Введен в действие
Постановлением
Госстандарта РФ
от 25 июня 2003 г.
N 204-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
ОБЩИЕ ДОПУСКИ
ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ,
НЕ УКАЗАННЫЕ ИНДИВИДУАЛЬНО
Basic
norms of interchangeability. General tolerances.
Tolerances of form and
position for features
without individual
tolerance indications
ГОСТ 30893.2-2002
(ИСО 2768-2-89)
Группа Г12
МКС 17.040.10;
ОКСТУ 0074
Предисловие
1. Разработан Научно-исследовательским и конструкторским
институтом средств измерения в машиностроении (ОАО "НИИизмерения").
2. Внесен Госстандартом России.
3. Принят
Межгосударственным советом по стандартизации, метрологии и сертификации
(Протокол N 22 от 6 ноября 2002 г.).
За принятие
проголосовали:
┌─────────────────────────────────┬───────────────────────────────────────┐
│ Наименование государства │
Наименование национального органа
│
│ │ по стандартизации │
├─────────────────────────────────┼───────────────────────────────────────┤
│Республика
Беларусь │Госстандарт
Республики Беларусь │
│Грузия │Грузстандарт │
│Республика
Казахстан │Госстандарт
Республики Казахстан │
│Кыргызская
Республика │Кыргызстандарт │
│Республика
Молдова
│Молдова-Стандарт │
│Российская
Федерация │Госстандарт
России │
│Туркменистан │Главгосслужба
"Туркменстандартлары" │
└─────────────────────────────────┴───────────────────────────────────────┘
4. Стандарт
гармонизирован с международным стандартом ИСО 2768-2-89 "Общие допуски.
Часть 2. Геометрические допуски, не указанные индивидуально" путем
изменения отдельных фраз (слов, значений показателей), направленных на учет
конкретных потребностей промышленности (или иных отраслей экономики) и содержит
дополнительные требования, отражающие потребности экономики Российской
Федерации.
5. Постановлением
Государственного комитета Российской Федерации по стандартизации и метрологии
от 25 июня 2003 г. N 204-ст межгосударственный стандарт ГОСТ 30893.2-2002 (ИСО
2768-2-89) введен в действие непосредственно в качестве государственного
стандарта Российской Федерации с 1 января 2004 г.
6. Взамен ГОСТ
25069-81.
1. Область
применения
Настоящий стандарт
распространяется на металлические детали, изготовленные резанием, и
устанавливает общие допуски формы и расположения для тех элементов, для которых
на чертеже эти допуски не указаны индивидуально (неуказанные допуски формы и
расположения).
Общие допуски по
настоящему стандарту могут применяться также для неметаллических деталей и
деталей, обрабатываемых способами, не относящимися к обработке резанием, если
они не предусмотрены другими стандартами и пригодны для этих деталей.
Дополнительные
требования, отражающие потребности экономики страны, выделены курсивом (см.
Приложение А).
2.
Нормативные ссылки
В настоящем
стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.308-79.
Единая система конструкторской документации. Указание на чертежах допусков
формы и расположения поверхностей
ГОСТ 24642-81.
Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей.
Основные термины и определения
ГОСТ 25346-89.
Основные нормы взаимозаменяемости. Единая система допусков посадок. Общие
положения, ряды допусков и основных отклонений
ГОСТ 30893.1-2002.
Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения
линейных и угловых размеров с неуказанными допусками.
3.
Определения
В настоящем
стандарте приняты следующие термины с соответствующими определениями:
3.1. Общий допуск
формы или расположения: допуск, указываемый на чертеже или в других технических
документах общей записью и применяемый в тех случаях, когда допуск формы или
расположения не указан индивидуально для соответствующего элемента детали.
3.2. Термины и
определения допусков формы и расположения поверхностей: по ГОСТ 24642.
3.3. Термины и
определения допусков размеров: по ГОСТ 25346.
4. Общие
положения
4.1. Общие допуски
формы и расположения поверхностей по настоящему стандарту применяются, если на
чертеже или в другой технической документации имеется ссылка на настоящий
стандарт в соответствии с разделом 7.
Принципы назначения
общих допусков формы и расположения изложены в Приложении Б.
4.2. Общие допуски
формы и расположения установлены по трем классам точности. При выборе класса
точности следует учитывать обычную точность соответствующего производства. Если
необходимы меньшие допуски или допустимы и экономически выгодны большие
допуски, то эти допуски должны быть указаны непосредственно для соответствующих
элементов согласно ГОСТ 2.308.
4.3. Значения общих
допусков формы и расположения применяются независимо от действительных размеров
рассматриваемых и базовых элементов (допуски являются независимыми).
4.4. Общие допуски цилиндричности, профиля
продольного сечения, наклона, перекоса осей, позиционные, полного радиального и
полного торцового биения, формы заданного профиля и формы заданной поверхности
не устанавливаются. Отклонения этих видов косвенно ограничиваются
допусками на линейные и угловые размеры или другими видами допусков формы и
расположения, в том числе и общими. Если такого ограничения недостаточно, то
перечисленные виды допусков должны указываться на чертеже непосредственно для
соответствующих элементов.
5. Общие
допуски формы
5.1. Отклонения
формы для элементов с указанными на чертеже предельными
отклонениями размеров в соответствии с ГОСТ 25346 должны быть ограничены
в пределах поля допуска размера (Приложение А).
5.2. Общие допуски
прямолинейности и плоскостности для элементов с не указанными на чертеже
предельными отклонениями (общими допусками) размеров приведены в таблице 1.
Размеры в миллиметрах
┌────────┬────────────────────────────────────────────────────────────────┐
│
Класс │ Общие допуски прямолинейности и
плоскостности │
│точности│ для интервалов номинальных
длин │
│
├──────────┬─────────┬─────────┬──────────┬──────────┬───────────┤
│ │
до 10 │ св. 10 │ св. 30 │ св. 100 │ св. 300 │ св. 1000 │
│ │ │ до 30
│ до 100 │ до 300
│ до 1000 │ до 3000
│
├────────┼──────────┼─────────┼─────────┼──────────┼──────────┼───────────┤
│ H
│ 0,02 │
0,05 │ 0,1
│ 0,2 │
0,3 │ 0,4
│
├────────┼──────────┼─────────┼─────────┼──────────┼──────────┼───────────┤
│ K
│ 0,05 │
0,1 │ 0,2
│ 0,4 │
0,6 │ 0,8
│
├────────┼──────────┼─────────┼─────────┼──────────┼──────────┼───────────┤
│ L
│ 0,1 │
0,2 │ 0,4
│ 0,8 │
1,2 │ 1,6
│
├────────┴──────────┴─────────┴─────────┴──────────┴──────────┴───────────┤
│ Примечание.
Допуск прямолинейности выбирается
исходя из длины│
│элемента,
а плоскостности - по длине большей стороны поверхности или
ее│
│диаметру,
если поверхность ограничена круговым контуром. │
└─────────────────────────────────────────────────────────────────────────┘
Дополнительные
требования по ограничению общего допуска прямолинейности и плоскостности для
элементов с указанными на чертеже допусками ориентации (параллельности,
перпендикулярности, наклона) приведены в Приложении А.
5.3. Общий допуск круглости для элементов с не указанными на чертеже
предельными отклонениями размеров равен допуску на диаметр, но не должен
превышать общего допуска на радиальное биение (6.4).
6. Общие
допуски расположения и биения
6.1. Общий допуск
параллельности равен допуску размера между рассматриваемыми элементами. За базу
следует принимать наиболее протяженный из двух
рассматриваемых элементов. Если два элемента имеют одинаковую длину, то в
качестве базы может быть принят любой из них.
6.2. Общие допуски
перпендикулярности должны соответствовать приведенным
в таблице 2. За базу следует принимать элемент, образующий более длинную
сторону рассматриваемого прямого угла. Если стороны угла имеют одинаковую
номинальную длину, то в качестве базы может быть принята любая из них.
Таблица 2
Размеры в миллиметрах
┌─────────┬───────────────────────────────────────────────────────────────┐
│ Класс
│ Общие допуски
перпендикулярности для интервалов номинальных
│
│точности
│ длин более короткой стороны угла │
│
├────────────┬───────────────┬────────────────┬─────────────────┤
│ │ до 100
│св. 100 до 300 │св. 300 до 1000 │св. 1000 до 3000
│
├─────────┼────────────┼───────────────┼────────────────┼─────────────────┤
│ H
│ 0,2 │ 0,3
│ 0,4 │ 0,5
│
├─────────┼────────────┼───────────────┼────────────────┼─────────────────┤
│ K
│ 0,4 │ 0,6
│ 0,8 │ 1,0
│
├─────────┼────────────┼───────────────┼────────────────┼─────────────────┤
│ L
│ 0,6 │ 1,0
│ 1,5 │ 2,0
│
└─────────┴────────────┴───────────────┴────────────────┴─────────────────┘
6.3. Общие допуски
симметричности и пересечения осей должны соответствовать приведенным
в таблице 3. За базу следует принимать элемент с большей длиной. Если
рассматриваемые элементы имеют одинаковую длину, то в качестве базы может быть
принят любой из них.
Таблица 3
Размеры в
миллиметрах
┌────────┬────────────────────────────────────────────────────────────────┐
│
Класс │ Общие допуски
симметричности и пересечения осей для интервалов │
│точности│ номинальных длин более короткой
стороны угла │
│
├───────────┬─────────────────┬────────────────┬─────────────────┤
│ │
до 100 │ св. 100 до
300 │св. 300 до 1000 │св.
1000 до 3000 │
├────────┼───────────┴─────────────────┴────────────────┴─────────────────┤
│ H
│
0,5
│
├────────┼─────────────────────────────┬────────────────┬─────────────────┤
│ K
│ 0,6 │ 0,8
│ 1 │
├────────┼───────────┬─────────────────┼────────────────┼─────────────────┤
│ L
│ 0,6 │ 1,0
│ 1,5 │ 2
│
├────────┴───────────┴─────────────────┴────────────────┴─────────────────┤
│ Примечание.
Допуски симметричности и
пересечения осей указаны│
│в
диаметральном выражении.
│
└─────────────────────────────────────────────────────────────────────────┘
6.4. Общие
допуски радиального и торцового биения, а также биения в заданном направлении
(перпендикулярно к образующей поверхности) должны соответствовать указанным:
Класс точности Допуск биения, мм:
H 0,1
K 0,2
L 0,5
За базу следует
принимать подшипниковые (опорные) поверхности, если они могут быть однозначно
определены из чертежа, например, заданные как базы для указанных допусков
биения. В других случаях за базу для общего допуска радиального биения следует
принимать более длинный из двух соосных элементов.
Если элементы имеют одинаковую номинальную длину, то в качестве базы может быть
принят любой из них.
6.5. Общие допуски соосности применяются в случаях, когда измерение
радиального биения невозможно или нецелесообразно. Общий допуск соосности в диаметральном выражении следует принимать равным общему допуску радиального биения.
7. Указание общих допусков на чертежах
7.1. Ссылка на
общие допуски формы и расположения по настоящему стандарту должна содержать:
- обозначение
настоящего стандарта;
- класс точности
общих допусков формы и расположения. Например: "Общие допуски формы и
расположения - ГОСТ 30893.2-K" или "ГОСТ 30893.2-K".
7.2. Ссылка на
общие допуски размеров, формы и расположения должна включать общий номер обоих
стандартов на общие допуски, обозначение общих допусков размеров по ГОСТ... .1
и обозначение общих допусков формы и расположения по настоящему стандарту.
Например:
"Общие допуски ГОСТ 30893.2-mK" или "ГОСТ 30893.2-mK" (m -
класс точности "средний" общих допусков линейных размеров по ГОСТ
30893.1, K - класс точности общих допусков формы и расположения по настоящему
стандарту).
Пример указания
общих допусков на чертеже и их интерпретации приведен в Приложении В.
&Приложение А
(обязательное)
ОТКЛОНЕНИЯ
ФОРМЫ, ОГРАНИЧИВАЕМЫЕ ПОЛЕМ ДОПУСКА РАЗМЕРА
ИЛИ ДОПУСКАМИ
ОРИЕНТАЦИИ
А.1. Для
элементов с указанными на чертеже предельными отклонениями размеров и
неуказанными допусками формы допускаются любые отклонения формы в пределах поля
допуска размера рассматриваемого элемента.
Условия,
ограничивающие отклонения формы, соответствуют определению предельных размеров
по ГОСТ 25346.
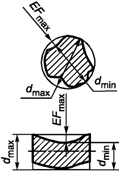
А.2. Отклонения
формы, ограничиваемые полем допуска размера, и наибольшие значения этих
отклонений, возможные при полном использовании допуска размера, приведены в
таблице А.1.
┌────────────────────┬─────────────────────┬───────────────────┬──────────┐
│Вид
отклонения формы│ Допуск
размера, │ Рисунок │
EF │
│ │ ограничивающий │ │ max │
│ │ отклонение формы │ │ │
└────────────────────┴─────────────────────┴───────────────────┴──────────┘
от цилиндричности, цилиндрической
круглости и
профиля поверхности ![]()
продольного сечения
───────────────────────────────────────────────────────────────────────────
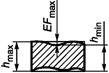
2.
Отклонение а) Допуск размера ![]()
от плоскостности (ширины, толщины)
и прямолинейности рассматриваемого
элемента ![]()
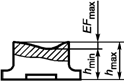
────────────────────────────────────────────
между рассматриваемой
плоскостью (прямой)
и другой плоскостью
![]()
┌─────────────────────────────────────────────────────────────────────────┐
│ Примечание. В
таблице приняты следующие
обозначения: EF -│
│
max
│
│наибольшее
значение отклонения формы, возможное при
полном использовании│
│допуска
размера; IT с индексом - допуск размера, указанного индексом. │
└─────────────────────────────────────────────────────────────────────────┘
А.3. Ограничение
отклонений формы допуском размера возможно при следующих условиях контроля
размера:
- для
цилиндрических и плоских элементов (пункты 1 и 2, перечисление а) таблицы А.1)
размер элемента (d или h) должен контролироваться по пределу максимума
материала (проходному пределу) средством, измерительная поверхность которого
имеет форму парной соединяемой детали и длину, равную длине соединения, по
пределу минимума материала (непроходному пределу) - двухточечным средством во
всех <1> точках поверхности или линии;
- для плоских
поверхностей (пункт 2, перечисление б) таблицы А.1) размер h (между рассматриваемой
поверхностью (прямой) и другой поверхностью, принимаемой за базу) должен
контролироваться во всех <1> точках рассматриваемой поверхности или
линии. Отклонения формы поверхности, принятой за базу при контроле, не
выявляются, т.к. эта поверхность заменяется прилегающей плоскостью. При
необходимости ее отклонения формы нормируют отдельно.&
--------------------------------
<1> Допускается контроль в некоторых характерных точках.
&А.4. Для
частных видов отклонений формы, указанных в пункте 1 таблицы А.1, таких как
овальность, огранка с четным числом граней, конусообразность, бочкообразностъ и седлообразность,
наибольшее возможное отклонение формы равно ![]() .
.
А.5. Приведенные в
таблице А.1 наибольшие отклонения формы учитываются при анализе их влияния на
работу изделия и оценке необходимости в назначении отдельного, более жесткого
допуска формы. Однако они не должны использоваться изготовителем в качестве
допуска формы, т.к. при этом не будет запаса на другие составляющие допуска
размера (смещение настройки станка на размер, температурные изменения размера и
др.).
А.6. Для элементов,
для которых индивидуально указаны допуски ориентации (параллельности,
перпендикулярности, наклона), общий допуск плоскостности или прямолинейности
равен допуску ориентации, но не должен превышать значений таблицы 1.
А.7. На зарубежных
чертежах и в другой технической документации требования по ограничению
отклонений формы, установленные в А.1, предполагаются в следующих случаях:
- на чертежах,
содержащих ссылку на стандарт ИСО 8015 типа "Tolerancing
ISO 8015" ("Нанесение допусков по ИСО 8015"):
для элементов, у
которых размер с указанными предельными отклонениями дополнен символом (E),
например 40 H7 (E);
для всех элементов
с указанными отклонениями размеров и неуказанными допусками формы, если ссылка
на общие допуски дополнена буквой E, например:
"Tolerancing ISO 8015 (Нанесение допусков по ИСО 8015
General tolerances ISO
2768-mK-E"; Общие допуски по ИСО 2768 mK-E)
- на чертежах, не
содержащих ссылку на стандарт ИСО 8015, для элементов с указанными предельными
отклонениями размеров и неуказанными допусками формы.&
Приложение Б
(рекомендуемое)
ПРИНЦИПЫ
НАЗНАЧЕНИЯ ОБЩИХ ДОПУСКОВ ФОРМЫ
И РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
Б.1. Элементы
деталей имеют размеры и геометрические характеристики (форма, расположение)
поверхностей. Функция деталей требует установления предельных отклонений
размеров, допусков формы и расположения элементов, превышение которых может
привести к нарушению этой функции.
Ограничение
размеров и геометрии элементов на чертеже должно быть полным и пониматься
однозначно: не должно быть разночтений и произвольного истолкования требований
при изготовлении и контроле.
Использование общих
допусков размеров, формы, расположения создает реальные предпосылки для решения
этой задачи.
Б.2. Значения общих допусков формы и расположения установлены по классам
точности, характеризующим различные уровни обычной производственной точности,
достигаемой без применения дополнительной обработки повышенной точности.
Выбор класса точности осуществляют с учетом функциональных требований к детали
и возможностей производства.
Б.3. Если по
функциональным требованиям для элемента необходимы допуски меньшие, чем общие
допуски, то они должны указываться на чертеже непосредственно для данного
элемента.
Это же относится и
к случаям, когда общим допуском не могут быть оговорены все условия,
необходимые для ограничения отклонений формы и расположения элемента, например
допуск расположения должен относиться к базе, отличной от
указанной в настоящем стандарте, или может быть зависимым и т.д.
Допуски формы и
расположения, на которые настоящий стандарт не распространяется, при
необходимости их ограничения должны быть указаны на чертеже, иначе они могут
остаться неограниченными.
Б.4. Увеличение
допусков сверх принятых значений общих допусков обычно не дает экономических
преимуществ при изготовлении.
Например,
если при изготовлении элемента диаметром 25 +/- 0,1 мм и длиной 80 мм с общим
допуском размера по ГОСТ 30893.1 по классу точности m и общими допусками формы
и расположения по настоящему стандарту по классу точности H (0,1 мм для
прямолинейности, круглости и радиального биения)
обычная точность производства равна или превышает указанные допуски, то
установление более грубых допусков для данного производства не представляет интереса.
В тех случаях,
когда допуск, превышающий общий допуск, все же дает экономию при изготовлении и
может быть разрешен исходя из функции детали, его указывают непосредственно на
чертеже, например допуск круглости для большого и
тонкого кольца.
Б.5. Применение
общих допусков дает следующие преимущества:
- чертежи легче
читаются, облегчается связь с пользователем чертежами;
- конструктор
экономит время за счет исключения детальных расчетов допусков; достаточно
только знать, что допуск, исходя из функционального назначения детали, больше
или равен общему допуску;
- чертежи четко
показывают, какие элементы могут быть изготовлены при обычных возможностях
процесса, что облегчает управление качеством благодаря уменьшению уровня
контроля этих элементов;
- остальные
элементы, которые имеют индивидуально указанные допуски, по большей части
относятся к таким, для которых их функция требует относительно малых допусков,
и которые, следовательно, могут требовать особых усилий при изготовлении; это
обстоятельство облегчает планирование производства и помогает службе контроля
качества при анализе требований к контролю;
- для работников
служб снабжения и субподрядчиков упрощается работа по заключению договоров, так
как обычная производственная точность известна до заключения контрактов; это
устраняет также споры между поставщиком и потребителем при поставках продукции,
так как чертежи, с точки зрения требований, являются полными.
Перечисленные
преимущества применения общих допусков будут проявляться в полной мере, если
есть уверенность в том, что общие допуски не будут превышены при изготовлении,
то есть что обычная производственная точность данного производства обеспечивает
соблюдение общих допусков, указанных на чертежах.
Поэтому
производству рекомендуется:
- определять с
помощью измерений, какова для него обычная производственная точность;
- при приемке
чертежей обращать внимание на то, чтобы указанные в них общие допуски
соответствовали или превышали его обычную производственную точность;
- контролировать
выборочно отклонения формы и расположения элементов с общими допусками, чтобы
убедиться, что обычная производственная точность не отклоняется от первоначально установленной.
Б.6. Подход к
назначению общих допусков предполагает, что в ряде случаев допуск, вытекающий
из функциональных требований, превышает общий допуск. Поэтому случайное превышение
общего допуска для какого-либо элемента не всегда приводит к нарушению функции
детали.
Выход
отклонений формы и расположения элемента за общий допуск не должен вести к
автоматическому забракованию детали, если не нарушена
способность детали к функционированию.
Приложение В
(справочное)
ПРИМЕР
УКАЗАНИЯ ОБЩИХ ДОПУСКОВ НА ЧЕРТЕЖЕ
И ИХ ИНТЕРПРЕТАЦИИ
В.1. Пример
указания общих допусков на чертеже
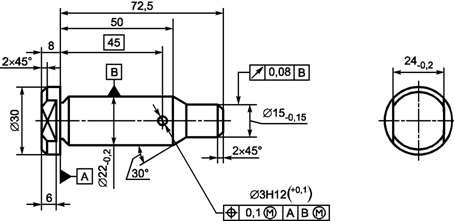
Общие допуски ГОСТ
30893.2 - mH <1>
Рисунок В.1
--------------------------------
<1> m -
обозначение общих допусков размеров по классу точности "средний" по
ГОСТ 30893.1, H - обозначение класса точности общих допусков формы и
расположения по настоящему стандарту.
Пояснения к рисунку
В.1
1. Допуски, заключенные
в окружности или прямоугольные рамки (изображенные штрихпунктирными линиями с
двумя штрихами), являются общими. Эти допуски должны автоматически достигаться
при механической обработке в производстве, обычная точность которого равна или
выше, чем по ГОСТ 30893.2 mH; такие допуски, как
правило, не требуют контроля.
2. В интерпретации
раскрыты не все общие допуски, в частности, на те виды отклонений формы и
расположения, которые ограничиваются указанными или общими допусками на другие
виды отклонений, например, допуски радиального биения
ограничивают также отклонения от круглости.
В.2. Интерпретация
общих допусков

Рисунок В.2
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026