Введен в действие
Постановлением
Госстандарта РФ
от 4 ноября 1998 г.
N 391
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАНТОВАТЕЛИ СВАРОЧНЫЕ
ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Welding
positioners. Types, basic parameters
and dimensions
ГОСТ 30295-96
Группа Г26
МКС 25.160.30
ОКП 38 6213
Дата введения
1 января 2000 года
Предисловие
1. Разработан МТК 72; Украинским конструкторско-технологическим
институтом сварочного производства (УкрИСП).
Внесен Государственным комитетом Украины по стандартизации, метрологии и
сертификации.
2. Принят
Межгосударственным Советом по стандартизации, метрологии и сертификации
(Протокол МГС от 3 октября 1996 г. N 10).
За принятие
проголосовали:
┌────────────────────────────┬───────────────────────────────────┐
│ Наименование государства │ Наименование национального органа
│
│ │ по стандартизации │
├────────────────────────────┼───────────────────────────────────┤
│Азербайджанская
Республика │Азгосстандарт │
│Республика
Армения │Армгосстандарт │
│Республика
Беларусь │Госстандарт
Беларуси │
│Республика
Казахстан │Госстандарт
Республики Казахстан │
│Киргизская
Республика │Киргизстандарт │
│Республика
Молдова │Молдовастандарт │
│Российская
Федерация │Госстандарт
России │
│Республика
Таджикистан │Таджикгосстандарт │
│Туркменистан │Главная государственная
инспекция │
│
│Туркменистана
│
│Республика
Узбекистан │Узгосстандарт │
│Украина │Госстандарт
Украины │
└────────────────────────────┴───────────────────────────────────┘
3. Постановлением
Государственного комитета Российской Федерации по стандартизации и метрологии
от 4 ноября 1998 г. N 391 межгосударственный стандарт ГОСТ 30295-96 введен в
действие непосредственно в качестве государственного стандарта Российской
Федерации с 1 января 2000 г.
4. Введен впервые.
1. Область
применения
Настоящий стандарт
распространяется на сварочные кантователи общего
применения (далее - кантователи), предназначенные для
поворота свариваемого изделия вокруг горизонтальной оси в удобное для сварки
положение при полуавтоматической и ручной дуговой сварке.
Кантователи можно применять для поворота изделия вокруг горизонтальной оси при
сборочных и других операциях, предшествующих сварке, а также при зачистке
сварных швов и других отделочных операциях (очистка, отделка и т.п.), при
осуществлении которых металлоизделие необходимо периодически поворачивать на
определенный угол в благоприятное для обработки положение и перемещать его с
одной позиции на другую.
Требования
настоящего стандарта являются обязательными.
2.
Нормативные ссылки
В настоящем
стандарте использована ссылка на:
ГОСТ 8032-84.
Предпочтительные числа и ряды предпочтительных чисел.
3. Типы и
исполнения
3.1. Кантователи подразделяют на пять типов:
1 - центровые,
поворачивающие изделие вокруг оси, которая проходит через изделие (за
исключением цепных, кольцевых и роликовых);
2 - рычажные,
поворачивающие изделие вокруг оси, которая проходит вне изделия;
3 - цепные,
поворачивающие изделие вокруг оси, проходящей через изделие, с помощью гибкой
тяги, на которую кладут изделие;
4 -
кольцевые, поворачивающие изделие вокруг оси, проходящей через изделие, с
помощью разъемного кольца, охватывающего изделие;
5 - роликовые,
поворачивающие изделие вокруг оси, проходящей через изделие, с помощью
вращающихся роликов, на которых лежит изделие.
3.2. По
конструктивному исполнению кантователи подразделяют на:
I - кантователи с одной степенью свободы кантуемого изделия,
при этом центр тяжести изделия может оставаться после кантования на месте или
перемещаться в пространстве, но только по траектории вращения вокруг оси (или
осей) вращения;
II - кантователи с двумя степенями свободы кантуемого изделия,
при этом после кантования изделие перемещается по горизонтали или вертикали или
и по горизонтали, и по вертикали механизмами, которые не относятся к механизму
кантования.
3.3. По
конструктивным признакам кантователи следует
изготавливать: напольными, подвесными, одностоечными, двухстоечными
(Приложение А, рисунки А.1 - А.19).
4. Основные
параметры и размеры
Основные параметры
и размеры кантователей должны соответствовать
значениям, указанным в таблице 1 и на рисунках А.1 - А.19 (Приложение А).
Таблица 1
┌────────────────────┬──────────────────┬─────────────────────────────────┐
│ Тип кантователя │ Высота от нижней
│ Наибольшая грузоподъемность, кг │
│ │ плоскости основы
│
│
│ │кантователя
до оси│
│
│ │ вращения S,
мм, │ │
│ │ не менее │ │
├────────────────────┼──────────────────┼─────────────────────────────────┤
│Центровые,
рычажные │500, 630
│50, 63, 80, 100, 125
│
│
├──────────────────┼─────────────────────────────────┤
│ │630, 800 │160, 200, 250 │
│
├──────────────────┼─────────────────────────────────┤
│ │800, 1000 │315, 400, 500, 630, 800 │
├────────────────────┼──────────────────┼─────────────────────────────────┤
│Центровые,
рычажные,│1000, 1250
│1000, 1250, 1600, 2000, 2500,
│
│кольцевые │ │3150, 4000 │
├────────────────────┼──────────────────┼─────────────────────────────────┤
│Роликовые │1250, 1600 │5000, 6300, 8000, 10000,
12500 │
│
├──────────────────┼─────────────────────────────────┤
│ │1600, 2000 │16000, 20000, 25000 │
│
├──────────────────┼─────────────────────────────────┤
│ │2000, 2500 │31500, 40000, 50000 │
│ ├──────────────────┼─────────────────────────────────┤
│ │2500, 3000 │63000, 100000, 200000,
300000 │
├────────────────────┼──────────────────┼─────────────────────────────────┤
│Цепные │1250, 1600 │4000, 5000, 6300, 8000, 10000, │
│ │ │12500 │
│
├──────────────────┼─────────────────────────────────┤
│ │1600, 2000 │16000, 20000, 25000 │
├────────────────────┴──────────────────┴─────────────────────────────────┤
│ Примечания. Размеры L и
S определяет заказчик
в зависимости от│
│ 1
│
│размеров
свариваемого изделия.
│
│ 2. Размер
H определяет заказчик
в зависимости от
размеров│
│свариваемого
изделия и условий работы кантователя. │
└─────────────────────────────────────────────────────────────────────────┘
5.
Требования к конструкции
5.1.
Параметрический ряд кантователей необходимо
устанавливать в зависимости от их грузоподъемности и крутящего момента на оси
кантования для каждого из пяти типов кантователей.
5.2. Зависимость
между грузоподъемностью и крутящим моментом кантователей
не устанавливается.
5.3. Наибольший
крутящий момент на оси вращения кантователей следует
выбирать из ряда: 6,3; 8,0; 10,0; 12,5; 16,0; 20,0; 25,0; 31,5; 40,0; 50,0;
63,0; 80,0; 100,0; 125,0; 160,0; 200,0; 250,0; 315,0; 400,0; 500,0; 630,0;
800,0; 1000,0; 1250,0; 1600,0; 2000,0; 2500,0; 3150,0; 4000,0; 5000,0; 6300,0;
8000,0; 10000,0; 12500,0; 16000,0; 20000,0; 25000,0; 31500,0; 40000,0; 50000,0;
63000,0; 80000,0; 100000,0 Н х м.
Примечания. 1.
Допускается увеличение наибольшего крутящего момента на оси вращения кантователей на 5% от установленных значений.
2. Свыше 100000,0 Н
х м значения наибольшего крутящего момента выбирают из ряда R 10 ГОСТ 8032.
3. Конструкции кантователей позволяют с помощью балансирования изменять
крутящие моменты в больших пределах.
Приложение А
(справочное)
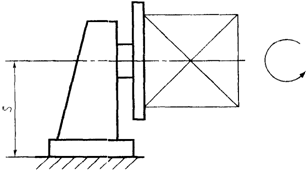
Рисунок
А.1. Кантователь центровой
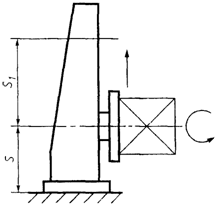
Рисунок А.2. Кантователь центровой с подъемными
центрами
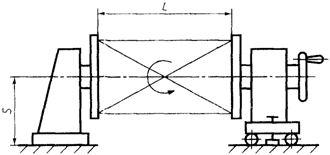
Рисунок А.3. Кантователь центровой двухстоечный
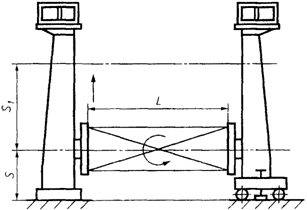
Рисунок А.4. Кантователь центровой двухстоечный
с подъемными
центрами
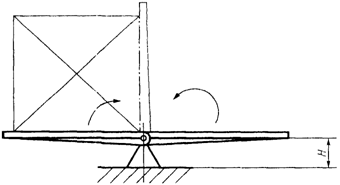
Рисунок А.5. Кантователь рычажный
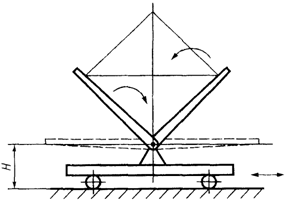
Рисунок А.6. Кантователь рычажный перемещающийся (челночный)
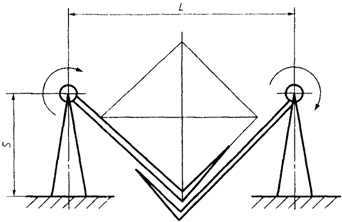
Рисунок А.7. Кантователь рычажный двухстоечный

Рисунок А.8. Кантователь рычажный двухстоечный
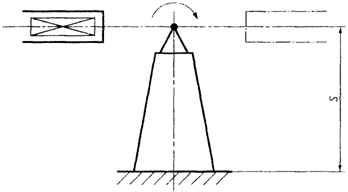
Рисунок А.9. Кантователь рычажный (вилочный)
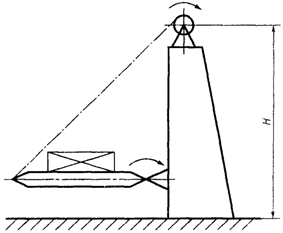
Рисунок А.10. Кантователь рычажный с поворотной
рамой
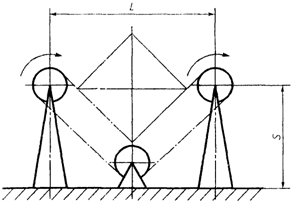
Рисунок А.11. Кантователь цепной
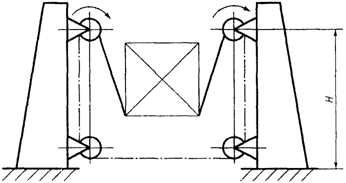
Рисунок А.12. Кантователь цепной с четырьмя
звездочками
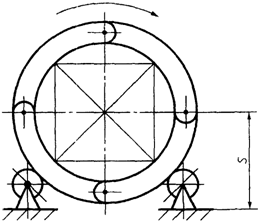
Рисунок А.13. Кантователь кольцевой
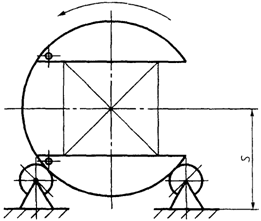
Рисунок А.14. Кантователь кольцевой (челюстной)
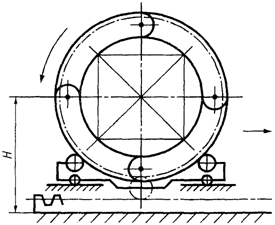
Рисунок А.15. Кантователь кольцевой перемещающийся
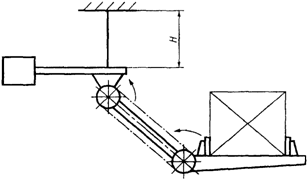
Рисунок А.16. Кантователь рычажной подвесной
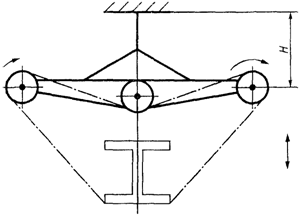
Рисунок А.17. Кантователь цепной подвесной
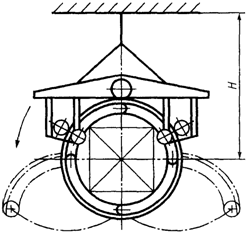
Рисунок А.18. Кантователь центровой (кольцевой) подвесной
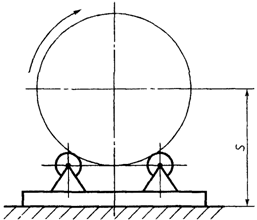
Рисунок
А.19. Кантователь роликовый
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026