Введен в действие
Постановлением
Госстандарта РФ
от 4 ноября 1998 г.
N 388
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБОРУДОВАНИЕ ДЛЯ НАПЛАВКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ
ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Equipment for arc deposition
surfaces of rotative bodies.
Types, basic parameters and
dimensions
ГОСТ 30260-96
Группа Г26
МКС 25.160.30
ОКП 38 6291
Предисловие
1. Разработан МТК 72; Украинским конструкторско-технологическим
институтом сварочного производства (УкрИСП).
Внесен Государственным комитетом Украины по стандартизации, метрологии и
сертификации.
2. Принят
Межгосударственным советом по стандартизации, метрологии и сертификации
(Протокол МГС от 3 октября 1996 г. N 10).
За принятие
проголосовали:
┌────────────────────────────┬───────────────────────────────────┐
│ Наименование государства │ Наименование национального органа
│
│ │ по стандартизации │
├────────────────────────────┼───────────────────────────────────┤
│
Азербайджанская Республика │ Азгосстандарт │
│
Республика Армения │ Армгосстандарт │
│
Республика Беларусь │
Госстандарт Беларуси │
│
Республика Казахстан │
Госстандарт Республики Казахстан │
│
Киргизская Республика │ Киргизстандарт │
│
Республика Молдова │ Молдовастандарт │
│
Российская Федерация │
Госстандарт России │
│
Республика Таджикистан │ Таджикгосстандарт │
│
Туркменистан │
Главная государственная инспекция │
│ │
Туркменистана │
│
Республика Узбекистан │ Узгосстандарт │
│
Украина │
Госстандарт Украины │
└────────────────────────────┴───────────────────────────────────┘
3. Постановлением
Государственного комитета Российской Федерации по стандартизации, метрологии и
сертификации от 4 ноября 1998 г. N 388 межгосударственный стандарт ГОСТ
30260-96 введен в действие непосредственно в качестве государственного стандарта
Российской Федерации с 1 января 2000 г.
4. Введен впервые.
1. ОБЛАСТЬ
ПРИМЕНЕНИЯ
Настоящий стандарт
распространяется на оборудование для наплавки поверхностей тел вращения (далее
- оборудование).
Требования
настоящего стандарта являются обязательными.
2. ТИПЫ И
ИСПОЛНЕНИЯ
2.1. Оборудование
должно изготавливаться следующего типа:
- установки для
наплавки (автоматической, механизированной) поверхностей тел вращения, в
которых механизмы перемещения, наплавочная аппаратура и вращатель
изделия установлены на общей станине.
2.2. Оборудование
должно изготавливаться следующих исполнений:
в зависимости от
способа наплавки:
- дуговая наплавка;
- плазменная
наплавка.
В зависимости от
расположения оси вращения изделия (рисунок 1):
- горизонтальное;
- наклонное;
- универсальное (с изменяющимся углом наклона оси).
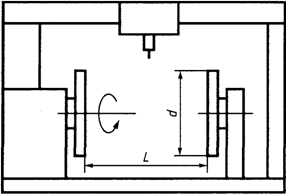
Горизонтальное
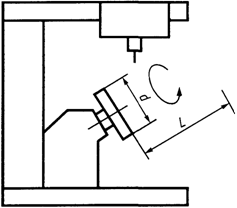
Наклонное
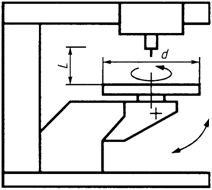
Универсальное
d - наибольший
диаметр наплавляемой поверхности;
L - наибольшая
длина наплавляемого изделия
Рисунок 1.
Исполнения оборудования в зависимости
от расположения оси
вращения изделия
3. ОСНОВНЫЕ
ПАРАМЕТРЫ И РАЗМЕРЫ
Основные параметры
и размеры оборудования должны соответствовать значениям, указанным в таблице 1.
Таблица 1
┌──────────┬─────────────┬─────────────┬──────────┬──────────────┐
│Наибольшая│
Наибольший │ Наибольшая │Наибольшая│
Номинальный │
│грузоподъ-│ диаметр
│ длина │
частота │ сварочный │
│емность, │наплавляемой │наплавляемого│ вращения
│(рабочий) ток,│
│кг
│поверхности, │ изделия, мм │ изделия, │ А
│
│ │ мм
│ │ об/мин │ │
├──────────┼─────────────┼─────────────┼──────────┼──────────────┤
│ 63
│ 360 │
400 │ 6,3
│ 315; 500 │
├──────────┼─────────────┼─────────────┼──────────┼──────────────┤
│ 125;
│ 630 │
400; 630 │ 6,3; 5,0
│ 500; 630 │
│ 250
│ │ │ │ │
├──────────┼─────────────┼─────────────┼──────────┼──────────────┤
│ 500;
│ 1000 │
630; 1000 │ 4,0;
3,15│ 630; │
│ 800
│ │ │ │ 1000
│
├──────────┼─────────────┼─────────────┼──────────┤ │
│ 1000;
│ 1600 │ 1000; 1600; │ 3,15;
2,5│ │
│ 2000
│ │ 1600;
2500 │ │ │
├──────────┼─────────────┼─────────────┼──────────┤ │
│ 4000;
│ 2000 │ 2500; 4000; │ 2,2; 1,8
│ 1250 │
│ 6300
│ │ 6300
│ │ │
├──────────┼─────────────┼─────────────┼──────────┼──────────────┤
│ 12500;
│ 2500 │ 6300; 8000; │ 1,5; 1,0
│ 1250; │
│ 16000
│ │ 10000
│ │ 1600
│
├──────────┼─────────────┼─────────────┼──────────┼──────────────┤
│ 25000
│ 4000 │ 10000; 12500│ 0,8;
0,63│ 2000 │
└──────────┴─────────────┴─────────────┴──────────┴──────────────┘
4.
ТРЕБОВАНИЯ К КОНСТРУКЦИИ
4.1. Оборудование
должно обеспечивать возможность осуществления наплавки:
- кольцевыми
валиками с прерывистым смещением на шаг;
- по винтовой линии
(спирали).
4.2. Отношение
наибольшей частоты вращения изделия к наименьшей должно соответствовать одному
из следующих значений: 10; 20; 50; 100; 200.
4.3. Наибольшая
скорость перемещения наплавочной головки вдоль оси наплавляемой поверхности
должна быть не менее 12 м/ч и ее отношение к наименьшей скорости перемещения
должно соответствовать одному из следующих значений: 20; 50; 100; 200; 500;
1000.
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026