 11739.4-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения висмута
ГОСТ 11739.5-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения ванадия
ГОСТ 11739.6-99.
Сплавы алюминиевые литейные и деформируемые. Методы определения железа
ГОСТ 11739.7-99.
Сплавы алюминиевые литейные и деформируемые. Методы определения кремния
ГОСТ 11739.8-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения калия
ГОСТ 11739.9-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения кадмия
ГОСТ 11739.10-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения лития
ГОСТ 11739.11-98.
Сплавы алюминиевые литейные и деформируемые. Методы определения магния
ГОСТ 11739.12-98.
Сплавы алюминиевые литейные и деформируемые. Методы определения марганца
ГОСТ 11739.13-98.
Сплавы алюминиевые литейные и деформируемые. Методы определения меди
ГОСТ 11739.14-99.
Сплавы алюминиевые литейные и деформируемые. Методы определения мышьяка
ГОСТ 11739.15-99.
Сплавы алюминиевые литейные и деформируемые. Метод определения натрия
ГОСТ 11739.16-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения никеля
ГОСТ 11739.17-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения олова
ГОСТ 11739.18-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения свинца
ГОСТ 11739.19-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения сурьмы
ГОСТ 11739.20-99.
Сплавы алюминиевые литейные и деформируемые. Метод определения титана
ГОСТ 11739.21-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения хрома
ГОСТ 11739.22-90.
Сплавы алюминиевые литейные и деформируемые. Методы определения редкоземельных
элементов и иттрия
ГОСТ 11739.23-99.
Сплавы алюминиевые литейные и деформируемые. Методы определения циркония
ГОСТ 11739.24-98.
Сплавы алюминиевые литейные и деформируемые. Методы определения цинка
ГОСТ 12697.1-77.
Алюминий. Методы определения ванадия
ГОСТ 12697.2-77.
Алюминий. Методы определения магния
ГОСТ 12697.3-77.
Алюминий. Метод определения марганца
ГОСТ 12697.4-77.
Алюминий. Метод определения натрия
ГОСТ 12697.5-77.
Алюминий. Метод определения хрома
ГОСТ 12697.6-77.
Алюминий. Метод определения кремния
ГОСТ 12697.7-77.
Алюминий. Метод определения железа
ГОСТ 12697.8-77.
Алюминий. Методы определения меди
ГОСТ 12697.9-77.
Алюминий. Методы определения цинка
ГОСТ 12697.10-77.
Алюминий. Метод определения титана
ГОСТ 12697.11-77.
Алюминий. Метод определения свинца
ГОСТ 12697.12-77.
Алюминий. Методы определения мышьяка
ГОСТ 12697.13-90.
Алюминий. Методы определения галлия
ГОСТ 12697.14-90.
Алюминий. Метод определения кальция
ГОСТ 14192-96.
Маркировка грузов
ГОСТ 18242-72.
Статистический приемочный контроль по альтернативному признаку. Планы контроля
<*>
--------------------------------
<*> На
территории РФ действует ГОСТ Р 50779.71-99.
ГОСТ 18321-73.
Качество продукции. Статистические методы управления. График отбора единиц
продукции в выборку
ГОСТ 19300-86. Средства
измерения шероховатости поверхности профильным методом. Профилографы-профилометры
контактные. Типы и основные параметры
ГОСТ 24047-80.
Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на
растяжение
ГОСТ 24231-80.
Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для
химического анализа
ГОСТ 25086-87.
Цветные металлы и их сплавы. Общие требования к методикам анализа
ГОСТ 26877-91.
Металлопродукция. Методы измерения отклонений формы.
3.
КЛАССИФИКАЦИЯ
3.1. Ленты
подразделяют:
- По способу изготовления:
а) неплакированные - без дополнительного обозначения;
б) плакированные:
1) с технологической плакировкой - Б;
2) с нормальной плакировкой - А.
- По состоянию материала:
а) без термической обработки - без дополнительного обозначения;
б) отожженные - М;
в) четвертьнагартованные - Н1;
г) полунагартованные - Н2;
д) тричетвертинагартованные - Н3;
е) нагартованные - Н.
- По точности изготовления по толщине:
а) с несимметричными отклонениями по толщине:
1) нормальной точности - без дополнительного обозначения;
2) повышенной точности - П;
б) с симметричными отклонениями по толщине - С.
4.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1. Ленты изготовляют
в соответствии с требованиями настоящего стандарта из алюминия марок: А7, А6, А5, А0 с химическим составом по ГОСТ 11069; АД0, АД1,
АД00, АД с химическим составом по ГОСТ 4784; из алюминиевых сплавов марок: ММ,
Д12, АМц, АМцС, АМг2, АМг3, АМг5, АМг6, АВ, Д1, Д16, В95, 1915 с химическим
составом по ГОСТ 4784; В95-1 с химическим составом по ГОСТ 1131.
4.2. Основные
параметры и размеры
4.2.1. Ленты в
зависимости от марки сплава, плакировки и состояния материала изготовляют
размеров, указанных в таблице 1.
Таблица 1
Размеры
лент из алюминия и алюминиевых сплавов
В миллиметрах
┌───────────────┬───────────────────┬──────────────┬─────────────┐
│ Состояние
│Марка алюминия или │ Толщина лент │ Ширина лент
│
│ материала
│алюминиевого сплава│ │ │
│ │ и плакировка │ │ │
├───────────────┼───────────────────┼──────────────┼─────────────┤
│Без
термической│А7, А6, А5, А0, │От 5,0 до 10,5│1000,
1200, │
│обработки │АД0, АД1,
АД00, АД,│
│1400, 1500, │
│ │АМц,
АМцС, АМг2, │ │1600, 1800, │
│ │АМг3, АМг5, АМг6, │ │2000 │
│ │АМг6Б, АВ, Д1, Д1А,│
│ │
│ │Д16, Д16А, В95-1, │ │ │
│ │В95-1А │ │ │
│
├───────────────────┤
├─────────────┤
│ │1915 │ │1200, 1500, │
│ │ │ │2000 │
│
├───────────────────┤
├─────────────┤
│ │В95А │ │1000, 1200, │
│ │ │ │1400, 1500, │
│ │ │ │2000 │
├───────────────┼───────────────────┼──────────────┼─────────────┤
│Отожженное │А7, А6, А5, А0, │От 0,25 до 2,0│От
40 до 500,│
│ │АД0,
АД1, АД00, АД,│
│600, 700, │
│ │АМц,
АМцС, АМг2, │ │800, 900, │
│ │АМг3 │ │1000 │
│ │ ├──────────────┼─────────────┤
│ │ │Св. 2,0 до
3,0│700, 800, │
│ │ │ │900, 1000 │
│
├───────────────────┼──────────────┼─────────────┤
│ │А7,
А6, А5, А0, │От 0,3 до 0,4
│1000 │
│ │АД0,
АД1, АД00,
АД,├──────────────┼─────────────┤
│ │АМц,
АМцС, АМг2, АВ│Св.
0,4 до 0,7│1000, 1200, │
│ │ │ │1400, 1500, │
│ │ │ │1600 │
│ │
├──────────────┼─────────────┤
│ │ │Св. 0,7 │1000, 1200, │
│ │ │до 10,5 │1400, 1500, │
│ │ │ │1600, 1800, │
│ │ │ │2000 │
│
├───────────────────┼──────────────┼─────────────┤
│ │Д1,
Д16, Д1А, Д16Б,│От 0,5 до 0,7 │1000, 1200, │
│ │Д16А │ │1400, 1500, │
│ │ │ │1600 │
│ │
├──────────────┼─────────────┤
│ │ │Св. 0,7 │1000, 1200, │
│ │ │до 10,5 │1400, 1500, │
│ │ │ │1600, 1800, │
│ │ │ │2000 │
│
├───────────────────┼──────────────┼─────────────┤
│ │АМг3, АМг5, АМг6Б,
│От 0,5 до 0,7 │1000, 1200,
│
│ │АМг6 │ │1400, 1500, │
│ │ │ │1600 │
│ │ ├──────────────┼─────────────┤
│ │ │Св. 0,7 │1000, 1200, │
│ │ │до 10,5 │1400, 1500, │
│ │ │ │1600, 1800, │
│ │ │ │2000 │
│
├───────────────────┼──────────────┼─────────────┤
│ │В95-1, В95-1А │От 0,8 до
2,0 │1000, 1200 │
│ │
├──────────────┼─────────────┤
│ │ │Св. 2,0 │1000, 1200, │
│ │ │до 10,5 │1400, 1500, │
│ │ │ │1600, 1800, │
│ │ │ │2000 │
│
├───────────────────┼──────────────┼─────────────┤
│ │1915 │0,8 │1200 │
│ │
├──────────────┼─────────────┤
│ │ │От 1,0 до 4,5
│1200, 1500 │
│
├───────────────────┼──────────────┼─────────────┤
│ │Д12 │От 0,5 до 4,0
│1200, 1500 │
│
├───────────────────┼──────────────┼─────────────┤
│ │В95А │От 0,5 до 0,7
│1000, 1200, │
│ │ │ │1400, 1500 │
│ │
├──────────────┼─────────────┤
│ │ │Св. 0,7 │1000, 1200, │
│ │ │до 10,5 │1400, 1500, │
│ │ │ │2000 │
├───────────────┼───────────────────┼──────────────┼─────────────┤
│Четверть- │АМг2 │От 0,3 до 0,4
│1000 │
│нагартованное
│
├──────────────┼─────────────┤
│ │ │Св. 0,4 до
4,0│1000, 1200, │
│ │ │ │1400, 1500 │
├───────────────┼───────────────────┼──────────────┼─────────────┤
│Полунагарто-
│АМц, АМцС,
АМг2 │От
0,3 до 0,4 │1000 │
│ванное │
├──────────────┼─────────────┤
│ │ │Св. 0,4 до
0,7│1000, 1200, │
│ │ │ │1400, 1500, │
│ │ │ │1600 │
│
├───────────────────┼──────────────┼─────────────┤
│ │АМц,
АМцС, АМг2, │Св. 0,7 до 4,0│1000, 1200, │
│ │АМг3 │ │1400, 1500, │
│ │ │ │1600, 1800, │
│ │ │ │2000 │
│
├───────────────────┼──────────────┼─────────────┤
│ │Д12 │От 0,5 до 4,0
│1200, 1500 │
│
├───────────────────┼──────────────┼─────────────┤
│ │А7,
А6, А5, А0, │От 0,8 до 4,5
│1000, 1200, │
│ │АД0,
АД1, АД, АД00 │
│1400, 1500 │
├───────────────┼───────────────────┼──────────────┼─────────────┤
│Тричетверти-
│АМц, АМг2 │От 0,3 до 0,4
│1000 │
│нагартованное
│
├──────────────┼─────────────┤
│ │ │Св. 0,4 до
4,0│1000, 1200, │
│ │ │ │1400, 1500 │
├───────────────┼───────────────────┼──────────────┼─────────────┤
│Нагартованное
│А7, А6, А5, А0,
│От 0,25 до 2,0│От 40 до
500,│
│ │АД0,
АД1, АД00, АД,│
│600, 700, │
│ │АМц,
АМцС, ММ
│ │800,
900, │
│ │ │ │1000 │
│
├───────────────────┼──────────────┼─────────────┤
│ │А7,
А6, А5, А0, │От 0,3 до 0,4
│1000 │
│ │АД0,
АД1, АД00,
АД,├──────────────┼─────────────┤
│ │АМц,
АМцС, АМг2 │Св. 0,4 до 0,7│1000,
1200, │
│ │ │ │1400, 1500, │
│ │ │ │1600 │
│ │
├──────────────┼─────────────┤
│ │ │Св. 0,7 до
4,0│1000, 1200, │
│ │ │ │1400, 1500, │
│ │ │ │1600, 1800, │
│ │ │ │2000 │
│
├───────────────────┼──────────────┼─────────────┤
│ │АМг6Б, АМг6 │От 1,0
до 1,5 │1000, 1200 │
│ │
├──────────────┼─────────────┤
│ │ │Св. 1,5 до
4,0│1000, 1200, │
│ │ │ │1400, 1500, │
│ │ │ │1600, 1800, │
│ │ │ │2000 │
│
├───────────────────┼──────────────┼─────────────┤
│ │ММ │От 2,0 до 4,5
│1000, 1200, │
│ │ │ │1400, 1500 │
└───────────────┴───────────────────┴──────────────┴─────────────┘
4.2.2. Толщина и
ширина лент, изготовляемых прокаткой требуемой ширины, а также предельные
отклонения по толщине, в зависимости от толщины и ширины лент, должны соответствовать
значениям, приведенным в таблице 2.
Таблица 2
Предельные
отклонения по толщине лент
В миллиметрах
┌────┬─────────────────────────────────────────────────────────────────────────────────────────────┐
│Тол-│ Предельные отклонения по
толщине при ширине лент
│
│щина├───────────────────────────┬────────────────────┬────────────────────────────────┬─────┬─────┤
│лент│ до 1000 включ. │ 1200 │ св. 1200 до 1600 включ. │1800 │2000 │
│
├──────────────────┬────────┼───────────┬────────┼───────────────────────┬────────┼─────┼─────┤
│ │
несимметричные │симмет-
│несиммет-
│симмет- │ несимметричные │симмет-
│не- │не- │
│ │
отклонения │ричные │ричные │ричные │ отклонения │ричные │сим-
│сим- │
│
├─────┬─────┬──────┤откло- │отклонения │откло-
├─────┬───────────┬─────┤откло- │мет-
│мет- │
│ │от 40│700, │ 1000
│нения
├─────┬─────┤нения │1400
│ 1500 │1600 │нения │рич-
│рич- │
│ │до
│800, │
│ │нор- │повы-│ │
├─────┬─────┤ │ │ные │ные │
│ │500, │900 │
│ │маль-│шен- │
│ │нор- │повы-│
│ │от-
│от- │
│ │600
│ │ │ │ной │ной │
│ │маль-│шен- │ │ │кло-
│кло- │
│ │
│ │ │ │точ-
│точ- │ │ │ной
│ной
│ │ │не- │нения│
│ │
│ │ │ │ности│ности│ │ │точ- │точ- │
│ │ния │ │
│ │
│ │ │ │ │
│ │ │ности│ности│ │ │ │
│
├────┼─────┼─────┼──────┼────────┼─────┼─────┼────────┼─────┼─────┼─────┼─────┼────────┼─────┼─────┤
│0,25│-0,05│-0,08│-0,08
│+/- 0,03│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
│ - │
│0,3
│-0,05│-0,08│-0,10 │+/- 0,03│ -
│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
│
│0,4
│-0,05│-0,08│-0,10 │+/- 0,03│-0,12│-0,10│+/-
0,05│ - │
- │ -
│ - │
- │ -
│ - │
│0,5
│-0,05│-0,08│-0,10 │+/-
0,03│-0,12│-0,10│+/-
0,06│-0,12│-0,12│-0,10│-0,13│+/- 0,06│ - │ -
│
│0,6
│-0,05│-0,10│-0,12 │+/-
0,04│-0,12│-0,10│+/-
0,06│-0,13│-0,13│-0,11│-0,13│+/- 0,08│ - │ -
│
│0,7
│-0,05│-0,10│-0,12 │+/-
0,04│-0,13│-0,10│+/-
0,06│-0,14│-0,13│-0,11│-0,14│+/- 0,08│ - │ -
│
│0,8
│-0,10│-0,12│-0,12 │+/-
0,05│-0,13│-0,12│+/-
0,07│-0,14│-0,14│-0,12│-0,14│+/-
0,10│-0,16│-0,18│
│0,9
│-0,10│-0,12│-0,12 │+/-
0,05│-0,13│-0,12│+/- 0,07│-0,14│-0,14│-0,12│-0,14│+/-
0,10│-0,16│-0,18│
│1,0
│-0,10│-0,15│-0,15 │+/-
0,06│-0,16│-0,14│+/-
0,08│-0,16│-0,17│-0,15│-0,17│+/-
0,10│-0,18│-0,20│
│1,1
│-0,10│-0,15│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
│
│1,2
│-0,10│-0,15│-0,15 │+/-
0,07│-0,16│-0,14│+/-
0,09│-0,17│-0,17│-0,15│-0,17│+/-
0,12│-0,20│-0,22│
│1,3
│-0,10│-0,15│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
│
│1,4
│-0,10│-0,15│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
│
│1,5
│-0,15│-0,20│-0,20 │+/-
0,07│-0,22│-0,18│+/-
0,10│-0,25│-0,25│-0,20│-0,25│+/-
0,14│-0,26│-0,27│
│1,6
│-0,15│-0,20│-0,20 │+/-
0,07│-0,22│-0,18│+/-
0,10│-0,25│-0,25│-0,22│-0,25│+/-
0,14│-0,26│-0,27│
│1,7
│-0,15│-0,20│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
│ - │
- │ -
│
│1,8
│-0,15│-0,20│-0,20 │+/-
0,08│-0,22│-0,20│+/-
0,11│-0,25│-0,25│-0,22│-0,25│+/-
0,14│-0,26│-0,27│
│1,9
│-0,15│-0,20│-0,20 │+/-
0,08│-0,22│-0,20│+/- 0,11│-0,25│-0,25│-0,22│-0,25│+/-
0,14│-0,26│-0,27│
│2,0
│-0,15│-0,20│-0,20 │+/-
0,09│-0,24│-0,20│+/-
0,12│-0,26│-0,25│-0,24│-0,25│+/-
0,16│-0,26│-0,28│
│2,5
│ - │-0,25│-0,25 │+/-
0,10│-0,28│ - │+/- 0,13│-0,29│-0,29│ -
│-0,29│+/- 0,17│-0,30│-0,30│
│3,0
│ - │-0,30│-0,30 │+/-
0,11│-0,33│ - │+/-
0,14│-0,34│-0,34│
- │-0,34│+/-
0,18│-0,35│-0,35│
│3,5
│ - │
- │-0,30 │+/-
0,12│-0,34│ - │+/-
0,16│-0,35│-0,35│
- │-0,35│+/-
0,20│-0,36│-0,36│
│4,0
│ - │
- │-0,30 │+/-
0,15│-0,35│ - │+/-
0,18│-0,36│-0,36│ - │-0,36│+/-
0,22│-0,37│-0,37│
│4,5
│ - │
- │-0,30 │+/-
0,15│-0,35│ - │+/-
0,18│-0,36│-0,36│
- │-0,36│+/-
0,22│-0,37│-0,37│
│ │
│
├──────┤ ├─────┴─────┤
├─────┴─────┴─────┴─────┤
├─────┴─────┤
│5,0
│ - │
- │+/- 5%│+/-
0,18│ +/- 5% от │+/- 0,22│ +/- 5% от номинальной │+/-
0,25│+/- 5% │
│5,5
│ - │
- │от │+/- 0,18│номинальной│+/-
0,22│ толщины │+/- 0,25│от номи- │
│6,0
│ - │
- │номи-
│+/- 0,22│ толщины │+/- 0,25│ │+/-
0,30│нальной │
│6,5
│ - │
- │наль-
│+/- 0,22│
│+/- 0,25│ │+/-
0,30│толщины │
│7,0
│ - │
- │ной │+/- 0,22│ │+/- 0,25│ │+/-
0,30│ │
│7,5
│ - │
- │толщи-│+/- 0,22│ │+/- 0,25│ │+/-
0,30│ │
│8,0
│ - │
- │ны │+/- 0,30│ │+/- 0,30│ │+/-
0,35│ │
│8,5
│ - │
- │ │+/- 0,30│ │+/- 0,30│ │+/- 0,35│ │
│9,0
│ - │
- │ │+/- 0,30│ │+/- 0,30│ │+/-
0,35│ │
│9,5
│ - │
- │ │+/- 0,30│ │+/- 0,30│ │+/-
0,35│ │
│10,0│ -
│ - │
│+/- 0,35│ │+/- 0,35│ │+/-
0,38│ │
│10,5│ -
│ - │
│+/- 0,35│
│+/- 0,35│ │+/-
0,38│ │
└────┴─────┴─────┴──────┴────────┴───────────┴────────┴───────────────────────┴────────┴───────────┘
4.2.3. Ленты,
изготовляемые прокаткой требуемой ширины, шириной до 300 мм должны быть с
интервалом 5 мм, а ленты шириной свыше 300 до 500 мм - с интервалом 50 мм.
4.2.4. Ленты
толщиной от 0,25 до 4,0 мм, шириной менее 1000 мм могут изготовляться продольной
разрезкой лент шириной свыше 1000 мм.
4.2.5. Ленты,
получаемые продольной разрезкой, изготовляют шириной: 300, 321, 340, 350, 360,
366, 390, 400, 430, 496, 500, 560, 570, 600, 630 мм.
4.2.6. Предельные
отклонения по толщине лент, изготовляемых продольной разрезкой, должны
соответствовать предельным отклонениям по толщине лент шириной 1500 мм.
4.2.7. Ленты,
изготовляемые прокаткой требуемой ширины, толщиной до 3,0 мм включительно при
ширине до 1000 мм включительно изготовляют с обрезкой кромок и утолщенных
концов.
Толщина концов лент
после обрезки утолщенных концов не должна превышать номинальной.
Допускается
изготовление лент шириной от 800 до 900 мм прокаткой требуемой ширины из
алюминиевых сплавов без обрезки кромок и утолщенных концов.
4.2.8.
Предельные отклонения по ширине обрезанных лент толщиной до 4,0 мм и шириной до
1000 мм в зависимости от толщины должны соответствовать указанным в таблице 3.
Таблица 3
Предельные
отклонения по ширине лент
В миллиметрах
┌──────────────────────┬─────────────────────────────────────────┐
│ Толщина лент │
Предельные отклонения по ширине лент
│
│
├─────────┬──────────┬──────────┬─────────┤
│ │ от 40
│ св. 200 │ св. 400 │ св. 600 │
│ │ до 200 │
до 400 │ до 600
│ до 1000 │
├──────────────────────┼─────────┼──────────┼──────────┼─────────┤
│От 0,25 до 1,0 включ.│
+/- 0,5 │ +/- 1,0 │ +/-
2,0 │ +/- 5,0 │
│Св.
1,0 " 2,0
" │ +/- 0,6 │
+/- 1,0 │ +/- 3,0 │ +/- 5,0 │
│" 2,0
" 4,0 "
│ - │
- │ -
│ +/- 5,0 │
└──────────────────────┴─────────┴──────────┴──────────┴─────────┘
4.2.9. Ленты,
изготовляемые прокаткой требуемой ширины, всех толщин при ширине свыше 1000 мм
изготовляют без обрезки кромок и утолщенных концов.
4.2.10. Предельные
отклонения по ширине лент без обрезки кромок и утолщенных концов, изготовляемых
прокаткой требуемой ширины, должны быть:
- не более +50 мм -
для алюминия всех марок и алюминиевых сплавов марок ММ, АМц,
АМцС, АМг2;
- не более +80 мм -
для алюминиевых сплавов марок АМг3, АМг5, АМг6, АВ,
Д1, Д12, Д16, В95, В95-1, 1915.
4.2.11. Ленты в
рулонах изготовляют длиной, полученной из прокатанной заготовки.
В рулоне при
толщине ленты 1,0 мм и менее допускается не более двух обрывов, а при толщине
ленты более 1,0 мм обрывы не допускаются.
Для лент без
обрезки кромок и утолщенных концов количество утолщенных концов в рулоне не
должно превышать двух при отсутствии обрывов. При каждом обрыве допускается
дополнительно по два утолщенных конца.
Допускается
изготовление рулона сваркой нескольких рулонов. В рулоне допускается
не более двух сварных швов. В месте сварного шва допускается утолщение
не более 3% номинальной толщины ленты.
4.2.12. Внутренний
диаметр рулонов должен быть для обрезанных лент и лент без обрезки кромок (500
+/- 10) мм или (750 +/- 10) мм.
Ленты толщиной 0,5
мм и менее допускается наматывать на шпули. При этом внутренний диаметр рулона
должен быть: (70 +/- 5), (100 +/- 5), (250 +/- 2), (280 +/- 2), (290 +/- 10),
(300 +/- 2) и (500 +/- 2) мм.
4.2.13. Телескопичность рулонов не должна превышать:
- плюс 10 мм - для
обрезанных по кромкам лент;
- плюс 40 мм - для
необрезанных по кромкам лент.
4.2.14.
Теоретическую массу ![]() 1 м2 ленты, кг,
шириной от 40 до 500 мм вычисляют по формуле
1 м2 ленты, кг,
шириной от 40 до 500 мм вычисляют по формуле
![]() , (1)
, (1)
теоретическую массу 1 м длины ленты, кг,
шириной 600 мм и более вычисляют по формуле
![]() , (2)
, (2)
где ![]() ,
, ![]() - наибольшие и наименьшие размеры по толщине, мм;
- наибольшие и наименьшие размеры по толщине, мм;
![]() ,
, ![]() - наибольшие и наименьшие размеры по ширине, мм;
- наибольшие и наименьшие размеры по ширине, мм;
![]() -
плотность алюминиевого сплава, г/см3.
-
плотность алюминиевого сплава, г/см3.
Теоретическая масса
ленты вычислена при плотности 2,85 г/см3, что соответствует плотности
алюминиевых сплавов марок В95 и В95-1 и приведена в Приложении А.
Для вычисления
теоретической массы лент из алюминия и алюминиевых сплавов других марок следует
пользоваться переводными коэффициентами, указанными в Приложении Б.
4.2.15. Марку и
состояние материала, плакировку, размеры и точность изготовления лент
потребитель указывает в заказе. При отсутствии требований в заказе точность
изготовления определяет изготовитель.
Условные
обозначения лент при заказе проставляют по схеме:
Лента │ ХХХХХХ │ Х │ ХХ │ │ Х │ │ РЛ │ ГОСТ 13726 │
──────────────┘ │ │ │ │ │ │ │ │
Марка │ │ │ │ │ │ │ │
───────────────────────┘ │ │ │ │ │ │ │
Способ изготовления │ │ │ │ │ │ │
(плакировка) │ │ │ │ │ │ │
───────────────────────────┘ │ │ │ │ │ │
Состояние материала │ │ │ │ │ │
────────────────────────────────┘ │ │ │ │ │
Толщина ленты │ │ │ │ │
────────────────────────────────────┘ │ │ │ │
Точность по толщине │ │ │ │
────────────────────────────────────────┘ │ │ │
Ширина ленты │ │ │
────────────────────────────────────────────┘ │ │
Рулон │ │
─────────────────────────────────────────────────┘ │
Обозначение стандарта │
──────────────────────────────────────────────────────────────┘
Примеры условных
обозначений:
Лента из
алюминиевого сплава марки Д16 с нормальной плакировкой в отожженном состоянии,
толщиной 2,0 мм, шириной 1200 мм, нормальной точности изготовления, в рулоне
(РЛ):
Лента Д16.А.М 2 х
1200 х РЛ ГОСТ 13726-97.
То же, повышенной
точности изготовления:
Лента Д16.А.М 2П х
1200 х РЛ ГОСТ 13726-97.
Лента из алюминия
марки АД0, без плакировки, в отожженном состоянии,
толщиной 0,8 мм, шириной 300 мм, нормальной точности изготовления, в рулоне
(РЛ):
Лента АД0.М 0,8 х 300 х РЛ ГОСТ 13726-97.
То же, в нагартованном состоянии:
Лента АД0.Н 0,8 х 300 х РЛ ГОСТ 13726-97.
4.3. Характеристики
4.3.1. Базовое
исполнение
4.3.1.1. Ленты
изготовляют из алюминия и алюминиевых сплавов всех марок, указанных в 4.1,
нормальной точности изготовления, без плакировки, с технологической или
нормальной плакировкой.
Толщина и ширина
лент, а также предельные отклонения по ним должны соответствовать значениям,
приведенным в таблицах 1, 2, 3.
4.3.1.2. По
состоянию материала ленты изготовляют в соответствии с требованиями, указанными
в таблице 1.
4.3.1.3. Для
плакировки лент, в зависимости от марки плакируемого сплава, применяют
алюминиевые сплавы, химический состав которых приведен в таблице 4.
Таблица 4
Химический состав
плакирующего сплава
┌──────┬──────┬───────────────────────────────────────────────────────┐
│Марка
│Марка │ Массовая доля элементов, % │
│плаки-│плаки-├─────┬─────┬────┬─────┬────┬─────┬────┬─────────┬──────┤
│руемо-│рующе-│крем-│желе-│медь│мар-
│маг-│цинк │ти- │ прочие │алюми-│
│го │го │ний │зо │
│га- │ний │
│тан
├────┬────┤ний │
│сплава│сплава│ │
│ │нец │ │ │
│каж-│сум-│ │
│ │ │ │
│ │ │
│ │ │дый
│ма
│ │
├──────┼──────┼─────┼─────┼────┼─────┼────┼─────┼────┼────┼────┼──────┤
│Д1 │АД1пл
│0,30 │0,30 │0,02│0,025│0,05│ 0,1
│0,15│0,02│ -
│Не ме-│
│Д16 │
│ │
│ │ │
│ │ │
│ │нее │
│АМг6 │ │ │
│ │ │
│ │ │
│ │99,30 │
├──────┼──────┼─────┼─────┼────┼─────┼────┼─────┼────┼────┼────┼──────┤
│В95 │АЦпл │0,3
│0,3 │- │0,025│- │0,9 -│0,15│0,05│0,1
│Ос- │
│В95-1
│ │ │
│ │ │
│ 1,3│ │
│ │таль- │
│ │ │ │
│ │ │
│ │ │
│ │ное │
├──────┴──────┴─────┴─────┴────┴─────┴────┴─────┴────┴────┴────┴──────┤
│ Примечания. 1. Допускается
содержание меди в сплаве АД1пл │
│устанавливать
0,05%.
│
│ 2. Массовая
доля элементов -
максимальная, если не указаны │
│пределы.
│
└─────────────────────────────────────────────────────────────────────┘
4.3.1.4. Толщина
плакируемого слоя на каждой стороне ленты, в зависимости от ее толщины, должна
соответствовать значениям, приведенным в таблице 5.
Таблица 5
Толщина плакирующего
слоя
┌────────────────────────┬───────────────────────────────────────┐
│ Толщина ленты, мм │
Толщина плакирующего слоя на каждой
│
│ │ стороне ленты
от номинальной толщины │
│ │ ленты при плакировке, % │
│
├────────────────────┬──────────────────┤
│ │ технологической, │
нормальной, │
│ │ не более │
не менее │
├────────────────────────┼────────────────────┼──────────────────┤
│От 0,3 до
1,9 включ.
│ 1,5 │ 4,0 │
│Св.
1,9 " 10,5 "
│ 1,5 │ 2,0 │
└────────────────────────┴────────────────────┴──────────────────┘
4.3.1.5. Ленты с
обрезанными кромками должны быть обрезаны ровно. На кромках обрезанных лент не
допускаются заусенцы и расслоения.
На кромках
необрезанных лент допускаются: рваная кромка, закат металла, царапины и другие
дефекты, обусловленные способом производства.
4.3.1.6.
Серповидность лент, изготовляемых прокаткой требуемой ширины, толщиной до 3,0 и
шириной до 1000 мм не должна превышать 3,0 мм на 1 м длины лент.
4.3.1.7.
Механические свойства лент при растяжении должны соответствовать требованиям,
приведенным в таблице 6.
Таблица 6
Механические
свойства лент при растяжении
┌────────┬────────┬────────┬──────────────────────┬─────────────────────────────────┐
│Марка │Состоя- │Состоя- │ Толщина
лент, мм │ Механические свойства │
│алюминия│ние
│ние ис- │ │ при растяжении │
│и
алюми-│матери-
│пытыва- │
├──────────┬──────────┬───────────┤
│ниевого │ала лент│емых
│
│временное │
предел │относитель-│
│сплава
│ │образцов│ │сопротив-
│текучести │ное удли- │
│ │ │ │ │ление │
сигма ,│нение │
│ │ │ │ │сигма , │
0,2 │при l = │
│ │ │ │ │ в
│ МПа │
0 │
│ │ │ │ │МПа │(кгс/мм2),│ -- │
│ │ │ │ │(кгс/мм2),│ не менее │= 11,3\/F ,│
│ │ │ │ │не менее │ │ 0 │
│ │ │ │ │ │ │дельта, %, │
│ │ │ │ │ │ │не менее │
├────────┼────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│А7,
А6, │Без тер-│Без тер-│От 5,0 до
10,5 включ. │ 70 (7,0) │ -
│ 15,0 │
│А5,
А0, │мической│мической│ │ │ │ │
│АД0, │обра- │обра- │ │ │ │ │
│АД1, │ботки │ботки │ │ │ │ │
│АД00,
АД├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Отожжен-│Отожжен-│От 0,25 до
0,5 включ.│ 60 (6,0) │ -
│ 20,0 │
│ │ный │ные │Св.
0,5 " 0,9
" │ │ -
│ 25,0 │
│ │ │ │" 0,9
" 10,5 " │ │ -
│ 30,0 │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Полу- │Полу- │От 0,8 до 4,5 включ. │100 (10,0)│ -
│ 6,0 │
│ │нагарто-│нагарто-│ │ │ │ │
│ │ванный │ванные
│
│ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Нагарто-│Нагарто-│От 0,25 до 0,8 включ.│145
(15,0)│ - │
3,0 │
│ │ванный │ванные │Св. 0,8 "
3,5 " │145 (15,0)│ -
│ 4,0 │
│ │ │ │" 3,5
" 4,0 "
│130 (13,0)│ - │
5,0 │
├────────┼────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│АМц, │Без тер-│Без тер-│От 5,0 до 10,5 включ.
│100 (10,0)│ - │
10,0 │
│АМцС │мической│мической│ │ │ │ │
│ │обра- │обра- │ │ │ │ │
│ │ботки │ботки │ │ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Отожжен-│Отожжен-│От 0,25 до
0,7 включ.│ 90 (9,0) │ -
│ 18,0 │
│ │ный │ные │Св.
0,7 " 3,0
" │ │ -
│ 22,0 │
│ │ │ │" 3,0
" 10,5 " │ │ -
│ 20,0 │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Полу- │Полу- │От
0,3 до 3,5 включ. │145
(15,0)│ - │
5,0 │
│ │нагарто-│нагарто-│Св.
3,5 " 4,0 "
│ │ -
│ 6,0 │
│ │ванный │ванные
│
│ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Тричет- │Тричет- │От 0,3 до 4,0 включ. │165 - 235 │ -
│ 4,0 │
│
│верти- │верти- │ │(17,0 - │
│ │
│ │нагарто-│нагарто-│ │ 24,0)│ │ │
│ │ванный │ванные
│
│ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Нагарто-│Нагарто-│От 0,25 до 0,5 включ.│185
(19,0)│ - │
1,0 │
│ │ванный │ванные │Св. 0,5 "
0,8 " │ │ -
│ 2,0 │
│ │ │ │" 0,8
" 1,2 "
│ │ -
│ 3,0 │
│ │ │ │" 1,2
" 4,0 "
│ │ -
│ 4,0 │
├────────┼────────┼────────┼──────────────────────┼──────────┴──────────┴───────────┤
│ММ │Нагарто-│Нагарто-│От
0,25 до 4,5 включ. │ Не испытываются │
│ │ванный │ванные
│
│
│
├────────┼────────┼────────┼──────────────────────┼──────────┬──────────┬───────────┤
│АМг2 │Без тер-│Без
тер-│От 5,0 до 10,5 включ. │175 (18,0)│ -
│ 7,0 │
│ │мической│мической│ │ │ │ │
│ │обра- │обра- │ │ │ │ │
│ │ботки │ботки │ │ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Отожжен-│Отожжен-│От 0,25 до
1,0 включ.│ │ │ 16,0
│
│ │ный │ные │Св.
1,0 " 10,5 "
│165 (17,0)│ - │
18,0 │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Чет- │Чет- │От 0,3 до 4,0 включ. │215 - 295 │155
(16,0)│ 5,0 │
│
│верть- │верть- │ │(22,0 - │ │ │
│ │нагарто-│нагарто-│ │ 30,0)│ │ │
│ │ванный │ванные
│
│ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Полу- │Полу- │От
0,3 до 1,0 включ. │235 - 315
│ │ 5,0
│
│ │нагарто-│нагарто-│Св.
1,0 " 4,0 "
│(24,0 - │175
(18,0)│ 6,0 │
│ │ванный │ванные
│ │
32,0)│ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Тричет- │Тричет- │От 0,3 до 4,0 включ. │255 - 355 │195
(20,0)│ 3,0 │
│
│верти- │верти- │ │(26,0 - │ │ │
│ │нагарто-│нагарто-│ │ 36,0)│ │ │
│ │ванный │ванные
│
│ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Нагарто-│Нагарто-│От 0,3 до 1,0 включ.
│265 │ │ 3,0
│
│ │ванный │ванные │Св. 1,0 " 4,0
" │(27,0) │215 (22,0)│ 4,0
│
├────────┼────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│АМг3 │Без тер-│Без
тер-│От 5,0 до 6,0 включ. │
│ │ 12,0
│
│ │мической│мической│Св. 6,0 " 10,5 "
│185 (19,0)│ 80 (8,0) │ 15,0
│
│ │обра- │обра- │ │ │ │ │
│ │ботки │ботки │ │ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Отожжен-│Отожжен-│От 0,25 до
0,6 включ.│195 (20,0)│ 90 (9,0) │ 15,0
│
│ │ный │ные │Св.
0,5 " 4,5
" │195
(20,0)│100 (10,0)│
│
│ │ │ │" 4,5
" 10,5 " │185 (19,0)│ 80 (8,0)
│ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Полу- │Полу- │От 0,7 до 4,0 включ. │245 (25,0)│195
(20,0)│ 7,0 │
│ │нагарто-│нагарто-│ │ │ │ │
│ │ванный │ванные
│ │ │ │ │
├────────┼────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│АМг5 │Без тер-│Без
тер-│От 5,0 до 6,0 включ. │
│ │ 12,0
│
│ │мической│мической│Св. 6,0 " 10,5 "
│275 (28,0)│130 (13,0)│ 15,0
│
│ │обра- │обра- │ │ │ │ │
│ │ботки │ботки │ │ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Отожжен-│Отожжен-│От 0,5 до
0,6 включ. │ │135 (14,0)│ │
│ │ный │ные │Св. 0,6
" 4,5 "
│275 (28,0)│145 (15,0)│ 15,0
│
│ │ │ │" 4,5 " 10,5 "
│ │130
(13,0)│ │
├────────┼────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│АМг6Б, │Без тер-│Без
тер-│От 5,0 до 10,5 включ. │315
(32,0)│155 (16,0)│
15,0 │
│АМг6 │мической│мической│ │ │ │ │
│ │обра- │обра- │ │ │ │ │
│ │ботки │ботки │ │ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Отожжен-│Отожжен-│От 0,5 до
0,6 включ. │305 (31,0)│145
(15,0)│ 15,0 │
│ │ный │ные │Св. 0,6
" 10,5 " │315 (32,0)│155
(16,0)│ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Нагарто-│Нагарто-│От
1,0 до 4,0 включ.
│375 (38,0)│275 (28,0)│ 6,0
│
│ │ванный │ванные
│
│ │ │ │
├────────┼────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│АВ │Без тер-│Закален-│От
5,0 до 10,5 включ. │175 (18,0)│ -
│ 14,0 │
│ │мической│ные
и │ │ │ │ │
│ │обра- │естест-
│ │ │ │ │
│ │ботки │венно │ │ │ │ │
│ │ │соста- │ │ │ │ │
│ │ │ренные │ │ │ │ │
│ │
├────────┤ ├──────────┼──────────┼───────────┤
│ │ │Закален-│ │295
(30,0)│ - │
7,0 │
│ │ │ные и │ │ │ │ │
│ │ │искусст-│ │ │ │ │
│ │ │венно │ │ │ │ │
│ │
│соста- │ │ │ │ │
│ │ │ренные │ │ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Отожжен-│Отожжен-│От 0,3 до
5,0 включ. │ Не более │ -
│ 20,0 │
│ │ный │ные │Св. 5,0
" 10,5 " │145 (15,0)│ -
│ 15,0 │
├────────┼────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│Д1А,
Д1 │Без тер-│Закален-│От 5,0 до 10,5
включ. │355 (36,0)│185 (19,0)│ 12,0
│
│ │мической│ные
и │ │ │ │ │
│ │обра- │естест-
│ │ │ │ │
│ │ботки │венно │ │ │ │ │
│ │ │соста- │ │ │ │ │
│ │ │ренные │ │ │ │ │
│ ├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Отожжен-│Отожжен-│От 0,5 до
1,9 включ. │ Не более │ -
│ │
│ │ный │ные │Св. 1,9
" 10,5 " │225 (23,0)│ │ │
│
│ │ │ │ Не более │ -
│ 12,0 │
│ │ │ │ │235 (24,0)│ │ │
├────────┼────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│Д16Б, │Отожжен-│Отожжен-│От 0,5 до 10,5 включ.
│ Не более │ - │
10,0 │
│Д16 │ный │ные │ │235
(24,0)│ │ │
├────────┼────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│Д16А │Без тер-│Закален-│От
5,0 до 10,5 включ. │410 (42,0)│255
(26,0)│ 10,0 │
│ │мической│ные
и │ │ │ │ │
│ │обра- │естест-
│ │ │ │ │
│ │ботки │венно │ │ │ │ │
│ │ │соста- │ │ │ │ │
│ │ │ренные │ │ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Отожжен-│Отожжен-│От 0,5 до
1,9 включ. │ Не более │ -
│ │
│ │ный │ные │Св. 1,9
" 10,5 " │225 (23,0)│ │ │
│ │ │ │ │ Не более │ -
│ 10,0 │
│ │ │ │ │235 (24,0)│ │ │
├────────┼────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│Д12 │Отожжен-│Отожжен-│От 0,5 до 4,0 включ. │155 (16,0)│ -
│ 14,0 │
│ │ный │ные │ │ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Полу- │Полу- │От 0,5 до 4,0 включ. │220 (22,5)│ -
│ 3,0 │
│ │нагарто-│нагарто-│ │ │ │ │
│ │ванный │ванные
│
│ │ │ │
├────────┼────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│В95А │Без тер-│Закален-│От
5,0 до 10,5 включ. │490 (50,0)│410
(42,0)│ 6,0 │
│ │мической│ные
и │ │ │ │ │
│ │обра- │искусст-│ │ │ │ │
│ │ботки │венно │ │ │ │ │
│ │ │соста- │ │ │ │ │
│ │ │ренные │ │ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Отожжен-│Отожжен-│От 0,5 до 10,5 включ.
│ Не более │ -
│ 10,0 │
│ │ный │ные │ │245
(25,0)│ │ │
├────────┼────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│1915 │Без тер-│Закален-│От
5,0 до 10,5 включ. │315 (32,0)│195
(20,0)│ 10,0 │
│ │мической│ные
и │ │ │ │ │
│ │обра- │естест-
│ │ │ │ │
│ │ботки │венно │ │ │ │ │
│ │ │соста- │ │ │ │ │
│ │ │ренные │ │ │ │ │
│ │ │в тече-
│ │ │ │ │
│ │ │ние 30
-│
│ │ │ │
│ │ │35 сут │ │ │ │ │
│ │
├────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │ │Закален-│От
5,0 до 10,5 включ. │265 (27,0)│165
(17,0)│ 10,0 │
│ │ │ные
и │ │ │ │ │
│ │ │естест-
│ │ │ │ │
│ │ │венно │ │ │ │ │
│ │ │соста- │ │ │ │ │
│ │ │ренные │ │ │ │ │
│ │ │в тече-
│ │ │ │ │
│ │ │ние 2
- │
│ │ │ │
│ │ │4 сут │ │ │ │ │
│
├────────┼────────┼──────────────────────┼──────────┼──────────┼───────────┤
│ │Отожжен-│Отожжен-│От 0,8 до 4,0 включ. │ Не более │ -
│ 10,0 │
│ │ный │ные │ │245
(25,0)│ │ │
├────────┼────────┼────────┴──────────────────────┴──────────┴──────────┴───────────┤
│В95-1А,
│Без тер-│ Не испытываются │
│В95-1 │мической│ │
│ │обра- │
│
│ │ботки │
│
│
├────────┼────────┬──────────────────────┬──────────┬──────────┬───────────┤
│ │Отожжен-│Отожжен-│От 0,8 до 10,5 включ.
│ Не более │ - │
10,0 │
│ │ный │ные │ │245
(25,0)│ │ │
├────────┴────────┴────────┴──────────────────────┴──────────┴──────────┴───────────┤
│ Примечание.
Механические свойства лент
без обрезки кромок
│
│и
утолщенных концов обеспечиваются технологией изготовления. │
└───────────────────────────────────────────────────────────────────────────────────┘
4.3.1.8.
Поверхность лент должна быть глянцевой или матовой, без трещин, рванин, расслоений, надрывов, сквозных отверстий, пузырей
пережога, плен, пятен коррозионного происхождения, диффузионных пятен (на
лентах толщиной более 0,6 мм с нормальной плакировкой), шлаковых включений,
обнаженных от плакировки участков (на лентах с нормальной плакировкой).
На поверхности лент
не допускаются пятна и полосы от пригоревшей смазки во всех состояниях
материала лент, кроме отожженного, четвертьнагартованного,
полунагартованного и тричетвертинагартованного.
Величина зерна лент
из алюминиевого сплава марки АМц, определяемая
шероховатостью поверхности образцов, подвергнутых растяжению, не должна
превышать величину, указанную в эталоне, согласованном между изготовителем и потребителем.
Величина зерна обеспечивается технологией изготовления.
4.3.1.9. На
поверхности лент допускаются:
- металлические
мелкие закаты, надиры, пузыри, царапины, насечки, потертость, отпечатки от
валков (в виде вмятин, выпуклостей, заалюминивания и
"елочки"), забоины и другие дефекты, обусловленные способом
производства, не перечисленные в 4.3.1.8, если глубина их залегания не выводит
ленту за пределы половины минусового предельного отклонения по толщине;
- цвета
побежалости, пятна и полосы от эмульсии, а также налет темного и серого цветов
от смазочно-охлаждающей жидкости и отпечатки от валков в виде светлых и темных
полос (без надрывов), идущих вдоль прокатки;
- отдельные
следы от зачистки поверхности лент шлифовальной шкуркой на бумажной основе зернистостью
не крупнее 6 по ГОСТ 6456 или шлифовальной шкуркой на тканевой основе
зернистостью не крупнее 6 по ГОСТ 5009 на глубину не более половины толщины
плакирующего слоя, для неплакированных лент - на
глубину не более половины предельного отклонения по толщине ленты, а для лент с
симметричными отклонениями по толщине - не более минусового отклонения по толщине ленты.
Площадь зачищенных
поверхностей не должна превышать 100 см2/м2.
4.3.2. Исполнение
по требованию потребителя
4.3.2.1. Ленты
изготовляют из алюминия и алюминиевых сплавов всех марок, указанных в 4.1,
повышенной точности изготовления по толщине, без плакировки, с технологической
или нормальной плакировкой.
Размеры лент и
предельные отклонения по ним должны соответствовать значениям, приведенным в
таблицах 1, 2, 3.
4.3.2.2. Ленты,
изготовляемые прокаткой требуемой ширины, всех толщин при ширине свыше 1000 мм
изготовляют с обрезкой кромок и утолщенных концов.
При этом предельные
отклонения по ширине указанных лент в зависимости от толщины должны быть:
- плюс 10 мм - при
толщине лент до 4,0 мм включительно;
- плюс 15 мм - при
толщине лент свыше 4,0 до 10,5 мм.
4.3.2.3. Ленты в
отожженном состоянии из алюминия всех марок изготовляют с временным
сопротивлением не более 110 МПа (11,0 кгс/мм2).
4.3.3. Исполнение
по согласованию изготовителя с потребителем
4.3.3.1. Ленты
изготовляют с промежуточными размерами по толщине и ширине с предельными
отклонениями как для ближайшего меньшего размера, приведенными в таблицах 2 и
3.
4.3.3.2. Ленты
изготовляют с симметричными отклонениями по толщине, приведенными в таблице 2.
4.3.3.3.
Допускается требования к качеству поверхности устанавливать по согласованным
эталонам.
4.3.3.4. Ленты,
получаемые продольной разрезкой, допускается изготовлять шириной менее 300 мм с
предельными отклонениями в соответствии с 4.2.8.
4.3.3.5. На кромках
обрезанных лент допускаются заусенцы. Толщина заусенцев по кромке не должна
превышать 10% номинальной толщины ленты.
4.3.3.6. Величина неплоскостности лент, изготовляемых прокаткой требуемой ширины,
толщиной от 0,2 до 0,8 мм согласовывается между изготовителем и потребителем.
5.
МАРКИРОВКА
5.1. На наружном
витке каждого рулона на расстоянии не более 2000 мм от
конца должна быть нанесена краской или выбита металлическим клеймом маркировка
с указанием марки алюминия или алюминиевого сплава, плакировки, состояния
материала, номера рулона, номера партии и клейма технического контроля
предприятия-изготовителя.
5.2. Транспортная
маркировка грузовых мест - по ГОСТ 14192.
5.3. Допускается
проводить маркировку лент в соответствии с требованиями заказчика, оговоренными
в технических условиях, договоре или контракте.
6. УПАКОВКА
6.1. Временная
противокоррозионная защита и упаковка - по ГОСТ 9.510.
7. ПРАВИЛА
ПРИЕМКИ
7.1. Ленты
предъявляют к приемке партиями. Партия должна состоять из лент алюминия или
алюминиевого сплава одной марки, одного состояния материала, одного размера (по
толщине и ширине) и быть оформлена одним документом о качестве, содержащим:
- товарный знак или
товарный знак и наименование предприятия-изготовителя;
- наименование
предприятия-потребителя;
- условное
обозначение лент;
- номер партии;
- массу нетто
партии;
- результаты
испытаний (для механических свойств указывают только максимальные и минимальные
значения);
- дату отгрузки;
- обозначение
настоящего стандарта.
7.2.
Химический состав - легирующие компоненты и основные примеси - определяют на
двух рулонах от партии.
Прочие примеси не
определяют.
Допускается
изготовителю определять химический состав на каждой плавке.
7.3.
Проверке размеров (по толщине и ширине) подвергают каждый рулон.
7.3.1. Допускается
объем выборки для контроля размеров лент устанавливать статистическими методами
по ГОСТ 18321. Планы контроля - по ГОСТ 18242. Уровень контроля П - общий. Приемочный уровень дефектности при контроле
статистическими методами AQL = 4%.
7.4. Для проверки
качества обрезанных кромок отбирают один рулон от партии.
7.5. Контролю
механических свойств при растяжении лент с обрезкой
кромок и утолщенных концов подвергают один рулон от партии.
Контроль
механических свойств рулонов без обрезки кромок и утолщенных концов не
проводят.
Контроль
механических свойств лент из сплава марки 1915 в закаленном и состаренном
состояниях изготовитель проводит после 2 - 4 сут
естественного старения, а потребитель - после 30 - 35 сут
естественного старения.
7.6. Проверке
качества поверхности подвергают каждую ленту толщиной до 3 и шириной до 1000
мм.
Проверку качества
поверхности лент толщиной свыше 3 мм всех ширин, а также лент толщиной до 3 и
шириной свыше 1000 мм проводят на одном рулоне от партии.
Допускается предприятию-изготовителю
проводить проверку качества поверхности не реже одного раза в месяц.
7.7. Проверке
серповидности подвергают каждую ленту, изготовленную прокаткой требуемой
ширины, толщиной до 3 и шириной до 1000 мм.
7.8. Проверку на
выявление крупнокристаллической структуры (величины зерна) на лентах из сплава
марки АМц проводят на одном рулоне от партии с
обрезкой кромок и утолщенных концов, подвергающемся механическим испытаниям.
Проверку рулонов без обрезки кромок и утолщенных концов на выявление крупнокристаллической
структуры не проводят.
7.9. При получении
неудовлетворительных результатов испытаний хотя бы по одному из показателей по
нему проводят повторные испытания на удвоенной выборке, взятой от той же
партии. Результаты повторных испытаний распространяют на всю партию.
При
неудовлетворительных результатах повторных испытаний допускается поштучный
контроль, результат которого является окончательным.
8. МЕТОДЫ
КОНТРОЛЯ
8.1. Для анализа
химического состава от каждого отобранного по 7.2 рулона вырезают по одному
образцу.
Отбор и подготовку
проб для анализа химического состава проводят по ГОСТ 24231.
8.2. Анализ
химического состава лент из алюминия проводят химическим методом по ГОСТ 25086,
ГОСТ 12697.1 - ГОСТ 12697.14 или спектральным методом по ГОСТ 3221, лент из
алюминиевых сплавов - химическим методом по ГОСТ 25086, ГОСТ 11739.1 - ГОСТ
11739.24 или спектральным методом по ГОСТ 7727.
При возникновении
разногласий в оценке химического состава анализ проводят химическим методом.
8.3. Контроль размеров
8.3.1. Измерение
толщины ленты проводят на каждом отобранном по 7.3 рулоне на расстоянии не
менее 10 мм от кромки микрометром по ГОСТ 6507 или ГОСТ 4381.
8.3.2. Ширину лент
измеряют рулеткой по ГОСТ 7502.
8.4. Контроль
качества обрезанных кромок проводят визуально без применения увеличительных
приборов.
8.5. Серповидность
лент измеряют в соответствии с ГОСТ 26877 поверочной линейкой по ГОСТ 8026 и
измерительной линейкой по ГОСТ 427.
8.6. Осмотр
поверхности лент проводят без применения увеличительных приборов.
Глубину залегания
дефектов измеряют профилометром по ГОСТ 19300 или индикаторным (специальным)
глубиномером по нормативному документу.
8.7. Отбор образцов
для механических испытаний проводят по ГОСТ 24047.
Для испытания на
растяжение отбирают не менее двух образцов от каждого испытываемого рулона.
Образцы для
испытания на растяжение вырезают из лент шириной свыше 200 мм поперек
направления прокатки после обрезки утолщенного конца.
Испытание на
растяжение лент толщиной свыше 0,8 до 2,5 мм проводят по ГОСТ 11701 на
пропорциональных плоских образцах типа I или II, а лент толщиной от 3,0 до 10,5
мм - по ГОСТ 1497 на пропорциональных плоских образцах типа I или II.
Форма и размеры
образцов, вырезанных из лент толщиной 0,25 - 0,8 мм, должны соответствовать
указанным на рисунке 1.
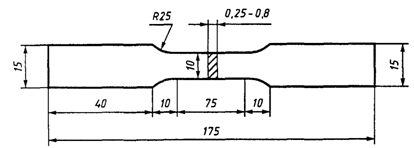
Рисунок 1
Узкие ленты шириной
до 200 мм, из которых невозможно вырезать образец поперек направления прокатки,
испытывают вдоль направления прокатки, при этом показатели механических свойств
должны соответствовать требованиям, указанным в таблице 6.
Определение
механических свойств в поперечном направлении лент шириной до 200 мм проводят
методом, согласованным между изготовителем и потребителем.
8.8. Величину зерна
на лентах из сплава марки АМц проверяют на одном
образце, подвергнутом испытанию на растяжение. Допустимость появившейся при
растяжении образца на его поверхности шероховатости определяют эталоном,
согласованным между изготовителем и потребителем.
9.
ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
9.1.
Транспортирование лент - по ГОСТ 9.510.
9.2. При хранении
ленты должны быть защищены от механических повреждений, действия влаги и
активных химических веществ.
При соблюдении
указанных условий хранения потребительские свойства лент при хранении не
изменяются.
Приложение А
(обязательное)
ЛЕНТЫ В ЗАВИСИМОСТИ
ОТ РАЗМЕРОВ
И ТОЧНОСТИ
ИЗГОТОВЛЕНИЯ
Таблица А.1
Теоретическая масса
ленты нормальной
точности изготовления
В миллиметрах
┌────┬──────────────────────────────────────────────────────────────────────────────┐
│Тол-│
Теоретическая масса ленты, кг, нормальной точности изготовления │
│щина│
по
толщине
│
│лен-├─────┬────────────────────────────────────────────────────────────────────────┤
│ты │1 м2
│ 1 м длины ленты при
ширине (с обрезкой кромок)
│
│ │ленты│ │
│
├─────┼─────┬─────┬─────┬─────┬──────┬──────┬──────┬──────┬──────┬──────┬──────┤
│ │от 40│ 600 │ 700 │
800 │ 900 │ 1000 │ 1200 │ 1400 │ 1500 │
1600 │ 1800 │ 2000 │
│ │ до
│ │ │
│ │ │ │ │ │ │ │ │
│ │ 500 │ │
│ │ │ │ │ │ │ │ │ │
├────┼─────┼─────┼─────┼─────┼─────┼──────┼──────┼──────┼──────┼──────┼──────┼──────┤
│0,25│0,641│0,385│0,420│0,480│0,540│0,600
│ - │
- │ -
│ - │
- │ -
│
│0,3
│0,784│0,470│0,521│0,595│0,669│0,714
│ - │
- │ -
│ - │
- │ -
│
│0,4
│1,069│0,641│0,721│0,823│0,926│1,000
│1,168 │ - │
- │ -
│ - │
- │
│0,5
│1,354│0,812│0,921│1,052│1,183│1,286
│1,511 │ 1,762│1,887 │2,000 │ -
│ - │
│0,6
│1,639│0,983│1,101│1,258│1,415│1,543
│1,854 │ 2,142│2,295 │2,447 │ -
│ - │
│0,7
│1,924│1,154│1,301│1,487│1,672│1,829
│2,181 │ 2,523│2,724 │2,882 │ -
│ - │
│0,8
│2,138│1,283│1,482│1,692│1,903│2,114
│2,524 │ 2,923│3,131 │3,339 │3,704 │4,057
│
│0,9
│2,423│1,454│1,682│1,921│2,161│2,400
│2,868 │ 3,324│3,560 │3,797 │4,218 │4,629
│
│1,0
│2,708│1,625│1,852│2,116│2,379│3,643
│3,160 │ 3,684│3,925 │4,185 │4,681 │5,143
│
│1,1
│2,993│1,796│2,052│2,344│2,636│3,143
│ - │
- │ -
│ - │
- │ -
│
│1,2
│3,278│1,967│2,252│2,573│2,894│3,214
│3,846 │ 4,465│4,783 │5,100 │5,659 │6,229
│
│1,3
│3,563│2,138│2,453│2,802│3,151│ -
│ - │
- │ -
│ - │
- │ -
│
│1,4
│3,848│2,309│2,653│3,030│3,408│ -
│ - │
- │ -
│ - │
- │ -
│
│1,5
│4,061│2,437│2,803│3,202│3,601│4,000
│4,774 │ 5,506│5,848 │6,290 │7,048 │7,800
│
│1,6
│4,346│2,608│3,003│3,431│3,858│4,286
│5,117 │ 5,906│6,327 │6,747 │7,562 │8,371
│
│1,7
│4,631│2,779│2,203│3,659│4,115│ -
│ - │
- │ -
│ - │
- │ -
│
│1,8
│4,916│2,950│3,404│3,888│4,373│4,857
│5,804 │ 6,707│7,184 │7,662 │8,591 │9,514
│
│1,9
│5,201│3,121│3,604│4,117│4,630│5,143
│6,147 │ 7,108│7,613 │8,119 │9,105
│10,086│
│2,0
│5,486│3,292│3,804│4,346│4,887│5,429
│6,456 │ 7,488│8,021 │8,554 │9,594
│10,629│
│2,5
│ - │
-
│4,755│5,432│6,109│6,786 │8,105 │
9,430│10,101│10,772│12,089│13,428│
│3,0
│ - │
-
│5,706│6,518│7,331│8,143 │9,736 │11,332│12,139│12,945│14,533│16,143│
│3,5
│ - │
- │ -
│ - │
- │9,595
│11,436│13,314│14,262│15,209│17,079│18,971│
│4,0
│ - │
- │ -
│ - │
-
│11,027│13,136│15,296│16,385│17,474│19,625│21,800│
│4,5
│ - │
- │ -
│ - │
-
│12,490│14,884│17,329│18,560│19,792│22,228│24,688│
│5,0
│ - │
- │ -
│ - │
-
│14,357│17,207│20,057│21,482│22,907│25,757│28,607│
│5,5
│ - │
- │ -
│ - │
-
│15,793│18,928│22,063│23,630│25,198│28,333│31,468│
│6,0
│ - │
- │ -
│ - │
-
│17,228│20,648│24,068│25,778│27,488│30,908│34,328│
│6,5
│ - │
- │ -
│ - │
-
│18,664│22,369│26,074│27,926│29,779│33,484│37,189│
│7,0
│ - │
- │ -
│ - │
-
│20,100│24,090│28,080│30,075│32,070│36,060│40,050│
│7,5
│ - │
- │ -
│ - │
-
│21,535│25,810│30,085│32,323│34,360│38,635│42,910│
│8,0
│ - │
- │ -
│ - │
-
│22,971│27,531│32,091│34,371│36,651│41,211│45,771│
│8,5
│ - │
- │ -
│ - │
-
│24,407│29,252│34,097│36,519│38,942│43,787│48,632│
│9,0
│ - │
- │ -
│ - │
-
│25,842│30,972│36,102│38,667│41,232│46,362│51,492│
│9,5
│ - │
- │ -
│ - │
-
│27,278│32,693│38,108│40,816│43,523│48,938│54,353│
│10,0│ -
│ - │
- │ -
│ - │28,714│34,414│40,114│42,964│45,814│51,514│57,214│
│10,5│ -
│ - │
- │ -
│ - │30,149│36,134│42,119│45,112│48,104│54,089│60,074│
└────┴─────┴─────┴─────┴─────┴─────┴──────┴──────┴──────┴──────┴──────┴──────┴──────┘
Таблица А.2
Теоретическая масса
ленты повышенной
точности изготовления
В миллиметрах
┌────────────────────┬───────────────────────────────────────────┐
│ Толщина ленты │
Теоретическая масса 1 м ленты, кг,
│
│ │повышенной точности
изготовления по толщине│
│ │ при ширине ленты (с обрезкой кромок) │
│ ├──────────────────────┬────────────────────┤
│ │ 1200 │ 1500 │
├────────────────────┼──────────────────────┼────────────────────┤
│ 0,4 │ 1,202 │ -
│
│ 0,5 │ 1,545 │ 1,930 │
│ 0,6 │ 1,889 │ 2,338 │
│ 0,7 │ 2,232 │ 2,767 │
│ 0,8 │ 2,541 │ 3,174 │
│ 0,9 │ 2,885 │ 3,603 │
│ 1,0 │ 3,194 │ 3,968 │
│ 1,1 │ - │ - │
│ 1,2 │ 3,881 │ 4,825 │
│ 1,3 │ - │ - │
│ 1,4 │ - │ - │
│ 1,5 │ 4,842 │ 6,005 │
│ 1,6 │ 5,186 │ 6,391 │
│ 1,7 │ - │ - │
│ 1,8 │ 5,838 │ 7,249 │
│ 1,9 │ 6,182 │ 7,678 │
│ 2,0 │ 6,525 │ 8,064 │
└────────────────────┴──────────────────────┴────────────────────┘
Приложение Б
(справочное)
ДЛЯ ВЫЧИСЛЕНИЯ
ТЕОРЕТИЧЕСКОЙ МАССЫ
ЛЕНТЫ ИЗ АЛЮМИНИЯ И
АЛЮМИНИЕВЫХ СПЛАВОВ
Таблица Б.1
┌────────────────────────────────┬───────────────────────────────┐
│ Марка │ Переводной коэффициент │
├────────────────────────────────┼───────────────────────────────┤
│ Алюминий всех марок │ 0,950 │
│ Алюминиевые сплавы: │ │
│ АМц │ 0,958 │
│ АМцС │ 0,958 │
│ ММ │ 0,958 │
│ АМг2 │ 0,940 │
│ АМг3 │ 0,937 │
│ АМг5 │ 0,930 │
│ АМг6 │ 0,926 │
│ АВ │ 0,947 │
│ 1915 │ 0,972 │
│ Д1 │ 0,982 │
│ Д16 │ 0,976 │
│ Д12 │ 0,954 │
└────────────────────────────────┴───────────────────────────────┘
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026