Введен в действие
Постановлением
Госстандарта РФ
от 4 ноября 1998 г.
N 387
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАНИПУЛЯТОРЫ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Manipulators for contact spot
welding.
Types, basic parameters and
dimensions
ГОСТ 30220-95
Группа Г26
ОКП 38 6244
МКС 25.160.30
Предисловие
1. Разработан МТК 72; Украинским конструкторско-технологическим
институтом сварочного производства (УкрИСП).
Внесен Государственным комитетом Украины по стандартизации, метрологии и
сертификации.
2. Принят
Межгосударственным Советом по стандартизации, метрологии и сертификации
(Протокол N 8 МГС от 10 октября 1995 г.).
За принятие
проголосовали:
┌────────────────────────────┬───────────────────────────────────┐
│ Наименование государства │ Наименование национального органа
│
│ │ по стандартизации │
├────────────────────────────┼───────────────────────────────────┤
│
Республика Армения │ Армгосстандарт │
│
Республика Беларусь │ Госстандарт Беларуси │
│
Республика Казахстан │
Госстандарт Республики Казахстан │
│
Киргизская Республика │ Киргизстандарт │
│
Республика Молдова │ Молдовастандарт │
│
Российская Федерация │
Госстандарт России │
│
Республика Таджикистан │ Таджикгосстандарт │
│
Туркменистан │
Главная государственная инспекция │
│ │
Туркменистана │
│
Республика Узбекистан │ Узгосстандарт │
│
Украина │
Госстандарт Украины │
└────────────────────────────┴───────────────────────────────────┘
3. Постановлением
Государственного комитета Российской Федерации по стандартизации и метрологии
от 4 ноября 1998 г. N 387 межгосударственный стандарт ГОСТ 30220-95 введен в
действие непосредственно в качестве государственного стандарта Российской
Федерации с 1 января 2000 г.
4. Введен впервые.
1. Область
применения
Настоящий стандарт
распространяется на манипуляторы для контактной точечной сварки (далее -
манипуляторы), предназначенные для установки и перемещения сварочного
оборудования при контактной точечной сварке плоскостных металлоконструкций.
Требования
настоящего стандарта являются рекомендуемыми.
2. Типы и
исполнения
2.1. Манипуляторы
должны изготавливаться следующих типов:
1 - напольные;
2 - подвесные.
2.2. Манипуляторы
должны изготавливаться следующих исполнений:
по числу степеней
подвижности:
- с одной степенью
подвижности,
- с двумя степенями
подвижности,
- с тремя степенями
подвижности;
по месту размещения
источника сварочного тока:
- со встроенным в
конструкцию манипулятора источником сварочного тока,
- со
встроенным в рабочий орган, установленный на манипулятор, источником сварочного
тока,
- с отдельным (вне
конструкции манипулятора) источником сварочного тока.
3. Основные
параметры и размеры
Основные параметры
и размеры манипуляторов должны соответствовать указанным
в таблице 1. Обозначения основных параметров и размеров указаны на рисунке 1.
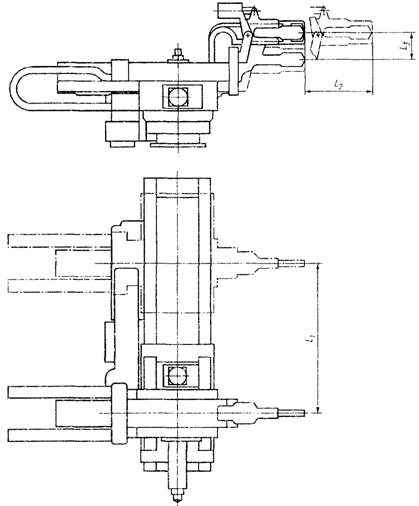
![]() -
продольный ход рабочего органа;
-
продольный ход рабочего органа;
![]() -
поперечный ход рабочего органа;
-
поперечный ход рабочего органа;
![]() -
вертикальный ход рабочего органа
-
вертикальный ход рабочего органа
Рисунок 1
Примечание. Рисунок
не определяет конструкцию манипулятора.
┌────────┬──────────┬─────────┬──────────┬─────────┬────────────┬─────────┐
│Номи- │Производи-│Продоль-
│Поперечный│Вертика- │Максимальная│Скорость │
│нальная │тельность │ный ход │ход рабо- │льный ход│абсолютная │перемеще-│
│грузо- │сварки, │рабочего │чего орга-│рабочего │погрешность │ния, м/с,│
│подъем- │точек/мин,│органа │на L , мм,│органа │позициониро-│не
менее │
│ность, │не
менее │L , мм, │
2 │L , мм, │вания,
мм │ │
│кг │ │ 1 │не менее │ 3 │ │ │
│ │ │не менее │ │не менее │ │ │
├────────┼──────────┼─────────┼──────────┼─────────┼────────────┼─────────┤
│ 100
│ 40 │
630; │ 400;
│ 100; │
0,5 │ 0,5
│
├────────┤ │ 1000;
│ 500; │
160;
├────────────┤ │
│ 160
│ │ 1250;
│ 630; │
250; │ 1,0
│ │
├────────┼──────────┤ 1600;
│ 800; │
400
├────────────┼─────────┤
│ 250
│ 30 │
2000; │ 1000;
│ │ 1,0
│ 0,4 │
│ │ │
2500; │ 1250
│ │ │ │
│ │ │ 3150;
│ │ │ │ │
├────────┼──────────┤ 4000;
├──────────┼─────────┼────────────┼─────────┤
│ 400
│ 30 │
6300; │ -
│ - │
1,0 │ 0,4
│
│ │ │ 10000 │ │ │ │ │
├────────┴──────────┴─────────┴──────────┴─────────┴────────────┴─────────┤
│ Примечания. 1. Грузоподъемность включает
в себя массу источника│
│сварочного тока и
рабочего органа, кроме
манипуляторов с отдельным│
│(вне конструкции манипулятора) источником
сварочного тока. │
│ 2. Производительность соответствует
продолжительности цикла сварки не│
│более
0,4 с и расстоянию между
сварными точками 20 мм.
│
│ 3. Грузоподъемность 400 кг
применяется только для
манипуляторов│
│с
одной степенью подвижности.
│
└─────────────────────────────────────────────────────────────────────────┘
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026